
Experimental Study on Rejuvenation of Aged Power Cables via Simulation Operation

Abstract
1. Introduction
2. Sample Preparation and Performance Setting
2.1. Aging Test and Sample Preparation
2.2. Performance Test
3. Results
3.1. Aging Status of the Cables
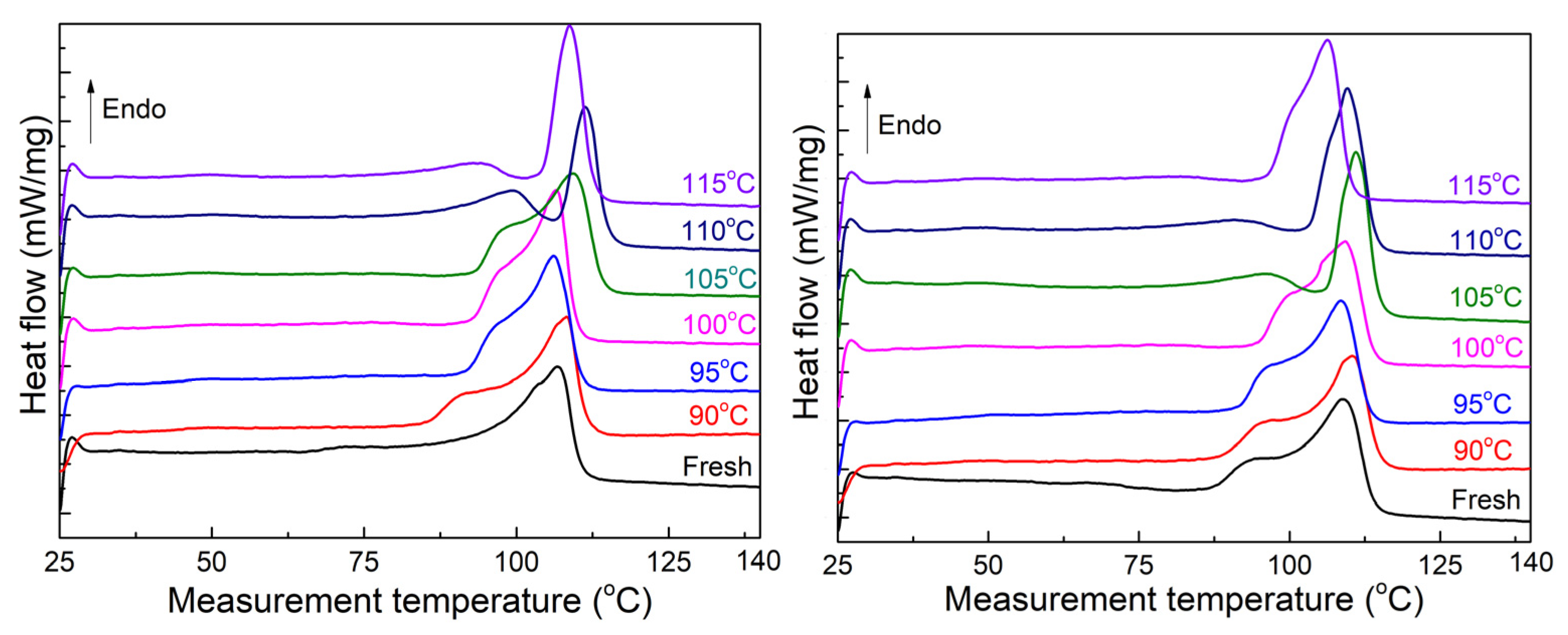
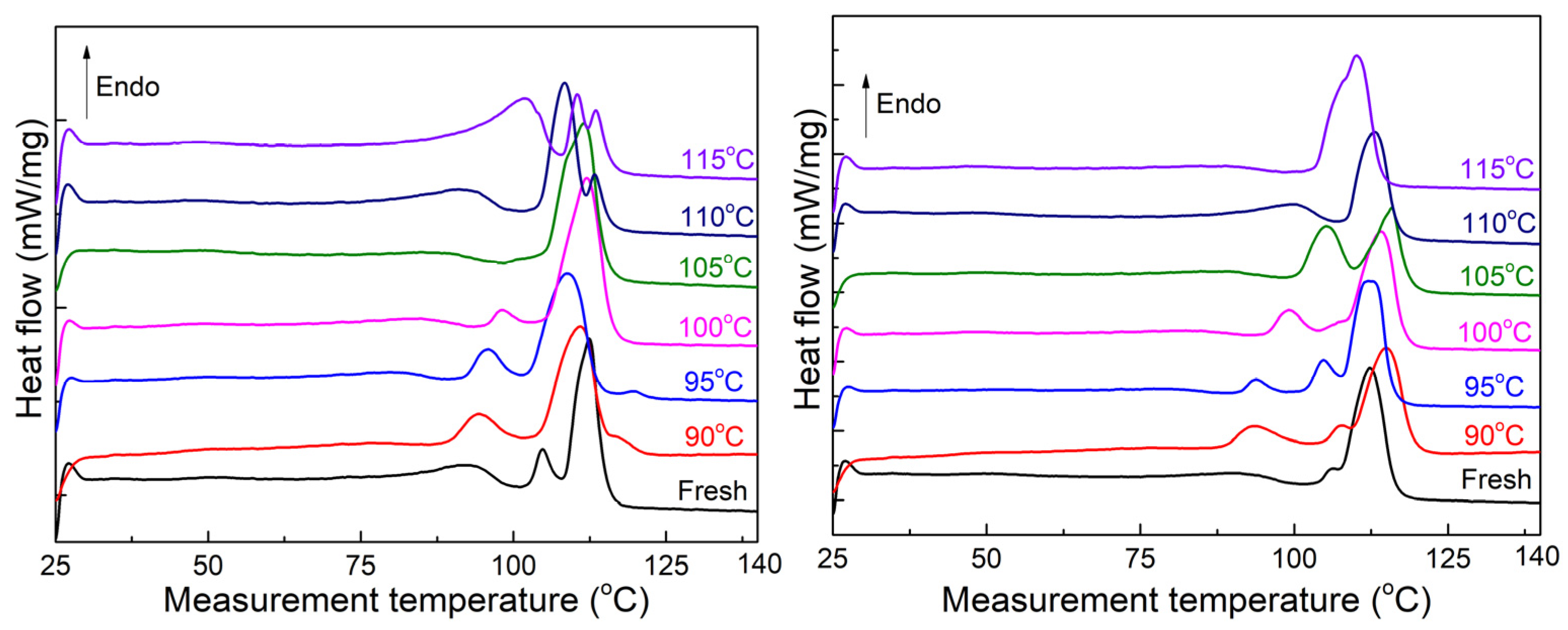
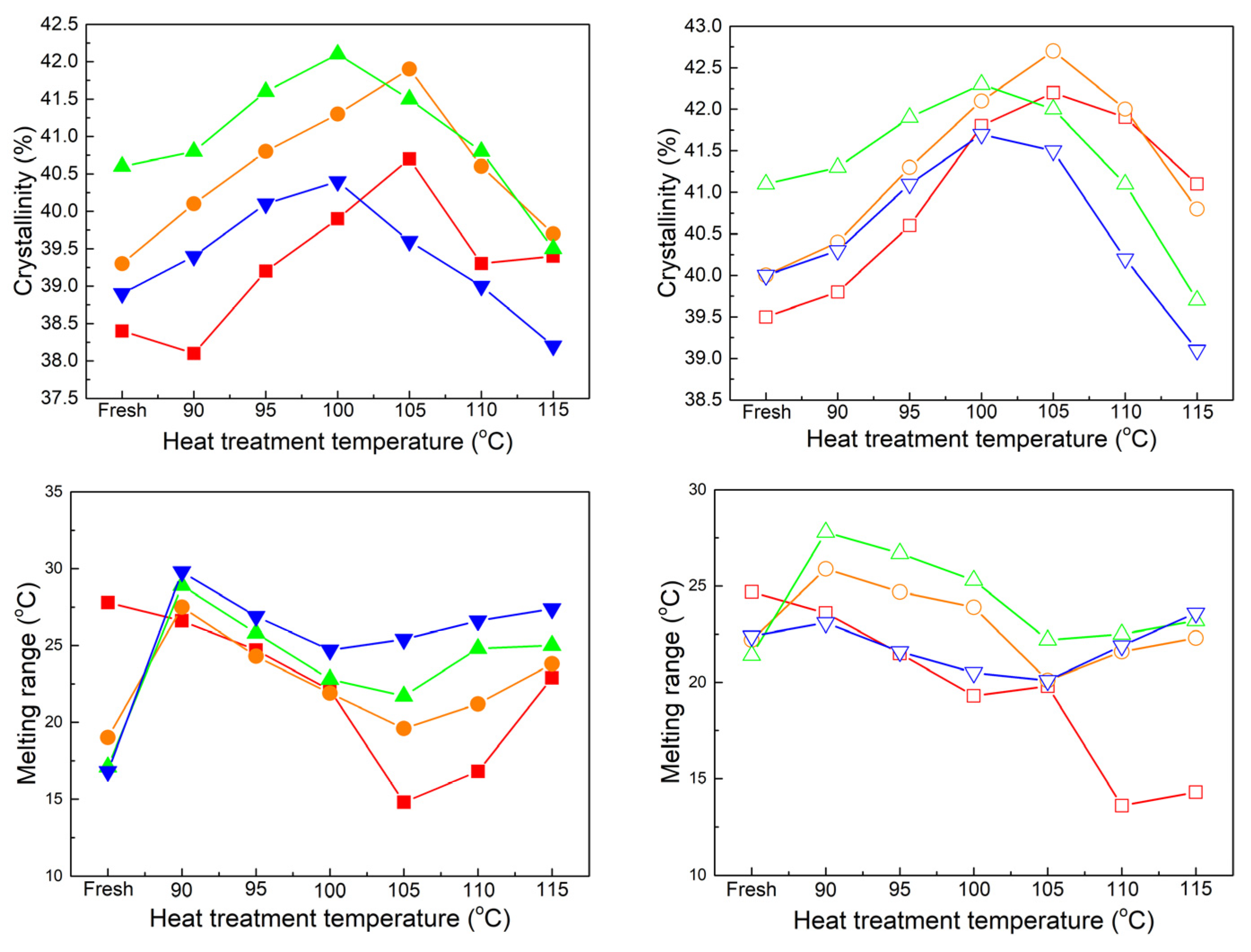
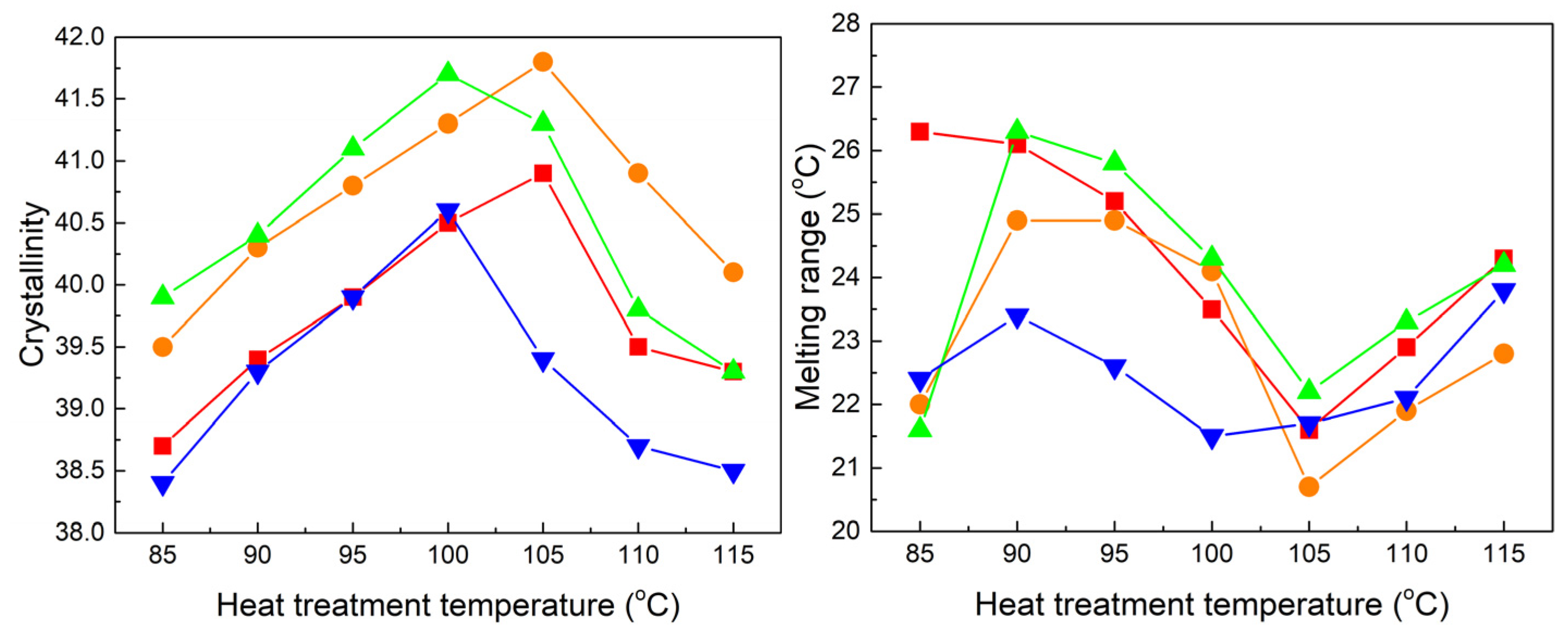
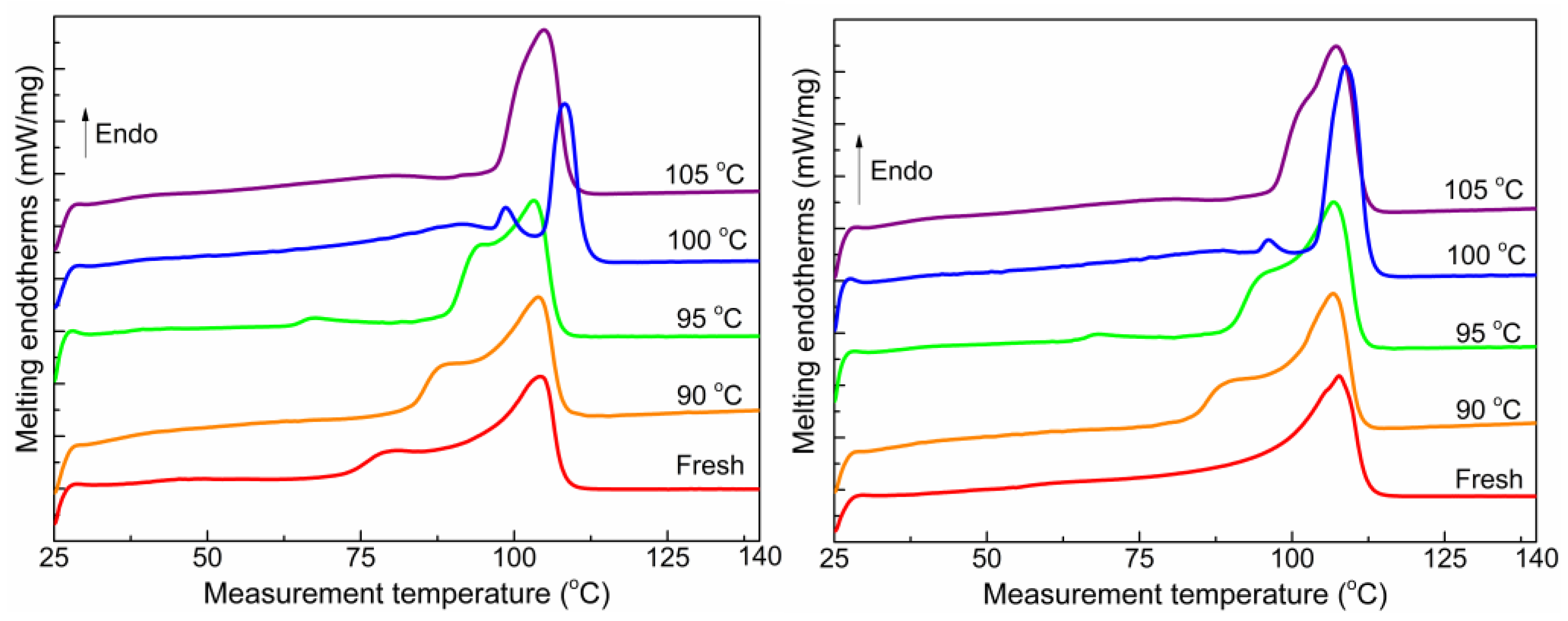
3.2. Heat Treatment on XLPE Sheets
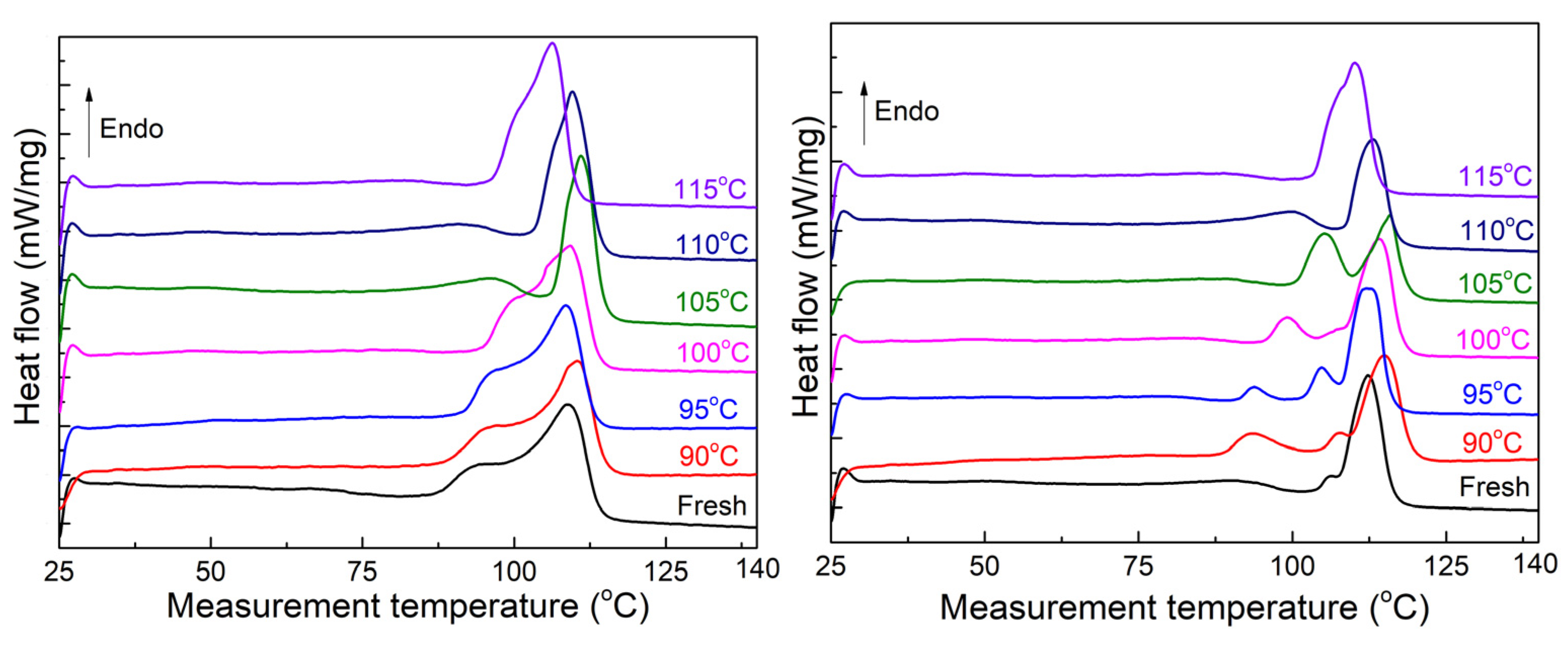
3.3. Heat Treatment on Aged Cables
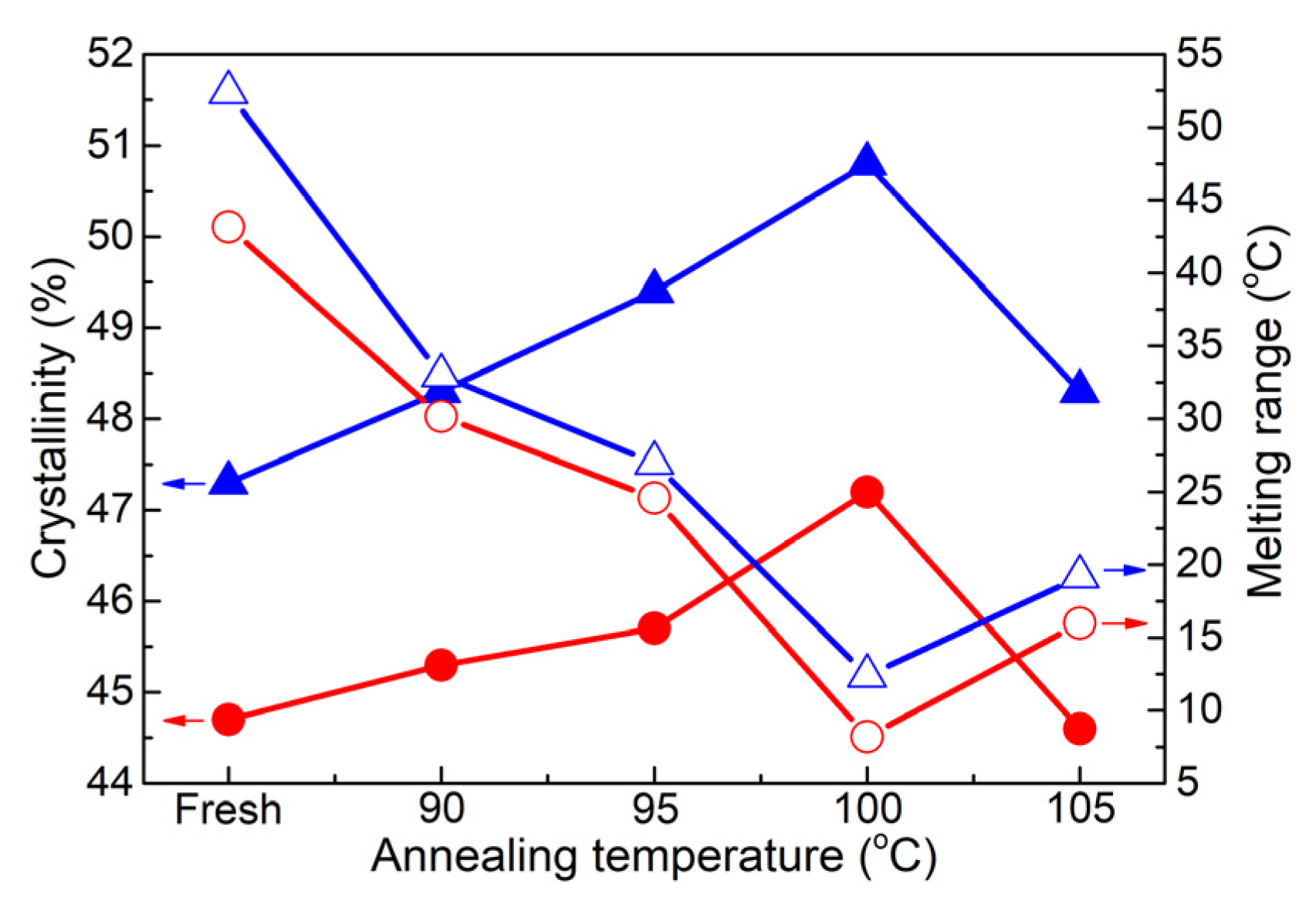
3.4. Heat Treatment on Retired Cables
4. Discussions
4.1. Aging Effect on the Heat Treatment Temperatures for the Highest or Lowest Value of Crystal Characteristics or Conductivity
4.2. Heat Treatment Method on the Crystal Performance
5. Conclusions
- (1)
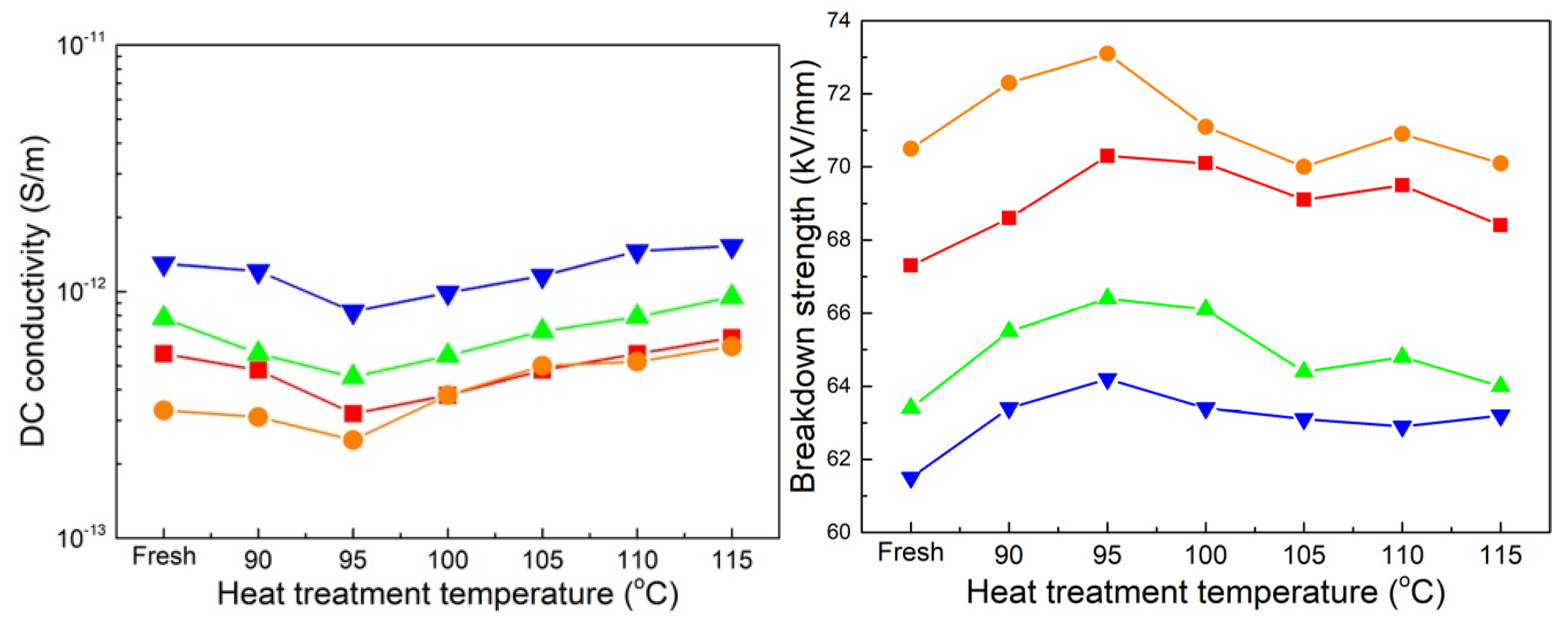
- Regarding the aged XLPE sheets, it was consistently observed that the sheets aged for 60 days yielded the most favorable results in terms of fresh and thermal treatment. The highest and lowest values for crystallinity and melting range were achieved at treatment temperatures of 105, 105, 100, and 100 °C, respectively, while the conductivity showed optimal values at lower temperatures of 100, 100, 95, and 95 °C;
- (2)
- The cable operation simulation revealed that the variation tendencies in crystallinity and conductivity at each aging phase aligned with those obtained from the XLPE sheet treatment in the first stage. Additionally, the simulation conducted at 95 °C resulted in the highest breakdown strength, corresponding to the three aging phases. Minor fluctuations were observed in the changes in crystallinity and conductivity during the two short heat treatment processes;
- (3)
- The heat treatment applied to the two retired cables demonstrated that the crystallinity, conductivity, and breakdown strength could be enhanced through the simulation of cable operation, even when the original conditions varied from those of the previous cables.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mook, K.H.; Kim, D.-H.; Gu, J.-U.; Choi, N.-S. Effect of Heat Treatment on Mechanical Properties of Cross-Linked Ultra-High Molecular Weight Polyethylene Used for Artificial Joint Liner. Compos. Res. 2009, 22, 227–233. [Google Scholar]
- Brown, K.; Wilson, S.; Thompson, G. Influence of Molecular Weight and Branching on the Crystallization Behavior of Cross-Linked Polyethylene. J. Polym. Sci. Part B Polym. Phys. 2019, 57, 550–558. [Google Scholar]
- Wang, L.; Zhang, Y.; Zhou, S. Evaluation of Environmental Aging and Durability of Retired Cables. Polym. Degrad. Stab. 2014, 108, 31–39. [Google Scholar]
- Liu, Y.; Sun, J.; Chen, S.; Sha, J.; Yang, J. Thermophysical properties of cross-linked polyethylene during thermal aging. Thermochim. Acta Int. J. Concerned Broader Asp. Thermochem. Its Appl. Chem. Probl. 2022, 713, 179231. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, S.; Wang, P. Effect of Molecular Structure on the Crystalline Structure and Thermal Properties of Cross-Linked Polyethylene. Polym. Eng. Sci. 2018, 58, 230–237. [Google Scholar]
- Miyazaki, Y.; Hirai, N.; Ohki, Y. Changes in Chemical Structure and Mechanical Properties Induced in Cross-linked Polyethylene by Thermal and Radiation Aging. In Proceedings of the 2020 IEEE 3rd International Conference on Dielectrics (ICD), Virtual, 6–31 July 2020; IEEE: Piscataway, NJ, USA, 2020. [Google Scholar]
- Smith, J.; Johnson, R.; Anderson, L. Effect of Annealing on the Thermal and Mechanical Properties of Cross-Linked Polyethylene. J. Polym. Sci. Part B Polym. Phys. 2018, 56, 789–798. [Google Scholar]
- Huang, C.; Chen, G.; Li, Y. Crystalline Characteristics and Mechanical Properties of Cross-Linked Polyethylene with Different Molecular Structures. Polym. Degrad. Stab. 2017, 138, 56–64. [Google Scholar]
- Brown, K.; Wilson, S.; Thompson, G. Thermal Aging of Cross-Linked Polyethylene Insulation: A Review. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 3292–3306. [Google Scholar]
- Wang, L.; Zhang, Y.; Zhou, S. Influence of Molecular Structure on the Crystallinity and Electrical Properties of Cross-Linked Polyethylene. J. Appl. Polym. Sci. 2014, 131, 1–8. [Google Scholar]
- Mansour, D.A.; Abdel-Gawad, N.M.K.; El Dein, A.Z.; Ahmed, H.M.; Darwish, M.M.F.; Lehtonen, M. Recent Advances in Polymer Nanocomposites Based on Polyethylene and Polyvinylchloride for Power Cables. Materials 2021, 14, 66. [Google Scholar] [CrossRef]
- ISO 10147:1994; Estimation of the Degree of Crosslinking by Determination of the Gel Content. International Organization for Standardization: Delft, The Netherlands, 1994.
- Chen, X.; Li, Q.; Wang, L. Influence of Thermal Treatment on the Microstructure and Electrical Properties of Crosslinked Polyethylene. Polym. Eng. Sci. 2012, 52, 2658–2666. [Google Scholar]
- Garcia, E.; Martinez, F.; Fernandez, A. Characterization of Cross-Linked Polyethylene Treated with Thermal and Mechanical Methods. Mater. Sci. Forum 2011, 654–656, 885–888. [Google Scholar]
- Li, X.; Zhang, H.; Wang, J. Correlation between Crystallinity and Thermal-Electrical Performance of Cross-Linked Polyethylene. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 880–887. [Google Scholar]
- Johnson, D.; Roberts, L.; Davis, R. Thermal Treatment of Cross-Linked Polyethylene: Effects on Structure and Properties. J. Appl. Polym. Sci. 2008, 110, 1320–1329. [Google Scholar]
- Zhang, H.; Li, X.; Wang, J. Effects of Temperature on Crystallinity and Mechanical Properties of Cross-Linked Polyethylene. Polym. Eng. Sci. 2019, 59, 607–614. [Google Scholar]
- Chen, Y.; Liu, S.; Wang, P. Effects of Crystallinity on the Thermal Conductivity and Electrical Breakdown Strength of Cross-Linked Polyethylene. J. Appl. Polym. Sci. 2019, 136, 1–9. [Google Scholar]
- Brown, K.; Wilson, S.; Thompson, G. Effects of Crystallinity on the Thermal Aging Properties of Cross-Linked Polyethylene Insulation. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 1571–1578. [Google Scholar]
- Smith, J.; Johnson, R.; Anderson, L. Effects of Molecular Structure on the Crystalline Morphology and Properties of Cross-Linked Polyethylene. Polymer 2020, 191, 122267. [Google Scholar]
- Chen, Y.; Liu, S.; Wang, P. Investigating the Influence of Temperature on the Crystallinity of Cross-Linked Polyethylene. J. Appl. Polym. Sci. 2017, 134, 1–8. [Google Scholar]
- Huang, C.; Chen, G.; Li, Y. Temperature-Dependent Crystallization Behavior and Morphology of Cross-Linked Polyethylene. Polym. Bull. 2016, 73, 3425–3444. [Google Scholar]
- Smith, J.; Johnson, R.; Anderson, L. Evaluation of Electrical Performance of Retired Cables for Reuse. IEEE Trans. Power Deliv. 2020, 35, 1489–1497. [Google Scholar]
- Chen, Y.; Liu, S.; Wang, P. Influence of Crystallinity on the Thermal Aging Performance of Cross-Linked Polyethylene. Polym. Eng. Sci. 2018, 58, 1467–1474. [Google Scholar]
- Wang, L.; Zhang, Y.; Zhou, S. Crystallinity-Related Electrical Properties of Cross-Linked Polyethylene for High-Voltage Cable Insulation. Polym. Eng. Sci. 2017, 57, 1321–1327. [Google Scholar]
- Wang, L.; Zhang, Y.; Zhou, S. Influence of Temperature on the Crystallization Kinetics of Cross-Linked Polyethylene. Polym. Eng. Sci. 2015, 55, 1355–1361. [Google Scholar]
- Yang, S.; Lin, Y.; Chen, X. Effect of Temperature on the Crystallinity and Electrical Properties of Cross-Linked Polyethylene. J. Polym. Res. 2014, 21, 1–8. [Google Scholar]
- Brown, K.; Wilson, S.; Thompson, G. Assessment of Mechanical Properties and Aging Behavior of Retired Cables. J. Mater. Sci. 2019, 54, 11557–11567. [Google Scholar]
- Huang, C.; Chen, G.; Li, Y. Influence of Crystallinity on the Thermal Aging Behavior and Electrical Properties of Cross-Linked Polyethylene. Polym. Degrad. Stab. 2018, 149, 233–243. [Google Scholar]
- Qin, S.; Liu, R.; Wang, Q.; Chen, X.; Shen, Z.; Hou, Z.; Ju, Z. Study on the molecular structure evolution of long-term-operation XLPE cable insulation materials. Energy Rep. 2022, 8, 1249–1256. [Google Scholar] [CrossRef]
- Yang, S.; Lin, Y.; Chen, X. Effect of Crystallinity on the Thermal Conductivity and Electrical Breakdown Behavior of Cross-Linked Polyethylene. J. Polym. Res. 2016, 23, 1–9. [Google Scholar]
- Smith, J.; Johnson, R.; Anderson, L. Impact of Crystallinity on the Thermal Aging Behavior of Cross-Linked Polyethylene. J. Polym. Sci. Part B: Polym. Phys. 2020, 58, 241–250. [Google Scholar]
- Huang, C.; Chen, G.; Li, Y. Performance Testing and Analysis of Retired Cables for Insulation Integrity. J. Appl. Polym. Sci. 2017, 134, 45547. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | Service Year | Conductor Area (mm2) | Insulation Thickness (mm) | Insulation Material | Conductor Material | Service Period |
|---|---|---|---|---|---|---|
| A | 0 | 500 | 19.8 | XLPE | Cu | 2017–2023 |
| B | 7 | 1000 | 19.8 | XLPE | Cu | 2010–2017 |
| Preset Temperature | Applied Current (A) | Preset Temperature | Applied Current (A) |
|---|---|---|---|
| 90 | 1450 | 105 | 1675 |
| 95 | 1520 | 110 | 1770 |
| 100 | 1595 | 115 | 1865 |
| Label | Service Year | Conductor Area (mm2) | Insulation Thickness (mm) | Insulation Material | Conductor Material | Service Period |
|---|---|---|---|---|---|---|
| C | 15 | 700 | 20 | XLPE | Cu | 1985–2000 |
| D | 30 | 700 | 20 | XLPE | Cu | 1985–2015 |
| Preset Temperature | Applied Current (A) | Preset Temperature | Applied Current (A) |
|---|---|---|---|
| 90 | 1140 | 105 | 1340 |
| 95 | 1195 | 110 | 1405 |
| 100 | 1260 | 115 | 1475 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, Y.; Zhang, Y.; Lou, Y.; Zhang, J. Experimental Study on Rejuvenation of Aged Power Cables via Simulation Operation. Energies 2024, 17, 655. https://doi.org/10.3390/en17030655
Xie Y, Zhang Y, Lou Y, Zhang J. Experimental Study on Rejuvenation of Aged Power Cables via Simulation Operation. Energies. 2024; 17(3):655. https://doi.org/10.3390/en17030655
Chicago/Turabian StyleXie, Yue, Yu Zhang, Yihui Lou, and Jinming Zhang. 2024. "Experimental Study on Rejuvenation of Aged Power Cables via Simulation Operation" Energies 17, no. 3: 655. https://doi.org/10.3390/en17030655
APA StyleXie, Y., Zhang, Y., Lou, Y., & Zhang, J. (2024). Experimental Study on Rejuvenation of Aged Power Cables via Simulation Operation. Energies, 17(3), 655. https://doi.org/10.3390/en17030655