
Research and Analysis of Explosion-Proof Diesel Engine Performance Based on Different Exhaust Gas Cooling Systems

 and
and
Abstract
:1. Introduction
2. Model Selection of Explosion-Proof Diesel Engines with Different Exhaust Cooling Systems
2.1. Selection of Experimental Prototype
2.2. Explosion-Proof Design of Fuel Injection System
2.3. Explosion-Proof Design of Intake System
2.4. Explosion-Proof Design of Exhaust System
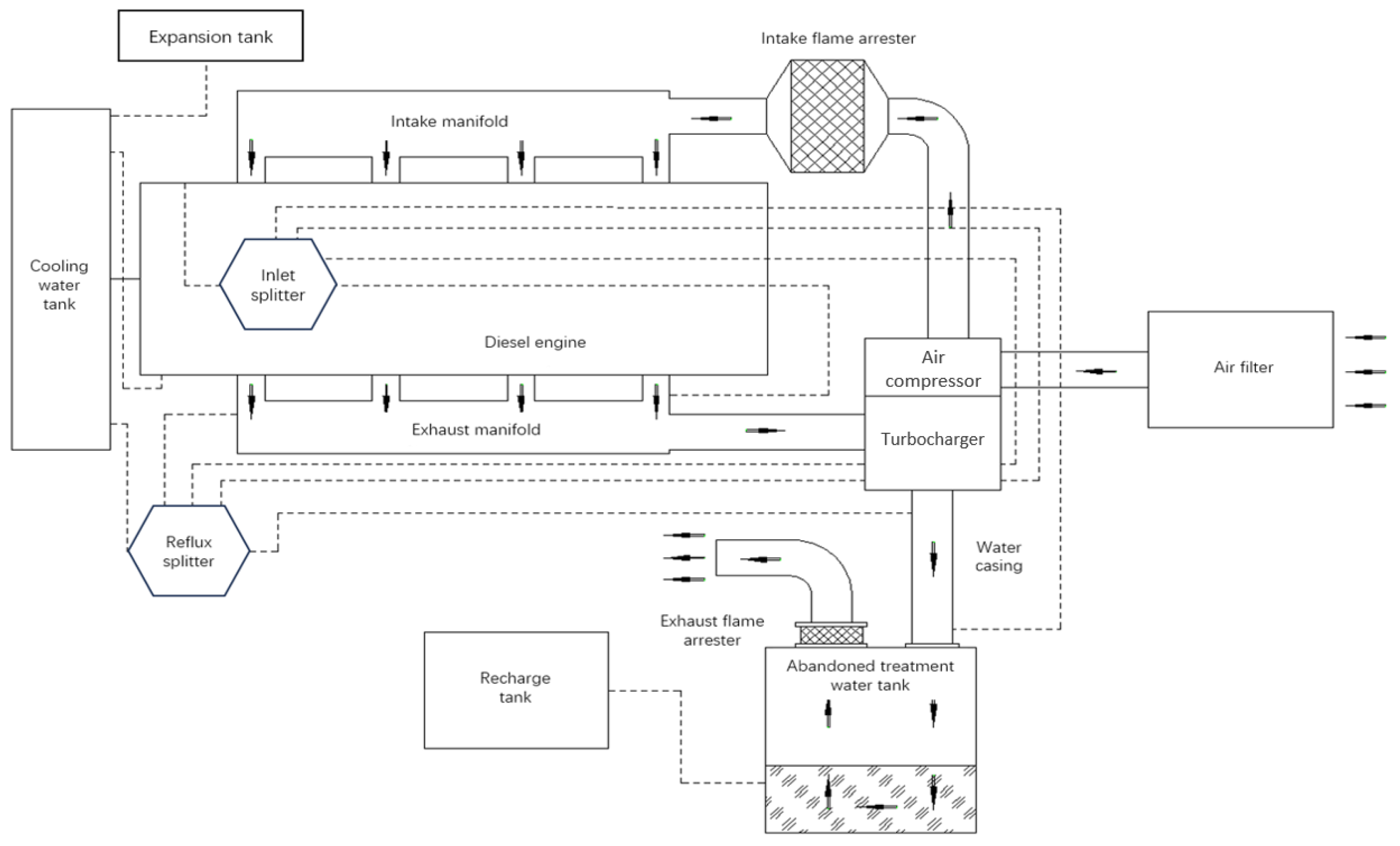
2.4.1. Explosion-Proof Design of Wet Exhaust Gas Turbine System
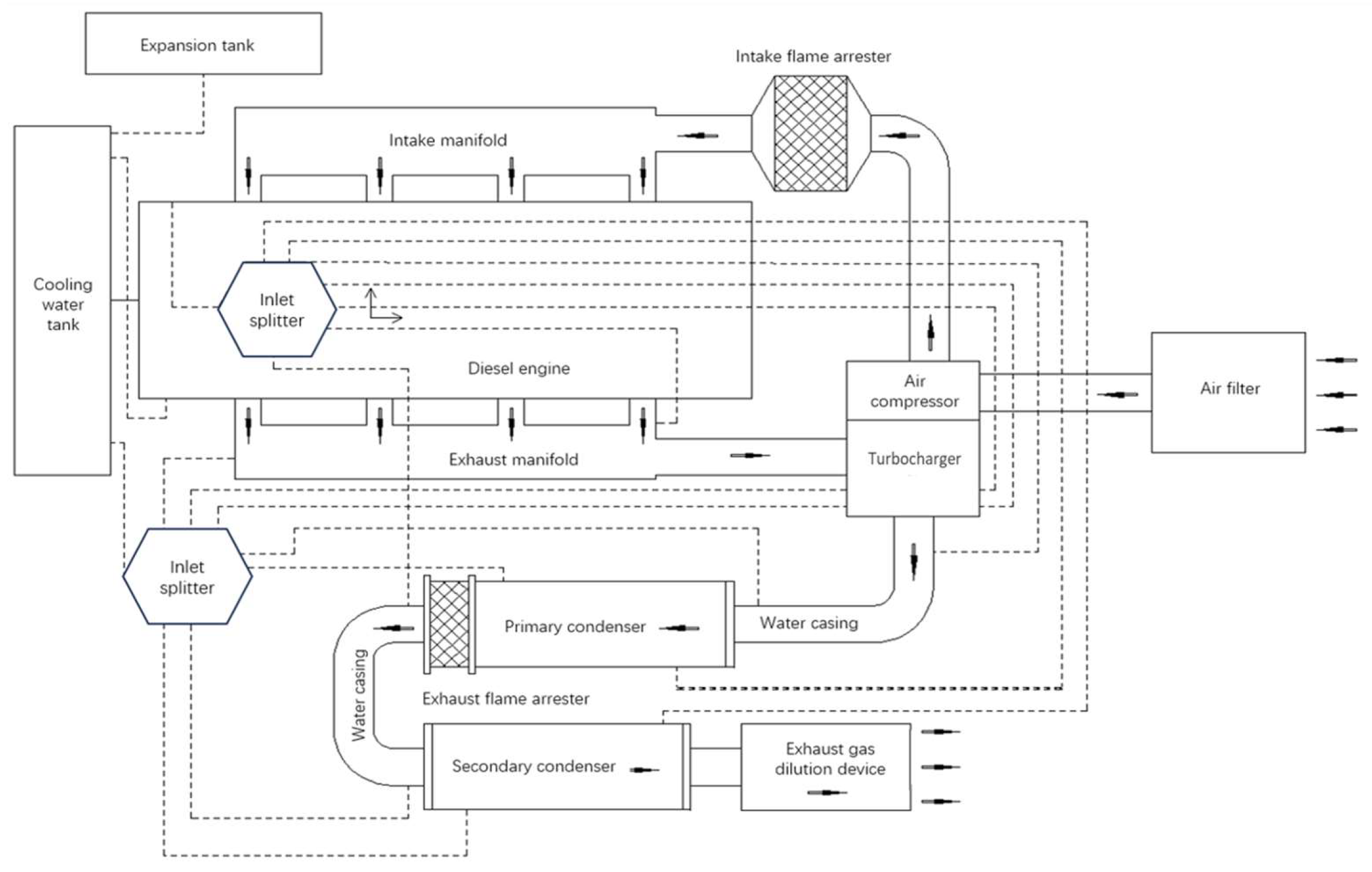
2.4.2. Explosion-Proof Design of Dry Exhaust Gas Cooling System
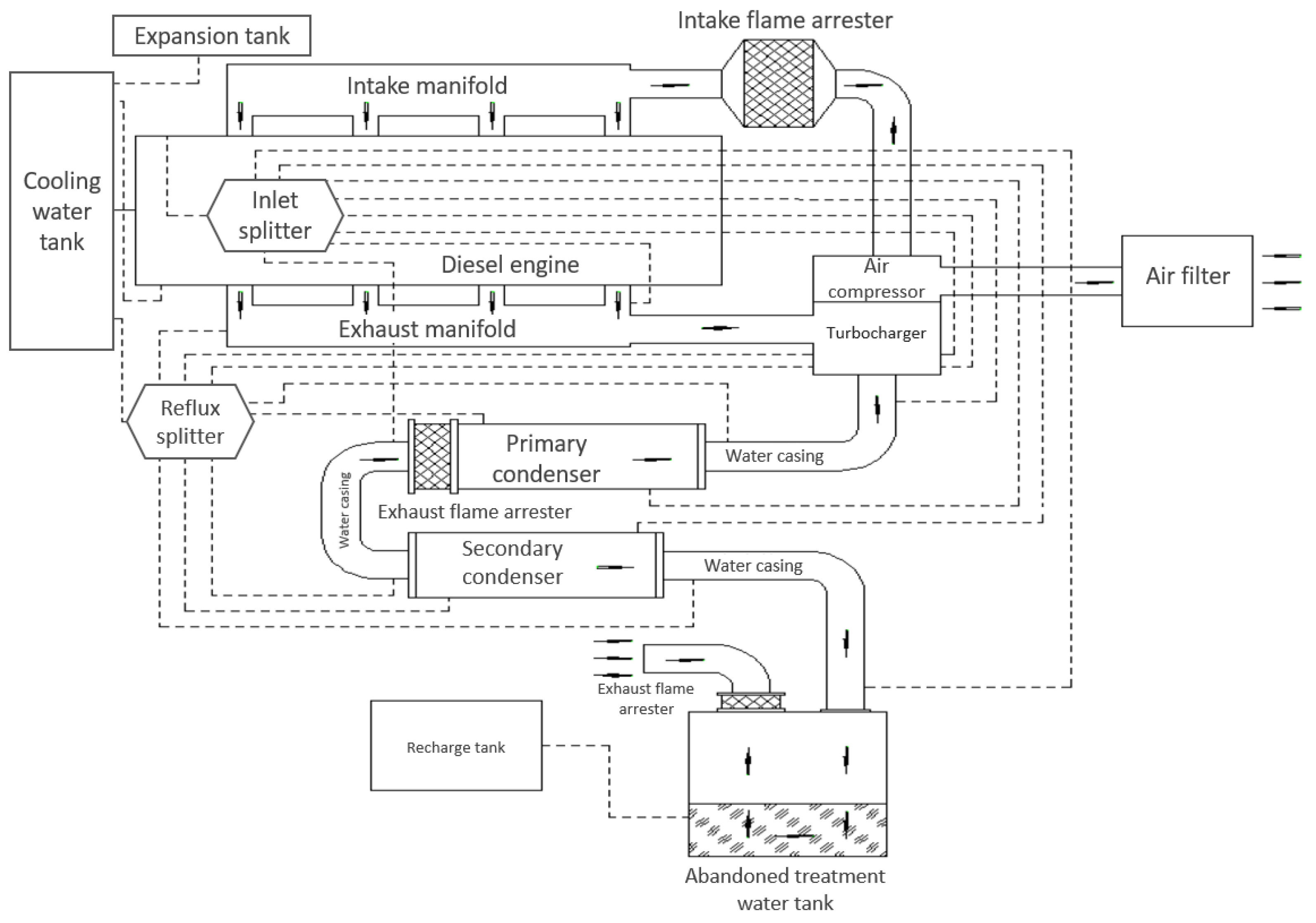
2.4.3. Explosion-Proof Design of Dry and Wet Exhaust Gas Cooling System
3. Preparation for the Experiment
3.1. Explosion-Proof Test
3.1.1. Test Equipment
3.1.2. Test Conditions and Working Conditions
3.1.3. Test Equipment
3.1.4. Test Conditions and Working Conditions
4. Experimental Data Analysis
4.1. Explosion-Proof Test
4.2. Performance Test
4.2.1. Exhaust Temperature
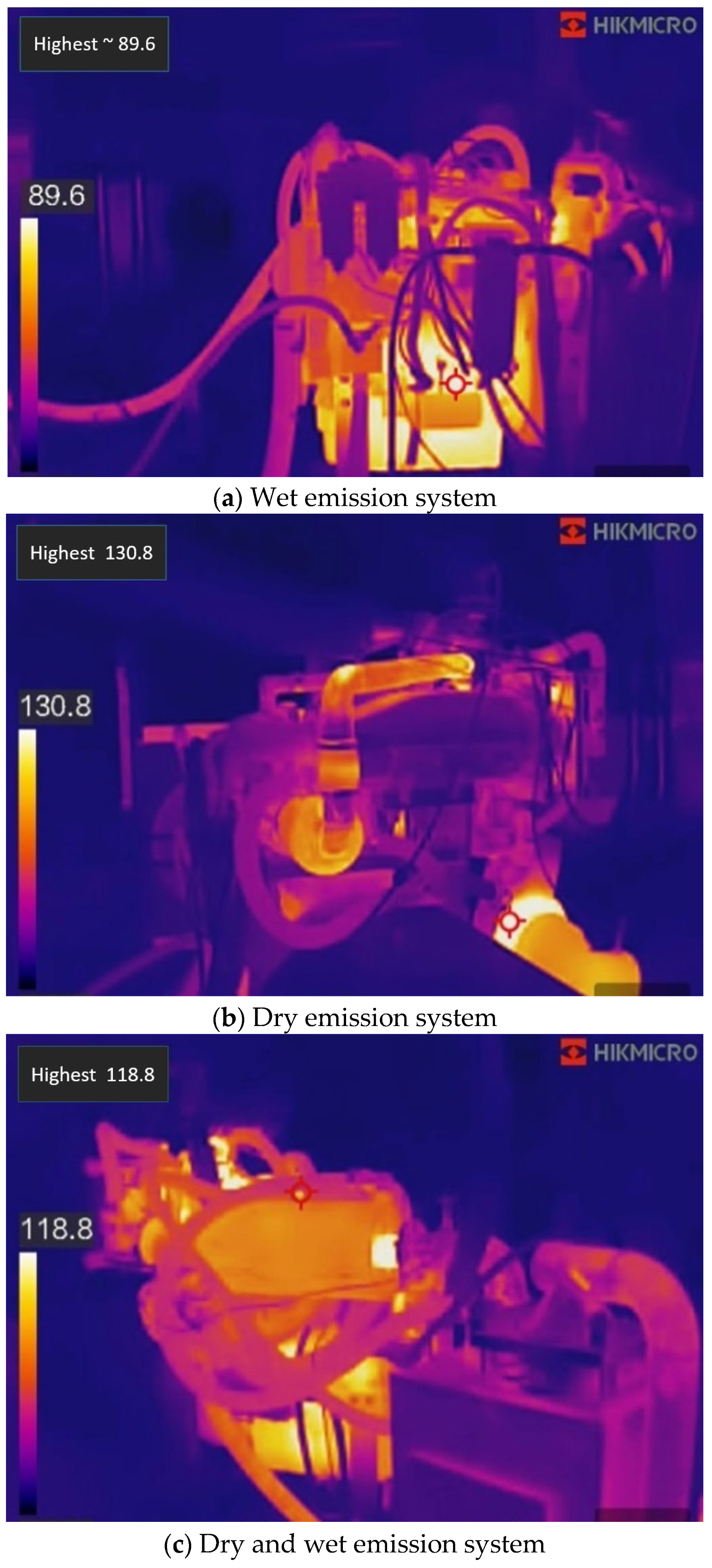
4.2.2. Surface Temperature
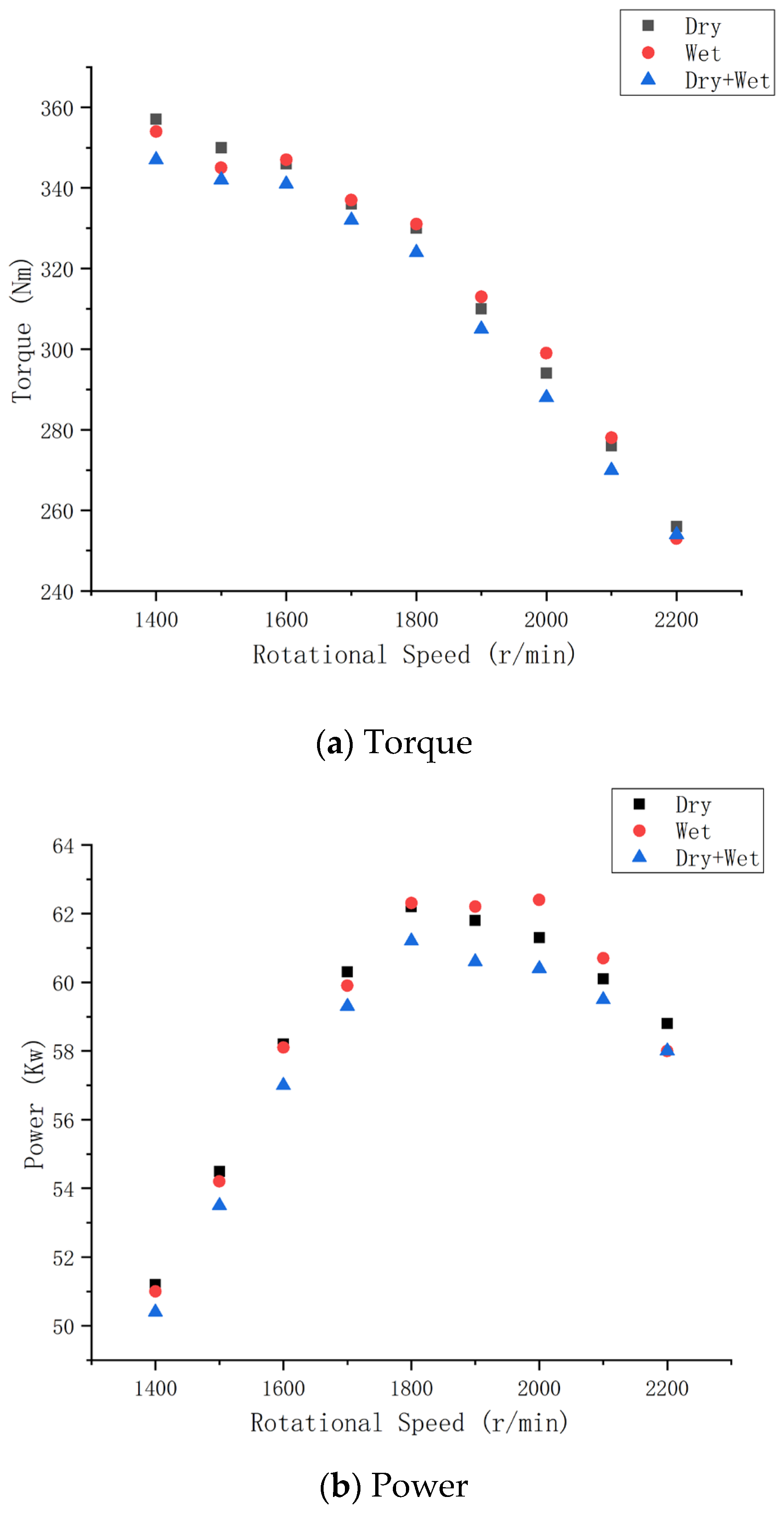
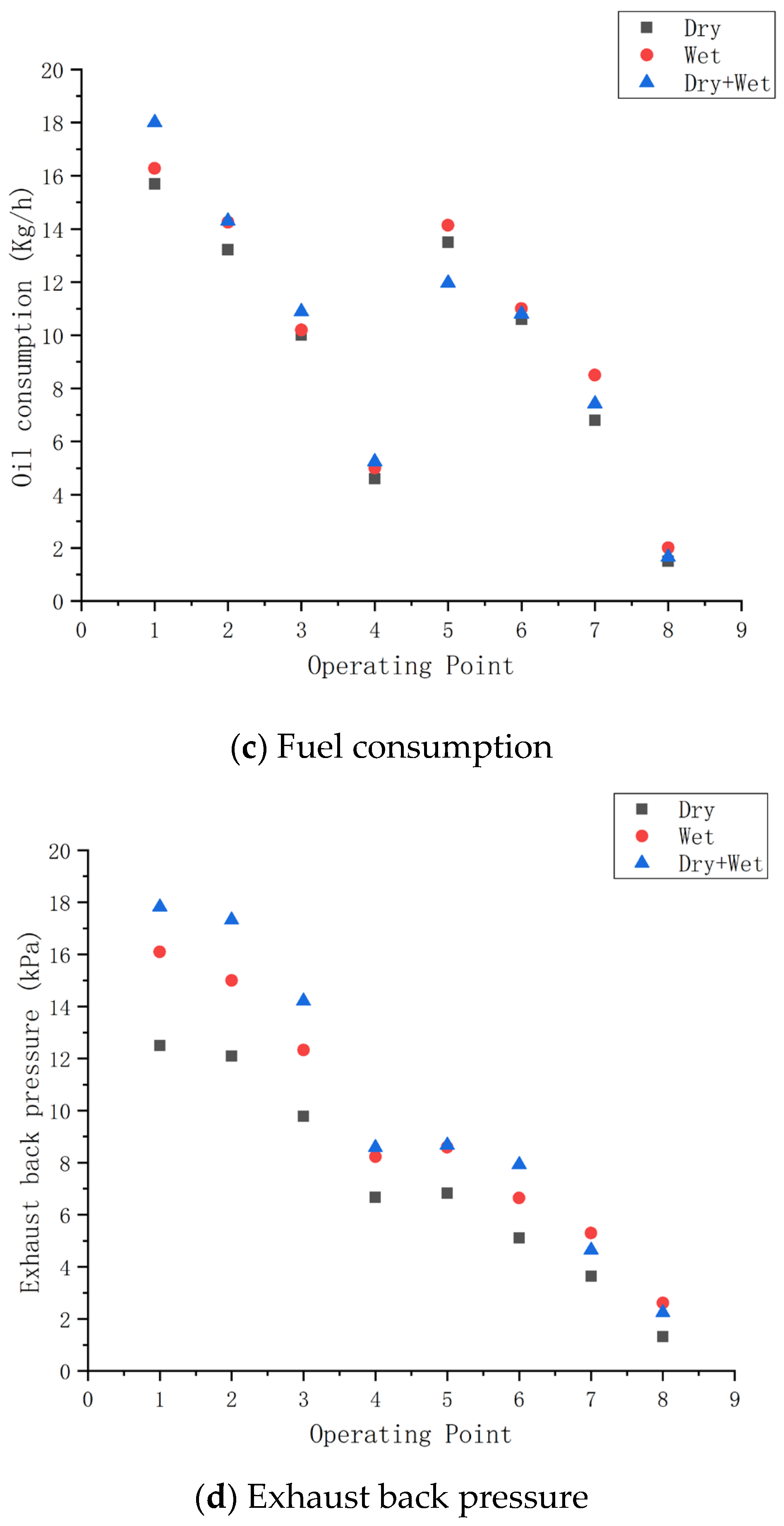
4.2.3. Power, Torque Performance, and Fuel Consumption
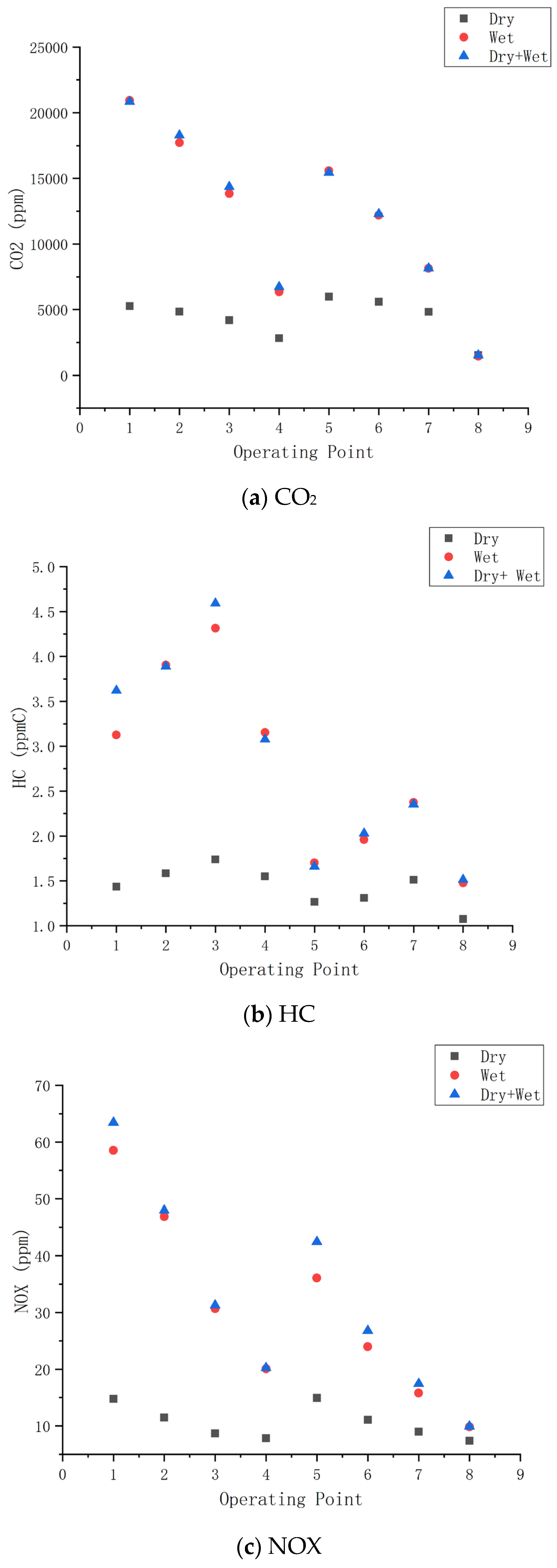
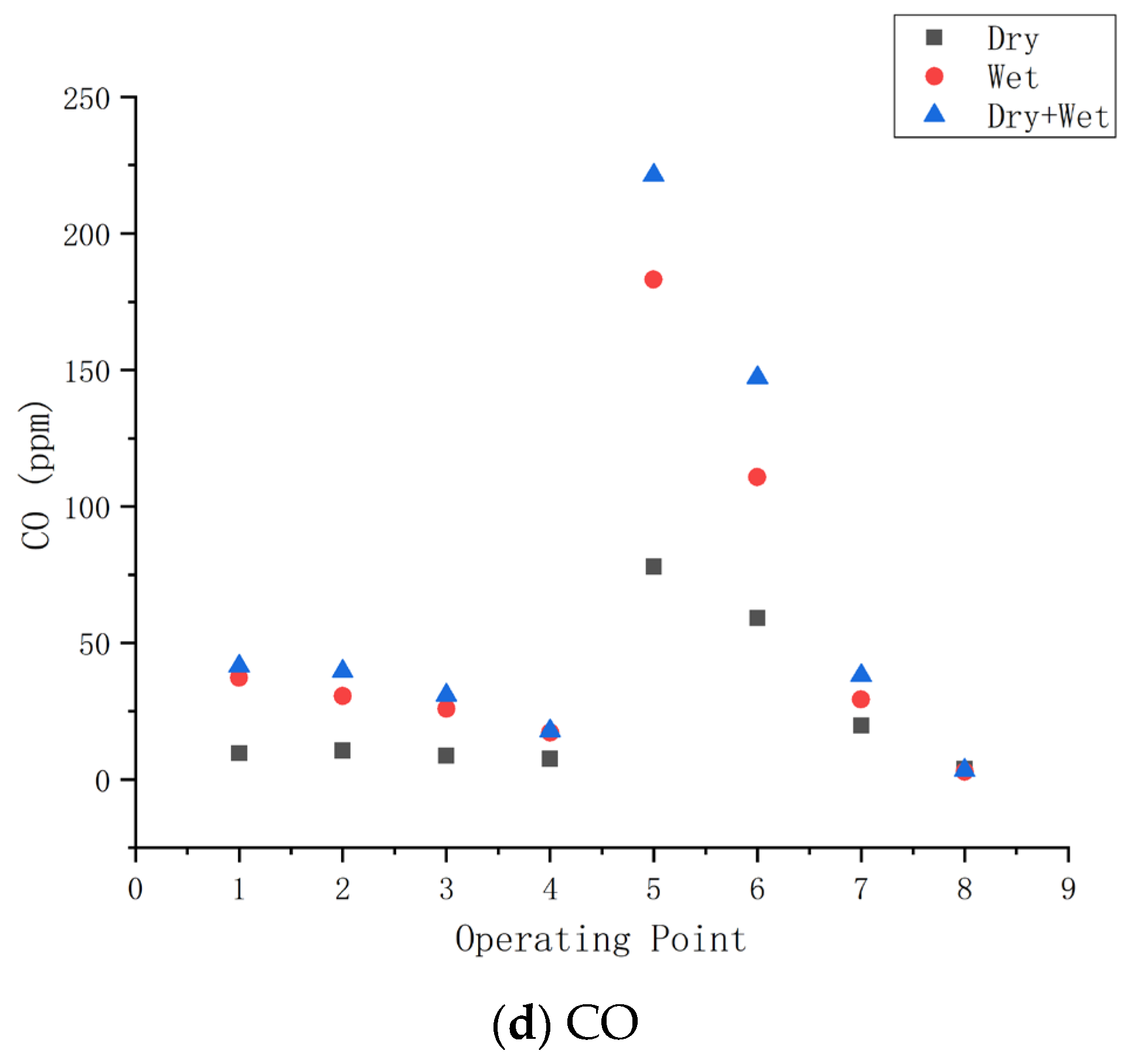
4.2.4. Emission Concentrations
5. Conclusions
6. Future Perspectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ge, S.; Bao, J.; Cao, G. Mining Transportation Technology and Equipment; Coal Industry Press: Beijing, China, 2015. [Google Scholar]
- Feng, M.; Han, P.; Li, J. Development and Application of Explosion-proof Diesel Engines in China. Mod. Manuf. Technol. Equip. 2007, 2, 22–23+26. [Google Scholar]
- Bao, J.; Liu, Q.; Ge, S.; Yuan, X.; Yin, Y.; Zhang, L. Research Status and Development Trends of Intelligent Technology for Mining Transportation Equipment. Intell. Min. 2020, 1, 78–88. [Google Scholar]
- Zhang, R. The Development, Application, and Trends of Explosion-proof Diesel Engines in China. Coal Chem. Ind. 2018, 41, 3. [Google Scholar]
- Gao, Z. A Brief Discussion on the Renovation of Explosion-proof Diesel Engines. Electr. Explos. Prot. 2008, 2, 25–26. [Google Scholar]
- Cai, Y. Water washing purification method for diesel engine exhaust gas. Explor. Eng. 1985, 3, 57–59. [Google Scholar]
- Li, K. Design of Diesel Engine Exhaust Gas Purification Water Tank. Min. Mach. 1983, 5, 1–4. [Google Scholar]
- Chu, X.; Li, B.; Chen, L.; Fan, J. Improvement and Testing of Explosion-proof Rubber Wheel Vehicle Exhaust Cooling and Purification Box Structure. Coal Min. Mach. Equip. 2011, 1, 164–166. [Google Scholar]
- Zhang, L.; Tang, B.; Bao, J.; Hu, Z.; Peng, Z.; Hu, D.; Yin, Y.; Yuan, X. Design and Performance Test of Four element Combination Exhaust Gas After treatment System for Mining Explosion-proof Diesel Engine. J. Coal Ind. 2024, 49, 2547–2560. [Google Scholar]
- Taglialatela, F.; Lavorgna, M.; Iorio, S.D.; Mancaruso, E.; Vaglieco, B.M. Real-time prediction of particle sizing at the exhaust of a diesel engine by using a neural network model. SAE Int. J. Engines 2017, 10, 2202–2208. [Google Scholar] [CrossRef]
- Tae, J.W.; Jung, H.K. Simulation study on thermal management strategy to achieve 99% SCR efficiency of a heavy-duty dieselengine over a transient cycle. Int. J. Automot. Technol. 2018, 19, 597–603. [Google Scholar]
- Liu, X.; An, S.; Xue, F. Study on the Absorption Efficiency of Exhaust Particulate Matter by Explosion-proof Diesel Engine Exhaust Gas Treatment Box. Coal Min. Mach. 2022. [Google Scholar] [CrossRef]
- Zhang, S.; Shen, C. Structural optimization analysis of exhaust gas treatment box for explosion-proof engineering vehicles based on CFD. Mech. Des. Manuf. 2022. [Google Scholar] [CrossRef]
- Matsumoto, H.; Ichihara, Y.; Nagasaki, N. Development of the flame-proof diesel vehicle applied new exhaust gas dry type treatment system. J. Min. Mater. Process. Inst. Jpn. 2002, 118, 129–135. [Google Scholar]
- Wei, T. Numerical Analysis of Jet Dry Exhaust Pipe for Explosion-proof Diesel Engine. J. Wuhan Univ. Technol. Inf. Manag. Eng. Ed. 2014, 36, 5. [Google Scholar] [CrossRef]
- Wang, Y. Optimization measures for exhaust emissions of mining explosion-proof diesel engines. Coal Chem. Ind. 2016, 39, 143–146. [Google Scholar]
- McCaffery, C.; Yang, J.C.; Karavalakis, G.; Yoon, S.; Johnson, K.C.; Miller, J.W.; Durbin, T.D. Evaluation of small off-road diesel engine emissions and aftertreatment systems. Energy 2022, 251, 123903. [Google Scholar] [CrossRef]
- Han, J.; Kim, T.; Jung, H.; Pyo, S.; Cho, G.; Oh, Y.; Kim, H. Improvement of NOx reduction rate of urea SCR system applied for a non-road diesel engine. Int. J. Automot. Technol. 2019, 20, 1153–1160. [Google Scholar] [CrossRef]
- Boccardo, G.; Millo, F.; Piano, A.; Arnone, L.; Manelli, S.; Fagg, S.; Gatti, P.; Herrmann, O.E.; Queck, D.; Weber, J. Experimental investigation on a 3000 bar fuel injection system for an SCR-free non-road diesel engine. Fuel 2019, 243, 342–351. [Google Scholar] [CrossRef]
- Ramachander, J.; Gugulothu, S.K.; Sastry, G.R.; Surya, M.S. Statistical and experimental investigation of the influence of fuel injection strategies on CRDI engine as sisted CNG dual fuel diesel engine. Int. J. Hydrogen Energy 2021, 46, 22149–22164. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, D.; Cheng, J.; Li, P.; Ji, X.; Shen, Y.; Wu, M. Research on Speed Control Strategies for Explosion-Proof Diesel Engine Monorail Cranes. Actuators 2024, 13, 467. [Google Scholar] [CrossRef]
- Di Blasio, G.; Ianniello, R.; Beatrice, C.; Pesce, F.C.; Vassallo, A.; Belgiorno, G. Additive manufacturing new piston design and injection strategies for highly efficient and ultra-low emissions combustion in view of 2030 targets. Fuel 2023, 346, 128270. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Project | Parameter |
|---|---|
| Type | Straight, 4-cylinder, 4-stroke, water-cooled, turbocharged intake |
| Air intake method | Turbo |
| Number of cylinders × bore × stroke | 4 × 105 × 127 |
| Total piston displacement (L) | 4.4 |
| Compression ratio | 18.2 |
| Rated speed (r/min) | 2200 |
| Rated power (kW) | 62 |
| prototype | 1104D-E44Tmodel |
| Electronic fuel injection | KXJ24BOSCH |
| Serial Number | Equipment Name | Main Parameter |
|---|---|---|
| 1 | Hydraulic dynamometer | 0~4000 rpm, Used for loading explosion-proof diesel engines |
| 2 | High and low-concentration methane sensor | Measurement range: 0~10%, Measure methane concentration |
| 3 | Oxygen sensor | Measurement range: 0~25%, Measure oxygen concentration |
| 4 | Water ring vacuum pump | Power: 7.5 kW; Gas volume 3.6 m3/min, Extract mixed gas |
| Serial Number | Equipment Name | Main Parameter |
|---|---|---|
| 1 | Siemens electronic dynamometer | 400 kW, used for loading mining diesel engines |
| 2 | HBM torque sensor | 5000 N. m, ±0.5% FS, for torque and speed measurement |
| 3 | AVL fuel consumption meter | ±0.15% FS for fuel consumption measurement |
| 4 | Intake flow meter | ±1% FS for measuring intake flow rate |
| 5 | AVL gas analyzer | ±0.3% FS, testing for concentrations of CO, NOX, HC, etc. |
| 6 | Particulate matter sampling device | Pre-sampling temperature ≤ 52 °C, filter paper 47 mm, for particulate matter entering |
| 7 | Microgram balance | Row Sampling |
| 8 | Explosion-proof test chamber | ±2 ug, measure the mass of particulate matter |
| 9 | High-flow automatic gas distribution | 4 m × 8 m × 2 m, providing a sealed environment for explosion-proof testing |
| Serial Number | Diesel Engine Speed | Load Percentage |
|---|---|---|
| 1 | Rated speed | 100 |
| 2 | Rated speed | 75 |
| 3 | Rated speed | 50 |
| 4 | Rated speed | 10 |
| 5 | Intermediate speed | 100 |
| 6 | Intermediate speed | 75 |
| 7 | Intermediate speed | 50 |
| 8 | Idling | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Z.; Wei, H.; Li, G.; Wang, Y.; Li, Q.; Zheng, X.; Song, K.; Chen, C.; Ma, C.; Mozumder, S.A.; et al. Research and Analysis of Explosion-Proof Diesel Engine Performance Based on Different Exhaust Gas Cooling Systems. Energies 2025, 18, 610. https://doi.org/10.3390/en18030610
Shi Z, Wei H, Li G, Wang Y, Li Q, Zheng X, Song K, Chen C, Ma C, Mozumder SA, et al. Research and Analysis of Explosion-Proof Diesel Engine Performance Based on Different Exhaust Gas Cooling Systems. Energies. 2025; 18(3):610. https://doi.org/10.3390/en18030610
Chicago/Turabian StyleShi, Zhiyuan, Hongxin Wei, Guanghui Li, Yuan Wang, Quanming Li, Xin Zheng, Kunhao Song, Chong Chen, Chi Ma, Samsil Arefin Mozumder, and et al. 2025. "Research and Analysis of Explosion-Proof Diesel Engine Performance Based on Different Exhaust Gas Cooling Systems" Energies 18, no. 3: 610. https://doi.org/10.3390/en18030610
APA StyleShi, Z., Wei, H., Li, G., Wang, Y., Li, Q., Zheng, X., Song, K., Chen, C., Ma, C., Mozumder, S. A., & Basher, M. K. (2025). Research and Analysis of Explosion-Proof Diesel Engine Performance Based on Different Exhaust Gas Cooling Systems. Energies, 18(3), 610. https://doi.org/10.3390/en18030610