
Mineral-Based Coating of Plasma-Treated Carbon Fibre Rovings for Carbon Concrete Composites with Enhanced Mechanical Performance


 ,
,
Abstract
:1. Introduction
2. Results and Discussion
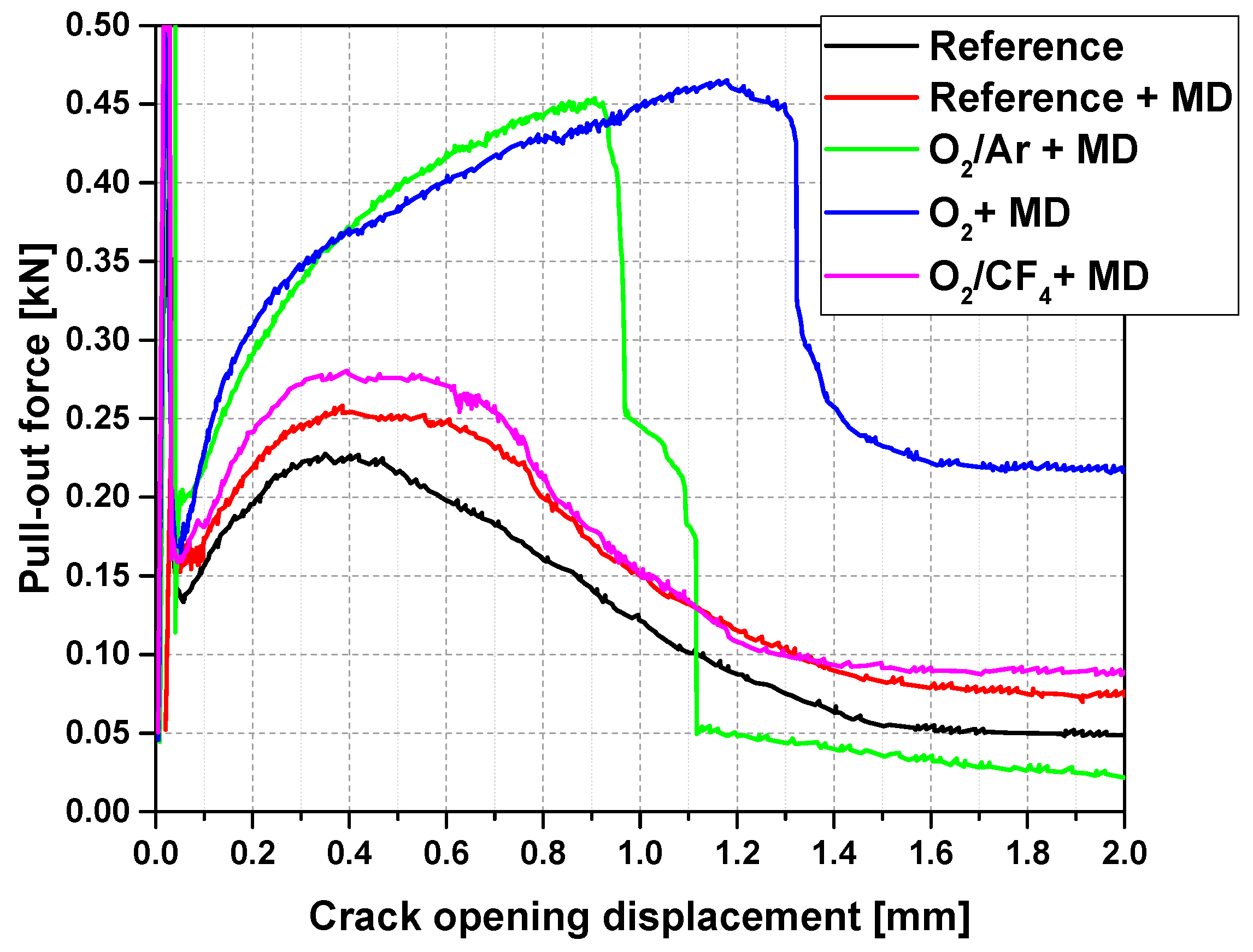
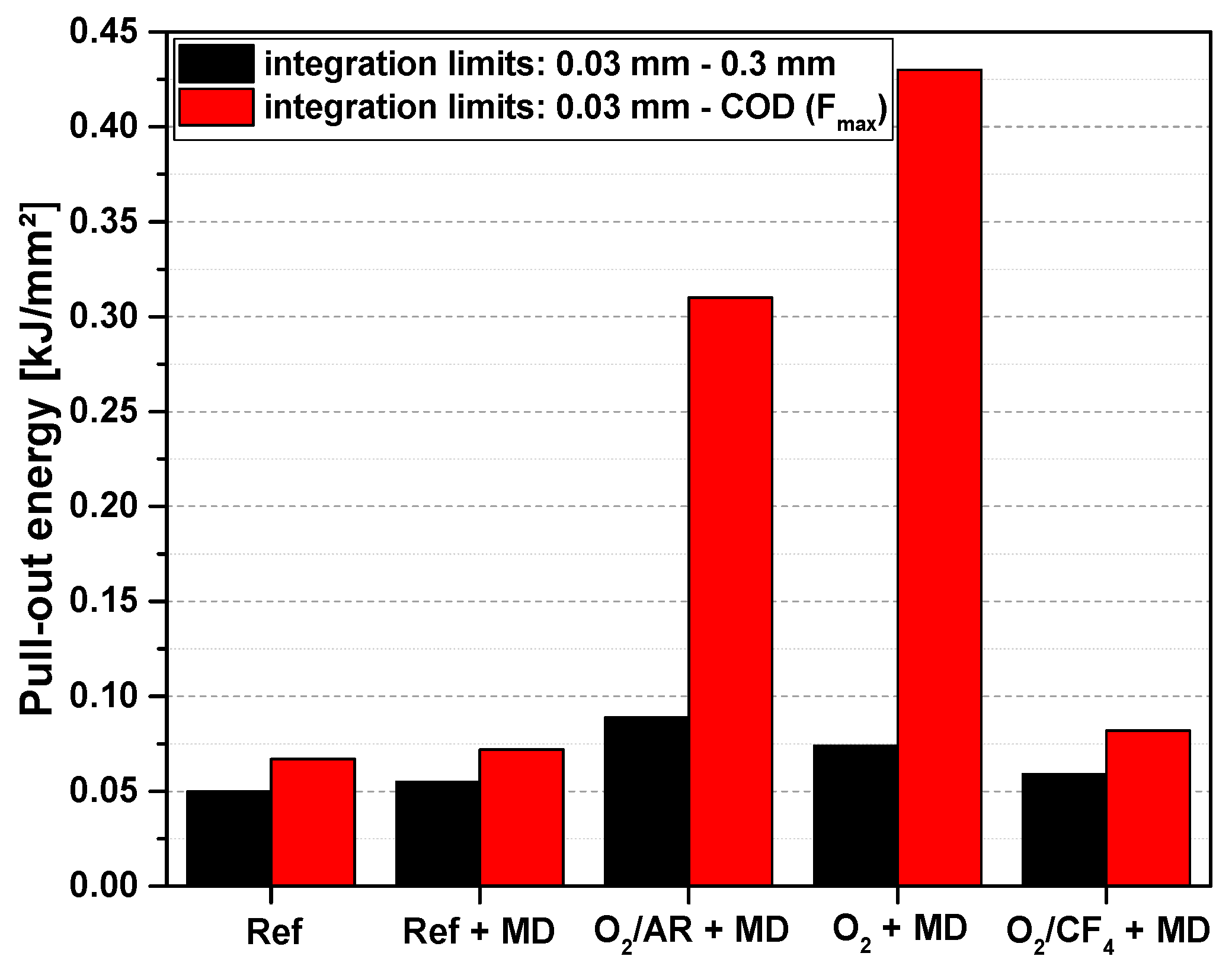
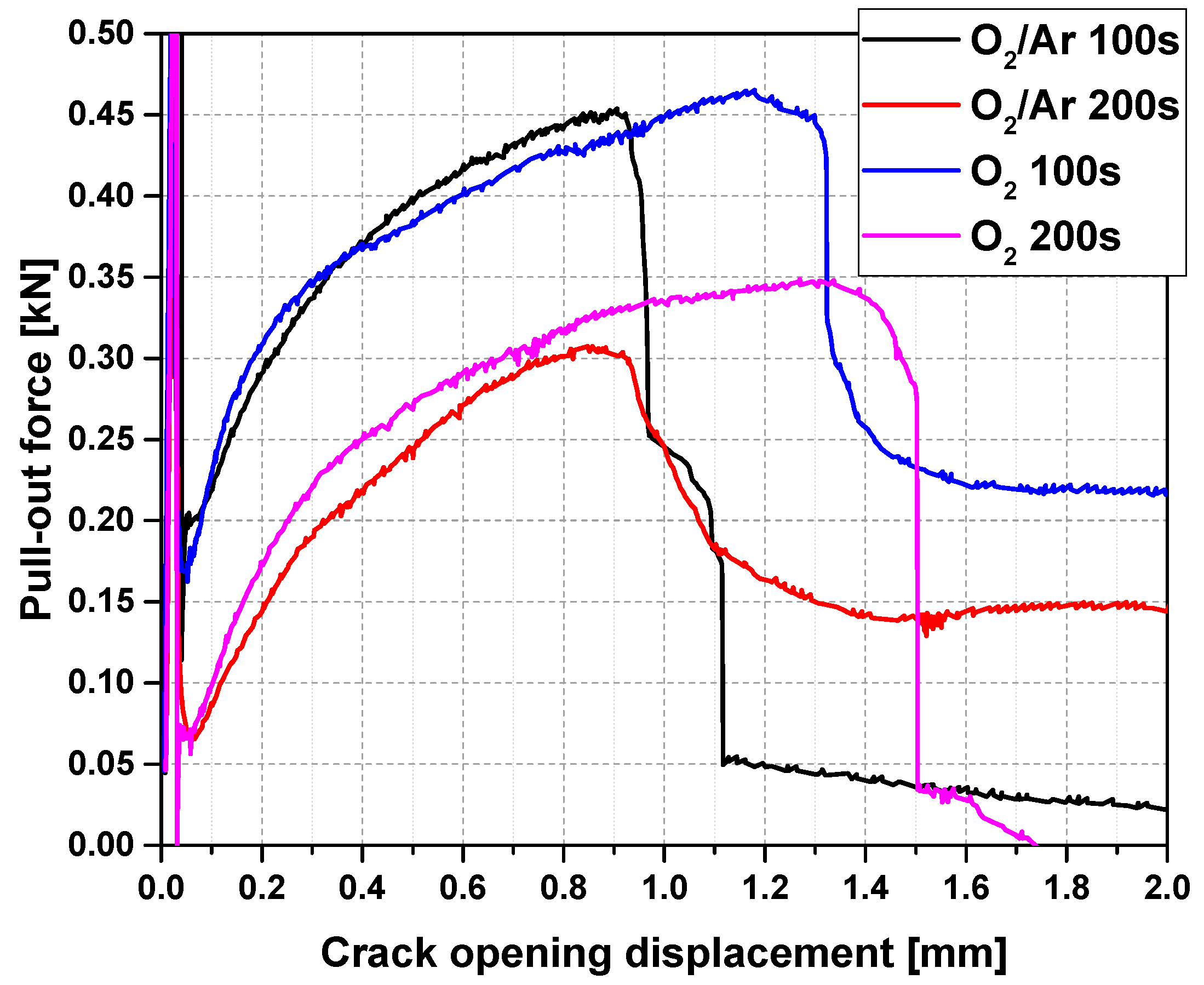
2.1. Mechanical Performance: Pull-Out Tests
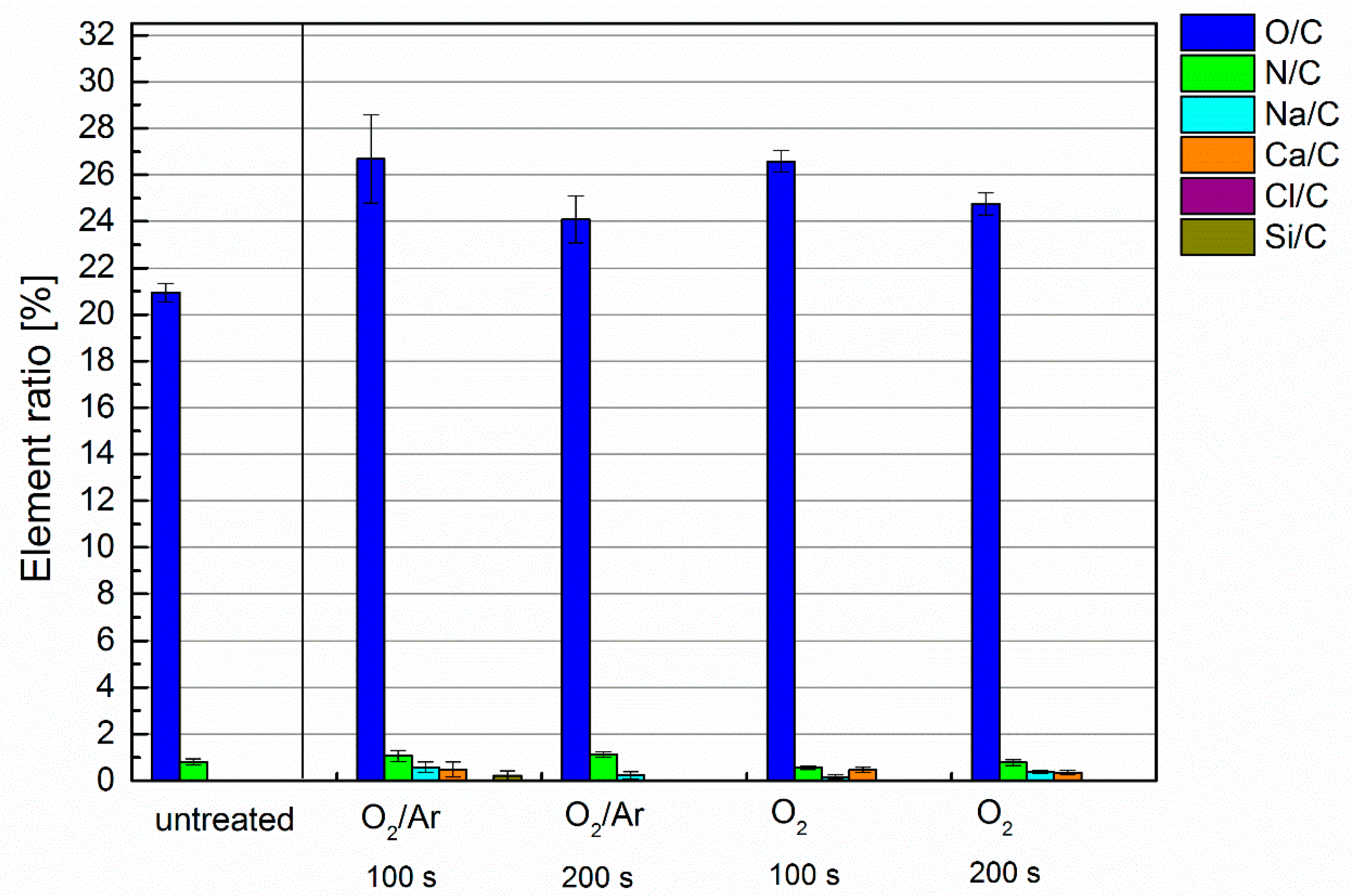
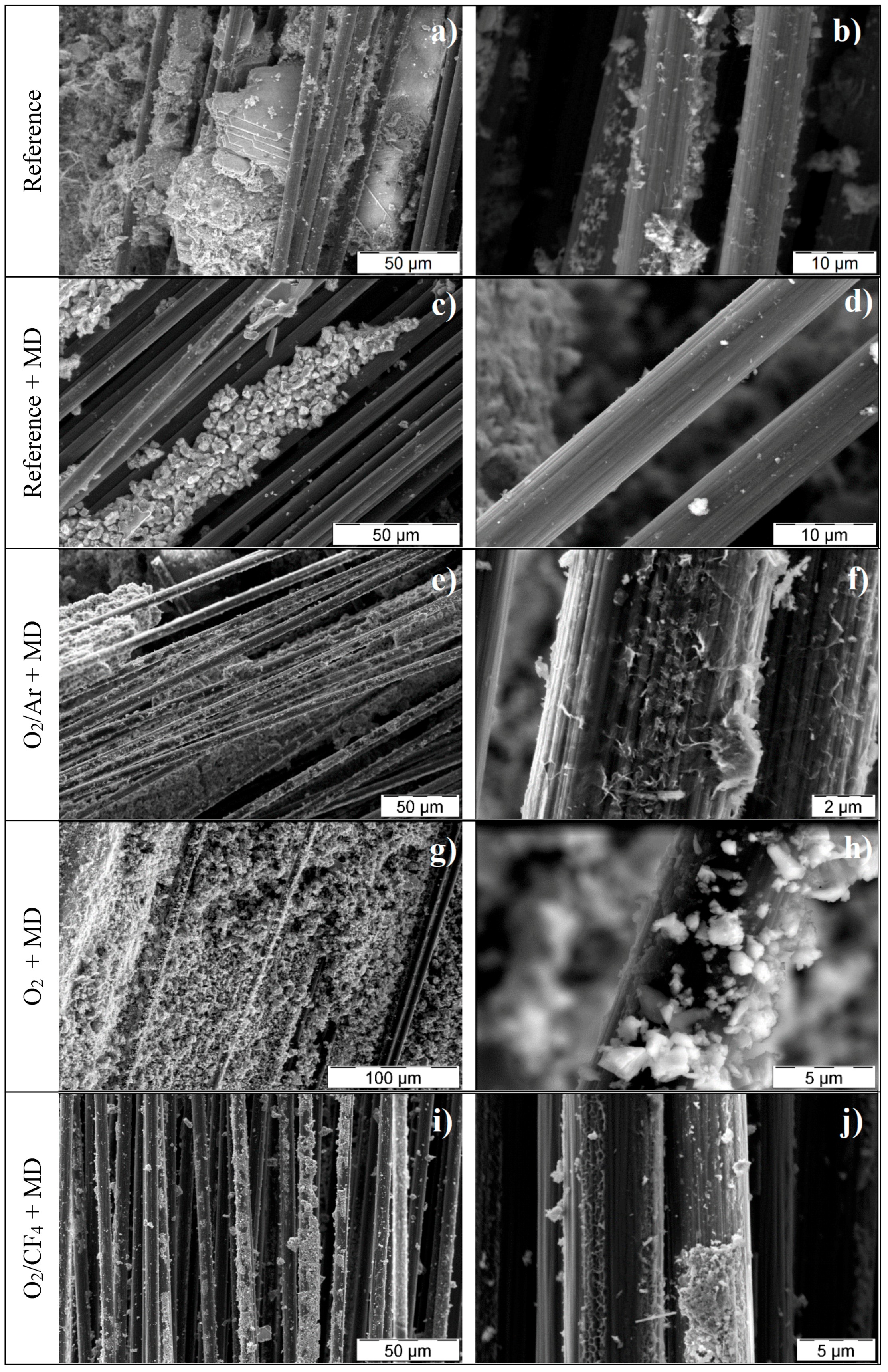
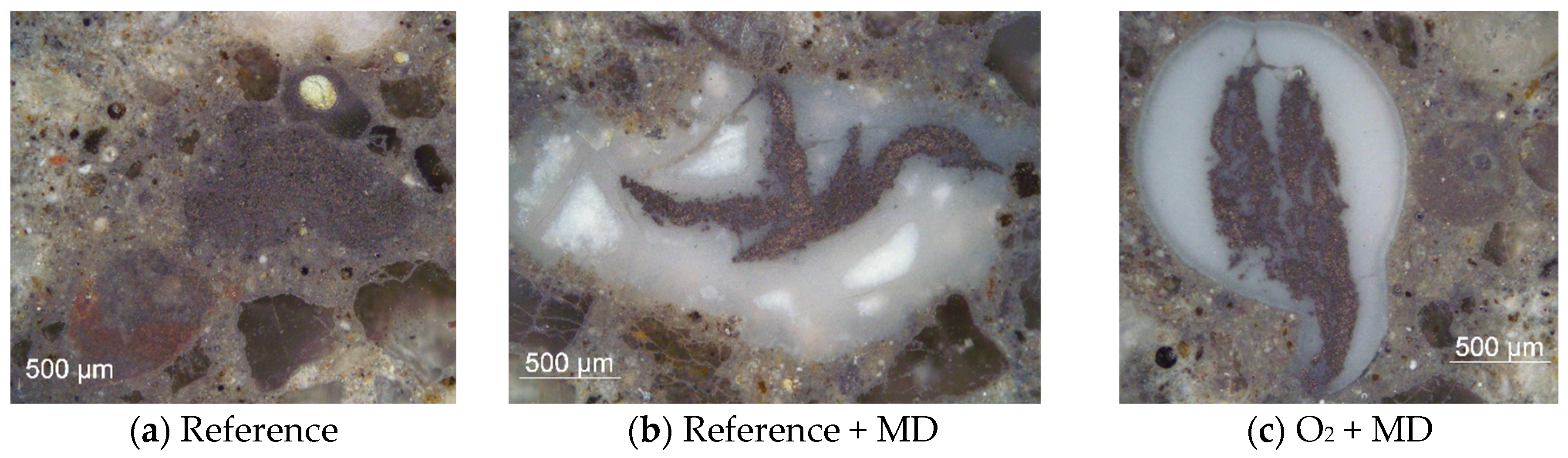
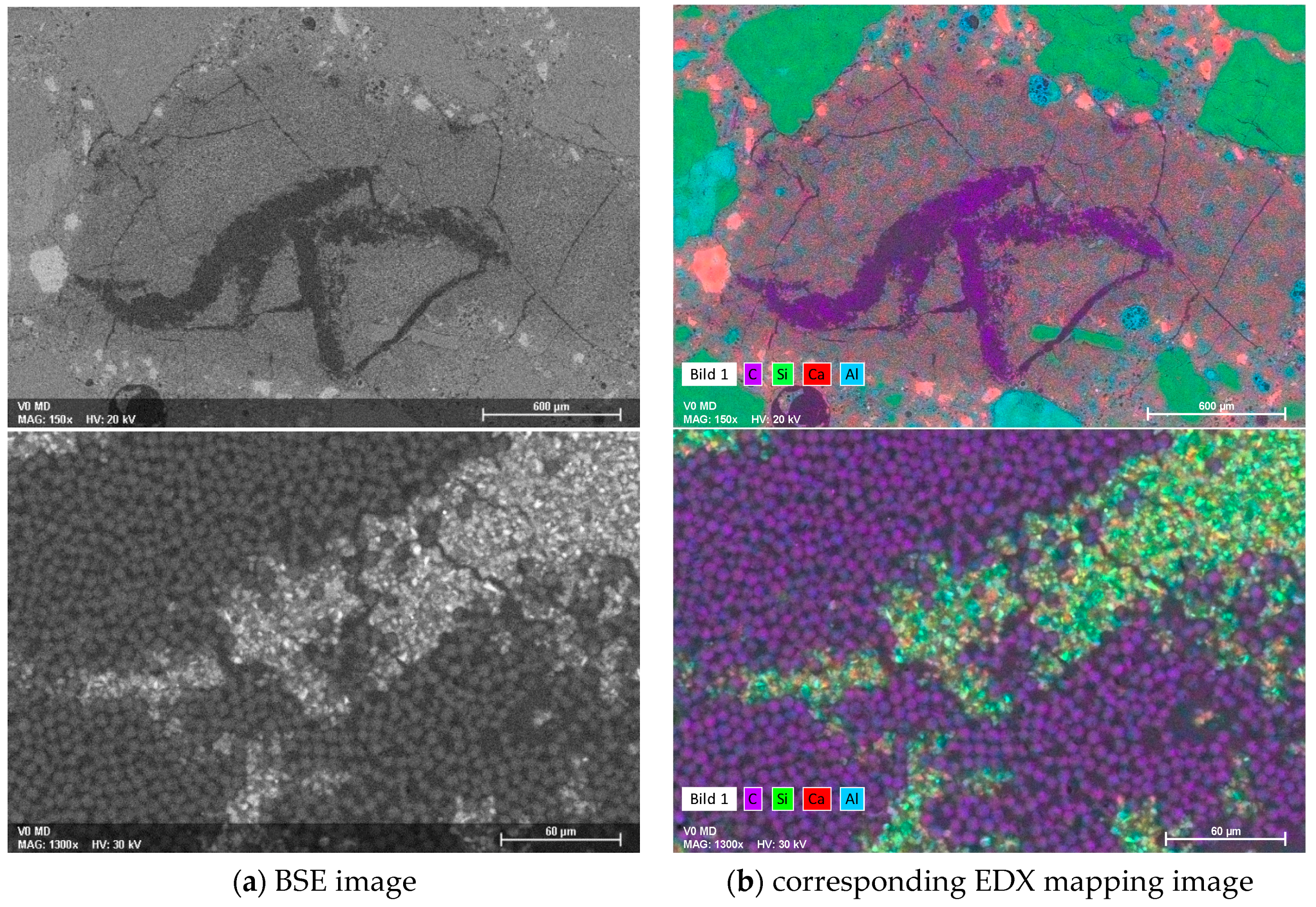
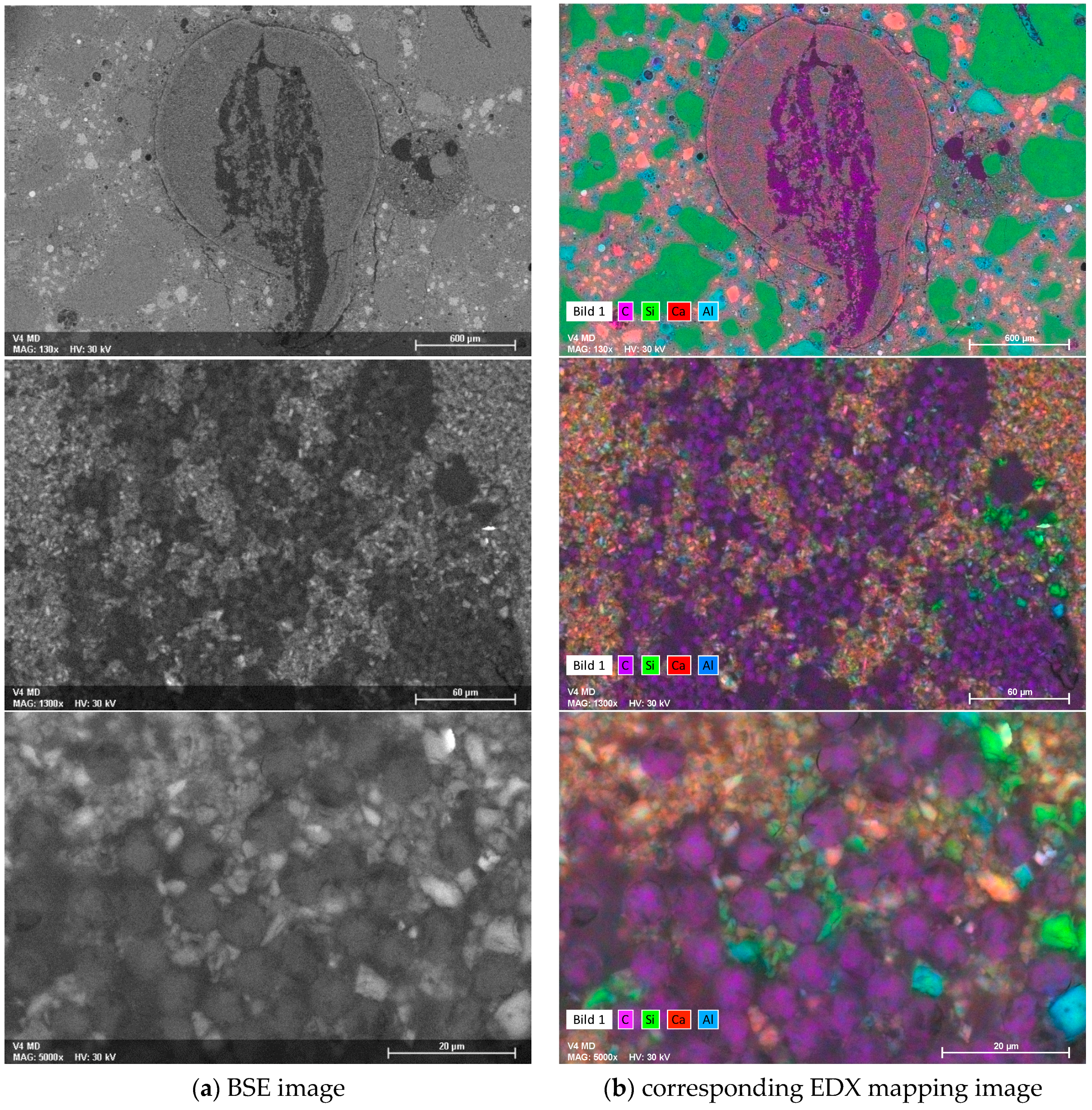
2.2. Physical, Chemical and Microstructural Interpretation of the Macro-Mechanical Performance of the CF-Reinforced Cement-Based Composites
3. Materials and Methods
3.1. Sample Preparation
3.2. Mechanical Tests, Morphological and Analytical Characterisation
4. Summary and Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kirsten, M.; Freudenberg, C.; Cherif, C. Carbonfasern, der Werkstoff des 21. Jahrhunderts. Beton-und Stahlbetonbau 2015, 110, 8–15. [Google Scholar] [CrossRef]
- Mechtcherine, V. Towards a durability framework for structural elements and structures made of or strengthened with high-performance fibre-reinforced composites. Constr. Build. Mater. 2012, 31, 94–104. [Google Scholar] [CrossRef]
- Mechtcherine, V. Novel cement-based composites for the strengthening and repair of concrete structures. Constr. Build. Mater. 2013, 41, 365–373. [Google Scholar] [CrossRef]
- Dvorkin, D.; Poursaee, A.; Peled, A.; Weiss, W.J. Influence of bundle coating on the tensile behavior, bonding, cracking and fluid transport of fabric cement-based composites. Cem. Concr. Compos. 2013, 42, 9–19. [Google Scholar] [CrossRef]
- Rambo, D.A.S.; de Andrade Silva, F.; Toledo Filho, R.D.; da Fonseca Martins Gomes, O. Effect of elevated temperatures on the mechanical behavior of basalt textile reinforced refractory concrete. Mater. Des. 2015, 65, 24–33. [Google Scholar] [CrossRef]
- Strauss Rambo, D.A.; de Andrade Silva, F.; Toledo Filho, R.D.; Ukrainczyk, N.; Koenders, E. Tensile strength of a calcium-aluminate cementitious composite reinforced with basalt textile in a high-temperature environment. Cem. Concr. Compos. 2016, 70, 183–193. [Google Scholar] [CrossRef]
- Colombo, I.; Colombo, M.; Magri, A.; Zani, G.; di Prisco, M. Textile Reinforced Mortar at High Temperatures. Appl. Mech. Mater. 2011, 82, 202–207. [Google Scholar] [CrossRef]
- De Silva, F.A.; Butler, M.; Hempel, S.; Toledo Filho, R.D.; Mechtcherine, V. Effects of elevated temperatures on the interface properties of carbon textile-reinforced concrete. Cem. Concr. Compos. 2014, 48, 26–34. [Google Scholar] [CrossRef]
- Badanoiu, A.; Holmgren, J. Cementitious composites reinforced with continuous carbon fibres for strengthening of concrete structures. Cem. Concr. Compos. 2003, 25, 387–394. [Google Scholar] [CrossRef]
- Nadiv, R.; Peled, A.; Mechtcherine, V.; Hempel, S.; Schroefl, C.H. Micro- and nanoparticle mineral coating for enhanced properties of carbon multifilament yarn cement-based composites. Compos. Part B Eng. 2017, 111, 179–189. [Google Scholar] [CrossRef]
- Zhang, R.L.; Huang, Y.D.; Liu, L.; Tang, Y.R.; Su, D.; Xu, L.W. Effect of the molecular weight of sizing agent on the surface of carbon fibres and interface of its composites. Appl. Surf. Sci. 2011, 257, 1840–1844. [Google Scholar] [CrossRef]
- Zhang, R.L.; Huang, Y.D.; Su, D.; Liu, L.; Tang, Y.R. Influence of sizing molecular weight on the properties of carbon fibers and its composites. Mater. Des. 2012, 34, 649–654. [Google Scholar] [CrossRef]
- Kruppke, I.; Hund, R.-D.; Cherif, C. Adhesion problematics and curing kinetics in a thermosetting matrix for stitch-free non-crimp fabric. Text. Res. J. 2015, 86, 1413–1424. [Google Scholar] [CrossRef]
- Luo, Y.; Zhao, Y.; Duan, Y.; Du, S. Surface and wettability property analysis of CCF300 carbon fibers with different sizing or without sizing. Mater. Des. 2011, 32, 941–946. [Google Scholar] [CrossRef]
- Dai, Z.; Zhang, B.; Shi, F.; Li, M.; Zhang, Z.; Gu, Y. Chemical interaction between carbon fibers and surface sizing. J. Appl. Polym. Sci. 2012, 124, 2127–2132. [Google Scholar] [CrossRef]
- Katz, A.; Li, V.C.; Kazmer, A. Bond Properties of Carbon Fibers in Cementitious Matrix. J. Mater. Civ. Eng. 1995, 7, 125. [Google Scholar] [CrossRef]
- Käppler, I.; Hund, R.-D.; Cherif, C. Surface modification of carbon fibres using plasma technique. Autex Res. J. 2014, 14, 34–38. [Google Scholar] [CrossRef]
- Chand, S. Review Carbon fibers for composites. J. Mater. Sci. 2000, 35, 1303–1313. [Google Scholar] [CrossRef]
- Dilsiz, N. Plasma surface modification of carbon fibers: A review. J. Adhes. Sci. Technol. 2000, 14, 975–987. [Google Scholar] [CrossRef]
- Montes-Morán, M.A.; Martı́nez-Alonso, A.; Tascón, J.M.D.; Young, R.J. Effects of plasma oxidation on the surface and interfacial properties of ultra-high modulus carbon fibres. Compos. Part A Appl. Sci. Manuf. 2001, 32, 361–371. [Google Scholar] [CrossRef]
- Wu, G.M. Oxygen plasma treatment of high performance fibers for composites. Mater. Chem. Phys. 2004, 85, 81–87. [Google Scholar] [CrossRef]
- Hughes, J.D.H. The carbon fibre/epoxy interface—A review. Compos. Sci. Technol. 1991, 41, 13–45. [Google Scholar] [CrossRef]
- Li, R.; Ye, L.; Mai, Y.-W. Application of plasma technologies in fibre-reinforced polymer composites: A review of recent developments. Compos. Part A Appl. Sci. Manuf. 1997, 28, 73–86. [Google Scholar] [CrossRef]
- Tang, L.-G.; Kardos, J.L. A review of methods for improving the interfacial adhesion between carbon fiber and polymer matrix. Polym. Compos. 1997, 18, 100–113. [Google Scholar] [CrossRef]
- Sharma, M.; Gao, S.; Mäder, E.; Sharma, H.; Wei, L.Y.; Bijwe, J. Carbon fiber surfaces and composite interphases. Compos. Sci. Technol. 2014, 102, 35–50. [Google Scholar] [CrossRef]
- Li, V.C.; Stang, H. Interface property characterization and strengthening mechanisms in fiber reinforced cement based composites. Adv. Cem. Based Mater. 1997, 6, 1–20. [Google Scholar] [CrossRef]
- Felekoglu, B.; Tosun, K.; Baradan, B. A comparative study on the flexural performance of plasma treated polypropylene fiber reinforced cementitious composites. J. Mater. Process. Technol. 2009, 209, 5133–5144. [Google Scholar] [CrossRef]
- Li, V.C.; Wu, H.-C.; Chan, Y.-W. Effect of Plasma Treatment of Polyethylene Fibers on Interface and cementitious Composite Properties. J. Am. Ceram. Soc. 1996, 79, 700–704. [Google Scholar] [CrossRef]
- Wu, H.-C.; Li, V.C. Fiber/cement interface tailoring with plasma treatment. Cem. Concr. Compos. 1999, 21, 205–212. [Google Scholar] [CrossRef]
- Tosun, K.; Felekoğlu, B.; Baradan, B. Multiple cracking response of plasma treated polyethylene fiber reinforced cementitious composites under flexural loading. Cem. Concr. Compos. 2012, 34, 508–520. [Google Scholar] [CrossRef]
- Wei, O.F.; Wang, X.Q.; Mathera, R.R.; Fotheringhama, A.F. ESEM study of size removal from ceramic fibers by plasma treatment. Appl. Surf. Sci. 2003, 220, 217–223. [Google Scholar] [CrossRef]
- Boudou, J.P.; Paredes, J.I.; Cuesta, A.; Martı́nez-Alonso, A.; Tascón, J.M.D. Oxygen plasma modification of pitch-based isotropic carbon fibres. Carbon 2003, 41, 41–56. [Google Scholar] [CrossRef]
- Dilsiz, N.; Erinç, N.K.; Bayramli, E.; Akovali, G. Surface energy and mechanical properties of plasma-modified carbon fibers. Carbon 1995, 33, 853–858. [Google Scholar] [CrossRef]
- Yuan, L.Y.; Shyu, S.S.; Lai, J.Y. Plasma surface treatments on carbon fibers. II. Mechanical property and interfacial shear strength. J. Appl. Polym. Sci. 1991, 42, 2525–2534. [Google Scholar] [CrossRef]
- Bismarck, A.; Kumru, M.E.; Springer, J. Influence of Oxygen Plasma Treatment of PAN-Based Carbon Fibers on Their Electrokinetic and Wetting Properties. J. Colloid Interface Sci. 1999, 210, 60–72. [Google Scholar] [CrossRef] [PubMed]
- Dyckerhoff MIKRODUR. vom Feinsten—Data sheet 2016. Available online: http://www.dyckerhoff-bohrtechnik.de/online/download.jsp?idDocument=5438&instance=5 (accessed on 27 March 2017).
- Butler, M.; Mechtcherine, V.; Hempel, S. Durability of textile reinforced concrete made with AR glass fibre: Effect of the matrix composition. Mater. Struct. 2010, 43, 1351–1368. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Series | Maximum CF Pull-Out Force (kN) | Crack Opening Displacement at Maximum CF Pull-Out Force (mm) | Pull-Out Energy (kJ/mm2) |
|---|---|---|---|
| reference w/o MD | 0.25 (0.03) | 0.43 (0.14) | 0.09 (0.04) |
| reference with MD | 0.27 (0.03) | 0.51 (0.08) | 0.10 (0.03) |
| O2/Ar (100 s) | 0.45 (0.07) | 0.84 (0.10) | 0.30 (0.07) |
| O2/Ar (200 s) | 0.30 (0.06) | 0.79 (0.16) | 0.18 (0.07) |
| O2 (100 s) | 0.50 (0.05) | 1.13 (0.19) | 0.43 (0.08) |
| O2 (200 s) | 0.35 (0.06) | 0.95 (0.19) | 0.24 (0.07) |
| O2/CF4 | 0.31 (0.07) | 0.61 (0.24) | 0.15 (0.09) |
| CF Roving | Number of Specimens Tested | Mean Value (MPa) | Standard Deviation (MPa) | Variance (%) |
|---|---|---|---|---|
| reference | 10 | 1472.6 | 159.5 | 10.8 |
| O2/Ar (100 s) | 5 | 1734.2 | 80.9 | 4.7 |
| O2/Ar (200 s) | 5 | 1531.8 | 107.4 | 7.0 |
| O2 (100 s) | 5 | 1554.7 | 217.9 | 14.0 |
| O2 (200 s) | 5 | 1479.1 | 98.9 | 6.7 |
| Sample Denomination | Gas | Gas Flow (mL/min) | Plasma Exposure Time (s) |
|---|---|---|---|
| reference | - | - | - |
| O2/Ar (100 s) | O2/Ar | 10/5 | 100 |
| O2/Ar (200 s) | O2/Ar | 10/5 | 200 |
| O2 (100 s) | O2 | 10 | 100 |
| O2 (200 s) | O2 | 10 | 200 |
| O2/CF4 | O2/CF4 | 100/5 | 100 |
| Material | Unit | Value |
|---|---|---|
| cement (CEM I 32.5 R) | kg/m3 | 548.8 |
| fly ash (class F) | kg/m3 | 245.6 |
| silica slurry (aqueous suspension, solids content 1:1 wt. %) | kg/m3 | 54.6 |
| binder content (cement + fly ash + silica fume) | kg/m3 | 821.7 |
| sand (0–1 mm) | kg/m3 | 1091.5 |
| superplasticizer (solution as obtained) | wt. % of binder | 2.3–2.4 |
| tap water | kg/m3 | 245.6 |
| w/c | - | 0.45 |
| w/(cement + fly ash + silica fume) | - | 0.30 |
| slump flow (test according to DIN 18555-2) | mm | 180–200 |
| average compressive strength at the age of 28 days (test according to DIN EN 196-1) | MPa | 63.5 |
| average flexural strength at the age of 28 days (test according to DIN EN 196-1) | MPa | 8.6 |
| shrinkage after 28 days (test according to DIN 52450) | mm/m | 0.83 |
| shrinkage after 360 days (test according to DIN 52450) | mm/m | 1.27 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schneider, K.; Lieboldt, M.; Liebscher, M.; Fröhlich, M.; Hempel, S.; Butler, M.; Schröfl, C.; Mechtcherine, V. Mineral-Based Coating of Plasma-Treated Carbon Fibre Rovings for Carbon Concrete Composites with Enhanced Mechanical Performance. Materials 2017, 10, 360. https://doi.org/10.3390/ma10040360
Schneider K, Lieboldt M, Liebscher M, Fröhlich M, Hempel S, Butler M, Schröfl C, Mechtcherine V. Mineral-Based Coating of Plasma-Treated Carbon Fibre Rovings for Carbon Concrete Composites with Enhanced Mechanical Performance. Materials. 2017; 10(4):360. https://doi.org/10.3390/ma10040360
Chicago/Turabian StyleSchneider, Kai, Matthias Lieboldt, Marco Liebscher, Maik Fröhlich, Simone Hempel, Marko Butler, Christof Schröfl, and Viktor Mechtcherine. 2017. "Mineral-Based Coating of Plasma-Treated Carbon Fibre Rovings for Carbon Concrete Composites with Enhanced Mechanical Performance" Materials 10, no. 4: 360. https://doi.org/10.3390/ma10040360
APA StyleSchneider, K., Lieboldt, M., Liebscher, M., Fröhlich, M., Hempel, S., Butler, M., Schröfl, C., & Mechtcherine, V. (2017). Mineral-Based Coating of Plasma-Treated Carbon Fibre Rovings for Carbon Concrete Composites with Enhanced Mechanical Performance. Materials, 10(4), 360. https://doi.org/10.3390/ma10040360