1. Introduction
Fruits form an important part of a healthy human diet as they contain many ingredients with proven pro-health effects such as vitamins, phenolic compounds, organic acids, fiber, and minerals. Natural antioxidants—such as vitamin C, anthocyanins, and polyphenols—which play an important role in the prevention of development of civilization diseases, are particularly important in human nutrition [
1,
2,
3]. Berries are fruits with high antioxidant activity and, among them, the highbush blueberry (
Vaccinium corymbosum L.) is highly desirable [
4,
5,
6]. Poland is the fourth (after the United States, Canada, and France) largest producer of the highbush blueberry [
7]. Popularity of this fruit among consumers is constantly increasing due to its high nutritional value and good sensory qualities. These fruits are rich in polyphenols that are antioxidants, especially anthocyanins, flavonols, catechins, and phenolic acids [
6]. Introduction of blueberries into our diet shows positive health benefits such as prevention of cardiovascular diseases, cancer, arthritis, and autoimmune diseases [
8,
9,
10].
In general, fresh fruits are characterized with increased metabolic activity which reduces their shelf life. The majority of the qualitative and quantitative losses of fruits occur between the times of their harvest and consumption. An important condition for maintaining the stability of such fruits is proper storage and control of their quality parameters (water content, weight loss, texture change, color, and firmness). The primary causes of fruit spoilage and reduced stability are respiration and transpiration, as well as the growth of microflora, in particular fungal and bacterial species [
11,
12]. Therefore, new technologies are being developed that delay the postharvest deterioration of fruits resulting from biochemical, physical, and microbial activity and those that improve their stability and storage. One such technique to preserve the quality of fruits is the use of thin layers of edible coatings on the surface of the fruit. These coatings are intended to control the exchange of gases between the fruit and the environment. This helps to reduce weight loss and to preserve the composition of the internal atmosphere of the fruit, thereby slowing down metabolic processes and prolonging its shelf life [
12,
13,
14].
As so far, there are a few works about coating effects on blueberry fruit. According to this research, edible coatings such as chitosan, starch, pectin, sodium alginate, and calcium caseinate have exhibited beneficial roles in maintaining quality of berries. Coating has been successfully used to controlling the decay and extending the shelf life of postharvest blueberries. Furthermore, the use of coating had positive effects on weight loss, firmness, titratable acidity; maintained surface lightness; and delayed the decrease in anthocyanin content, phenolic content, and antioxidant capacity of coated fruit products [
13,
15,
16,
17].
Currently, research is underway on the use of pullulan coatings to increase the shelf life of fruits. Pullulan coating has good adhesive properties, high mechanical strength, and does not react with food ingredients. In addition, pullulan coatings are colorless, tasteless, and odorless and have limited permeability to gases such as oxygen and carbon dioxide [
18,
19,
20,
21]. In addition, pullulan is a hard-to-absorb carbon source that is not used by bacteria and fungi that are responsible for spoilage of food [
22]. Pullulan coatings have been used for, extending the shelf life of apples (whole and in pieces), strawberries, kiwifruit, carrots, peppers, and Brussels sprouts [
23,
24,
25,
26,
27].
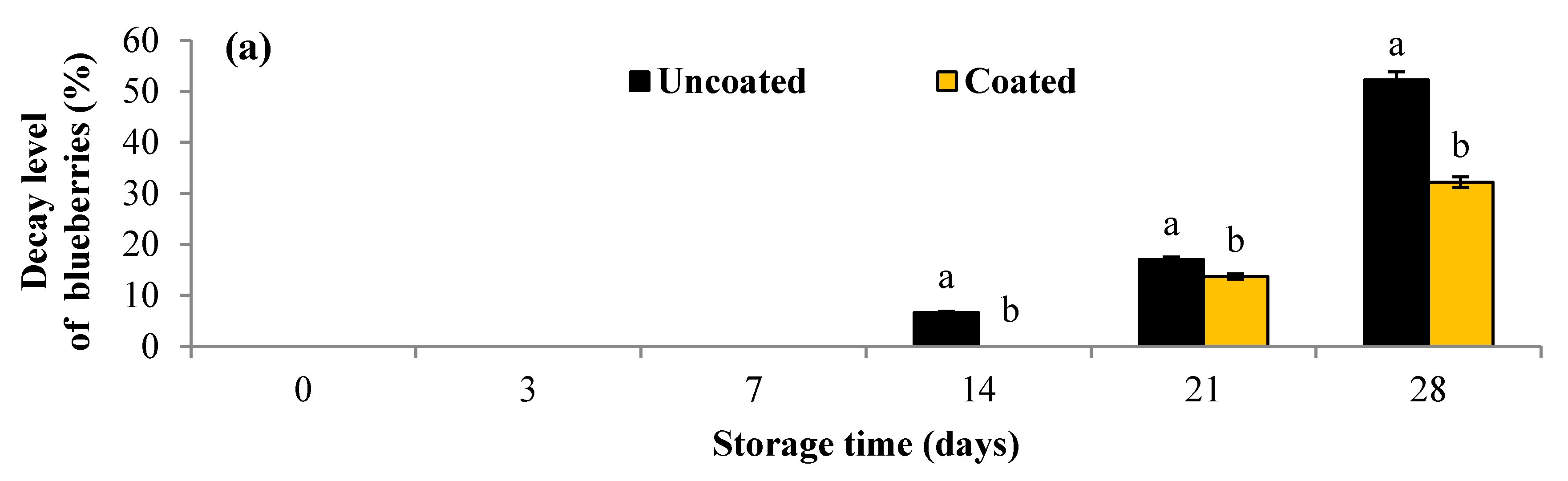
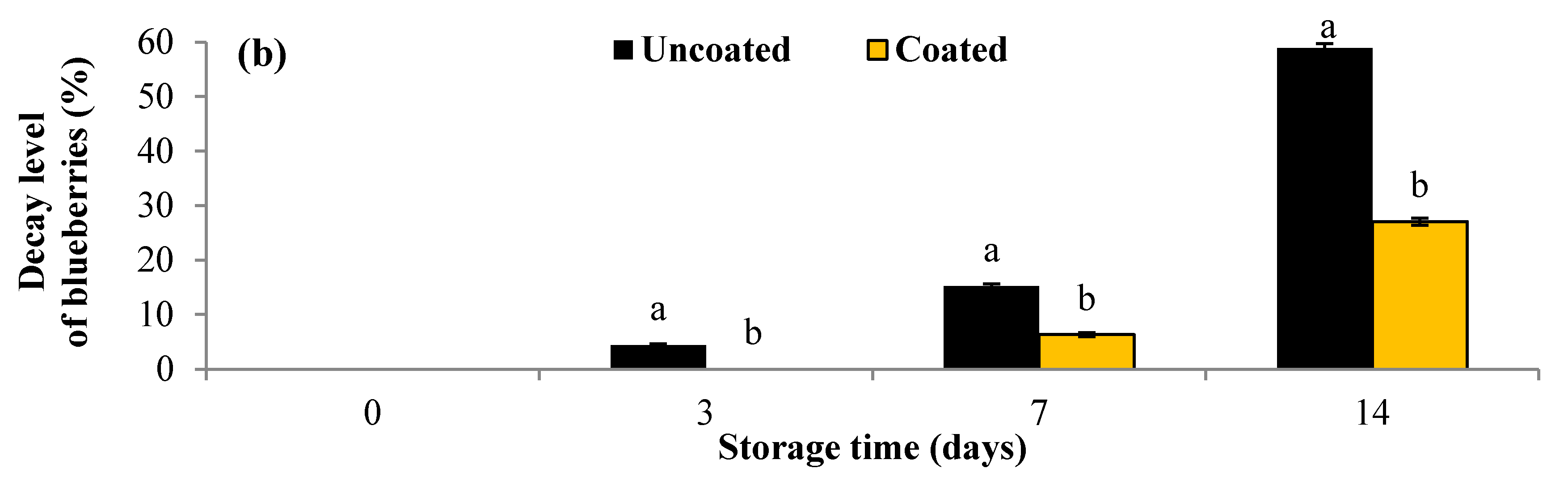
The purpose of this work was to evaluate the effect of pullulan coating on the quality and shelf life of highbush blueberry during storage. We evaluated the influence of pullulan coating on qualitative and quantitative losses of blueberries stored at refrigerator temperature (4 °C) and commercial temperature (16 °C) for 28 and 14 days, respectively. The changes in weight loss, dry matter, soluble solid content, reducing sugars, and microbiological stability of the fruit were studied. Due to the health benefits of blueberry fruit, the influence of pullulan coating on changes in L-ascorbic acid and phenolic compounds (total phenolics, phenolics acids and anthocyanins) was also evaluated.
3. Materials and Methods
3.1. Materials
Pullulan was obtained from Carbosynth (Compton, UK). Highbush blueberry fruits (Vaccinium corymbosum L. cv. Bluecrop) were harvested during September 2015 from local growers near Warsaw in Poland (51°99′ N, 21°00′ E). After harvest, fruits were stored at 4 °C for 12 h until the coating was applied. Blueberries of uniform size, shape, color, and without any signs of mechanical damage or fungal decay were selected.
3.2. Preparation and Application of Pullulan Coating
Pullulan coating solution was prepared by dissolving pure pullulan 10% (w/v) and glycerol 1% (w/v) (POCH S.A., Gliwice, Poland) in distilled water. The components were mixed with a magnetic stirrer (500 rpm) for 20 min (ES-21, WIGO, Pruszków, Poland). Glycerol was added as a plasticizer to improve the mechanical properties of the coating material.
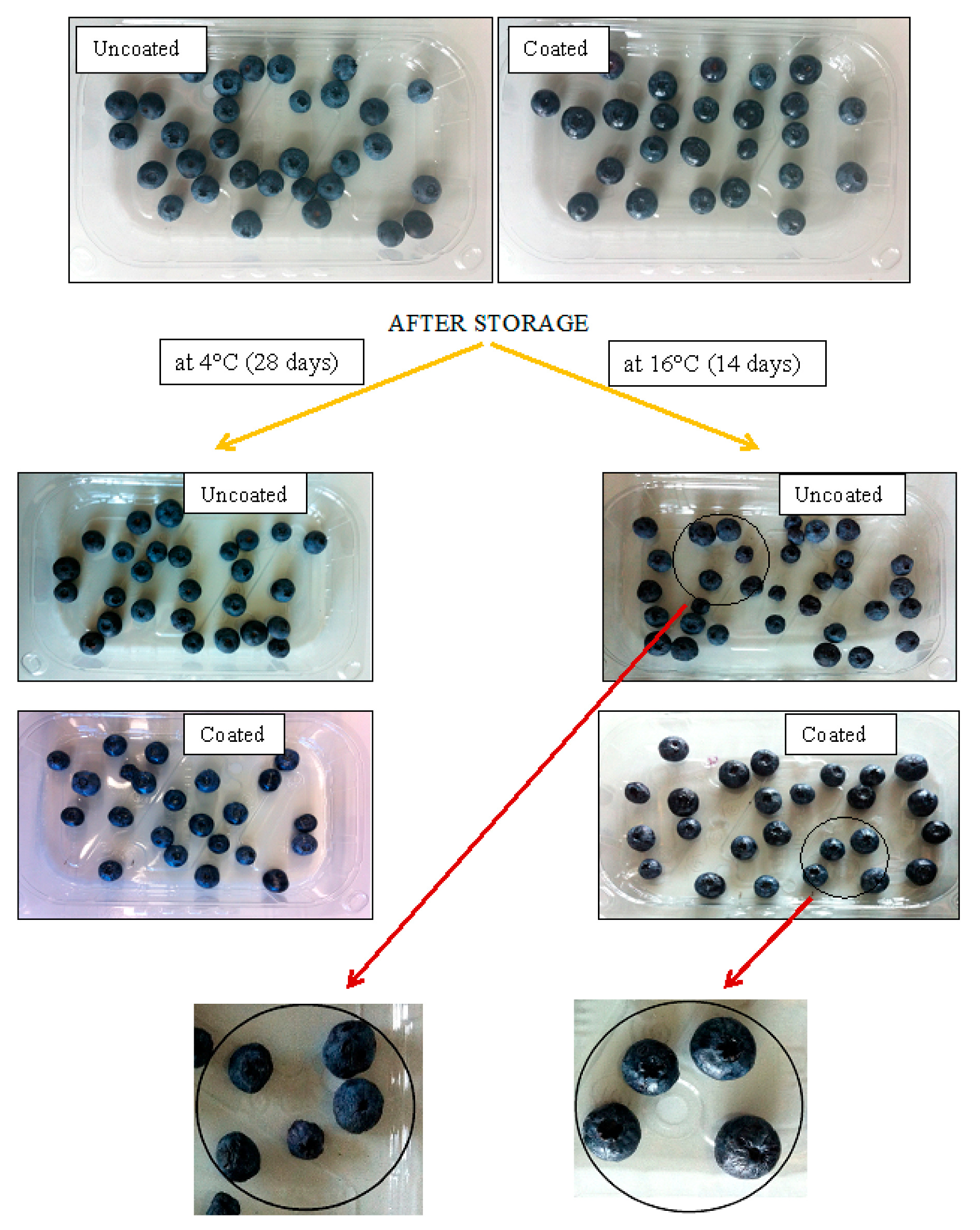
Fruits were randomly distributed into one of the two groups: those to be coated with pullulan and those that remain uncoated. Blueberries were dipped in pullulan coating solution for 3 min and dried at room temperature (20 °C) in a laminar flow cabinet (ESCO, Singapore) for 1 h at a relative humidity of 55–60%. Uncoated samples of blueberries (control) were dipped in deionized water and also dried. Then uncoated and coated samples of fruits were placed inside commercial PET (polyethylene terephthalate), vented clamshell boxes. All samples were stored in cold stores and chamber respectively at 4 ± 1 °C for 28 days and at 16 ± 2 °C for 14 days.
3.3. Physicochemical Analysis
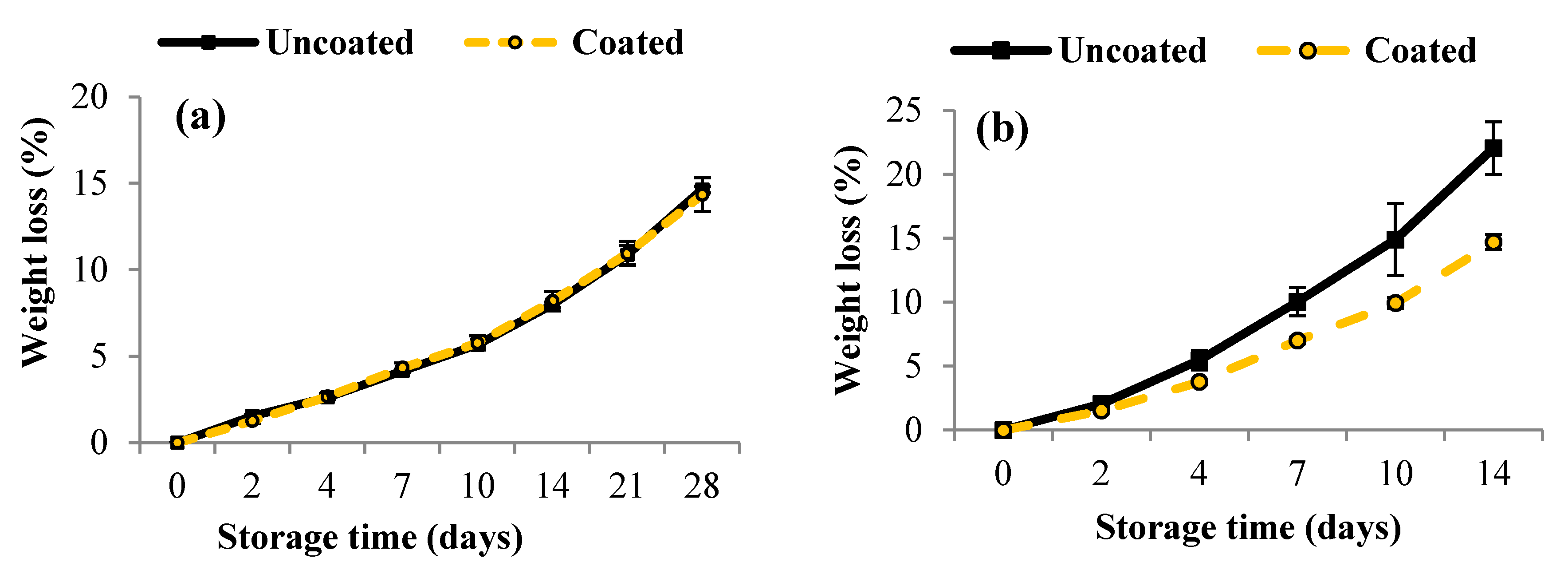
3.3.1. Weight Loss
Weight loss was determined by weighing the uncoated and coated samples every other day throughout the storage period. Results were expressed as the percentage of weight lost by using the formula
where,
wi is the initial weight of fruits and
wf is the weight of fruits during storage.
3.3.2. DM and SSC
DM was determined by drying the ground fruits in a vacuum oven at 70 °C until a constant weight was obtained. The total SSC (°Brix) in samples was measured at 20 °C by digital refractometer (Model 30PX, Mettler-Toledo AG, Columbus, OH, USA).
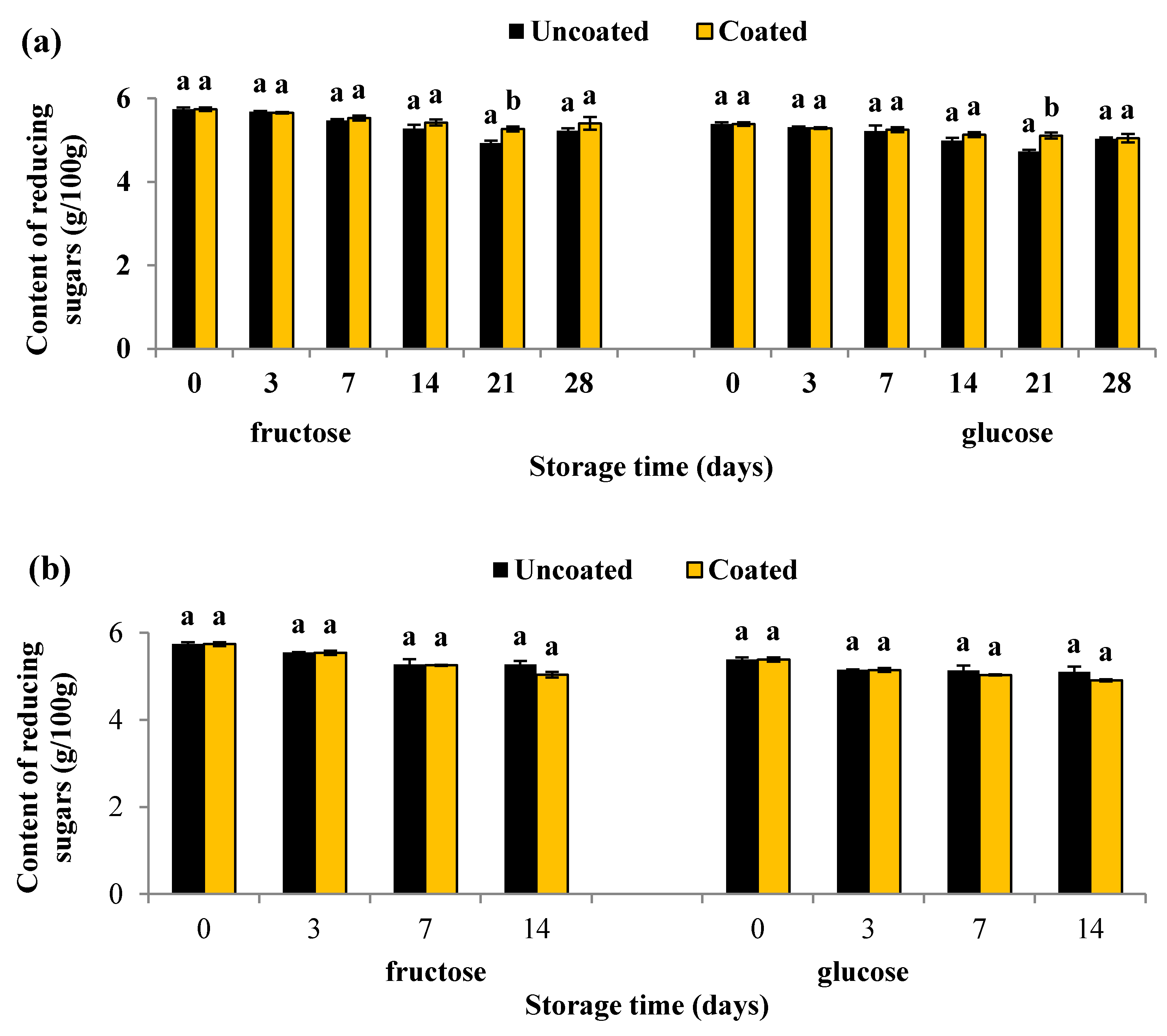
3.3.3. Reducing Sugars
Determination of sugars in fruit samples was performed using the Agblevor et al. [
46] method with some modification. The sample (10 g) was homogenized with 80 mL of distilled water using Ultra-Turrax homogenizer (IKA, Wilmington, DE, USA). The extract was collected into a volumetric flask of 100 mL and then 2 mL of 2% calcium hydroxide was added to neutralize the pH. The level of this solution in the flask was made up to the mark with the use of distilled water. The sample was centrifuged at 10,000 rpm for 10 min and filtered using a polyamide (PA) syringe filters with a pore size of 0.45 µm. Fructose and glucose content were determined by high performance liquid chromatography (HPLC) using a Shimadzu apparatus with a refractive index detector and carbohydrate analysis column (300 mm × 3.9 mm, Waters, Milford, MA, USA). The eluent was the solution of acetonitrile and water (800:200, v/v), at a flow rate of 1.5 mL/min at 25 °C. A quantitative analysis of glucose and fructose was performed based on calibration curves for standard solutions.
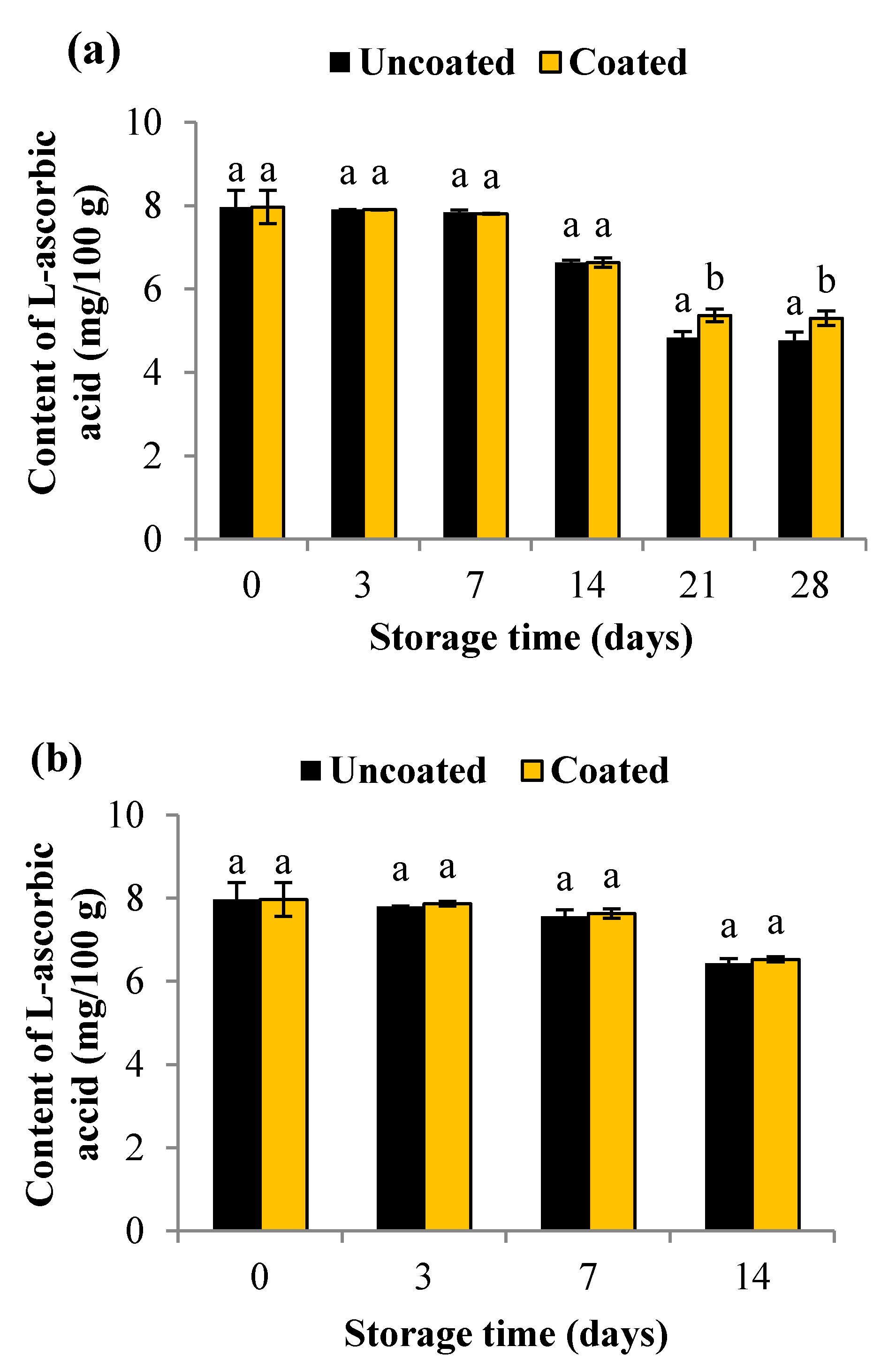
3.3.4. Content of L-Ascorbic Acid
L-ascorbic acid content was determined by HPLC using a Shimadzu apparatus (LC-10AT, Shimadzu, Kyoto, Japan) consisting of a quaternary solvent pumping system (FCV-10ALVP, Shimadzu, Kyoto, Japan), degasser model DG-4400 (Shimadzu, Kyoto, Japan), UV–Vis detector (SPD-10AVP, Shimadzu, Kyoto, Japan), column oven (CTO-10ASVP, Shimadzu, Kyoto, Japan), autosampler (SIL-20AHT, Shimadzu, Kyoto, Japan), and an LC solution data collection system (Shimadzu, Kyoto, Japan). A ZIC
®-HILIC column (4.6 mm × 150 mm, 5 µm, SeQuant, Umeå, Sweden) was used to measure the concentration of L-ascorbic acid in fruit according to the method of Drivelos et al. [
47] with some modifications. Homogenized sample (2–5 g) was extracted in 40 mL of 10 mM oxalic acid solution. The extract was centrifuged at 3200 rpm for 10 min at 4 °C and the supernatant was added to the volumetric flask and made up to the volume using distilled water. The sample was diluted with acetonitrile: water with 66.7 mM ammonium acetate (850:150 v/v) solution by mixing one part of the sample with one part of diluent solution. Sample was filtered through PTFE 0.45 µm filter prior to analysis. The chromatographic analyses were performed using a solution of acetonitrile:water (850:150, v/v) with 66.7 mM ammonium acetate as the mobile phase. Flow rate was adjusted to 0.5 mL/min, and the absorbance was monitored at 240 nm. A calibration curve was constructed using freshly prepared L-ascorbic acid solution (in the range of 1–50 µg).
3.3.5. Total Phenolic Content
Total phenolic content was determined by the Folin–Ciocalteu method [
48] using chlorogenic acid as the standard. Fruits (10 g) were homogenized with 40 mL of solution containing acetone:methanol:water (350:350:300) using Ultra-Turrax homogenizer (IKA, Wilmington, DE, USA). The sample was centrifuged at 5000 rpm for 10 min, and the supernatant was collected into a volumetric flask (200 mL). The extraction was repeated twice and then the solution was made up to the volume of 200 mL using distilled water. Next, 100 µL of this extract was mixed with 200 µL of Folin–Ciocalteu reagent and incubated for 3 min. Then, 2 mL of distilled water and 1 mL of 15% sodium carbonate were added. The mixture was incubated at room temperature, and the absorbance of the sample was measured at 765 nm after 60 min incubation. A calibration curve was performed with chlorogenic acid, and the results were expressed as milligrams of chlorogenic acid equivalents per 100 g of fruit.
3.3.6. Quantification of Anthocyanins and Phenolic Acids
The content of anthocyanins and phenolic acids was determined by HPLC using Shimadzu apparatus and diode array detector (SPD-M20A). Briefly, 10 g of homogenized fruit was extracted thrice with methanol/water/hydrochloric acid solution (700/300/1, v/v/v). The sample was completely evaporated of the methanol and brought to a volume of 50 mL using an aqueous phosphoric acid solution (1.0 g/L). The sample was centrifuged at 5000 rpm for 10 min, and the preconditioned Sep-Pak C18 cartridge was used for purification of the extract. Anthocyanins and phenolic acids were adsorbed into the cartridge while organic acids, sugars, and other compounds were removed. Samples were filtered through PTFE 0.45 µm filter before HPLC analyses. Separation of anthocyanins and phenolic acids was performed on a Luna C18(2) RP (5 µm) 250 × 4.6 column (Phenomenex, Torrance, CA, USA). These compounds were eluted with a gradient of phase A (water:formic acid, 900:100, v/v) and phase B (acetonitrile:formic acid, 900:100, v/v) starting with 5% phase B, then 8% phase B for 8 min, 11% phase B for 10 min, 14% phase B for 3 min, 22% phase B for 5 min, 32% phase B for 4 min, and 5% phase B for 4 min used at the flow rate of 1 mL/min. Peak areas were monitored at 520 nm (anthocyanins) and 320 nm (phenolic acids). Monomeric anthocyanins and phenolic acids were identified by comparing retention time, UV–Vis spectra, and elution order against authentic standards or against previously reported data. Monomeric anthocyanins were quantified by comparing their peak areas in the chromatograms at 520 nm with the peak area of malvidin-3-glucoside. A quantitative analysis of phenolic acid was performed based on calibration curves for standard solutions.
3.4. Microbiological Characteristics of Fruit Decay
Uncoated and coated blueberries were visually examined during storage period. Fruits which showed surface mycelial development or bacterial lesions were considered as decayed. Fruit decay was expressed as the percentage of fruit showing decay symptoms.
3.5. Statistical Analysis
The results were reported as mean with standard deviations. One-way analysis of variance (ANOVA) was used to process the data. The means were compared using Tukey’s range tests at p < 0.05. Calculations were performed with Statistica 12 software (StatSoft Inc., Statistica 12, Tulsa, OK, USA).
4. Conclusions
During storage of fruits there are a number of physiological processes related to their maturation and overripening which may adversely affect the sensory properties and attractiveness of the raw material, thereby reducing their quality and commercial value. The primary causes of reduced commercial value of fresh plant materials are quantitative losses due to respiration and wilting due to water loss, nutrient depletion in the respiration process, and microbial spoilage. Based on the research, we can conclude that the coated fruits of blueberries were more protected against excessive sagging and crinkling of the skin. Pullulan coating was also found to reduce the drying and wilting of the raw material, especially at higher temperatures, thereby preserving its freshness and attractiveness for an extended period. Coating of blueberry fruit with pullulan resulted in a decrease in weight loss and a reduction in the change in the content of extract and reducing sugars, which was probably the result of a decrease in the rate of respiration and transpiration. In addition, a higher retention of L-ascorbic acid was observed in the coated fruits. In turn, changes in the content of polyphenols and anthocyanins—the compounds occurring in the highest quantities in the skin of the fruit—were correlated with the loss of weight in the examined raw material. With the greater weight loss in uncoated fruit, a higher phenolic content was observed. In addition, the coating of blueberries significantly reduced the changes related to the rotting of blueberries.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}