Machinability Investigations of Inconel-800 Super Alloy under Sustainable Cooling Conditions

 ,
,  ,
,  ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
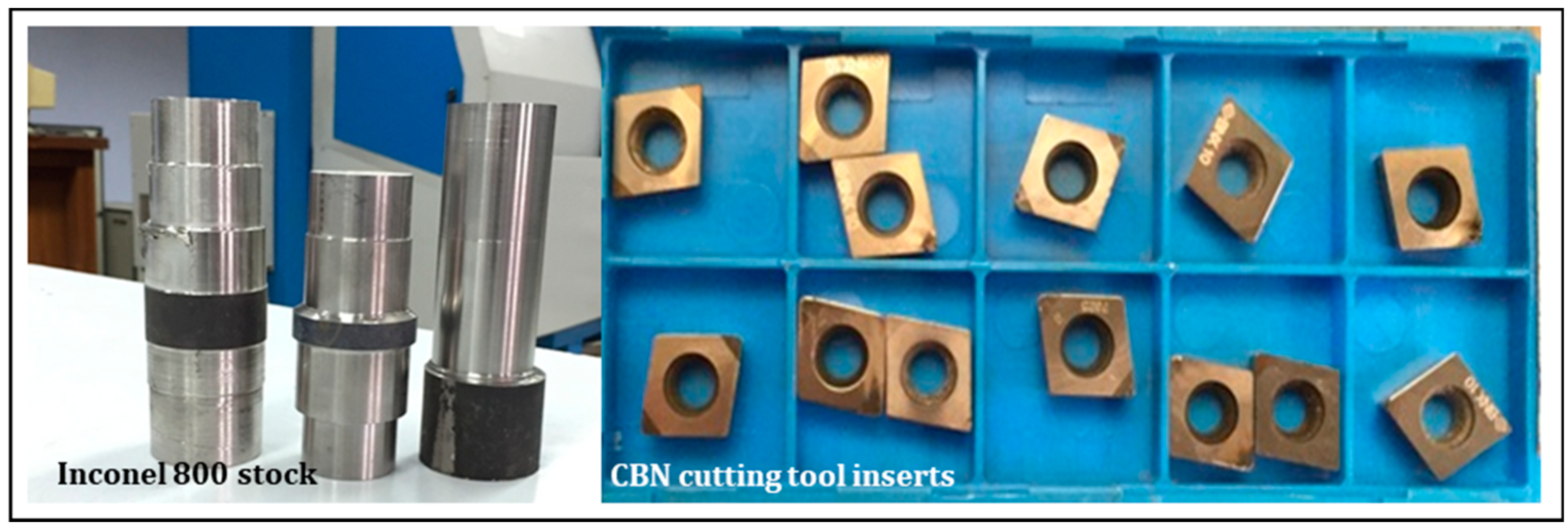
2.1. Details of Cutting Inserts and the Workpiece Materials
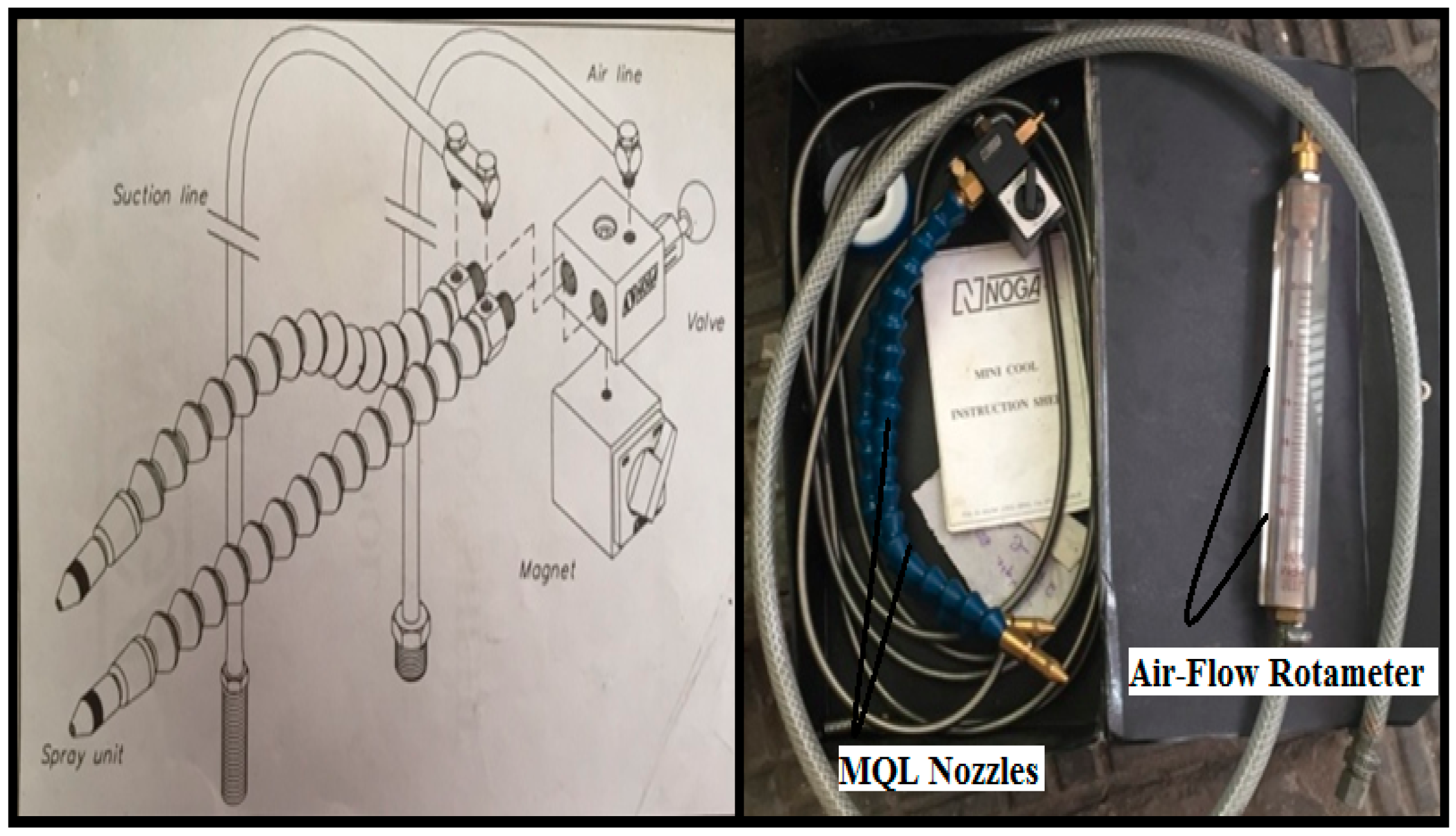
2.2. NDM Features and the Turning Procedure
2.3. The Control of the Main Parameters
2.4. Process Parameters Selection
3. Results
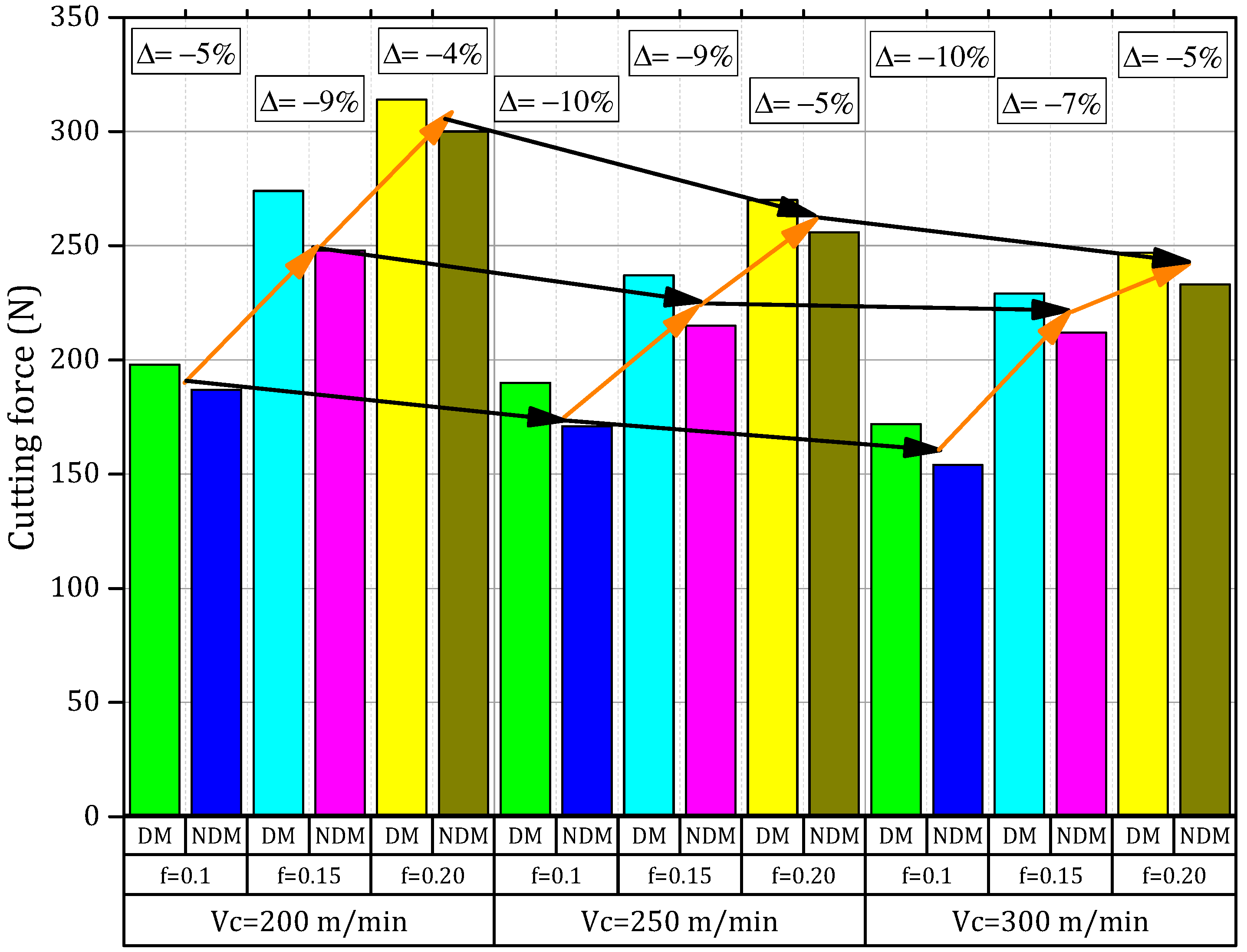
3.1. Dry and Near Dry Machining Effect on the Main Cutting Force
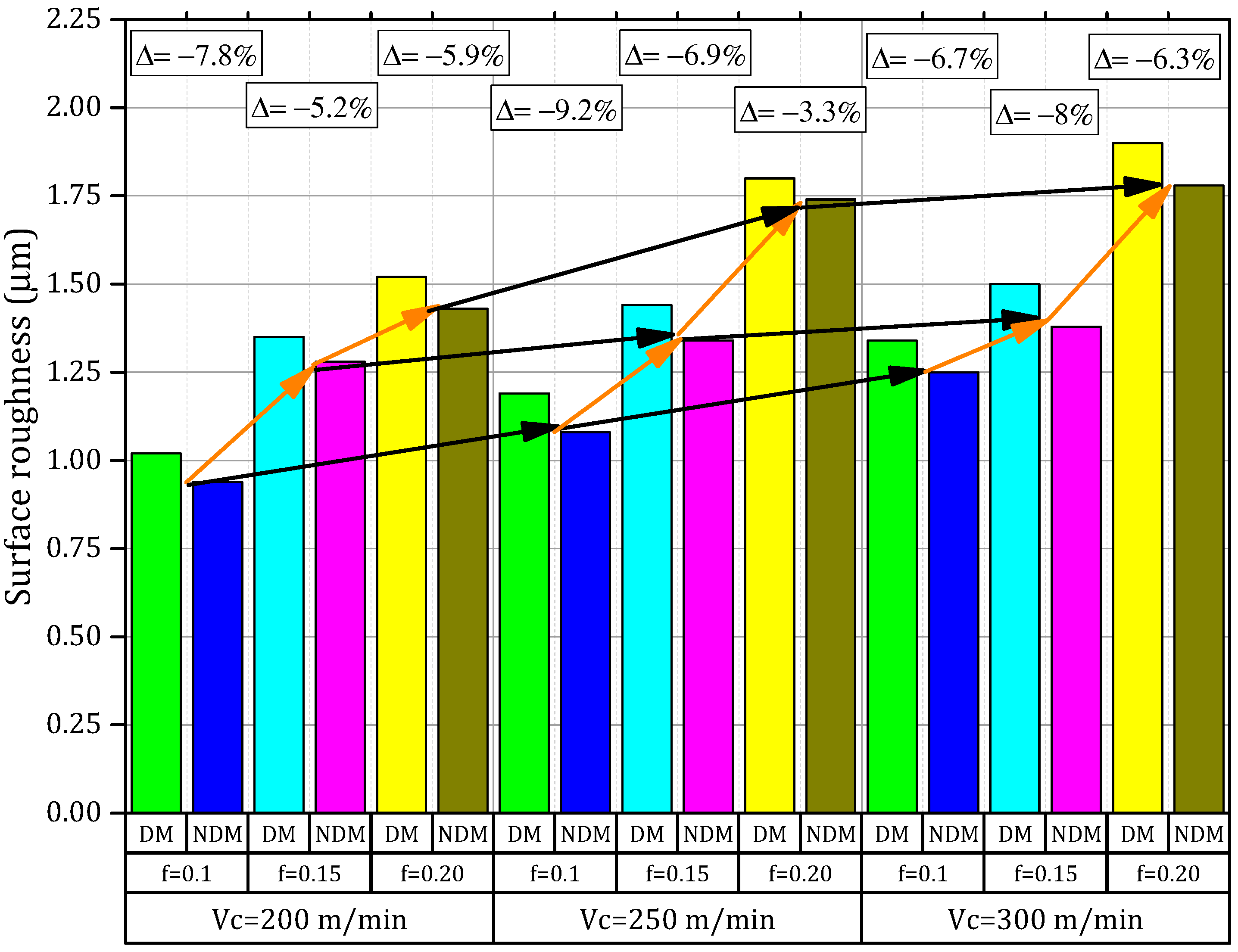
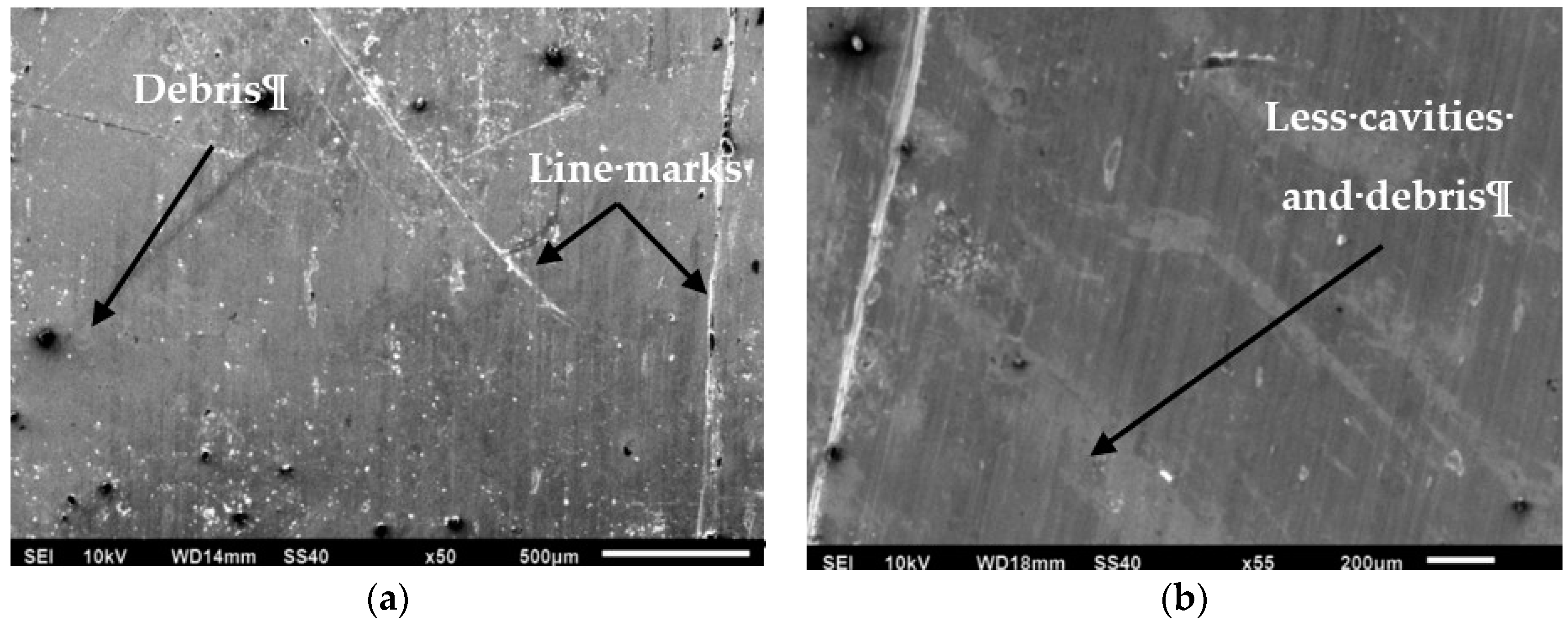
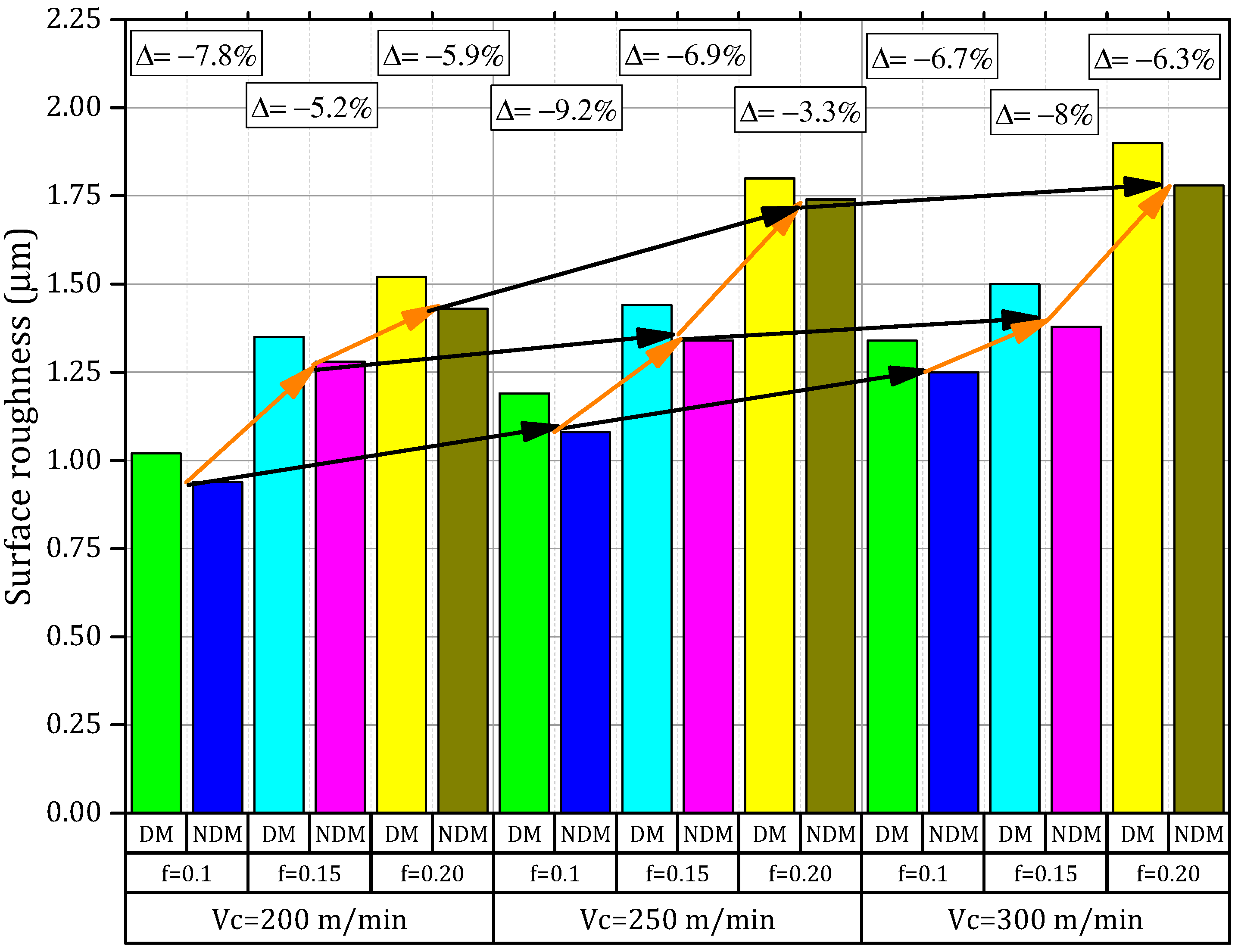
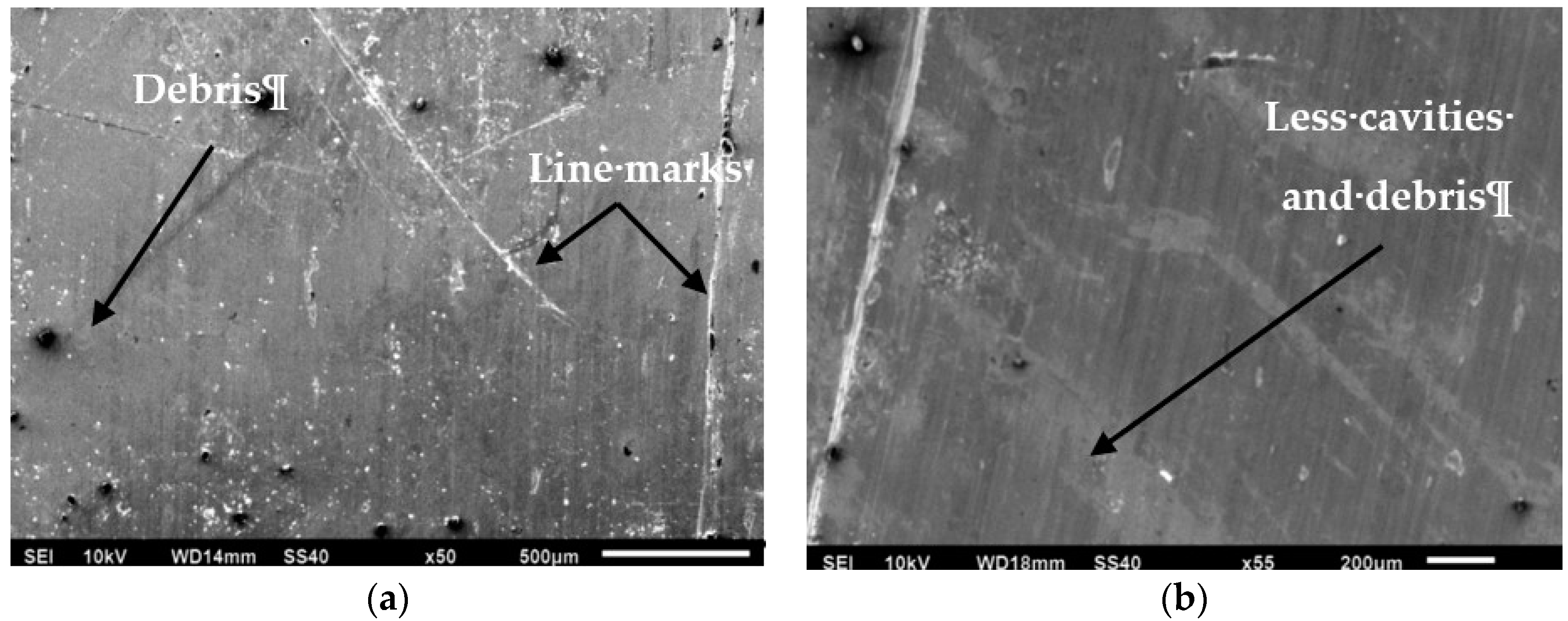
3.2. Surface Roughness Generated from Dry and Near Dry Machining
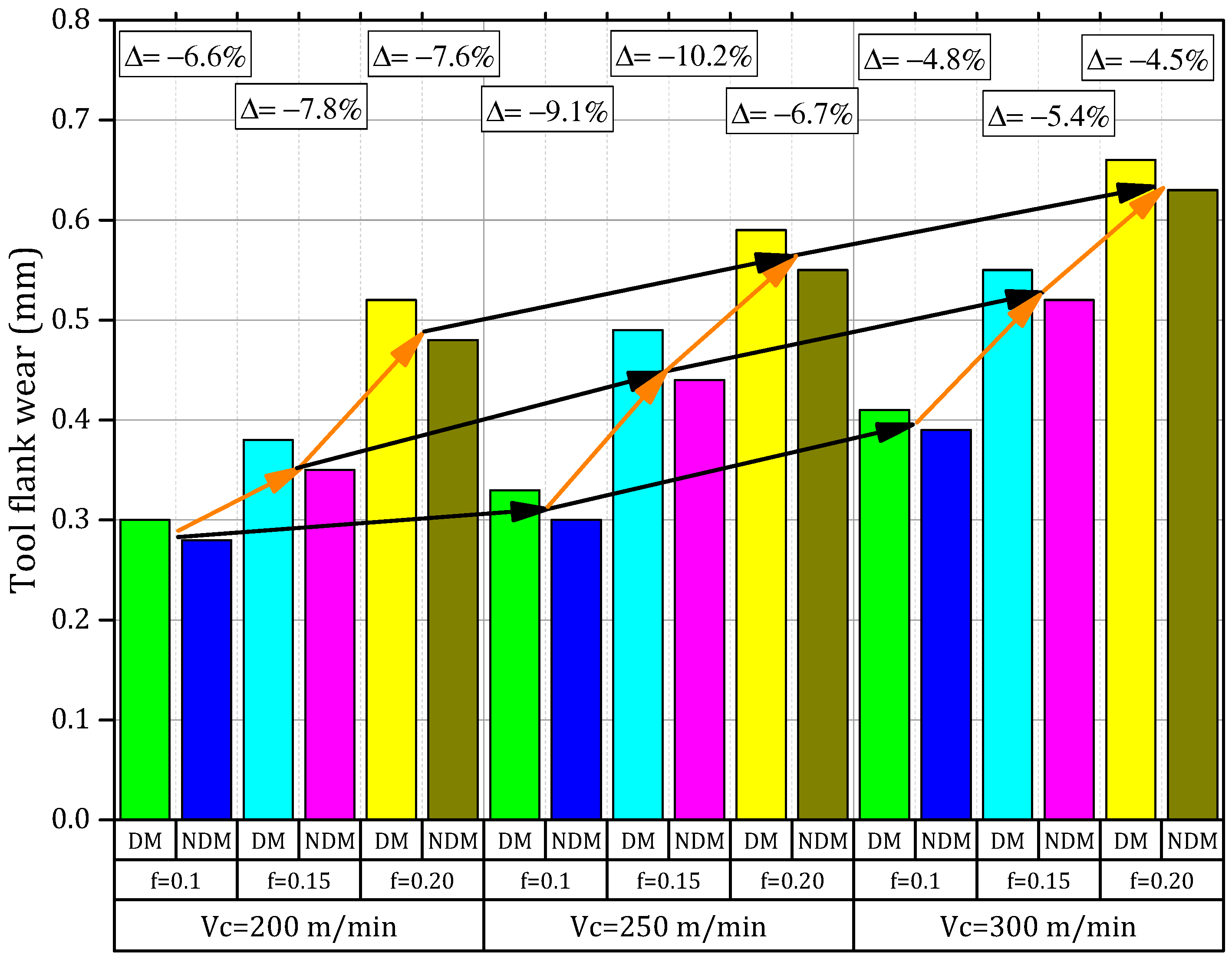
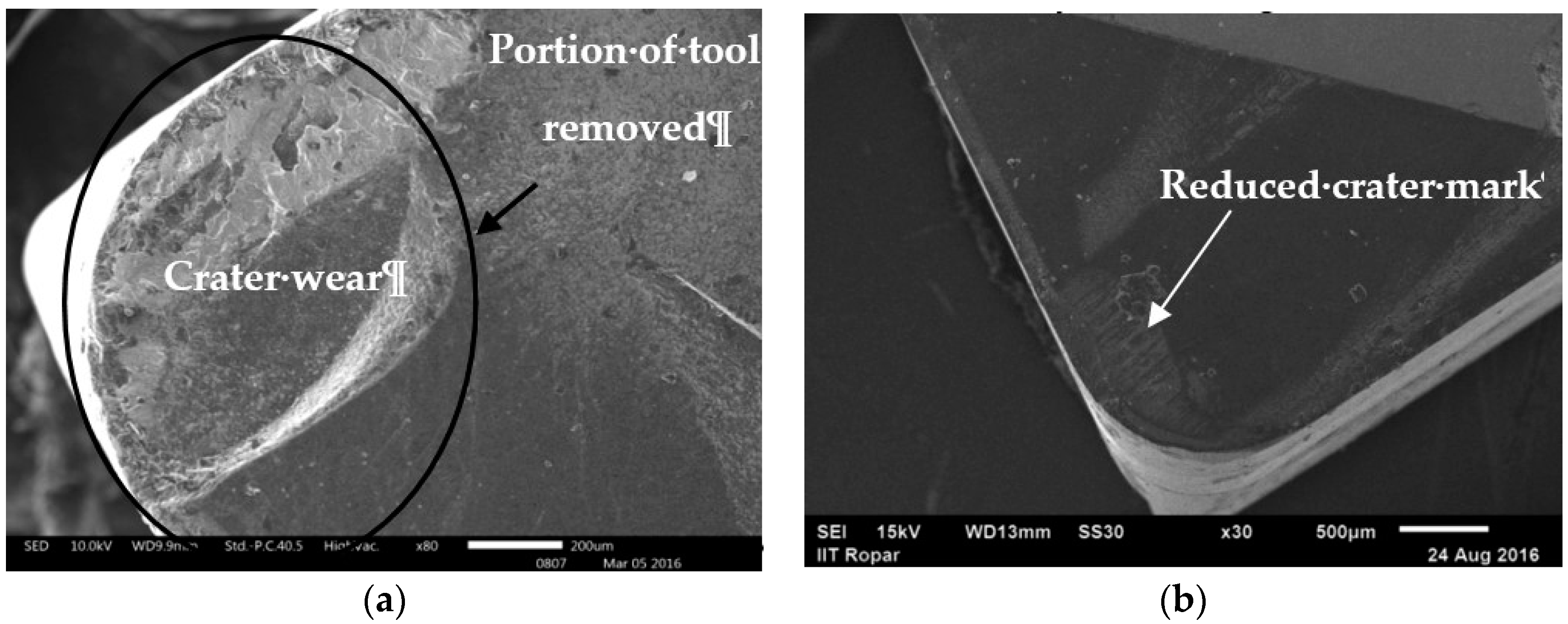
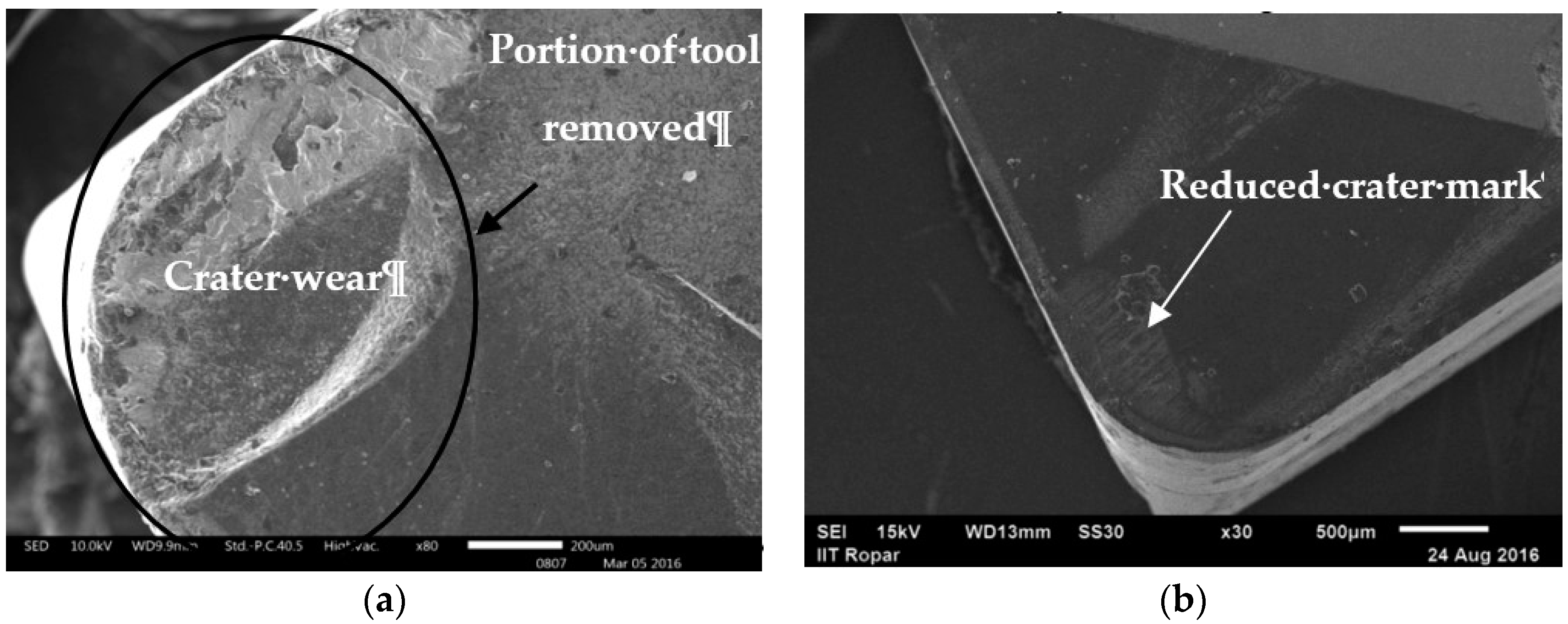
3.3. Tool Wear Evaluation on Dry and Near Dry Machining
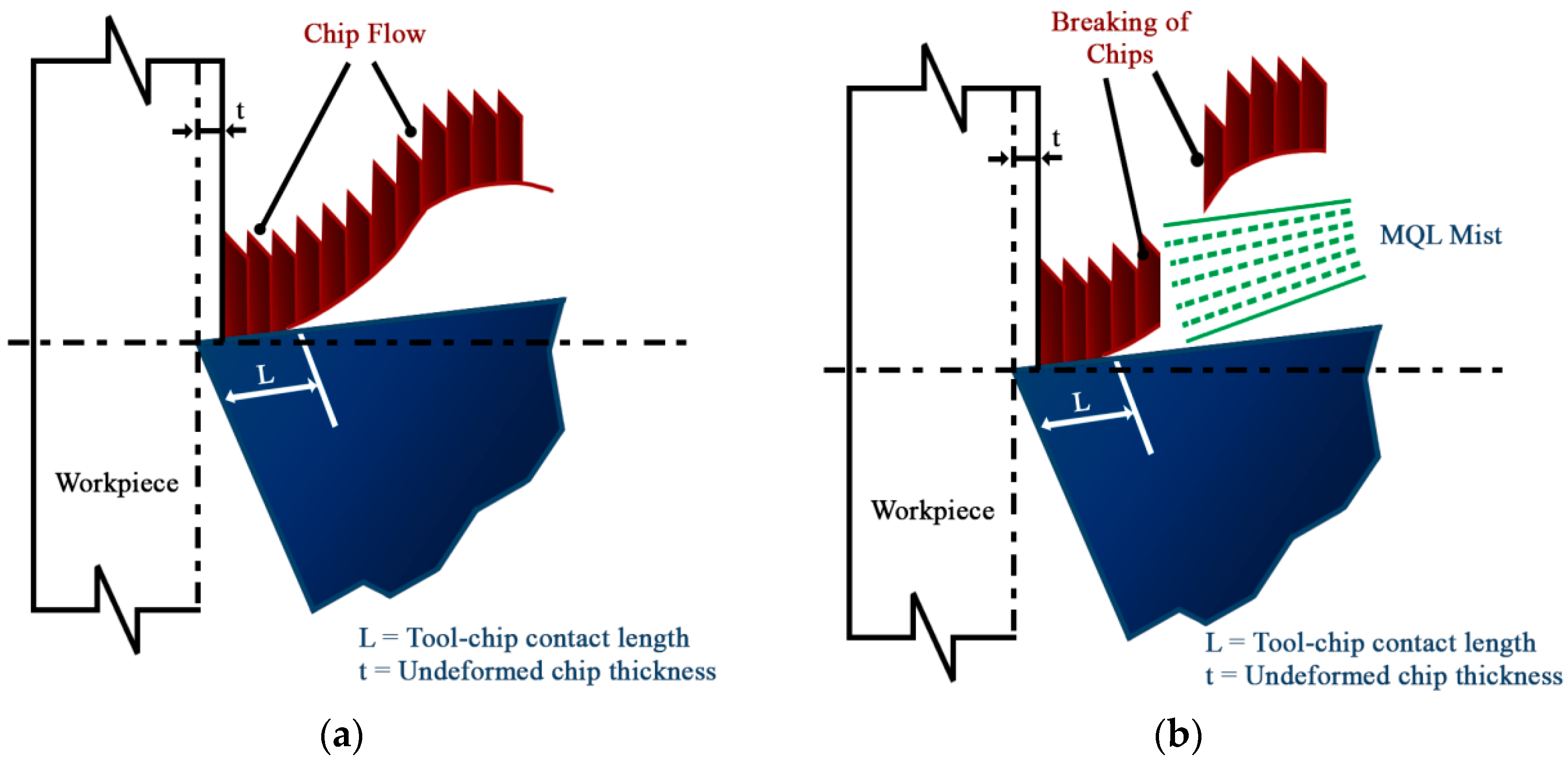
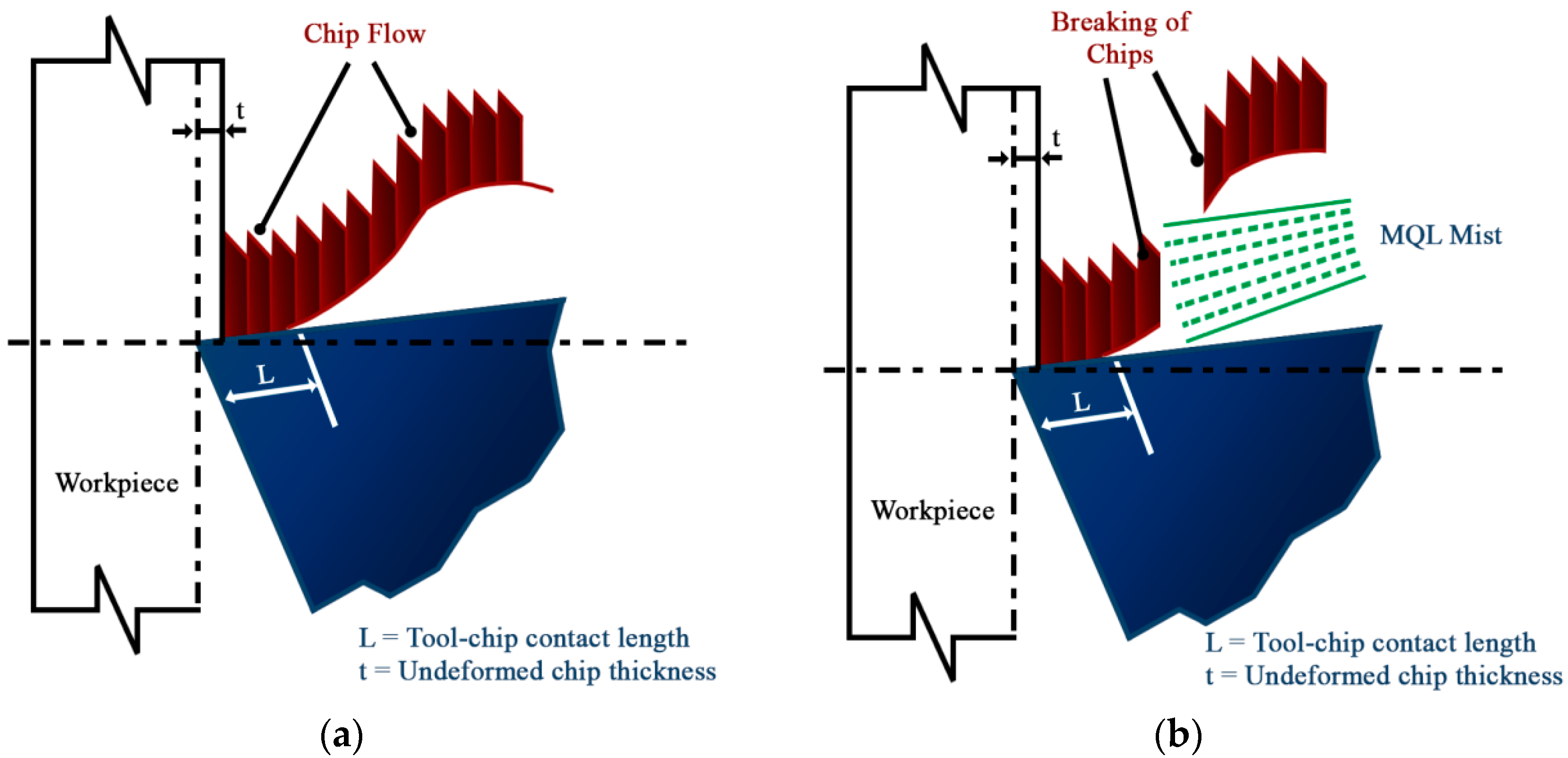
3.4. Chip Control on Dry and Near Dry Machining
4. Conclusions
- (1)
- For the cutting forces, an application of the NDM produced less magnitude of cutting forces (i.e., reduction in 4% to 9%) than those of the dry machining environment. The cutting fluids that are of mist form a pass with a high-speed jet through the nozzles, which will help to reinforce the lubrication at the capillary interface between the tool and chip, which reduces the friction and cutting forces by forming the boundary lubricating layer.
- (2)
- In NDM conditions, the machined surface shows a greater quality (i.e., reduction of surface roughness from 3% to 10%) because a proper usage of the cutting fluid within a very limited quantity i.e., near dry machining can possibly enhance the surface quality by reducing the gradient temperature in the cutting area and avoids early damage of the tool-tip. Moreover, an enhanced lubrication due to the oil droplets presumably reduced the friction between the fraying surfaces.
- (3)
- After analyzing the tool wear, the NDM reveals better performances in terms of the tool wear value (reduction of 4% to 11%) in contrast with dry machining. The use of compressed air with cutting fluid has almost eliminated the amount of the crater on the rake surface by using a proficient dispersion of the coolant between the rake surface and the chip formed.
- (4)
- For the analysis of chip control, the application of near-dry machining generates small fragments of chips with a bulk average ratio of 8.1 while some unbroken, very long continuous chips that have a bulk ratio of approximately 68 were produced under machining dry conditions.
- (5)
- The near dry machining process generates dry chips that can be considered as an initiative towards the cleaner production.
Author Contributions
Conflicts of Interest
References
- Singh, G.; Gupta, M.K.; Mia, M.; Sharma, V.S. Modeling and optimization of tool wear in MQL-assisted milling of Inconel 718 superalloy using evolutionary techniques. Int. J. Adv. Manuf. Technol. 2018, 97, 481–494. [Google Scholar] [CrossRef]
- Davoodi, B.; Hosseini Tazehkandi, A. Cutting forces and surface roughness in wet machining of Inconel alloy 738 with coated carbide tool. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2014, 230, 215–226. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P. Machining comparison of aerospace materials considering minimum quantity cutting fluid: A clean and green approach. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2017, 231, 1445–1464. [Google Scholar] [CrossRef]
- Yılmaz, B.; Karabulut, Ş.; Güllü, A. Performance analysis of new external chip breaker for efficient machining of Inconel 718 and optimization of the cutting parameters. J. Manuf. Process. 2018, 32, 553–563. [Google Scholar] [CrossRef]
- Güllü, A.; Karabulut, Ş. Dynamic Chip Breaker Design for Inconel 718 Using Positive Angle Tool Holder. Mater. Manuf. Process. 2008, 23, 852–857. [Google Scholar] [CrossRef]
- Akhyar Ibrahim, G.; Che Haron, C.H.; Abdul Ghani, J.; Said, A.Y.M.; Abu Yazid, M.Z. Performance of PVD-coated carbide tools when turning inconel 718 in dry machining. Adv. Mech. Eng. 2011, 3, 790975. [Google Scholar] [CrossRef]
- Abbas, A.; Pimenov, D.; Erdakov, I.; Taha, M.; El Rayes, M.; Soliman, M. Artificial Intelligence Monitoring of Hardening Methods and Cutting Conditions and Their Effects on Surface Roughness, Performance, and Finish Turning Costs of Solid-State Recycled Aluminum Alloy 6061 Сhips. Metals 2018, 8, 394. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Nieslony, P.; Tyliszczak, B.; Pusavec, F. Tool wear characterizations in finish turning of AISI 1045 carbon steel for MQCL conditions. Wear 2017, 372–373, 54–67. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Influence of single and dual cryogenic jets on machinability characteristics in turning of Ti-6Al-4V. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2017. [Google Scholar] [CrossRef]
- Mia, M.; Khan, M.A.; Rahman, S.S.; Dhar, N.R. Mono-objective and multi-objective optimization of performance parameters in high pressure coolant assisted turning of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 90, 109–118. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Effect of High Pressure Coolant Jet on Cutting Temperature, Tool Wear and Surface Finish in Turning Hardened (HRC 48) Steel. J. Mech. Eng. 2015, 45, 1–6. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Güllü, A. Multi-response optimization of minimum quantity lubrication parameters using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25. J. Clean. Prod. 2015, 91, 347–357. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Pusavec, F.; Szydlowski, M.; Legutko, S.; Sobczak-Kupiec, A. A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int. J. Mach. Tools Manuf. 2016, 100, 81–92. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Güllü, A. Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J. Clean. Prod. 2014, 65, 604–616. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.K.; Sharma, V.S. Investigations on Surface Roughness Measurement in Minimum Quantity Lubrication Turning of Titanium Alloys Using Response Surface Methodology and Box—Cox Transformation. J. Manuf. Sci. Prod. 2016. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.K.; Singh, G.; Sharma, V.S. Sustainable machining of aerospace material—Ti (grade-2) alloy: Modeling and optimization. J. Clean. Prod. 2017, 147. [Google Scholar] [CrossRef]
- Gupta, K.; Laubscher, R.F. Sustainable machining of titanium alloys: A critical review. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2016, 231, 2543–2560. [Google Scholar] [CrossRef]
- Sharma, V.S.; Singh, G.; Sørby, K. A Review on Minimum Quantity Lubrication for Machining Processes. Mater. Manuf. Process. 2015, 30, 935–953. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Improved Machining Performance with Nanoparticle Enriched Cutting Fluids under Minimum Quantity Lubrication (MQL) Technique: A Review. Mater. Today Proc. 2015, 2, 3545–3551. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.K. Surface roughness measurements in NFMQL assisted turning of titanium alloys: An optimization approach. Friction 2017, 5, 155–170. [Google Scholar] [CrossRef] [Green Version]
- Dureja, J.S.; Singh, R.; Singh, T.; Singh, P.; Dogra, M.; Bhatti, M.S. Performance evaluation of coated carbide tool in machining of stainless steel (AISI 202) under minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf. Technol. 2015, 2, 123–129. [Google Scholar] [CrossRef] [Green Version]
- Singh, G.; Sharma, V.S. Analyzing machining parameters for commercially puretitanium (Grade 2), cooled using minimum quantity lubrication assisted by a Ranque-Hilsch vortex tube. Int. J. Adv. Manuf. Technol. 2017, 88, 2921–2928. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.K.; Sharma, V.S. Optimization of machining parameters and cutting fluids during nano-fluid based minimum quantity lubrication turning of titanium alloy by using evolutionary techniques. J. Clean. Prod. 2016, 135, 1276–1288. [Google Scholar] [CrossRef]
- Li, H.Z.; Zeng, H.; Chen, X.Q. An experimental study of tool wear and cutting force variation in the end milling of Inconel 718 with coated carbide inserts. J. Mater. Process. Technol. 2006, 180, 296–304. [Google Scholar] [CrossRef] [Green Version]
- Devillez, A.; Le Coz, G.; Dominiak, S.; Dudzinski, D. Dry machining of Inconel 718, workpiece surface integrity. J. Mater. Process. Technol. 2011, 211, 1590–1598. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S.; Mohanty, A. Investigation on Some Machinability Aspects of Inconel 825 During Dry Turning. Mater. Manuf. Process. 2015, 30, 1026–1034. [Google Scholar] [CrossRef]
- Zhang, S.; Li, J.F.; Wang, Y.W. Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J. Clean. Prod. 2012, 32, 81–87. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M’Saoubi, R.; Kopac, J.; Dillon, O.W.; Jawahir, I.S. Sustainable machining of high temperature Nickel alloy—Inconel 718: Part 1—Predictive performance models. J. Clean. Prod. 2014, 81, 255–269. [Google Scholar] [CrossRef]
- Hosseini Tazehkandi, A.; Shabgard, M.; Pilehvarian, F. On the feasibility of a reduction in cutting fluid consumption via spray of biodegradable vegetable oil with compressed air in machining Inconel 706. J. Clean. Prod. 2015, 104, 422–435. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M’Saoubi, R.; Kopac, J.; Dillon, O.W.; Jawahir, I.S. Sustainable machining of high temperature Nickel alloy—Inconel 718: Part 2—Chip breakability and optimization. J. Clean. Prod. 2015, 87, 941–952. [Google Scholar] [CrossRef]
- Marques, A.; Narala, S.K.R.; Machado, A.; Gunda, R.K.; Josyula, S.K.; Da Silva, R.; Da Silva, M. Performance assessment of MSQL: Minimum quantity solid lubricant during turning of Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 1144–1159. [Google Scholar] [CrossRef]
- Tazehkandi, A.H.; Shabgard, M.; Kiani, G.; Pilehvarian, F. Investigation of the influences of PCBN tool on the reduction of cutting fluid consumption and increase of machining parameters range in turning Inconel 783 using spray mode of cutting fluid with compressed air. J. Clean. Prod. 2016, 135, 1637–1649. [Google Scholar] [CrossRef]
- Gupta, M.K.; Sood, P.K.; Sharma, V.S. Machining Parameters Optimization of Titanium Alloy Using Response Surface Methodology and Particle Swarm Optimization Under Minimum Quantity Lubrication Environment. Mater. Manuf. Process. 2016, 31, 1671–1682. [Google Scholar] [CrossRef]
- Islam, A.K.; Mia, M.; Dhar, N.R. Effects of internal cooling by cryogenic on the machinability of hardened steel. Int. J. Adv. Manuf. Technol. 2016, 90, 11–20. [Google Scholar] [CrossRef]
- Hosseini Tazehkandi, A.; Pilehvarian, F.; Davoodi, B. Experimental investigation on removing cutting fluid from turning of Inconel 725 with coated carbide tools. J. Clean. Prod. 2014, 80, 271–281. [Google Scholar] [CrossRef]
- Tazehkandi, A.H.; Shabgard, M.; Pilehvarian, F. Application of liquid nitrogen and spray mode of biodegradable vegetable cutting fluid with compressed air in order to reduce cutting fluid consumption in turning Inconel 740. J. Clean. Prod. 2015, 108, 90–103. [Google Scholar] [CrossRef]
- Wang, C.D.; Chen, M.; An, Q.L.; Wang, M.; Zhu, Y.H. Tool wear performance in face milling Inconel 182 using minimum quantity lubrication with different nozzle positions. Int. J. Precis. Eng. Manuf. 2014, 15, 557–565. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author and Year | W/P & Tool Material | Cutting Parameters | Cooling Types | Work Done/Investigations | Results/Remarks |
|---|---|---|---|---|---|
| Li et al., 2006 [26] | Inconel-718, coated carbide inserts | Milling | Dry | Tool wear & cutting force | - |
| Devillez et al., 2011 [27] | Inconel-718, coated carbide inserts | Vc: 40, 60, 80 m/min, f: 0.1 mm/rev, ap: 0.5 mm | Dry and wet | Cutting forces, surface roughness, Surface quality, Tool life Residual stresses etc. | Dry machining with a coated carbide tool leads to potentially acceptable results |
| Thakur et al., 2015 [28] | Inconel 825, Coated and uncoated carbide inserts | Vc: 51, 84, 124 m/min, f: 0.198 mm/rev; ap: 1 mm | Dry | Chip morphology, chip thickness ratio, tool wear, surface, and sub-surface integrity | Coated tools were superior when compared with uncoated tools |
| Zhang et al., 2012 [29] | Inconel-718, Coated Carbide Inserts | Milling operation: Vc: 55 m/min, feed/tooth:0.1 mm/tooth, ap: 0.5 mm(axial), 1 mm (radial) | Dry, MQL | Tool life and cutting force | Improved tool life with lower cutting forces due to the MQL conditions |
| Pusavec et al., 2014 [30] | Inconel-718, Coated Carbide Inserts | Vc: 30, 60, 90, 120 m/min, f: 0.05, 0.12, 0.18, 0.25 mm/rev, ap: 0.2, 0.63, 1.07, 1.50 mm | Dry, MQL, Cryo, Cryo-lubrication | Tool-wear, surface roughness, cutting forces, chip breakability measurements | Cryo-lubrication shows the most beneficial performances because of low temperature of liquid nitrogen |
| Tazehkandi et al., 2015 [31] | Inconel-706, Coated Carbide Inserts | Vc: 30, 50, 70, 90 m/min, f: 0.08, 0.10, 0.12, 0.14 mm/rev, ap: 0.1, 0.4, 0.7 mm | Wet, MQL | Cutting force, surface roughness, and cutting temperature | By using MQL, the values of selected responses are lower than wet cooling |
| Tazehkandi et al., 2015 [34] | Inconel-783, PCBN Inserts | Vc: 60, 100, 140, 180 m/min, f: 0.1, 0.15, 0.20, 0.25 mm/rev, ap: 0.2, 0.6, 1, 1.4 mm | Wet, MQL | Cutting force, surface roughness, and cutting temperature | Utilizing a PCBN tool in MQL model can reduce the selected responses |
| Pusavec et al., 2015 [32] | Inconel-718, Coated Carbide Inserts | Vc: 30, 60, 90, 120 m/min, f: 0.05, 0.12, 0.18, 0.25 mm/rev, ap: 0.2, 0.63, 1.07, 1.50 mm | Dry, MQL, Cryo, Cryo-lubrication | Tool-wear, surface roughness, cutting forces, chip breakability measurements, MRR | - |
| Marques et al., 2015 [33] | Inconel-718, Coated Carbide Inserts | Vc: 100 m/min, f: 0.15 mm/rev, ap: 1.5 mm | Wet, MQL, MQSL | Tool-wear, surface roughness, cutting forces, and micro-hardness | MQSL shows very promising results followed by MQL and wet machining |
| Element | Ni | Cr | Fe | C | Al | Ti | Al + Ti |
| Composition (%) | 30.0–35.0 | 19.0–23.0 | 39.5 min | 0.10 max | 0.15–0.60 | 0.15–0.60 | 0.30–1.20 |
| Heat Treatment | Intermediate Treatment | Final Treatment |
|---|---|---|
| 1050 °C for 2 h, air cool | 850 °C for 6 h, air cool | 700 °C for 2 h, air cool |
| Cutting Conditions | Dry | NDM |
|---|---|---|
| Vc= 200 m/min f = 0.10 mm/rev |  |  |
| Vc= 250 m/min f = 0.15 mm/rev |  |  |
| Vc= 300 m/min f = 0.2 mm/rev |  |  |
| Long continuous chips of a blue color | Small helical chips of a light golden color | |
| Average bulk ratio of 68 | Average bulk ratio of 8.1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gupta, M.K.; Pruncu, C.I.; Mia, M.; Singh, G.; Singh, S.; Prakash, C.; Sood, P.K.; Gill, H.S. Machinability Investigations of Inconel-800 Super Alloy under Sustainable Cooling Conditions. Materials 2018, 11, 2088. https://doi.org/10.3390/ma11112088
Gupta MK, Pruncu CI, Mia M, Singh G, Singh S, Prakash C, Sood PK, Gill HS. Machinability Investigations of Inconel-800 Super Alloy under Sustainable Cooling Conditions. Materials. 2018; 11(11):2088. https://doi.org/10.3390/ma11112088
Chicago/Turabian StyleGupta, Munish Kumar, Catalin Iulian Pruncu, Mozammel Mia, Gurraj Singh, Sunpreet Singh, Chander Prakash, P. K. Sood, and Harjot Singh Gill. 2018. "Machinability Investigations of Inconel-800 Super Alloy under Sustainable Cooling Conditions" Materials 11, no. 11: 2088. https://doi.org/10.3390/ma11112088
APA StyleGupta, M. K., Pruncu, C. I., Mia, M., Singh, G., Singh, S., Prakash, C., Sood, P. K., & Gill, H. S. (2018). Machinability Investigations of Inconel-800 Super Alloy under Sustainable Cooling Conditions. Materials, 11(11), 2088. https://doi.org/10.3390/ma11112088