Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Wood Samples
2.2. Acidic Bleaching with H2O2/HAc
2.3. Soda Pulping with NaOH
2.4. Raman Analysis
2.5. Shrinkage and Swelling
2.6. Light Microscopy
3. Results and Discussion
3.1. Comparative Chemical Investigation of Acidic Bleaching and Soda Pulping of Spruce Wood Cross Sections by Confocal Raman Spectroscopy
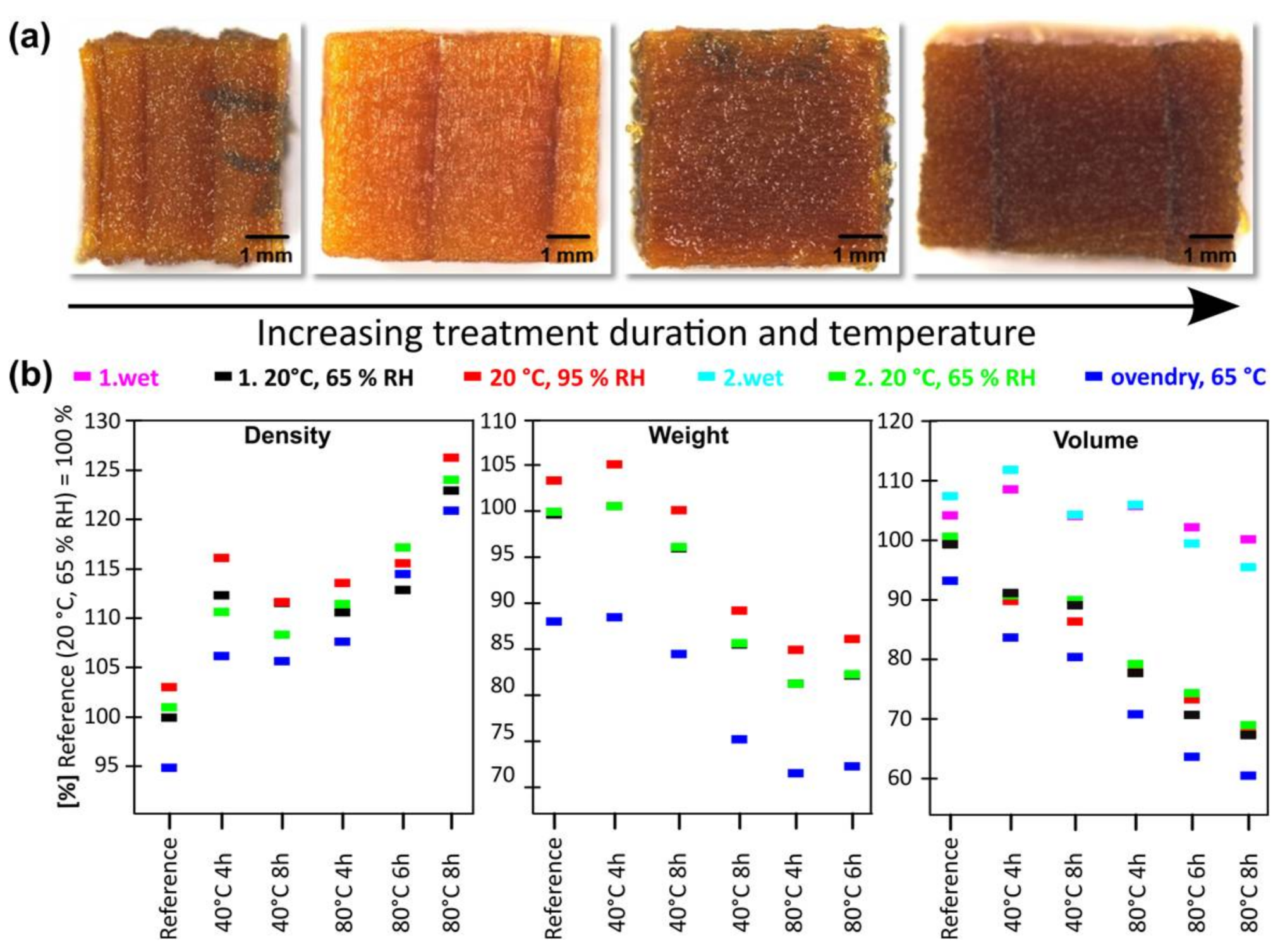
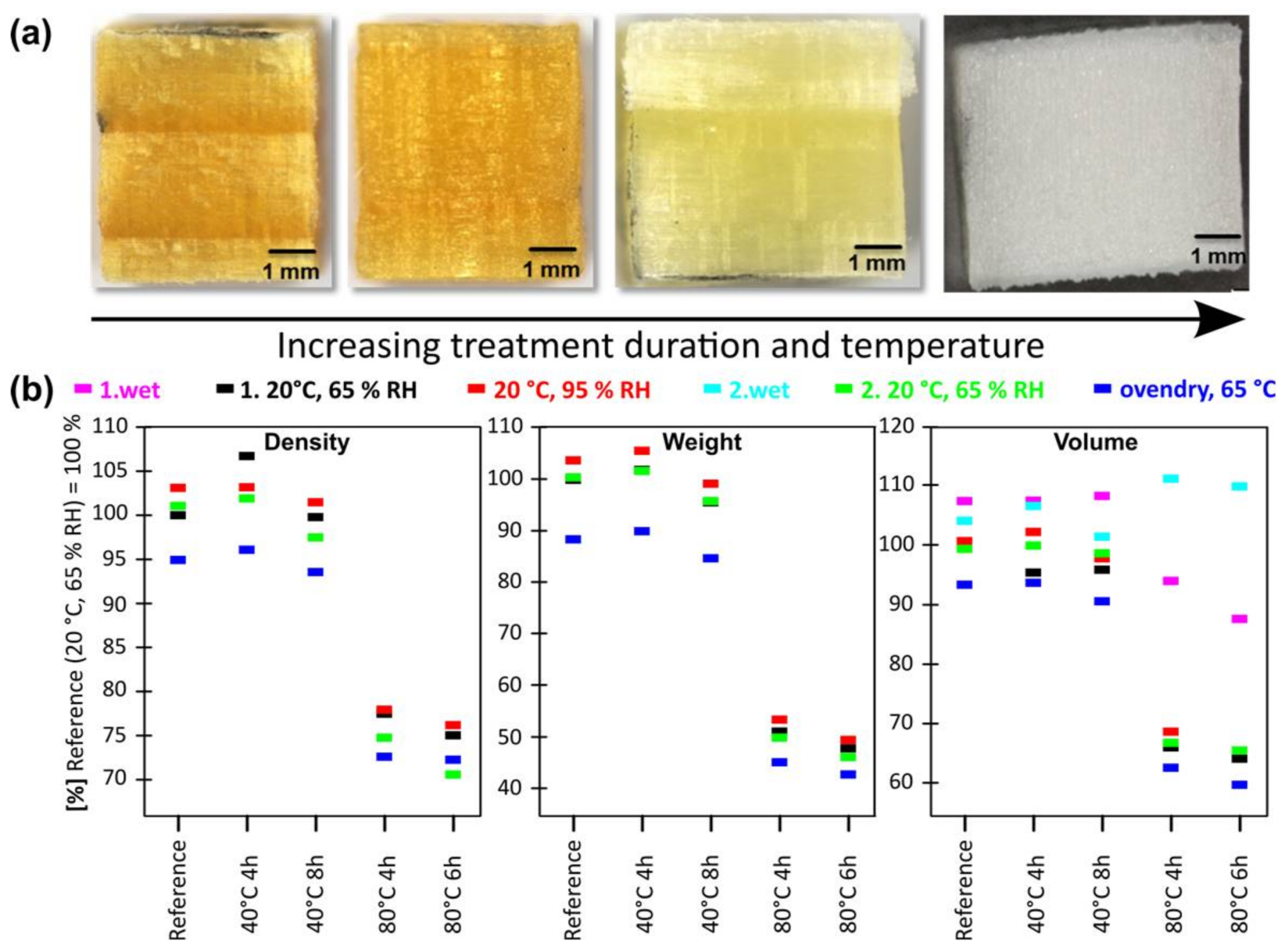
3.2. Application of Acidic Bleaching and Soda Pulping as Delignification Procedures for the Preparation of Hierarchical Cellulose Scaffolds at a Small Macroscopic Scale
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sanchez, C.; Arribart, H.; Guille, M.M.G. Biomimetism and bioinspiration as tools for the design of innovative materials and systems. Nat. Mater. 2005, 4, 277–288. [Google Scholar] [CrossRef] [PubMed]
- Studart, A.R. Towards High-Performance Bioinspired Composites. Adv. Mater. 2012, 24, 5024–5044. [Google Scholar] [CrossRef] [PubMed]
- Wegst, U.G.K.; Bai, H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Bioinspired structural materials. Nat. Mater. 2015, 14, 23–36. [Google Scholar] [CrossRef] [PubMed]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindstrom, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A New Family of Nature-Based Materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.Y.; Aitomaki, Y.; Berglund, L.A.; Oksman, K.; Bismarck, A. On the use of nanocellulose as reinforcement in polymer matrix composites. Compos. Sci. Technol. 2014, 105, 15–27. [Google Scholar] [CrossRef]
- Zimmermann, T.; Bordeanu, N.; Strub, E. Properties of nanofibrillated cellulose from different raw materials and its reinforcement potential. Carbohydr. Polym. 2010, 79, 1086–1093. [Google Scholar] [CrossRef]
- Lakes, R. Materials with structural hierarchy. Nature 1993, 361, 511–515. [Google Scholar] [CrossRef]
- Weinkamer, R.; Fratzl, P. Mechanical adaptation of biological materials—The examples of bone and wood. Mater. Sci. Eng. C 2011, 31, 1164–1173. [Google Scholar] [CrossRef]
- Cabane, E.; Keplinger, T.; Merk, V.; Hass, P.; Burgert, I. Renewable and Functional Wood Materials by Grafting Polymerization Within Cell Walls. ChemSusChem 2014, 7, 1020–1025. [Google Scholar] [CrossRef] [PubMed]
- Keplinger, T.; Cabane, E.; Berg, J.K.; Segmehl, J.S.; Bock, P.; Burgert, I. Smart Hierarchical Bio-Based Materials by Formation of Stimuli-Responsive Hydrogels inside the Microporous Structure of Wood. Adv. Mater. Interfaces 2016, 3. [Google Scholar] [CrossRef]
- Lv, S.Y.; Fu, F.; Wang, S.Q.; Huang, J.D.; Hu, L. Novel wood-based all-solid-state flexible supercapacitors fabricated with a natural porous wood slice and polypyrrole. RSC Adv. 2015, 5, 2813–2818. [Google Scholar] [CrossRef]
- Merk, V.; Chanana, M.; Gierlinger, N.; Hirt, A.M.; Burgert, I. Hybrid Wood Materials with Magnetic Anisotropy Dictated by the Hierarchical Cell Structure. ACS Appl. Mater. Interfaces 2014, 6, 9760–9767. [Google Scholar] [CrossRef] [PubMed]
- Merk, V.; Chanana, M.; Keplinger, T.; Gaan, S.; Burgert, I. Hybrid wood materials with improved fire retardance by bio-inspired mineralisation on the nano- and submicron level. Green Chem. 2015, 17, 1423–1428. [Google Scholar] [CrossRef]
- Trey, S.; Olsson, R.T.; Strom, V.; Berglund, L.; Johansson, M. Controlled deposition of magnetic particles within the 3-D template of wood: Making use of the natural hierarchical structure of wood. RSC Adv. 2014, 4, 35678–35685. [Google Scholar] [CrossRef]
- Li, Y.Y.; Fu, Q.L.; Yu, S.; Yan, M.; Berglund, L. Optically Transparent Wood from a Nanoporous Cellulosic Template: Combining Functional and Structural Performance. Biomacromolecules 2016, 17, 1358–1364. [Google Scholar] [CrossRef] [PubMed]
- Yu, Z.Y.; Yao, Y.J.; Yao, J.N.; Zhang, L.M.; Chen, Z.; Gao, Y.F.; Luo, H.J. Transparent wood containing CsxWO3 nanoparticles for heat-shielding window applications. J. Mater. Chem. A 2017, 5, 6019–6024. [Google Scholar] [CrossRef]
- Zhu, M.W.; Song, J.W.; Li, T.; Gong, A.; Wang, Y.B.; Dai, J.Q.; Yao, Y.G.; Luo, W.; Henderson, D.; Hu, L.B. Highly Anisotropic, Highly Transparent Wood Composites. Adv. Mater. 2016, 28, 5181–5187. [Google Scholar] [CrossRef] [PubMed]
- Hendriks, A.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Hu, F.; Hubbell, C.A.; Ragauskas, A.J.; Wyman, C.E. Comparison of laboratory delignification methods, their selectivity and impacts on physiochemical characteristics of cellulosic biomass. Bioresour. Technol. 2013, 130, 372–381. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Mago, G.; Balan, V.; Wyman, C.E. Physical and chemical characterizations of corn stover and poplar solids resulting from leading pre-treatment technologies. Bioresour. Technol. 2009, 100, 3948–3962. [Google Scholar] [CrossRef] [PubMed]
- Brandstrom, J. Micro- and ultrastructural aspects of Norway spruce tracheids: A review. IAWA J. 2001, 22, 333–353. [Google Scholar] [CrossRef]
- Gierer, J. Chemistry of delignification 1. General concept and reactions during pulping. Wood Sci. Technol. 1985, 19, 289–312. [Google Scholar]
- Gierer, J. Chemistry of delignification 2. Reactions of lignins during bleaching. Wood Sci. Technol. 1986, 20, 1–33. [Google Scholar] [CrossRef]
- Atalla, R.H.; Agarwal, U.P. Recording raman-spectra from plant-cell walls. J. Raman Spectrosc. 1986, 17, 229–231. [Google Scholar] [CrossRef]
- Gierlinger, N.; Keplinger, T.; Harrington, M. Imaging of plant cell walls by confocal Raman microscopy. Nat. Protoc. 2012, 7, 1694–1708. [Google Scholar] [CrossRef] [PubMed]
- Gierlinger, N.; Schwanninger, M. Chemical imaging of poplar wood cell walls by confocal Raman microscopy. Plant Physiol. 2006, 140, 1246–1254. [Google Scholar] [CrossRef] [PubMed]
- Schenzel, K.; Fischer, S. NIR FT Raman spectroscopy—A rapid analytical tool for detecting the transformation of cellulose polymorphs. Cellulose 2001, 8, 49–57. [Google Scholar] [CrossRef]





© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Segmehl, J.S.; Studer, V.; Keplinger, T.; Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials 2018, 11, 517. https://doi.org/10.3390/ma11040517
Segmehl JS, Studer V, Keplinger T, Burgert I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 2018; 11(4):517. https://doi.org/10.3390/ma11040517
Chicago/Turabian StyleSegmehl, Jana S., Vanessa Studer, Tobias Keplinger, and Ingo Burgert. 2018. "Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications" Materials 11, no. 4: 517. https://doi.org/10.3390/ma11040517
APA StyleSegmehl, J. S., Studer, V., Keplinger, T., & Burgert, I. (2018). Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials, 11(4), 517. https://doi.org/10.3390/ma11040517