Facile Fabrication of a PDMS@Stearic Acid-Kaolin Coating on Lignocellulose Composites with Superhydrophobicity and Flame Retardancy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Lignocellulose Composites
2.3. Preparation of Stearic Acid Modified Kaolin (STA-KL) Powders
2.4. Preparation of PDMS@STA-KL Coating on Lignocellulose Composites
2.5. Characterization
3. Results and Discussion
3.1. XPS and FTIR Analysis
3.2. XRD Analysis
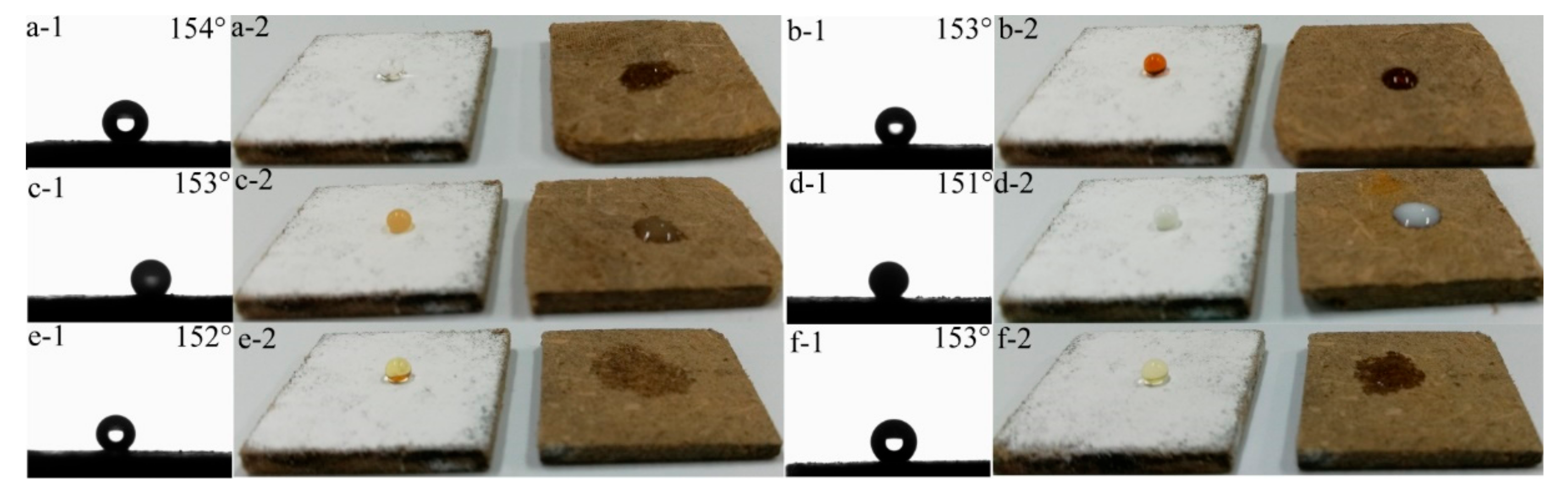
3.3. Wettability and Surface Morphology Analysis
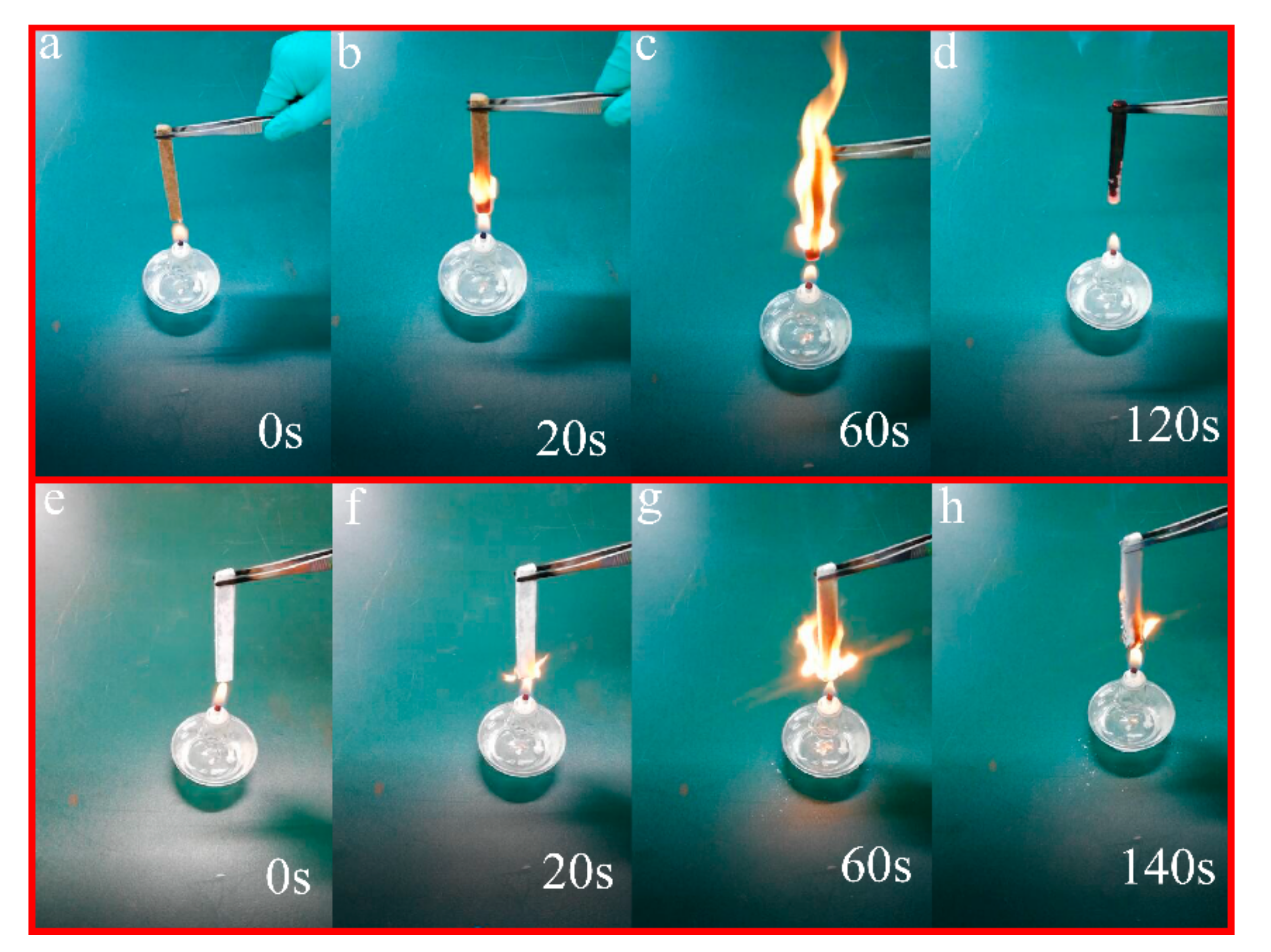
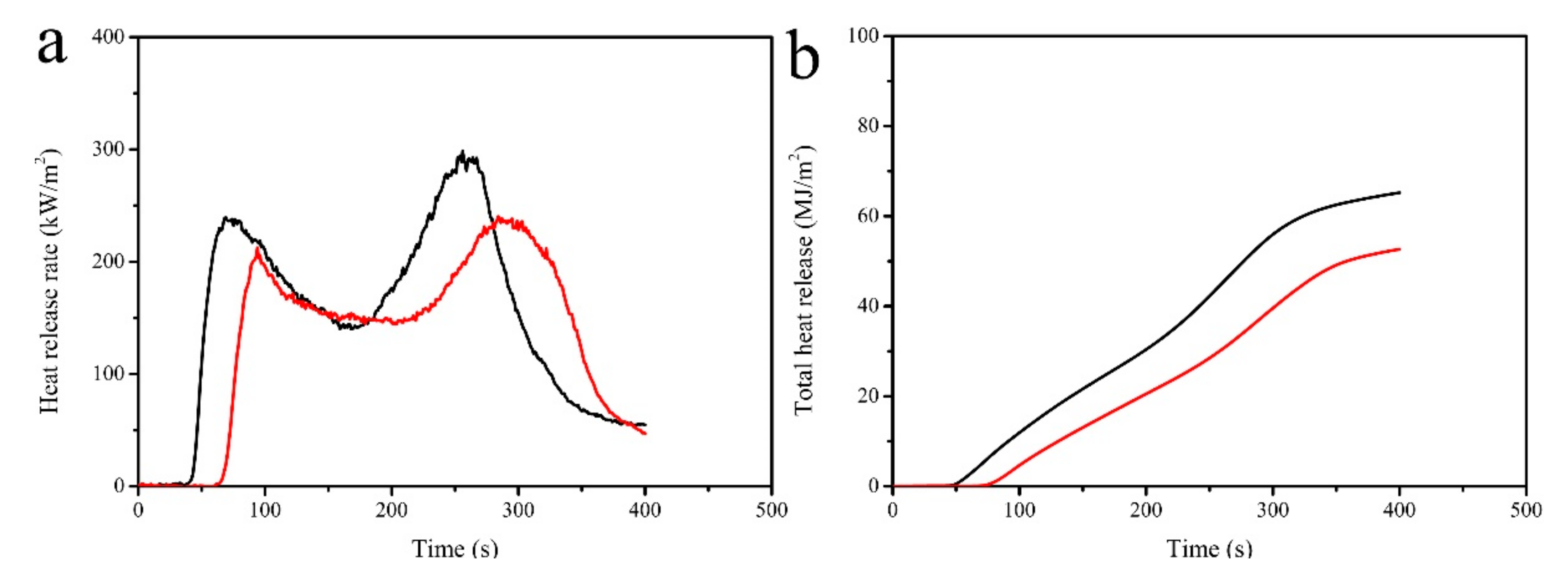
3.4. Flame Retardancy Analysis
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Li, D.L.; Ge, S.B.; Peng, W.X.; Wu, Q.D.; Wu, J.G. Chemical structure characteristics of wood/lignin composites during mold pressing. Polym. Compos. 2017, 38, 955–965. [Google Scholar] [CrossRef]
- Araújo Junior, C.P.; Coaquira, C.A.C.; Mattos, A.L.A.; de Souza Filho, M.D.S.M.; Feitosa, J.P.D.A.; Morais, J.P.S.D.; de Freitas Rosa, M. Binderless Fiberboards Made from Unripe Coconut Husks. Waste Biomass Valoriz. 2017, 1, 1–10. [Google Scholar] [CrossRef]
- Ji, X.; Guo, M. Facile surface hydrophobization of medium-density fiberboard (MDF) by silver deposition. Holzforschung 2017, 71, 337–340. [Google Scholar] [CrossRef]
- Tu, K.; Wang, X.; Kong, L.; Guan, H. Facile preparation of mechanically durable, self-healing and multifunctional superhydrophobic surfaces on solid wood. Mater. Des. 2018, 140, 30–36. [Google Scholar] [CrossRef]
- Jin, C.; Yao, Q.; Li, J.; Fan, B.; Sun, Q. Fabrication, superhydrophobicity, and microwave absorbing properties of the magnetic γ-Fe2O3/bamboo composites. Mater. Des. 2015, 85, 205–210. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Y.; Shi, L.; Li, J.; Guo, Z. Advances in the theory of superhydrophobic surfaces. J. Mater. Chem. 2012, 22, 20112. [Google Scholar] [CrossRef]
- Kong, L.; Tu, K.; Guan, H.; Wang, X. Growth of high-density ZnO nanorods on wood with enhanced photostability, flame retardancy and water repellency. Appl. Surf. Sci. 2017, 407, 479–484. [Google Scholar] [CrossRef]
- Guo, B.; Liu, Y.; Zhang, Q.; Wang, F.; Wang, Q.; Liu, Y.; Li, J.; Yu, H. Efficient Flame-Retardant and Smoke-Suppression Properties of Mg-Al-Layered Double-Hydroxide Nanostructures on Wood Substrate. ACS Appl. Mater. Interfaces 2017, 9, 23039–23047. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Liu, C.; Liu, G.; Zhang, M.; Li, J.; Wang, C. Fabrication of superhydrophobic wood surface by a sol-gel process. Appl. Surf. Sci. 2011, 258, 806–810. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, M.; Xu, Y.; Wang, S.; Liu, F.; Ma, M.; Zang, D.; Gao, Z. One-step synthesis of unique silica particles for the fabrication of bionic and stably superhydrophobic coatings on wood surface. Adv. Powder Technol. 2014, 25, 530–535. [Google Scholar] [CrossRef]
- Wu, Y.; Jia, S.; Wang, S.; Qing, Y.; Yan, N.; Wang, Q.; Meng, T. A facile and novel emulsion for efficient and convenient fabrication of durable superhydrophobic materials. Chem. Eng. J. 2017, 328, 186–196. [Google Scholar] [CrossRef]
- Chang, H.; Tu, K.; Wang, X.; Liu, J. Fabrication of mechanically durable superhydrophobic wood surfaces using polydimethylsiloxane and silica nanoparticles. RSC Adv. 2015, 5, 30647–30653. [Google Scholar] [CrossRef]
- Liu, H.; Huang, J.; Chen, Z.; Chen, G.; Zhang, K.Q.; Al-Deyab, S.S.; Lai, Y. Robust translucent superhydrophobic PDMS/PMMA film by facile one-step spray for self-cleaning and efficient emulsion separation. Chem. Eng. J. 2017, 330, 26–35. [Google Scholar] [CrossRef]
- Hsieh, C.T.; Chang, B.S.; Lin, J.Y. Improvement of water and oil repellency on wood substrates by using fluorinated silica nanocoating. Appl. Surf. Sci. 2011, 257, 7997–8002. [Google Scholar] [CrossRef]
- Wang, F.; Wang, L.; Wu, H.; Pang, J.; Gu, D.; Li, S. A lotus-leaf-like SiO2 superhydrophobic bamboo surface based on soft lithography. Colloid Surf. A 2017, 520, 834–840. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, H.; Yao, Q.; Fan, B.; Wang, C.; Xiong, Y.; Jin, C.; Sun, Q. Biomimetic taro leaf-like films decorated on wood surfaces using soft lithography for superparamagnetic and superhydrophobic performance. J. Mater. Sci. 2017, 52, 7428–7438. [Google Scholar] [CrossRef]
- Huang, J.; Wang, S.; Lyu, S. Facile Preparation of a Robust and Durable Superhydrophobic Coating Using Biodegradable Lignin-Coated Cellulose Nanocrystal Particles. Materials 2017, 10, 1080. [Google Scholar] [CrossRef] [PubMed]
- Long, M.; Peng, S.; Deng, W.; Miao, X.; Wen, N.; Zhou, Q.; Yang, X.; Deng, W. A robust superhydrophobic PDMS@ZnSn(OH)6 coating with under-oil self-cleaning and flame retardancy. J. Mater. Chem. A 2017, 5, 22761–22771. [Google Scholar] [CrossRef]
- Long, M.; Peng, S.; Deng, W.; Miao, X.; Wen, N.; Zhou, Q.; Deng, W. Highly efficient separation of surfactant stabilized water-in-oil emulsion based on surface energy gradient and flame retardancy. J. Colloid Interface Sci. 2018, 520, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Long, M.; Peng, S.; Deng, W.; Yang, X.; Miao, K.; Wen, N.; Deng, W. Robust and thermal-healing superhydrophobic surfaces by spin-coating of polydimethylsiloxane. J. Colloid Interface Sci. 2017, 508, 18–27. [Google Scholar] [CrossRef] [PubMed]
- Long, M.; Peng, S.; Yang, X.; Deng, W.; Wen, N.; Miao, K.; Deng, W. One-Step Fabrication of Non-Fluorinated Transparent Super-Repellent Surfaces with Tunable Wettability Functioning in Both Air and Oil. ACS Appl. Mater. Interfaces 2017, 9, 15857–15867. [Google Scholar] [CrossRef] [PubMed]
- Hashim, R.; How, L.S.; Kumar, R.N.; Sulaiman, O. Some of the properties of flame retardant medium density fiberboard made from rubberwood and recycled containers containing aluminum trihydroxide. Bioresour. Technol. 2005, 96, 1826–1831. [Google Scholar] [CrossRef] [PubMed]
- Fu, Q.; Medina, L.; Li, Y.; Carosio, F.; Hajian, A.; Berglund, L.A. Nanostructured Wood Hybrids for Fire-Retardancy Prepared by Clay Impregnation into the Cell Wall. ACS Appl. Mater. Interfaces 2017, 9, 36154–36163. [Google Scholar] [CrossRef] [PubMed]
- Li, B.; He, J. Investigation of mechanical property, flame retardancy and thermal degradation of LLDPE–wood-fibre composites. Polym. Degrad. Stab. 2004, 83, 241–246. [Google Scholar] [CrossRef]
- Altun, Y.; Doğan, M.; Bayramlı, E. The effect of red phosphorus on the fire properties of intumescent pine wood flour—LDPE composites. Fire Mater. 2016, 40, 697–703. [Google Scholar] [CrossRef]
- Ge, H.; Tang, G.; Hu, W.Z.; Wang, B.B.; Pan, Y.; Song, L.; Hu, Y. Aluminum hypophosphite microencapsulated to improve its safety and application to flame retardant polyamide 6. J. Hazard. Mater. 2015, 294, 186–194. [Google Scholar] [CrossRef] [PubMed]
- Zia-ul-Mustafa, M.; Ahmad, F.; Ullah, S.; Amir, N.; Gillani, Q.F. Thermal and pyrolysis analysis of minerals reinforced intumescent fire retardant coating. Prog. Org. Coat. 2017, 102, 201–216. [Google Scholar] [CrossRef]
- Batistella, M.; Otazaghine, B.; Sonnier, R.; Petter, C.; Lopez-Cuesta, J.M. Fire retardancy of polypropylene/kaolinite composites. Polym. Degrad. Stab. 2016, 129, 260–267. [Google Scholar] [CrossRef]
- Batistella, M.; Otazaghine, B.; Sonnier, R.; Caro-Bretelle, A.S.; Petter, C.; Lopez-Cuesta, J.M. Fire retardancy of ethylene vinyl acetate/ultrafine kaolinite composites. Polym. Degrad. Stab. 2014, 100, 54–62. [Google Scholar] [CrossRef]
- Chang, Z.H.; Guo, F.; Chen, J.F.; Yu, J.H.; Wang, G.Q. Synergistic flame retardant effects of nano-kaolin and nano-HAO on LDPE/EPDM composites. Polym. Degrad. Stab. 2007, 92, 1204–1212. [Google Scholar] [CrossRef]
- Qu, M.; Ma, X.; He, J.; Feng, J.; Liu, S.; Yao, Y.; Hou, L.; Liu, X. Facile Selective and Diverse Fabrication of Superhydrophobic, Superoleophobic-Superhydrophilic and Superamphiphobic Materials from Kaolin. ACS Appl. Mater. Interfaces 2017, 9, 1011–1020. [Google Scholar] [CrossRef] [PubMed]
- Qu, M.; Liu, S.; He, J.; Feng, J.; Yao, Y.; Ma, X.; Hou, L.; Liu, X. Fabrication of recyclable and durable superhydrophobic materials with wear/corrosion-resistance properties from kaolin and polyvinylchloride. Appl. Surf. Sci. 2017, 410, 299–307. [Google Scholar] [CrossRef]
- Ji, X.; Li, B.; Yuan, B.; Guo, M. Preparation and characterizations of a chitosan-based medium-density fiberboard adhesive with high bonding strength and water resistance. Carbohydr. Polym. 2017, 176, 273–280. [Google Scholar] [CrossRef] [PubMed]
- Kenne Diffo, B.B.; Elimbi, A.; Cyr, M.; Dika Manga, J.; Tchakoute Kouamo, H. Effect of the rate of calcination of kaolin on the properties of metakaolin-based geopolymers. J. Asian Ceram. Soc. 2015, 3, 130–138. [Google Scholar] [CrossRef]
- Si, Y.; Guo, Z.; Liu, W. A Robust Epoxy Resins @ Stearic Acid-Mg(OH)2 Micronanosheet Superhydrophobic Omnipotent Protective Coating for Real-Life Applications. ACS Appl. Mater. Interfaces 2016, 8, 16511–16520. [Google Scholar] [CrossRef] [PubMed]
- Loiola, A.R.; Andrade, J.C.; Sasaki, J.M.; da Silva, L.R. Structural analysis of zeolite NaA synthesized by a cost-effective hydrothermal method using kaolin and its use as water softener. J. Colloid Interfaces Sci. 2012, 367, 34–39. [Google Scholar] [CrossRef] [PubMed]
- Hessel, V.; Detemple, P.; Geiger, J.F.; Keil, M.; Schäfer, R.; Festag, R.; Wendorff, J.H. Low-temperature plasma treatment of magnesium stearate Langmuir-Blodgett films. Thin Solid Films 1996, 286, 241–251. [Google Scholar] [CrossRef]
- Huang, X.; Kong, X.; Cui, Y.; Ye, X.; Wang, X.; Shi, B. Durable superhydrophobic materials enabled by abrasion-triggered roughness regeneration. Chem. Eng. J. 2018, 336, 633–639. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | TTI a (s) | PHRR a (kW/m2) | TPHRR a (s) | FIGRA a (kW/m2 s) | THR a (MJ/m2) |
|---|---|---|---|---|---|
| LC | 33 | 295.5 | 256 | 1.2 | 65.2 |
| Coated LC | 73 | 240.2 | 284 | 0.8 | 52.7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Shen, X.; Qian, T.; Wang, J.; Sun, Q.; Jin, C. Facile Fabrication of a PDMS@Stearic Acid-Kaolin Coating on Lignocellulose Composites with Superhydrophobicity and Flame Retardancy. Materials 2018, 11, 727. https://doi.org/10.3390/ma11050727
Wang Z, Shen X, Qian T, Wang J, Sun Q, Jin C. Facile Fabrication of a PDMS@Stearic Acid-Kaolin Coating on Lignocellulose Composites with Superhydrophobicity and Flame Retardancy. Materials. 2018; 11(5):727. https://doi.org/10.3390/ma11050727
Chicago/Turabian StyleWang, Zhe, Xiaoping Shen, Temeng Qian, Junjie Wang, Qingfeng Sun, and Chunde Jin. 2018. "Facile Fabrication of a PDMS@Stearic Acid-Kaolin Coating on Lignocellulose Composites with Superhydrophobicity and Flame Retardancy" Materials 11, no. 5: 727. https://doi.org/10.3390/ma11050727
APA StyleWang, Z., Shen, X., Qian, T., Wang, J., Sun, Q., & Jin, C. (2018). Facile Fabrication of a PDMS@Stearic Acid-Kaolin Coating on Lignocellulose Composites with Superhydrophobicity and Flame Retardancy. Materials, 11(5), 727. https://doi.org/10.3390/ma11050727