The Effects of Silica-Based Fillers on the Properties of Epoxy Molding Compounds

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Filler Properties
- (1)
- Glass beads: Glass beads are spherical shaped particles that are produced by the melting and molding of fine glass powder. With their round shape, we might obtain high loadings, and hence, stiffness, but in the absence of sharp, stress raising edges, we can also achieve better toughness retention. In this work, we used glass beads with particle size distribution between 0 µm and 50 µm, which is represented in the image from the scanning electron microscope (SEM, JSM-IT300LV, JEOL, Tokyo, Japan), as shown in Figure 1a.
- (2)
- Foundry Sand: Foundry sand is a type of spherical ceramic casting sand with ball-shaped particles. It is made from bauxite by high-temperature melting in electric-arc furnace, spraying and cooling with the characteristics of high refractoriness and low thermal expansion. For this study, we applied particles between 50 µm and 200 µm, as shown in Figure 1b.
- (3)
- Crystalline Silica: Crystalline silica is usually produced by chemical purification and mechanically crushing natural quartz. Its morphology has irregular shapes with sharp corners, as shown in Figure 1c with average size of 30 µm.
- (4)
- Fused Silica: Fused silica is commonly made by melting crystalline silica at high temperatures of 1900–2500 °C, and then by crushing and pulverizing after re-solidification. Fused silica is amorphous powder, which is depicted in Figure 1d. The internal stress is released and the results in low density and in a smaller coefficient of thermal expansion than that of crystalline silica because of the melting and re-solidification processes.
2.3. Preparation of Epoxy Molding Compounds
2.4. Testing Methods
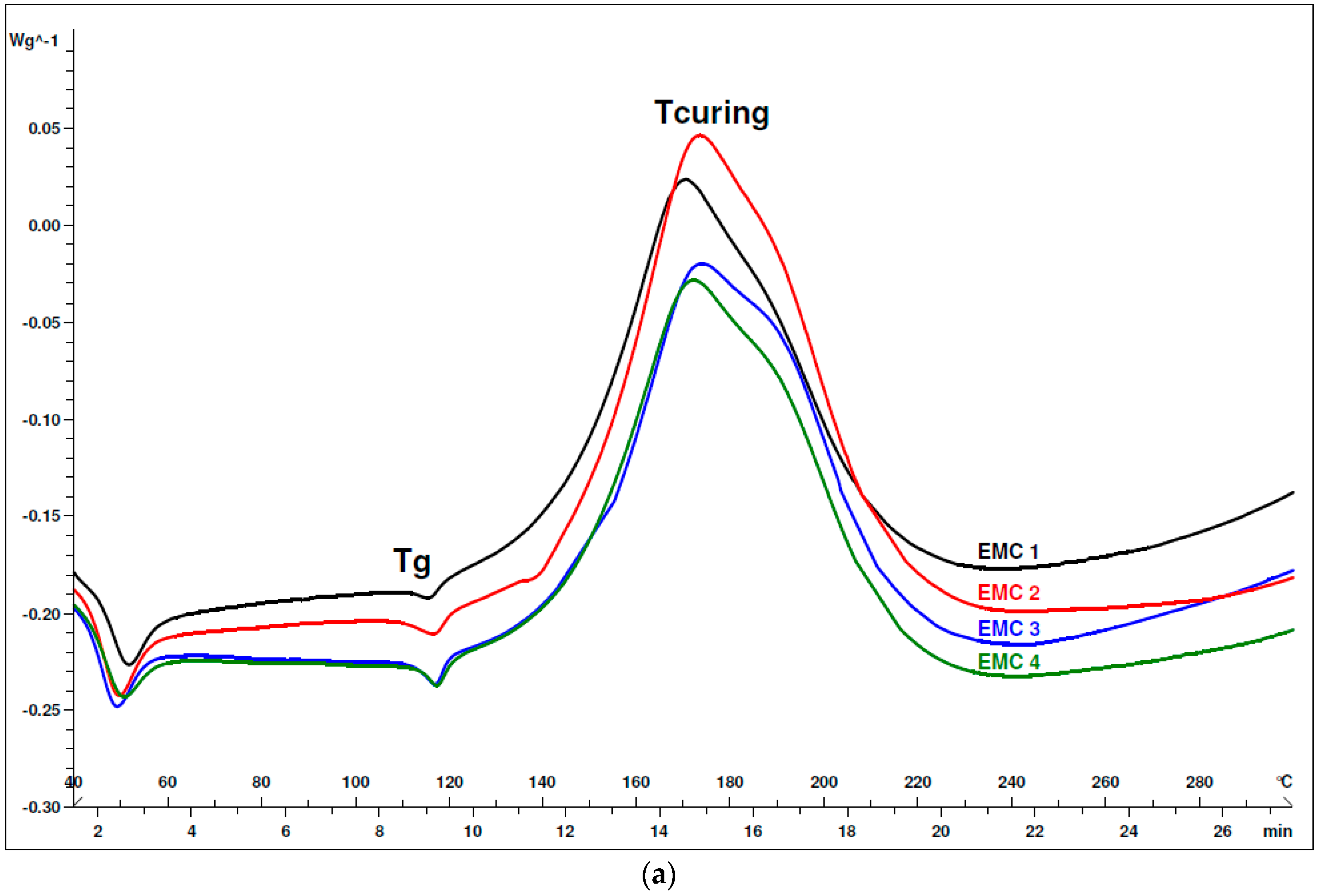
- Differential Scanning Calorimetry (DSC): The tested samples were heated in a thermal analyzer apparatus (DSC823e Module STARe System, Mettler Toledo, Greifensee, Switzerland). We determined the heat flow profiles of EMC materials before the molding process, after the molding process, and after the post curing regime. Aluminum pans with pierced lids containing 5–10 mg of tested samples were analyzed with a temperature rate of 10 °C/min from 25 °C to 300 °C under air environment.
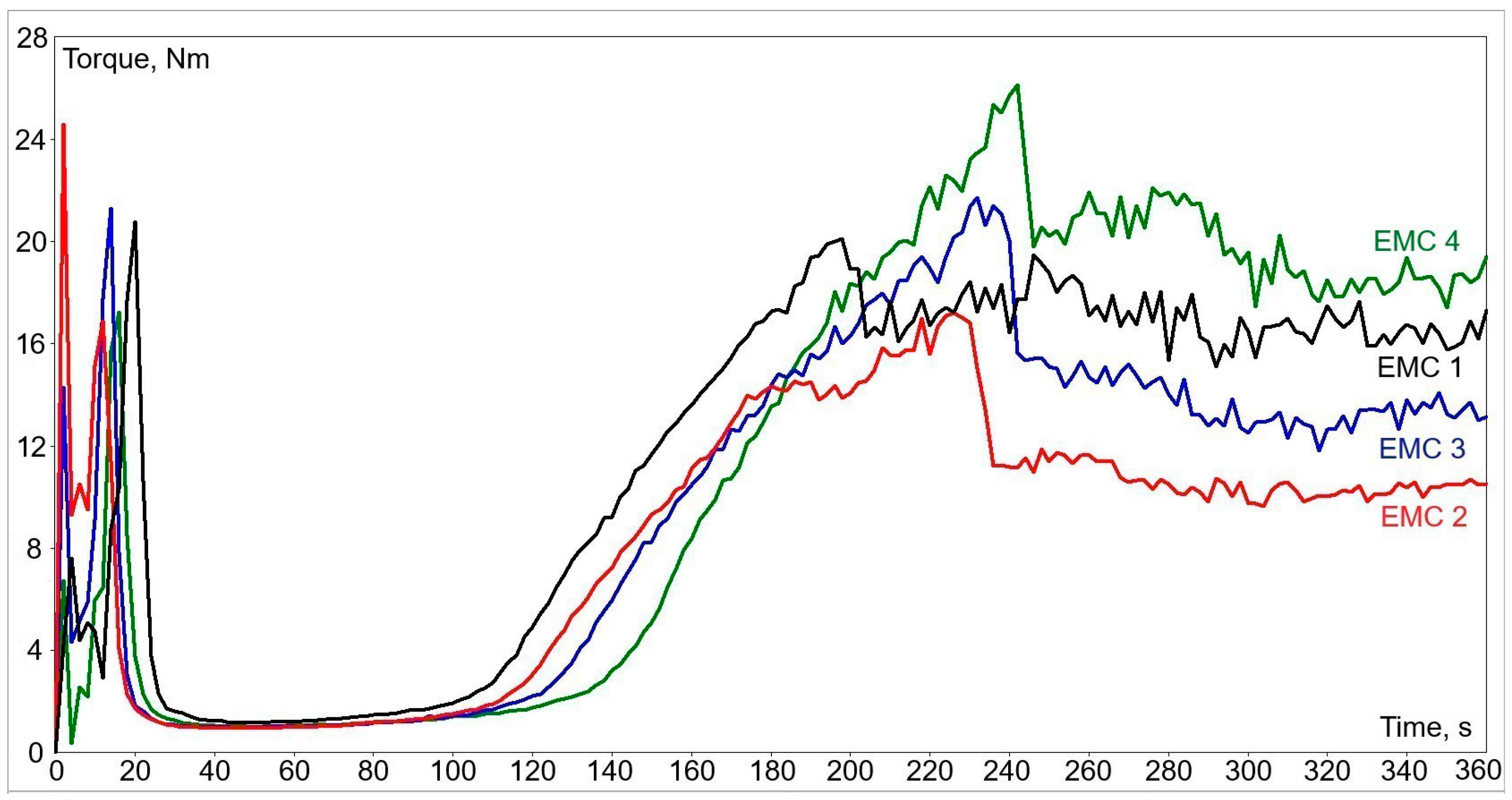
- Rheology analysis: The flow-curing behaviors of EMCs were measured using a torque rheometer (MB 30, Brabender, Duisburg, Germany). The tested samples were loaded into the heated mixer bowl at 150 °C, where were sheared by a triangle shaped mixing blades at 50 rpm for approximately 6 min. The torque of mixing blades that were connected to a drive unit was measured and recorded during the mixing process. The torque during the mixing process mirrors the resistance that the material opposes to the rotating blades, and it is measured as a function of time.
- Flow spiral length: Spiral flow is a standardized test (ASTM D3123) of epoxy molding compounds to check the flowability that is extensively used in the manufacturing. For this test, the flow spiral length of EMCs was examined in the testing machine Lauffer Pressen UVKO 25 (Horb am Neckar, Germany). Typically, the standard molding temperature and the transfer pressure are (150 ± 3) °C and 69 bar.
- Specific surface area (BET method): The specific surface area of fillers was measured while using the N2 adsorption-desorption BET method (TriStar 3000, Micromeritics, Norcross, GA, USA).
- Density: The densities of cured EMCs final test products were measured with a high precision analytical balance in water with a density kit attached (XP205 DeltaRange, Mettler Toledo, Greifensee, Switzerland) at room temperature.
- Mechanical test: The mechanical characterization of cured EMCs final test products was carried out using a static tensile machine (Z100, Zwick/Roell, Ulm, Germany). The tensile strength was analyzed on a hollow cylinder shaped samples, with the outer diameter 20.00 mm, inner diameter 12.00 mm, and height 15.00 mm.
3. Results and Discussion
3.1. Differential Scanning Calorimetry (DSC)
3.2. Rheology Analysis
3.3. Flow Spiral Length
3.4. Mechanical Properties
4. Conclusions
- (1)
- Irrespective of filler types, Tg and curing temperature remain almost the same for all EMCs granulates, whereas the EMC final product with glass beads filler has the highest thermal decomposition temperature of all the presented EMCs.
- (2)
- The viscosity of EMCs molded granulates is the highest for glass beads type filler, while the others have comparable viscosity.
- (3)
- The flow spiral length of EMCs with different fillers in descending order is fused silica > foundry sand > crystalline silica > glass beads.
- (4)
- The tensile strength of EMCs final products with glass beads, foundry sand, and crystalline silica is nearly the same and it is independent of SiO2 weight content in the filler. The tensile strength for these EMCs final products is higher than for the EMC with fused silica.
Author Contributions
Funding
Conflicts of Interest
References
- Lupinski, J.H.; Moore, R.S. Polymer Materials for Electronics Packaging and Interconnection. ACS Symp. Ser. 1989, 407, 1–24. [Google Scholar]
- Dirlikov, S.; Frischinger, I.; Chen, Z. Phase Separation of Two-Phase Epoxy Thermosets That Contain Epoxidized Triglyceride Oils. In Advances in Chemistry Series Toughened Plastics II Novel Approaches in Science and Engineering Polymer Materials for Electronics Packaging mid Interconnection; American Chemical Society: Washigton, DC, USA, 1996; Volume 252, pp. 95–109. [Google Scholar]
- Oh, B.S.; Kim, H.S.; Ma, P. Effect of Rubber on Stress-Whitening in Epoxies Cured with 4,4’-Diaminodiphenyl Sulfone. In Advances in Chemistry Series Toughened Plastics II Novel Approaches in Science and Engineering Polymer Materials for Electronics Packaging mid Interconnection; American Chemical Society: Washington, DC, USA, 1996; Volume 252, pp. 111–118. [Google Scholar]
- Sandler, J.K.W.; Kirk, J.E.; Kinloch, I.A.; Shaffer, M.S.P.; Windle, A.H. Ultra-low electrical percolation threshold in carbon-nanotube-epoxy composites. Polymer 2003, 44, 5893–5899. [Google Scholar] [CrossRef]
- Kumfu, S.; Nhuapeng, W.; Tunkasiri, T. The Fabrication of Kevlar/Al2O3/Epoxy Resin laminated Composites by Low-Pressure Technique; Chiang Mai University: Chiang Mai, Thailand, 2011. [Google Scholar]
- Teh, P.L.; Mariatti, M.; Akil, H.M.; Yeoh, C.K.; Seetharamu, K.N.; Wagiman, A.N.R.; Beh, K.S. The properties of epoxy resin coated silica fillers composites. Mater. Lett. 2007, 61, 2156–2158. [Google Scholar] [CrossRef]
- Bello, S.A.; Agunsoye, J.O.; Hassan, S.B.; Zebase Kana, M.G.; Raheem, I.A. Epoxy Resin Based Composites, Mechanical and Tribological Properties: A Review. Tribol. Ind. 2015, 37, 500–524. [Google Scholar]
- Dąbrowska, A. Nanocarbon/epoxy composites: Preparation, properties, and applications. In Nanocarbon and Its Composites: Preparation, Properties and Applications, 1st ed.; Woodhead Publishing Series in Composites Science and Engineering: Duxford, UK, 2019; pp. 421–448. [Google Scholar]
- Odegard, G.M.; Clancy, T.C.; Gates, T.S. Modeling of the mechanical properties of nanoparticle/polymer composites. Polymer 2005, 46, 553–562. [Google Scholar] [CrossRef]
- Bujard, P.; Kuhnlein, G.; Ino, S.; Shiobara, T. Thermal conductivity of molding compounds for plastic packaging. IEEE Trans. Compon. Packag. Manuf. Technol. Part A 1994, 17, 527–532. [Google Scholar] [CrossRef]
- Moon, K.S.; Hwang, S.D.; Yoon, H.G.; Ryu, J.H.; Woo, S.W. High filler loading technique and its effects on the reliability of epoxy molding compound. In Proceedings of the 2nd Electronics Packaging Technology Conference, Singapore, 8–10 December 1998; IEEE: Piscataway, NJ, USA, 1998; pp. 318–324. [Google Scholar]
- Bae, J.-W.; Kim, W.; Cho, S.-H.; Lee, S.-H. The properties of AIN-Filled epoxy molding compounds by the effects of filler size distribution. J. Mater. Sci. 2000, 35, 5907–5913. [Google Scholar] [CrossRef]
- Sprenger, S. Epoxy resins modified with elastomers and surface-modified silica nanoparticles. Polymer 2013, 54, 4790–4797. [Google Scholar] [CrossRef] [Green Version]
- Rahmanian, S.; Suraya, A.R.; Roshanravan, B.; Othman, R.N.; Nasser, A.H.; Zahari, R.; Zainudin, E.S. The influence of multiscale fillers on the rheological and mechanical properties of carbon-nanotube-silica-reinforced epoxy composite. Mater Design 2015, 88, 227–235. [Google Scholar] [CrossRef]
- Ashik, K.P.; Sharma, R.S.; Raghavendra, N. Evaluation of Tensile, Modal and Fracture Properties of Jute/Epoxy Natural Composites with addition of Silicon Dioxide as Filler Material. Mater. Today Proc. 2017, 4, 9586–9591. [Google Scholar]
- Jo, H.S.; Lee, G.W. Investigation of Mechanical and Thermal Properties of Silica-Reinforced Epoxy Composites by Using Experiment and Empirical Model. Mater. Today Proc. 2017, 4, 6178–6187. [Google Scholar] [CrossRef]
- Liaw, Y.; Chou, J.-H. The Effects of Silica Fillers on the Properties of Encapsulation Molding Compounds. J. Electron. Packag. 2017, 139, 031007. [Google Scholar] [CrossRef]
- Li, H.; Liu, F.; Tian, H.; Wang, C.; Guo, Z.; Liu, P.; Peng, Z.; Wang, Q. Synergetic enhancement of mechanical and electrical strength in epoxy/silica nanocomposites via chemically-bonded interface. Compos. Sci. Technol. 2018, 167, 539–546. [Google Scholar] [CrossRef]
- Prasad, T.; Halder, S.; Dhar, S.S. Imidazole-supported silica one-pot processed nanoparticles to enhance toughness of epoxy based nanocomposites. Mater. Chem. Phys. 2019, 231, 75–86. [Google Scholar] [CrossRef]
- Gorczyk, J.; Bogdal, D. Curing of Solid Epoxy Resins with Dicyandiamide by DSC calorimetry. In Proceedings of the ECSOC-7, The Seventh International Electronic Conference on Synthetic Organic Chemistry, 1–30 November 2003; Seijas, J.A., Ji, D.-C., Lin, S.-K., Eds.; MDPI: Basel, Schwitzerland, 2003. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filler Mark | Type of Filler | Weight Content of SiO2, % | Bulk Density, g/cm3 | Specific Surface Area, m2/g |
|---|---|---|---|---|
| F1 | Glass beads | 68.00–75.00 | 1.36 | 0.38 |
| F2 | Foundry sand | 15.32–21.60 | 1.83 | 0.11 |
| F3 | Crystalline Silica | ≈99.70 | 1.06 | 0.86 |
| F4 | Fused Silica | ≈99.70 | 0.60 | 4.94 |
| Epoxy Molding Compound | Filler Mark | Tg, °C | Tcuring peak, °C | Tdecomposition, °C |
|---|---|---|---|---|
| EMC 1 | F1 | 113.8 | 170.4 | 221.0 |
| EMC 2 | F2 | 113.0 | 174.1 | 218.9 |
| EMC 3 | F3 | 113.8 | 174.1 | 217.8 |
| EMC 4 | F4 | 114.7 | 171.6 | 214.0 |
| Epoxy Molding Compound | Filler Mark | Torque Minimum, Nm | Residence Time, s | Reaction Time, s |
|---|---|---|---|---|
| EMC 1 | F1 | 1.2 | 87 | 154 |
| EMC 2 | F2 | 0.9 | 99 | 162 |
| EMC 3 | F3 | 1.0 | 109 | 191 |
| EMC 4 | F4 | 1.0 | 122 | 202 |
| After Molding Process | Post Curing Process | ||||||
|---|---|---|---|---|---|---|---|
| Epoxy Molding Compound | Filler Mark | Outer Diameter, cm | Inner Diameter, cm | Height, cm | Outer Diameter, cm | Inner Diameter, cm | Height, cm |
| EMC 1 | F1 | 19.93 | 12.033 | 14.99 | 19.93 | 12.036 | 14.99 |
| EMC 2 | F2 | 19.92 | 12.050 | 14.98 | 19.92 | 12.045 | 14.99 |
| EMC 3 | F3 | 19.92 | 12.044 | 14.97 | 19.92 | 12.046 | 14.98 |
| EMC 4 | F4 | 19.92 | 12.038 | 14.98 | 19.93 | 12.042 | 14.98 |
| Epoxy Molding Compound | Filler Mark | EMMI, inch | Density AM, g/cm3 | Density PC, g/cm3 | Tensile Strength, N |
|---|---|---|---|---|---|
| EMC 1 | F1 | 19.6 ± 1.2 | 1.904 | 1.894 | 1910 ± 130 |
| EMC 2 | F2 | 23.9 ± 0.4 | 1.967 | 1.958 | 1850 ± 120 |
| EMC 3 | F3 | 21.1 ± 0.6 | 1.934 | 1.924 | 1990 ± 240 |
| EMC 4 | F4 | 24.4 ± 0.7 | 1.876 | 1.864 | 1680 ± 200 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Linec, M.; Mušič, B. The Effects of Silica-Based Fillers on the Properties of Epoxy Molding Compounds. Materials 2019, 12, 1811. https://doi.org/10.3390/ma12111811
Linec M, Mušič B. The Effects of Silica-Based Fillers on the Properties of Epoxy Molding Compounds. Materials. 2019; 12(11):1811. https://doi.org/10.3390/ma12111811
Chicago/Turabian StyleLinec, Mitja, and Branka Mušič. 2019. "The Effects of Silica-Based Fillers on the Properties of Epoxy Molding Compounds" Materials 12, no. 11: 1811. https://doi.org/10.3390/ma12111811
APA StyleLinec, M., & Mušič, B. (2019). The Effects of Silica-Based Fillers on the Properties of Epoxy Molding Compounds. Materials, 12(11), 1811. https://doi.org/10.3390/ma12111811