1. Introduction
Titanium alloy thin-walled parts have found an increasingly wide use in the aviation manufacture industry because they can meet the requirements of high performance and high stability. Due to the low stiffness and high material removal rate, chattering occurs very easily in the machining process, which reduces the surface precision of the workpiece and the service life of cutters and machine tools, limiting production efficiency. It has become an urgent problem to be solved in the aviation manufacturing industry.
Titanium alloys are mostly machined at low speed. In the process of low-speed machining, the periodic friction and extrusion between the tool flank and the machined surface will produce a ploughing effect, which improves the processing stability [
1,
2]. Sisson et al [
3] and Peters et al [
4] studied the process-damping phenomenon in a low-speed cutting process with an experimental method. It was found that the ultimate cutting depth obtained by considering process-damping has been effectively improved, especially in the low-speed range. Wu et al [
5] constructed a ploughing force model which can accurately characterize the process-damping. It was assumed that ploughing force was a linear function of the total volume of the cutter–worker interference and ploughing coefficient. Subsequently, researchers have conducted in-depth research on the accurate acquisition of the total volume of cutter–worker interference and ploughing coefficient. Lee et al [
6] solved the relative vibration of tool–workpiece based on an iterative algorithm, and then obtained the total volume of tool–workpiece interference. The total volume of cutter–workpiece interference was calculated based on a numerical algorithm [
7]. Cao et al [
8] proposed two integration methods to calculate the cutter–worker interference area. The identification of ploughing coefficient is as follows. Wu et al [
5] calculated ploughing coefficient by the contact theory. Shawky et al [
9] identified ploughing coefficient by using the relationship between measured normal cutting force and static interference volume function. Tun et al [
10] proposed a method for identifying process-damping coefficients directly by experimental stability limits. Ahmadi et al [
11] presented a method to obtain the average process-damping coefficient of a dynamic cutting system by steady cutting experiments. Wan et al [
12] provided a new method to identify process-damping based on the model proposed by Ahmadi and a modal analysis method. In addition, Jin et al [
13] modeled process-damping through finite-element simulation of the vibration tool. Feng et al [
14] found that the cutting vibration is the key factor affecting process-damping. However, there is no consensus on the analysis of the process-damping effect.
The inherent properties of the workpiece (modal mass, stiffness, and damping ratio) change with the material removal, especially for the processing of weak rigid parts. This material removal effect makes it more difficult to accurately model the dynamic characteristics of the process system. The finite-element method (FEM) and the structural modification method (SDM) are often used to study material quality removal effect. Adetoro et al [
15], Song et al [
16], and Campa et al [
17] used a two-dimensional finite-element model to study the variation of workpiece modal parameters with the processing location and material removal. Combining with the stability solution method (frequency-domain method and semi-discrete method), the stability lobe diagrams under the corresponding working conditions were obtained. Ding et al [
18] proposed a 3D FEM model to predict the modal parameters of each machining step. FEM can effectively raise the prediction accuracy when the cutting step is reduced, but it also reduces the processing efficiency. Besides, FEM cannot simulate the condition of small radial depth of cut. The structural modification method was proposed by Özgüven et al [
19] in 1990. The main idea is to calculate the frequency-response function of the modified system by using the frequency-response function of the original system and modifying the dynamic structure matrix of the system. Salih et al [
20] and Budak et al [
21] obtained milling stability lobe diagrams with material removal based on structure-modification method and frequency-domain method. Song et al [
22] developed a new method for dynamic modification of equal mass structure to predict the variation of inherent properties of workpiece with material removal.
Accurate acquisition of material mass-removal effect and process-damping effect is an effective way to enhance the stability prediction accuracy in the machining of titanium alloy. With the removal of material, the vibration resistance of the workpiece decreases, and the cutting vibration amplitude increases with the same cutting parameters. The process-damping coefficient is affected by the amplitude of vibration [
10]. The interaction mechanism between material removal effect and process-damping has not been revealed in the existing literature. Meanwhile, tool stiffness in the cross-feed direction is lower than that of the workpiece-clamping system. The traditional two-degree-of-freedom dynamic equation of workpiece or cutting system is not applicable under this condition. In this paper, a new general dynamic model of the dynamic characteristics of the workpiece and process-damping is established. The milling stability is obtained by discrete method, and the effects of workpiece dynamic characteristics and process-damping on the stability are investigated. The research results can provide theoretical support for accurate characterization and process optimization of titanium alloy thin-walled workpiece milling.
2. Defining a Dynamic Model for Process-Damping
The workpiece has weak rigidity in the normal (
Y) direction, and the tool has weak rigidity in the feed (
X) direction in in the machining of titanium alloy, as shown in
Figure 1. Therefore, a two-degree-of-freedom dynamic model is founded in this work, which considered the vibration characteristics of the workpiece and the tool. The shear force is produced on the rake face due to shear effect, and the ploughing force is produced on the flank face due to friction and extrusion effect in the process of cutting material. The shear force and ploughing force can be broken into two sections—the static milling force and the ploughing milling force. Ignoring the modal coupling effect of the process system, the dynamic equation of cutting process is established, as shown in Equation (1).
, , are the mass, structural damping, and stiffness matrices of the cutting system, respectively. , , are the mass, structural damping, and stiffness matrices of the workpiece, respectively. is the cutting force in the X and Y directions. is the response caused by the cutting force. .
The calculation formula of the cutting force in Y direction is shown in Equation (2).
and are the static cutting forces produced by shearing and friction on rank and flank face. and are the dynamic cutting force produced by shearing and friction on rank and flank face.
Static cutting force has no influence on the regeneration effect of machining process, so it is often ignored in the process of dynamic modeling.
The dynamic equation of processing is obtained as shown in Equation (3).
is a window function for judging the processing state. Its expression is shown in Equation (6). and are the shear force coefficients on the rake face. and are the ploughing force coefficients on the flank face.
is the boundary length between static indented and dynamic indented volumes.
The angle of cutting rotation for the cutter tooth is
. The expression of the tool rotation angle considering the tool helix angle, is shown in Equation (8).
where
is the spindle speed,
is the number of cutter teeth,
is the helix angle of the cutting tool,
is the length of the axial unit.
Similarly, the dynamic shear force
and the dynamic ploughing force
in the X direction are obtained. We can get the dynamic equations with equivalent process-damping as follows.
where
and
are the process-damping coefficients in machining process.
4. Solving the Process-Damping Coefficient
Side milling is a discontinuous cutting style. Because of the inconvenience of the experimental acquisition equipment and the periodic change of the cutting signal, the process-damping coefficient cannot be obtained directly in milling experiments. In this paper, four eddy current displacement sensors are used to obtain the vibration signal of the workpiece and the cutting system during the machining process, as shown in
Figure 2. Then the frequency-domain decomposition method is used to analyze the vibration signal of the process system, and the total damping coefficient of the process system is obtained. Finally, the ploughing coefficients of the process system are obtained.
The workpiece deformation y(t) in the Y direction can be expressed by the mode shape U and the mode displacement q(t).
Converting the power spectrum of the time domain deformation of experimental points y1, y2 into the frequency domain, the formula is as follows.
is the Fourier spectrum of workpiece deformation, and T represents the conjugate of a complex number and transpose of a matrix.
Equation (17) is introduced into Equation (18), and then Equation (18) is converted into Equation (19).
is the Fourier spectrum of .
is the 2*2 matrix. Due to the orthogonality of the modal, the asymmetry element is 0. In addition, because the modal of the system can be well separated (as shown in
Figure 3), the Equation (19) can be simplified as follows.
The magnitude of direct frequency-response functions (FRF) at any point can be obtained by the ratio of the power spectrum of the dynamic displacement of the point to the power spectrum of the exciting force. Therefore, the frequency-response function of position 1 is calculated as shown in Equation (21).
where
is a fixed value [
23].
The power spectrum of the deflection at point y1 can be transformed into the following form.
When the frequency range is the same, the frequency-response function can be expressed by modal parameters.
Equations (22) and (23) are substituted into Equation (21), the position sensitive detector (PSD) of mode coordinate q1 is obtained according to the modal parameters of the main mode.
Inverse Fourier transform for Equation (24).
The extreme points occur at . The absolute value of can be expressed as a linear function. Substituting in Equation (25), we get the peaks and valleys of .
Logarithmic operation is conducted to linearize Equation (26).
The total damping ratio can be calculated by Equation (2).
It is impractical to obtain the frequency-response function in machining process, so the autocorrelation of q1 is resolved by the vibration signal measured in cutting process.
The power spectrum matrix of the workpiece vibration measured at points y1, y2 can be expressed as follows.
where
is the frequency line. (
,
), (
,
) are the eigenvalues and normalized eigenvectors of
matrix, respectively. If
near the main mode, Equation (29) can be simplified as follows.
The similarity between eigenvectors and modal shapes is determined on each frequency line using modal assurance criteria (MAC).
When the value of is close to 1, .
The difference between the total damping coefficient and the structural damping coefficient is used to calculate the process-damping coefficient.
In the same way, the X-directional process-damping coefficient can be solved by Equation (33).
The energy of the average process-damping effect is equal to the energy consumed by the dynamic plough force in the rotational period of the spindle, thus the ploughing force coefficients can be obtained.
6. Milling Stability
The frequency-domain method [
24], discrete method and numerical method [
25] are often used to solve the dynamic equation in machining process, and then then the stability of the cutting process is obtained. The frequency-domain method has the highest calculation efficiency, but the prediction accuracy is the lowest, especially it is not applicable to small radial depth of cut. The numerical method has the highest prediction accuracy, but its computational efficiency is the lowest because many equations need to be solved directly. The discrete method can be divided into the semi-discretization method [
26], the full-discretization method [
27] and the time FEM [
28]. The semi-discretization method and the full-discretization method are most widely used. The matrix exponential function involved in the full-discretization method is only dependent on the spindle speed and independent of the axial depth of cut, so it is more efficient than the semi-discretization method. Therefore, we use the full discrete method to obtain the stability of the machining process.
The research results in
Section 5.3 show that the process-damping coefficient has a non-linear relationship with the dynamic characteristics of the process system. Taking A15 machining position as an example, the influence of coupling characteristics between process-damping and dynamic characteristics of process system on milling stability is investigated.
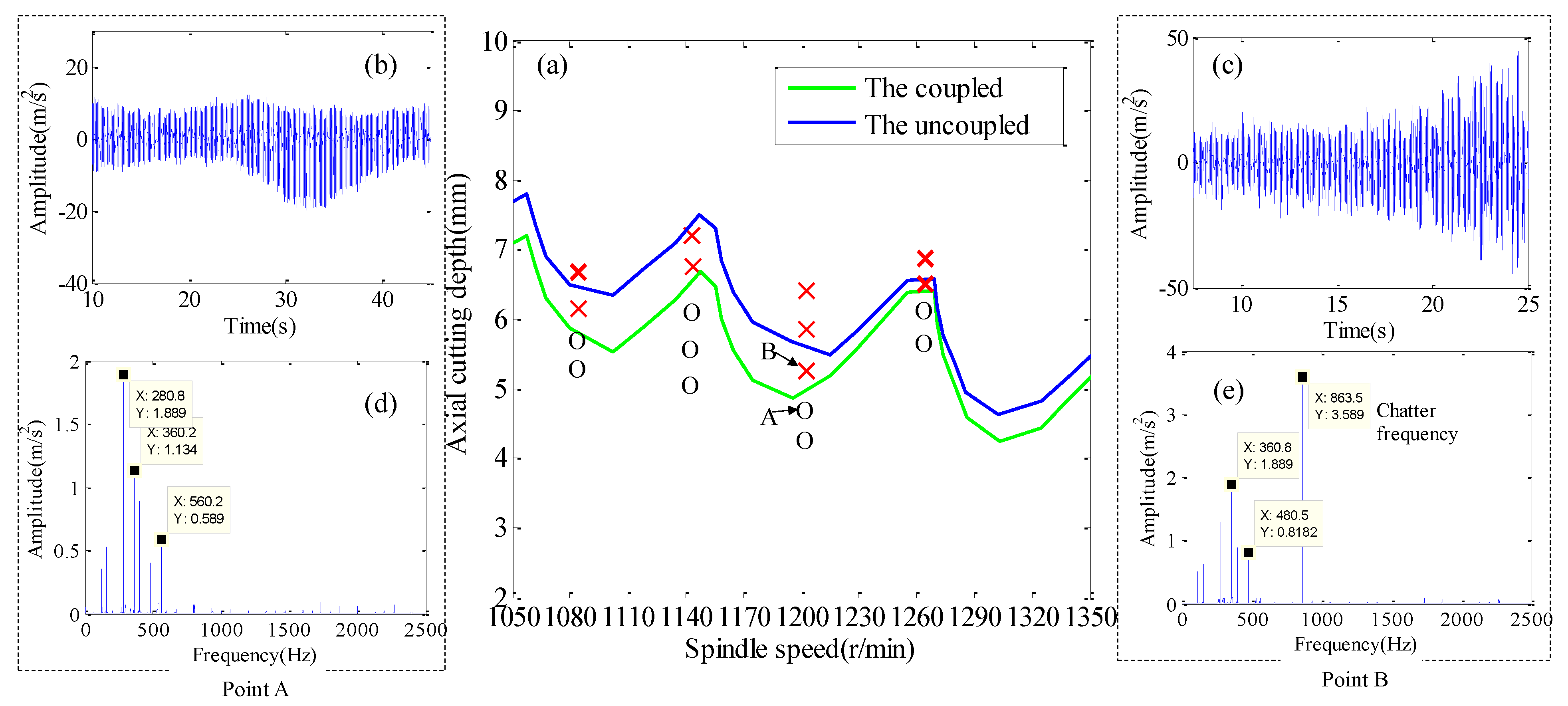
The stability lobe diagrams with the coupled and the uncoupled process-damping, and the dynamic characteristics of the process system are shown in
Figure 7a. A series of experiments (ae = 0.5 mm, f = 0.1 mm/tooth) were carried out to verify the accuracy of the stable lobe diagram. The remaining cutting parameters are detailed in
Table 3. Two points A and B are selected for experimental verification to verify the correctness of the predicted results.
Figure 7b,c are acceleration signals in time domain.
Figure 7d,e are Fourier transform results of acceleration signals.
The maximum amplitude of point A acceleration signal is 18 m/s
2, and its amplitude variation has better convergence, as shown in
Figure 7b. Fourier transform is applied to the acceleration signal in time domain, and the result is shown in
Figure 7d. It is found that the spectrum energy mainly concentrates on the cutter teeth passing frequency and its higher harmonics. The maximum amplitude of point B acceleration signal is 48 m/s
2, and its amplitude change law is from small to large, which does not have convergence, as shown in
Figure 7c. Fourier transform is applied to the acceleration signal in time domain, and the result is shown in
Figure 7e. It is found that the spectrum energy is mainly concentrated near the first natural frequency of the workpiece.
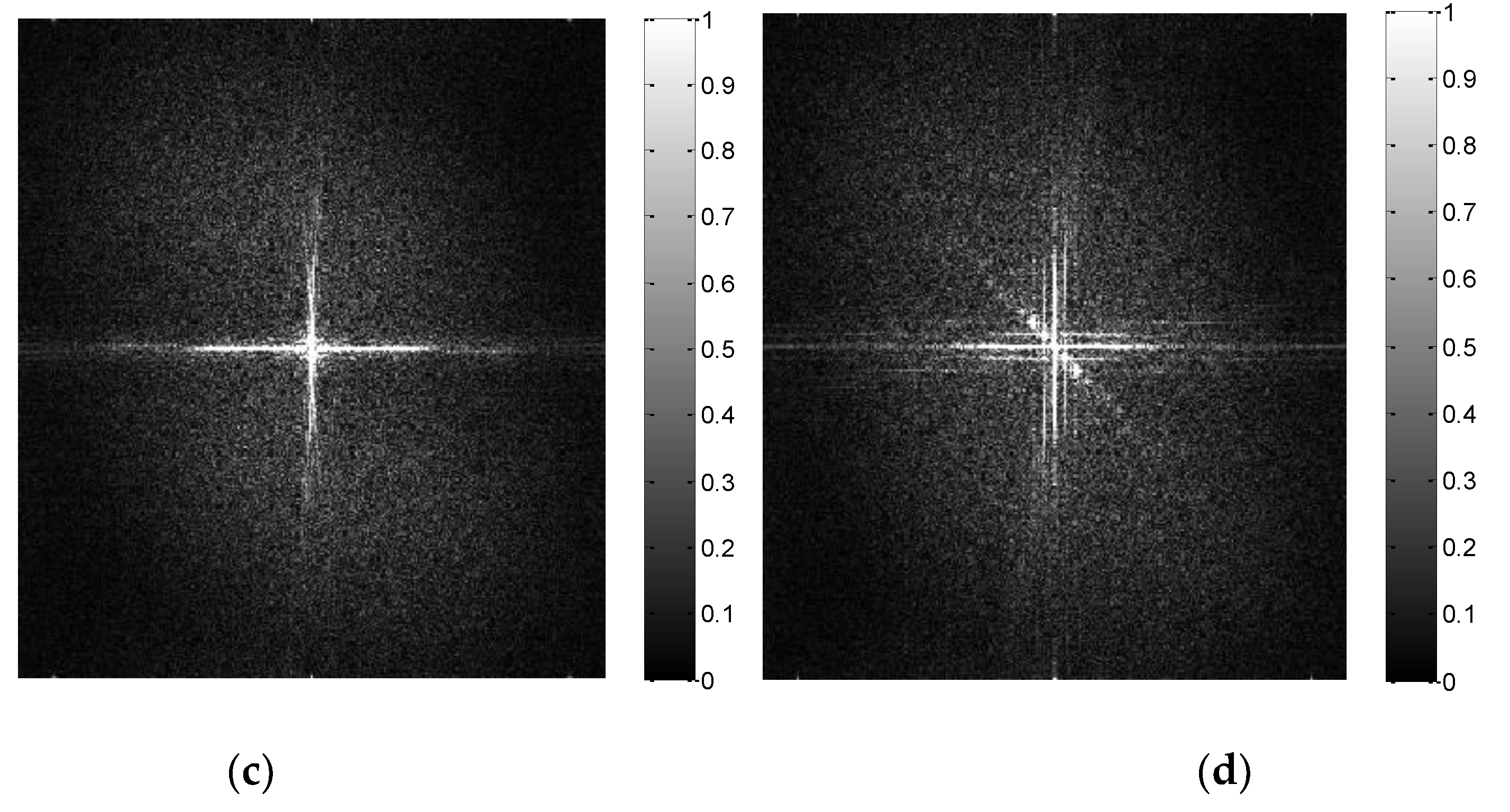
Meanwhile, the white light interferometer is used to measure the micromorphology of machined surface with A and B parameters and the results are shown in
Figure 8a,b. Two-dimensional Fourier transform (2DFFT) is applied to the image of micro-surface topography, and the results are shown in
Figure 8c,d.
The machined surface obtained at point A has lower level of surface roughness (Sa = 0.85 um, Ra = 0.47 um) and surface waviness, as shown in
Figure 8a. The only significant spectral property of the machined surface at point A is related to the marking belonging to feed-rate, as shown in
Figure 8c. The machined surface obtained at point A has the higher level of surface roughness (Sa = 1.63 um, Ra = 1.03 um) and surface waviness, as shown in
Figure 8b. The spectral characteristics of the surface topography generated by point B are inclined modes related to the chatter frequency, as shown in
Figure 8d. In conclusion, A is the cutting stability point and B is the cutting chatter point. It is found that the stability obtained by considering the coupling characteristics of dynamic characteristics of workpiece and process-damping has higher prediction accuracy.
Milling stability of the coupled process-damping and dynamic characteristics of process system is lower than that of the uncoupled, as shown in
Figure 7a. The reason is that the process-damping coefficient obtained from the coupling process-damping and the dynamic characteristics of the process system is small. Meanwhile, the difference between them decreases with the increase of spindle speed. The reason is that the damping coefficient descends with the increase of spindle speed.
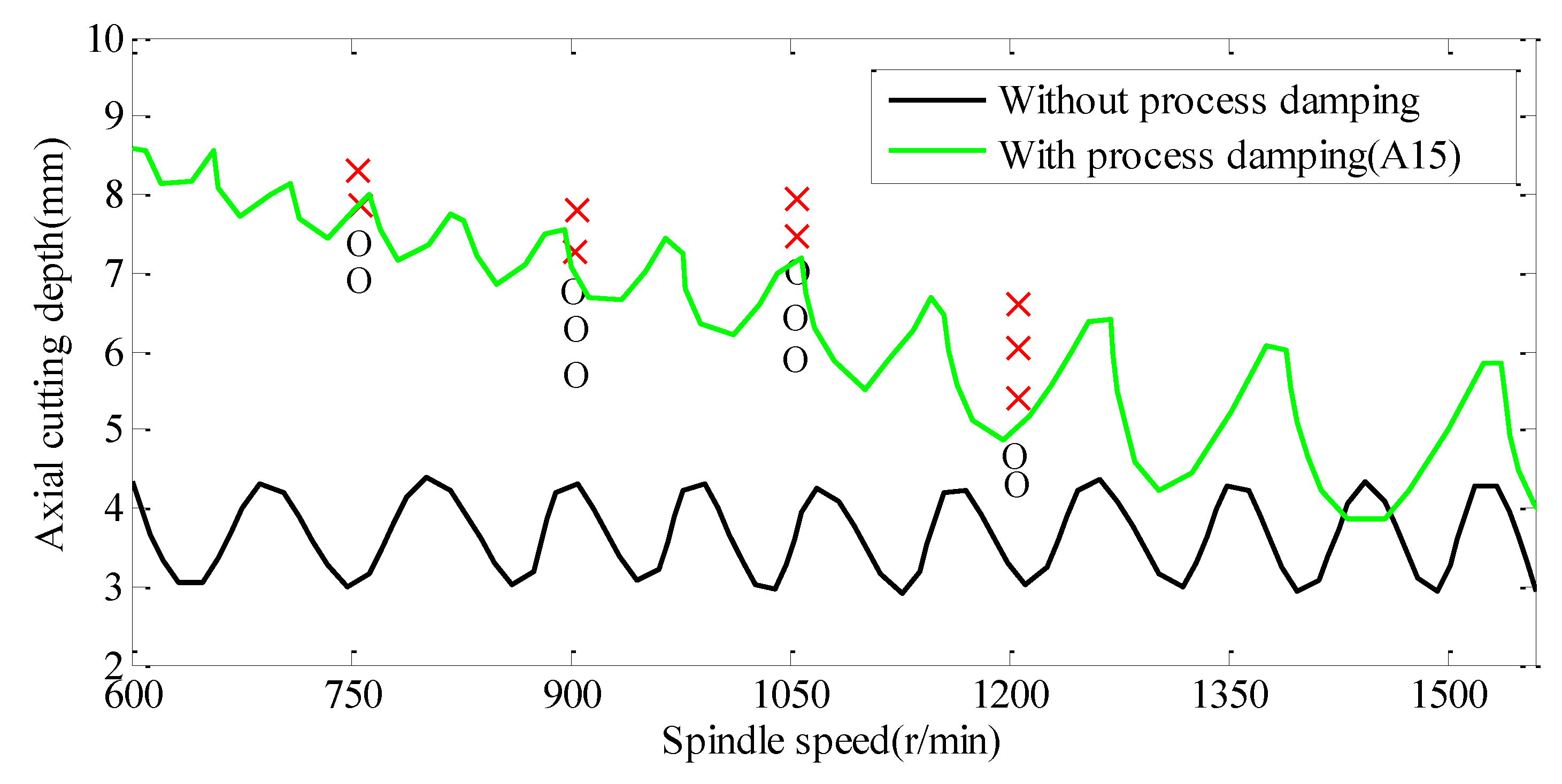
The stability lobe diagrams with and without process-damping are shown in
Figure 9. A series of experiments (ae = 0.5 mm, f = 0.1 mm/tooth) were carried out to verify the accuracy of the stable lobe diagram. The remaining cutting parameters are detailed in
Table 4. It is found that the milling stability considering process-damping is higher than that without process-damping in titanium alloy milling process, especially low spindle speed. The milling stability decreases with the increase of spindle speed. The reason is that the process-damping coefficient is inversely proportional to the spindle speed.
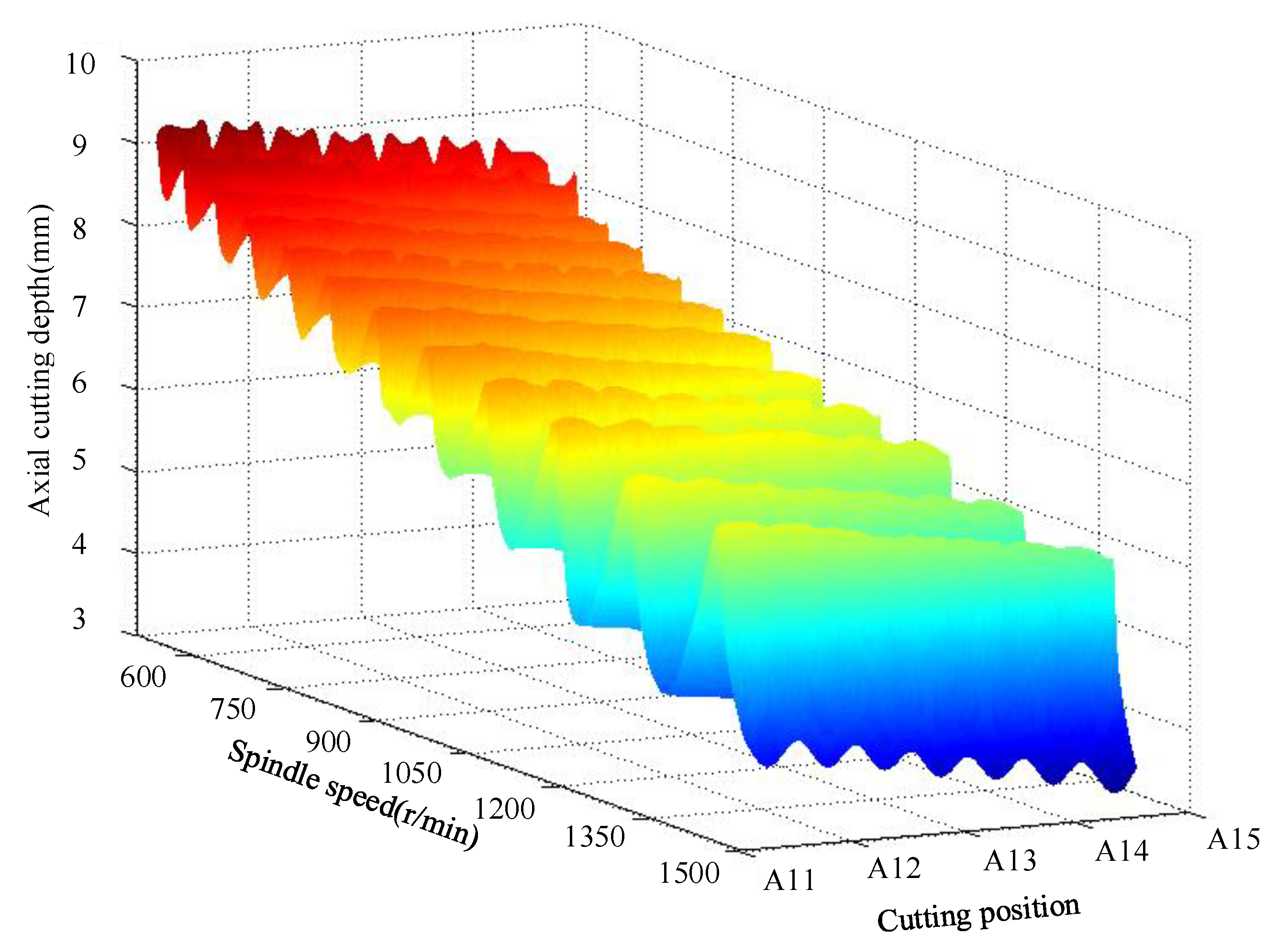
The 3D stability lobe diagram in milling titanium alloy thin-walled parts is shown in
Figure 10. It is found that the ultimate axial cutting depth decreases with material removal. The reason is that with the removal of the material, the natural frequency of the workpiece increased, and the stiffness and damping ratio decreased gradually. The vibration resistance of workpiece is weakened.
7. Conclusions
In this paper, two prominent problems in the processing of titanium alloy thin-walled parts—the non-linear changes of dynamic characteristics of the parts caused by material removal effect and the damping process effect is difficult to measure—are investigated in depth. Based on the frequency-domain decomposition of the measured vibration signal and the principle of energy balance, a process-damping prediction model is obtained. Based on the structural dynamic modification method, a prediction model of workpiece dynamic characteristics is established. The effect of material removal on process-damping coefficient is studied. The full discrete method is used to solve the stability of the milling process. The correctness of the model and stability prediction is verified by experiments with different working conditions. The research results can provide theoretical support for accurate characterization and process optimization of titanium alloy thin-walled workpiece milling. The specific conclusions are as follows:
(1) Under the same cutting parameters, the vibration amplitude of the workpiece increases with the material removal, which leads to the corresponding increase of the process-damping coefficient. The variation of vibration amplitude and damping coefficient of cutting system is just the opposite.
(2) The process-damping coefficient obtained by considering the dynamic characteristics of the workpiece is less than that without considering the dynamic characteristics of the workpiece, and the gap between them increases with the removal of materials.
(3) Milling stability of the coupled process-damping and dynamic characteristics of process system is lower than that of the uncoupled. The reason is that the process-damping coefficient is relatively small. Meanwhile, the difference between them decreases with the increase of spindle speed. The reason is that the damping coefficient decreases with the increase of spindle speed.
(4) The milling stability is gradually reduced with the material is removed and the spindle speed is increased. Meanwhile, it is found that the effect of material removal on milling stability in the low-speed region is less than that in high speed region. The reason is that with the removal of materials, the vibration amplitude of the workpiece increases so that the damping coefficient of the process increases in the low-speed region, which further weakens the effect of material removal.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}