1. Introduction
As an important technical method for material connection, the solid metal connection technology of metal sheets becomes a necessary step for materials to be converted into usable parts and structures, which can realize the direct connection of metal sheets [
1]. At present, the mature solid-state connection technologies mainly include accumulative roll-bonding (ARB) [
2], superplastic forming/diffusion bonding [
3], mechanical bonding [
4,
5], and friction stir welding (FSW) [
6,
7]. Shear connection is one of the promising solid-state connection technologies because of its innovative technology, good process and low relative cost.
At present, shear connection technology is mainly applied to the connection of intermediate sheet in endless rolling. A new solid-state connection technology based on the plastic deformation connection process, which was applied to the endless rolling intermediate blank shear connection process, was developed by Posco (Pohang) and Hitachi (Hitachi) Co. Ltd. [
8,
9,
10,
11,
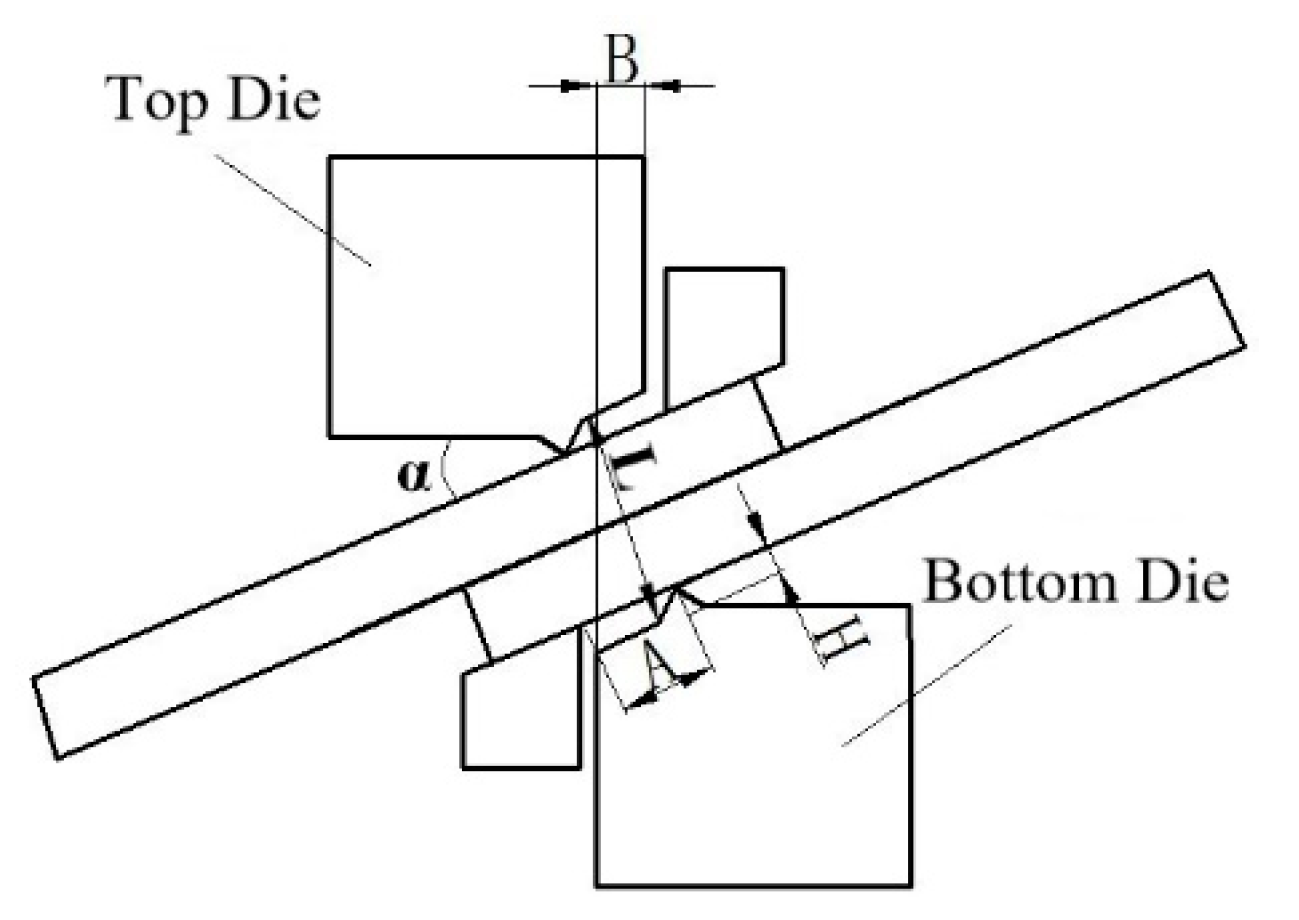
12]. Relevant papers and reports show that the company mainly studies the connection technology and equipment, and obtains the minimum temperature of effective connection of sheet metal is 980 °C and the thickness of blank is 29–120 mm. The effects of process parameters such as overlap (B), the tilt angle of the sheet (α) and pressure amount (L) and material parameters such as carbon content and oxide content on the interface closure of the joint in
Figure 1 are analyzed [
12,
13,
14]. The strength of the connection is proved. Researchers at Hebei University of Science and Technology carried out basic research on the rapid shear connection technology of endless rolling intermediate blanks, and designed the dynamic and static connection mechanism [
15,
16], which is a relatively simple six-bar and one-slide mechanism, and derived the motion function. Optimization of this mechanism is employed using a genetic algorithm (GA) and the optimization parameters of this mechanism are obtained; the kinematics analysis show that the connection time is less than 0.1 s and the connection thickness is more than 80% of the thickness of the solid-state metal. The change of material structure in the joint zone was analyzed, the dynamic recrystallization is the main driving force for grain refinement is concluded, and the greater the pressure amount, the more intense the dynamic recrystallization and the higher the grain refinement degree. Interfacial bonding is formed by three-stage theory, the increase of the pressure amount, the narrowing of the bonding band, the decrease of voids, the gradual disappearance of the interface and a large number of common grains are formed [
17]. The key parameters affecting the rapid shear-extrusion bonding of metals are determined as follows: the overlap (B), the pressure amount (L), the width of the shear edge (A) and the tilt angle of the shear edge (a). Among them, the overlap ranges from 3 mm to 15 mm, the pressure amount ranges from 0.5 to 1.5 times the material thickness, the width of the shear edge from 20 mm to 40 mm, and the tilt angle of the shear edge from 12° to 14° [
18,
19].
The study of the microstructure evolution of the steel material during hot-working process has great engineering significance. A hardening process caused by plastic deformation and softening process caused by dynamic recovery (DRV) and dynamic recrystallization (DRX) are concomitant in the hot-working process. In particular, dynamic recrystallization behavior has important effects on flow tress and microstructure evolution. It determines the macroscopic mechanical properties of the metal materials [
20]. Dynamic recrystallization is an important microstructure evolution behavior during shear connection. Dynamic recrystallized grain size and volume percentage affect the mechanical properties of the connection and its parts. Although many scholars have carried out basic research on shear connection technologies and obtained certain research results, research on the microstructure evolution and dynamic recrystallization process of shear connection has not been reported. Therefore, it is necessary to obtain the grain size and volume percentage of dynamic recrystallization by establishing the constitutive and recrystallization equation of Q345 and the secondary development of Deform-3D. This is of great significance to the optimization of process parameters and the prediction of workpiece performance for the shear connection of endless rolling intermediate blank. This paper aims to obtain the true stress-strain curves of typical carbon steel by the thermal compression test, and construct the Arrhenius constitutive and dynamic recrystallization model. In this paper, the dynamic recrystallization model is put into a user subroutine based on the second development of finite element (FE) software. By the simulation of shear connection process, the dynamic recrystallized grain size and volume percentage at each stage are obtained, and compared with experimental results.
3. Finite Element (FE) Analysis of Shear Connection Process
Development of Deform-3D (Version: Deform6.01) Software Developed by SFTC Company in USA (Santa Fe, NM, USA), and the established Arrhenius constitutive equation and dynamic recrystallization model are placed into the user subroutine. The core codes of user subroutines are written in FORTRAN language and stored in Deform-3D V6_0 User Routine def_usr. In this paper, the constructed constitutive model and dynamic recrystallization model are embedded in the DEF_SIM folder of Deform. The grain size and volume percentage of dynamic recrystallization can be obtained by simulating the shear connection process. The effects of different shear connection conditions on the structure evolution, especially the dynamic recrystallization process, were discussed, and the appropriate shear connection parameters were found. The simulated shear connection process is shown in
Figure 9. The upper crop shear is descending, and the shear edge contacts the blank to plastically deform the blank. Then the edge bites into the blank, and the blank undergoes severe deformation under the action of the cutting edge to achieve a quick shear connection. The degree of shear connection is characterized by the pressure amount L, the expression of which is shown in Equation (18).
where
t is the thickness of a single sheet,
L′ is the thickness of the sheet after shearing.
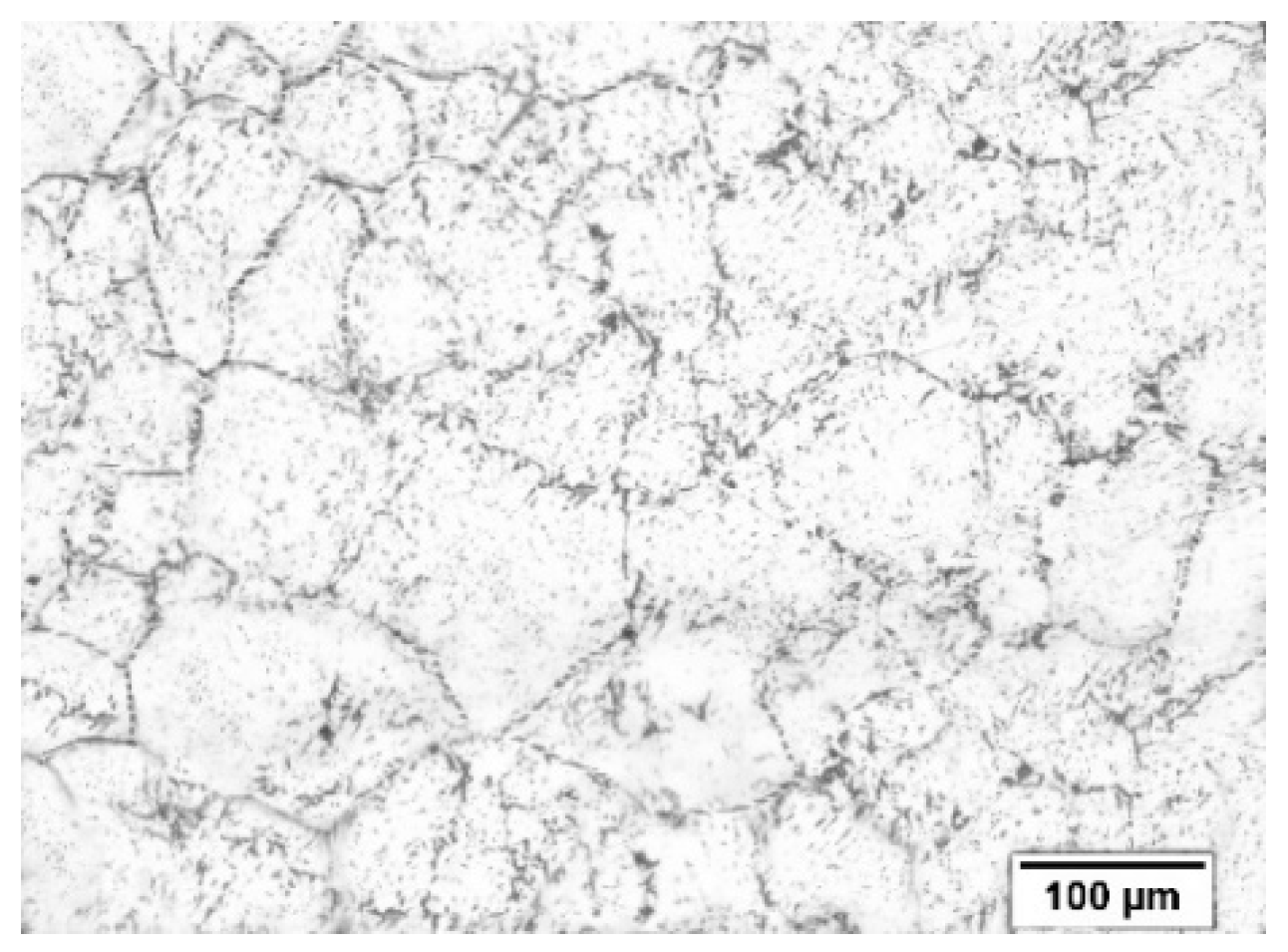
The prior austenite grain size of about 120 μm is obtained by using a supersaturated picric acid aqueous solution plus a small amount of an alkaline reagent, as shown in
Figure 10. Based on Deform-3D with rigid-plastic model, the FE model of the shear connection is established to explore the dynamic recrystallization degree and temperature change during the shear connection. The detailed parameters of the FE model are listed in
Table 6. Element type, tetrahedron; element number, 20,000; node number, 4085; and min mesh size, 1.66 mm.
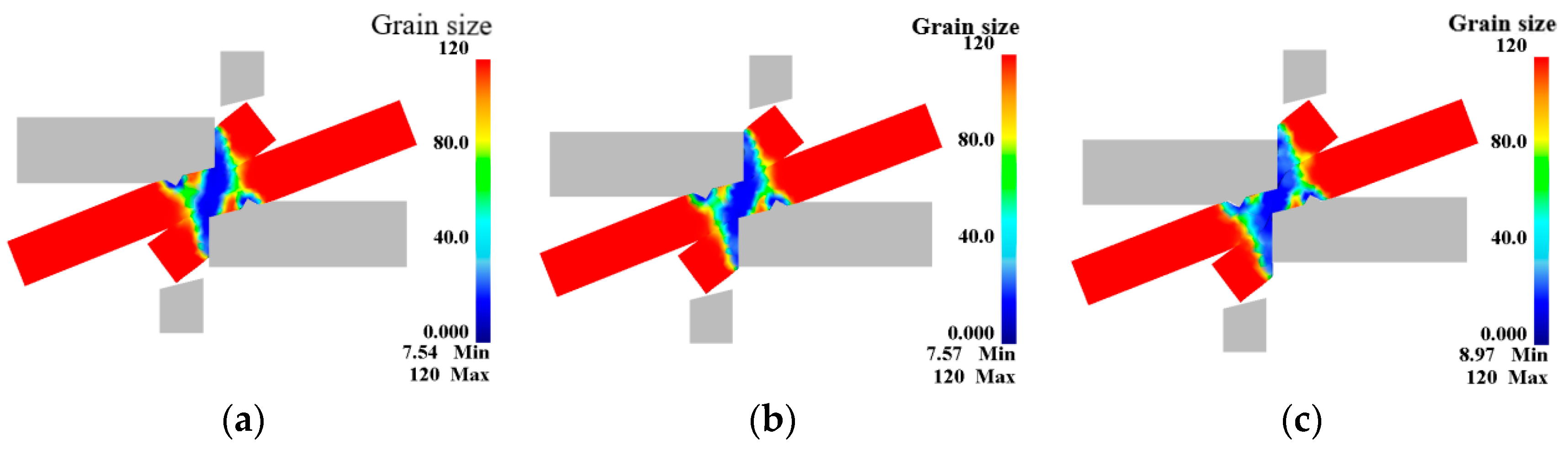
During the shearing connection process, the blank first contact the upper and lower shear edges, and slight plastic deformation occurs. As the upper shear descends, the pressure amount increases, and the blank undergoes plastic deformation by the action of the shear edge. With the increase of the pressure amount, the plastic deformation gradually extends to the overlapping surfaces of the two blanks along the line connecting the two cutting edges. The plastic deformation area of the upper and lower blanks merges, and the joint surface is gradually formed. As the shear connection continues, the dynamic recrystallization behavior of the plastic deformation area continues to expand.
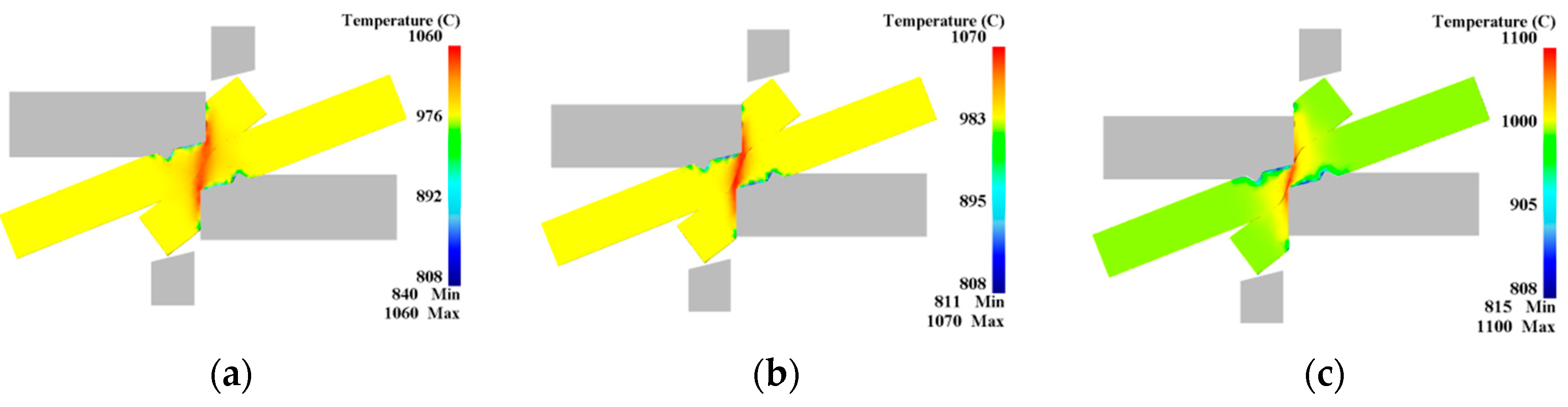
Figure 11 and
Figure 12 show the simulation results. The blank is undeformed at both ends and no dynamic recrystallization occurs (the dynamic recrystallization volume percentage is 0%). The center of the shearing action (blue color area in
Figure 11) is a large deformation area, and significant dynamic recrystallization occurs in this area with the grains refined. The reason for this phenomenon is that the shearing edge undergoes severe plastic deformation and a large amount of slip and dislocation is produced under the friction at the interface of the blank, which induces a large amount of dynamic recrystallization. The remaining area (light green area in
Figure 11) is a small deformation area. Only upsetting-like deformation occurs in this region, and dynamic recrystallization is insufficient.
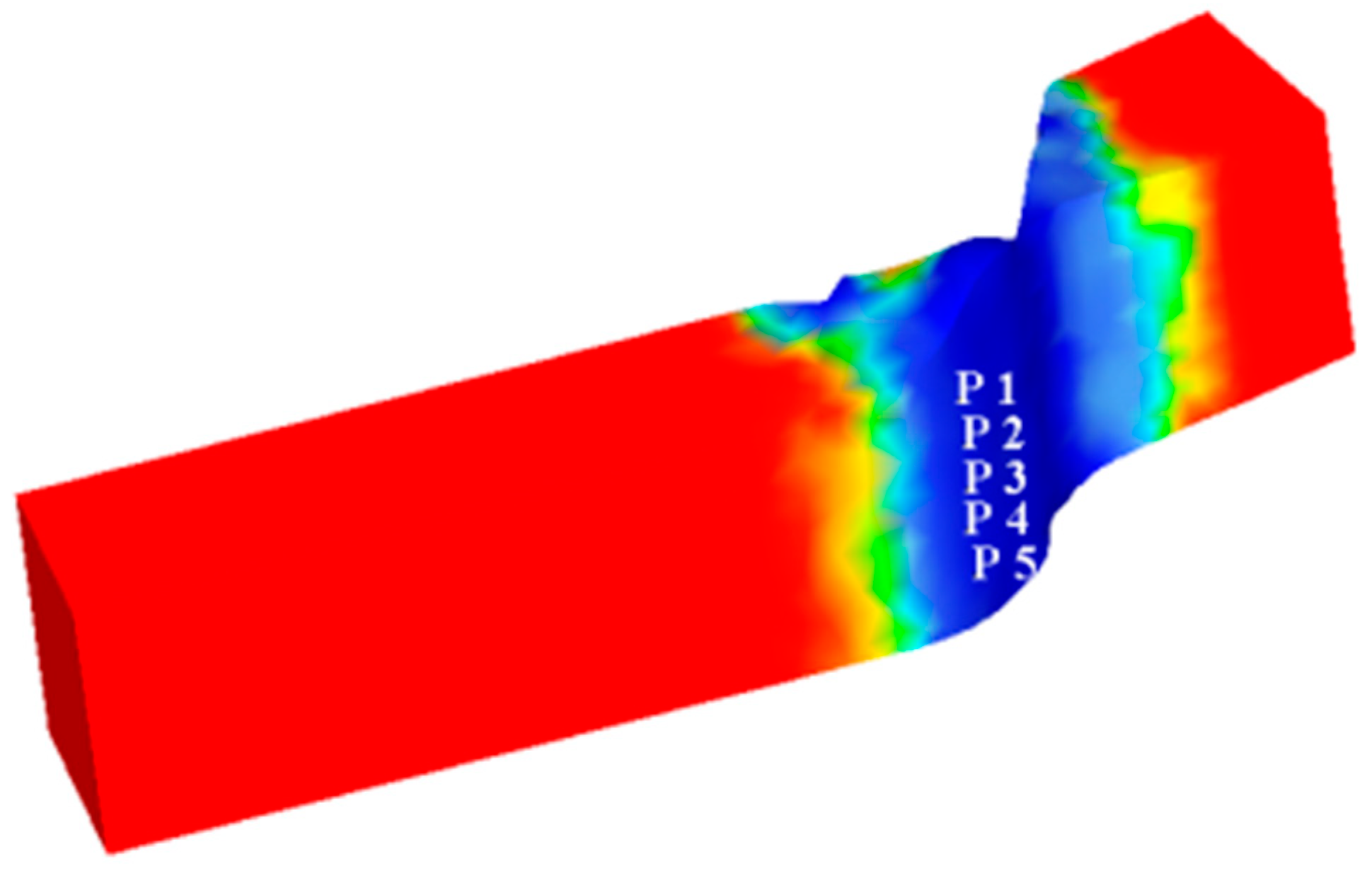
The point tracking method is used and five tracking points are taken near the blank connection surface in the direction perpendicular to the width of the blank, as shown in
Figure 13. The changes of dynamic recrystallized grain size and volume percentage during the shear connection of the five tracking points are acquired.
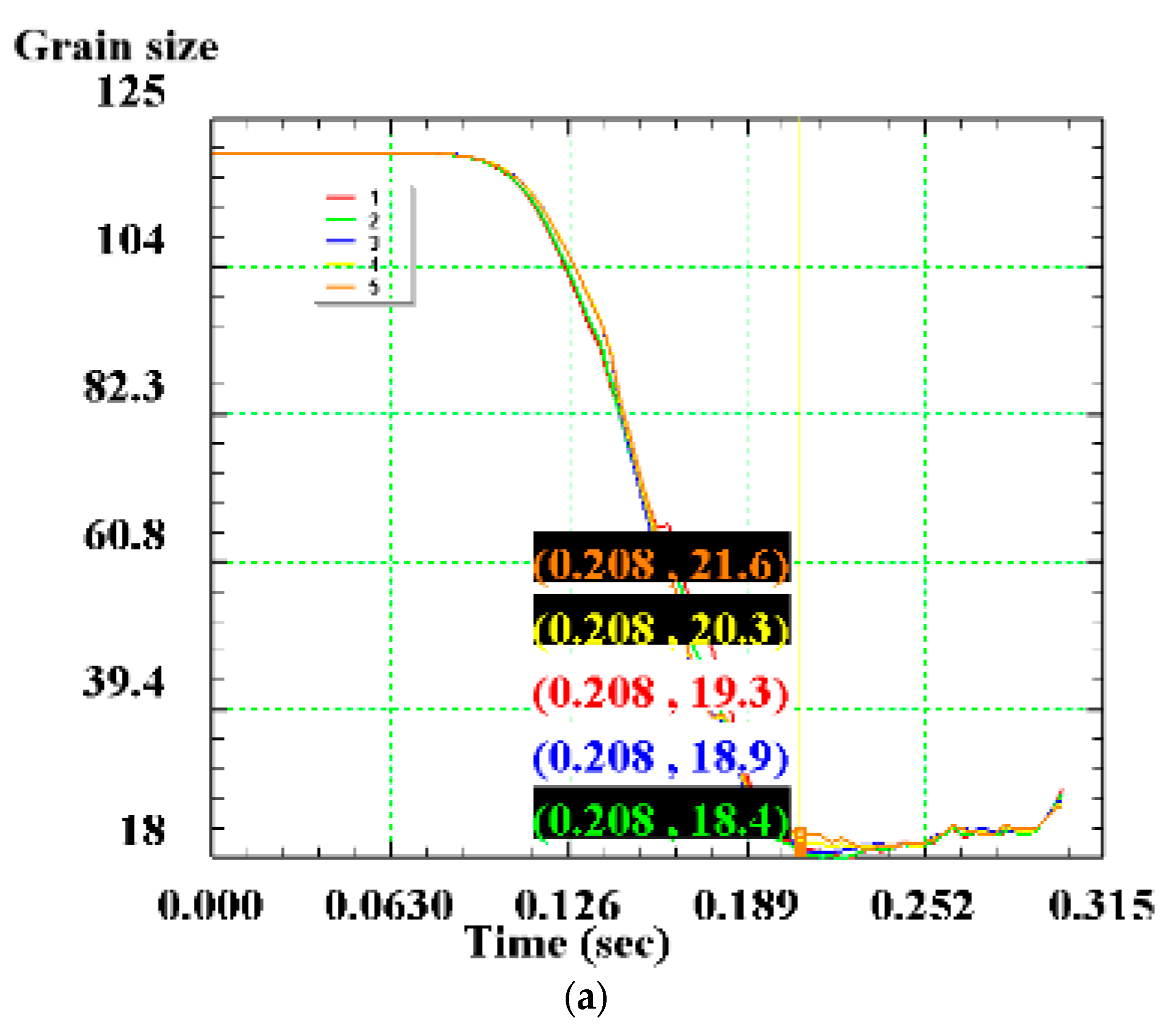
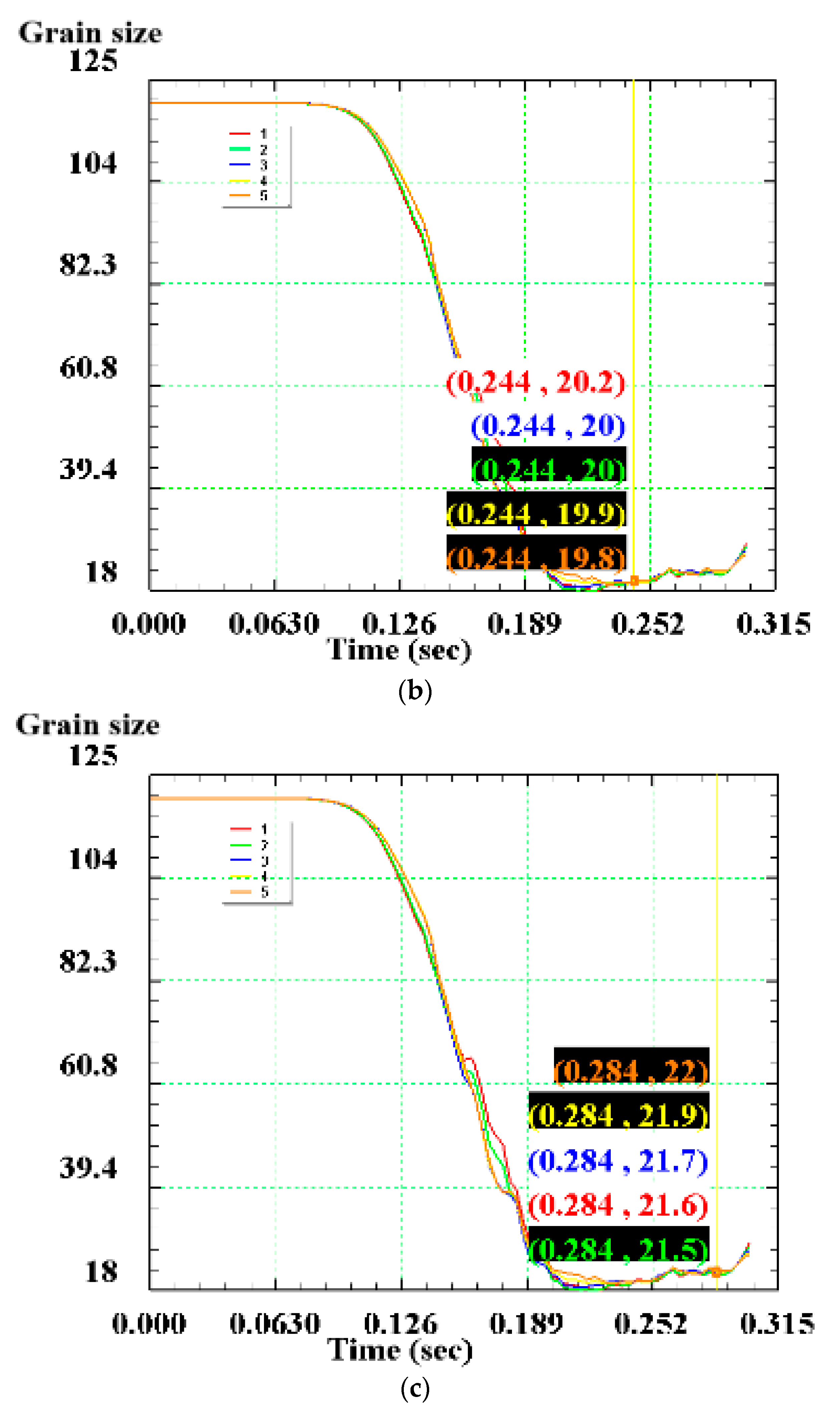
The relationship between the dynamic recrystallized grain size, volume percentage and the pressure amount in the large deformation area of the blank is shown in
Figure 14 and
Figure 15. The change of grain size with the shear pressure amount is reflected: the grain size gradually decreases with the increase of the pressure amount, but after the pressure amount reaches 100%, the grain size increases slightly. The reason for this might be that part of the distortion energy inside the grain is converted into heat (see
Figure 16), and the remaining distortion energy is insufficient to maintain the formation of new fine grains of recrystallization.
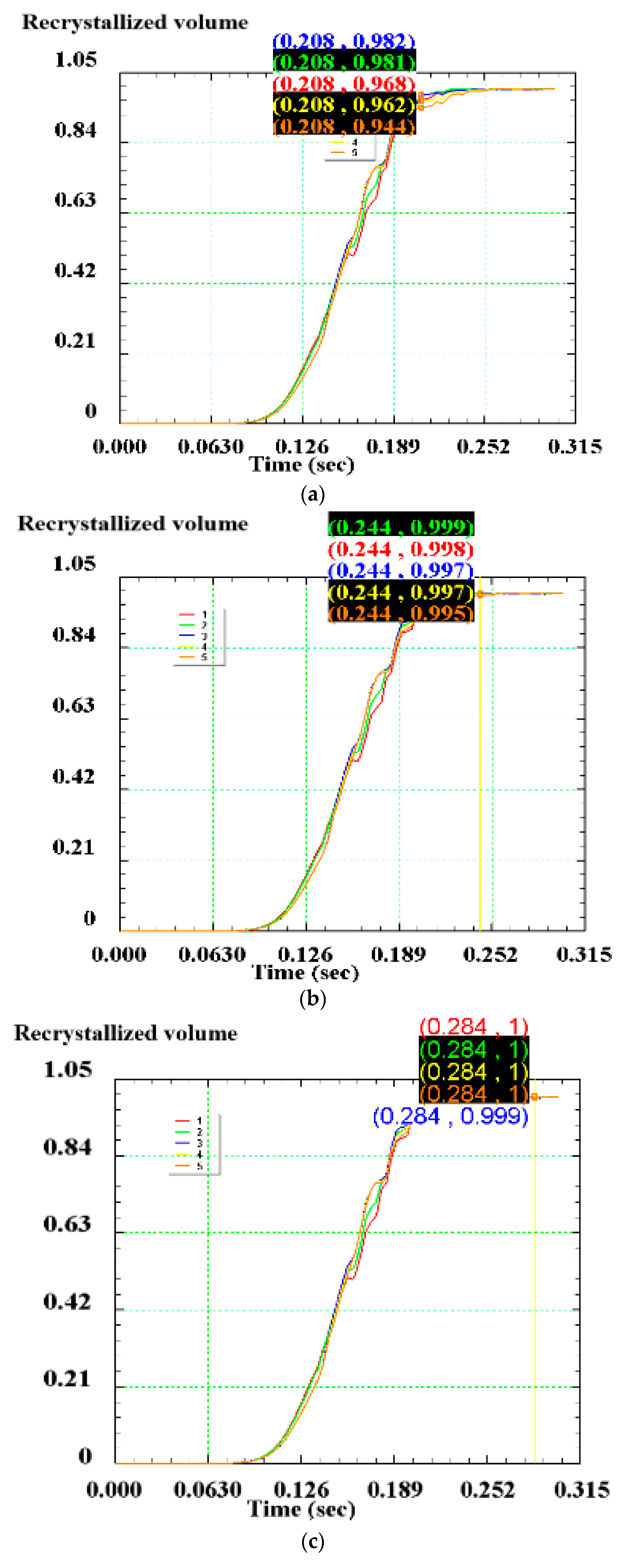
The dynamic recrystallization volume fraction changes with the pressure amount: as the pressure amount increases, the dynamic recrystallization volume percentage also increases, and the curve of the dynamic recrystallization volume percentage with the pressure amount also gradually converges to 100%. This is because as the pressure amount increases, the dynamic recrystallized grains continue to grow, and new recrystallized grains are continuously formed, eventually causing the matrix structure to be stable in an equiaxed state. At this time, the dynamic recrystallization volume percentage is 100%. When L = 100%, the volume percentage reaches 96.74%, the grain size is refined to 19.7 μm; when L = 125%, the volume percentage reaches 99.72%, the grain size is 19.98 μm; when L = 150%, the volume percentage reached 100%, and complete dynamic recrystallization is achieved with a grain size of 21.74 μm. The specific values are shown in
Table 7.
4. Shear Connection Experiment
In this experiment, a 315 t hydraulic press was used and the shear connection experiment is carried out under the physical simulation experimental conditions. The microscopic state under different pressure amounts is analyzed to verify the accuracy of the model.
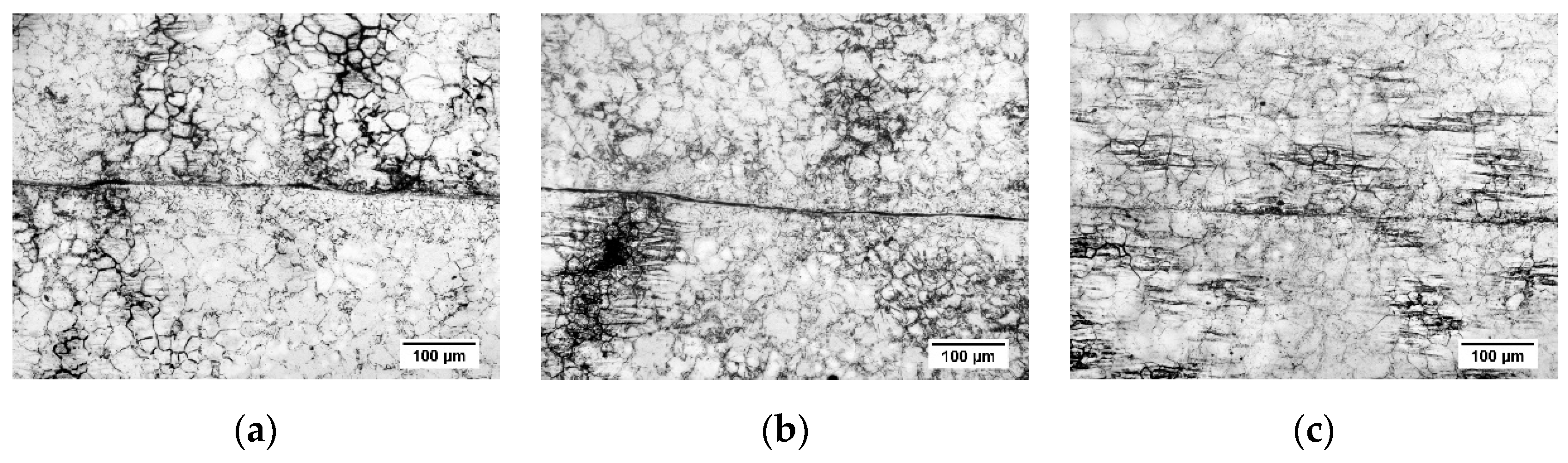
Figure 17 shows the microstructure of the large deformation area when the pressure amount is 100%, 125% and 150%, respectively. With the increase of the pressure amount, the grain size is refined remarkably, which is consistent with the simulation trend. This is because of the early stage of the shear connection process, the plastic deformation process at high temperature causes dynamic recrystallization of grains, severe shear and friction of overlapped sheets, and energy input to the sheets, which further increases the energy. With the shear deformation process, oxide scales and other impurities continue to break up, forming fine particles, which provides a nucleation site for dynamic recrystallization. Therefore, the grain size is refined continuously during shear connection. After the pressure amount reaches 100%, the grain size increases slightly. The reason for this might be that part of the distortion energy inside the grain is converted into heat (see
Figure 16), and the remaining distortion energy is insufficient to maintain the formation of new fine grains of recrystallization. At this time, driven by temperature, atoms diffuse and grains grow relatively.
The dynamic recrystallization grain size is measured by using composite grid method according to the ASTM standard. The results of the shear connection experiment and numerical simulation of austenite grain size are shown in
Table 8. When the pressure amount is 100%, 125%, 150%, respectively, the grain size is about 19.16 μm, 20.25 μm, 22.21 μm, respectively. From these results, it is found that the grain size obtained by the experiment and the simulation are basically the same, and the average error is less than 3%, indicating the constitutive and dynamic recrystallization model established in this paper has high accuracy.
5. Conclusions
(1) In this paper, the true stress–strain curve of the material is obtained by the thermal compression simulation test, and the constitutive equation for high-temperature flow stress and the dynamic recrystallization model are constructed.
The high-temperature flow stress constitutive model is shown as follows:
The dynamic recrystallization kinetics model is shown as follows:
The dynamic recrystallization kinematic model is shown as follows:
The dynamic recrystallization grain size model is shown as follows:
(2) The finite element simulation results show that the shear connection process is divided into three areas, namely the large deformation area, small deformation area and undeformed area. The dynamic recrystallization volume percentage increases with the increase of the pressure amount. When the pressure amount is 100%, 125% and 150%, respectively, the grain size is 19.7 μm, 19.98 μm, 21.74 μm, respectively, and the volume percentage is 96.74%, 99.72%, 100%, respectively.
(3) The experiment shows that when the pressure amount is 100%, 125% and 150%, respectively, the grain size is 19.2 μm, 20.3 μm and 22.2 μm, respectively.
By comparison, it is found that the experimental results are consistent with those of the numerical simulation, and the average error is less than 3%.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}