Microstructure and Abrasive Wear Resistance of Various Alloy Hardfacings for Application on Heavy-Duty Chipper Tools in Forestry Shredding and Mulching Operations

 and
and
Abstract
:1. Introduction
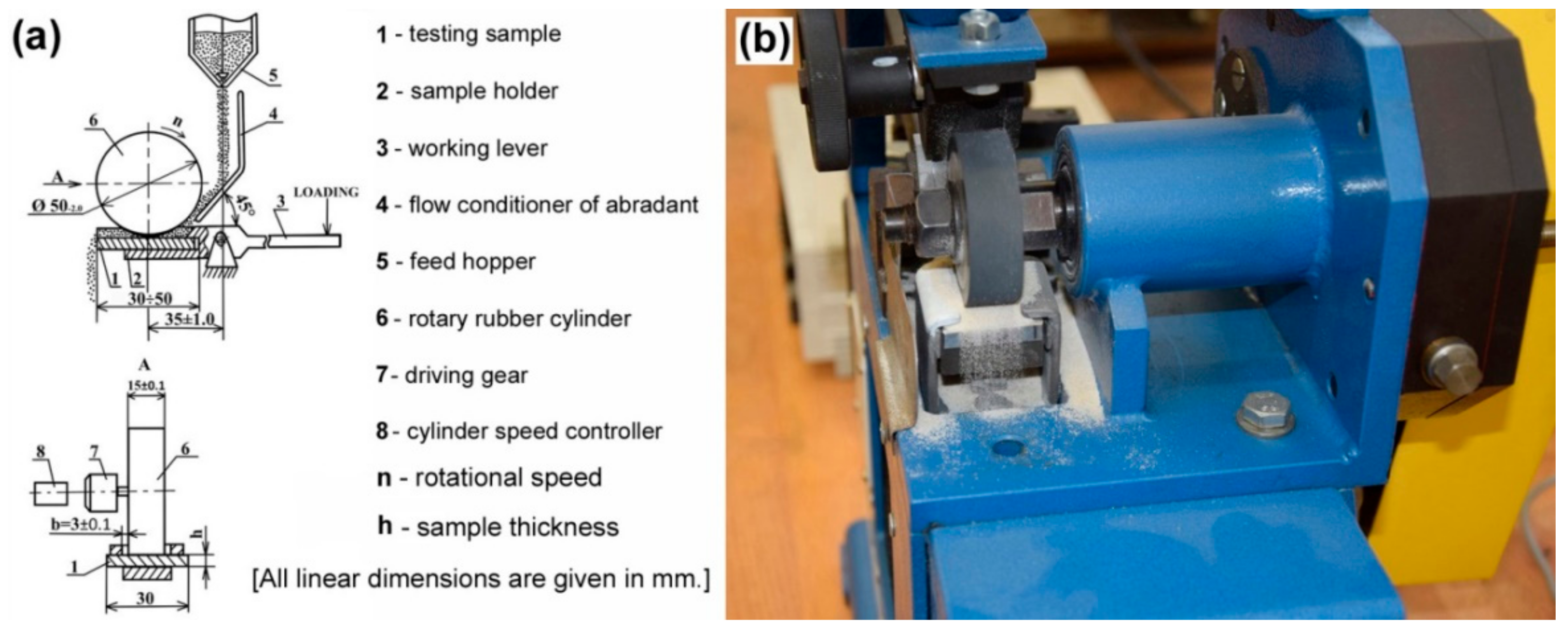
2. Materials and Methods
- Δmref.—average weight loss of reference (16MnCr5 steel) material (g)
- Δmspec.—average weight loss of specimen (hardfacing) material (g)
- Hmater.—average hardness of tested material (a.u.)
- Habr.—average hardness of used abrading agent (a.u.)
3. Results and Discussion
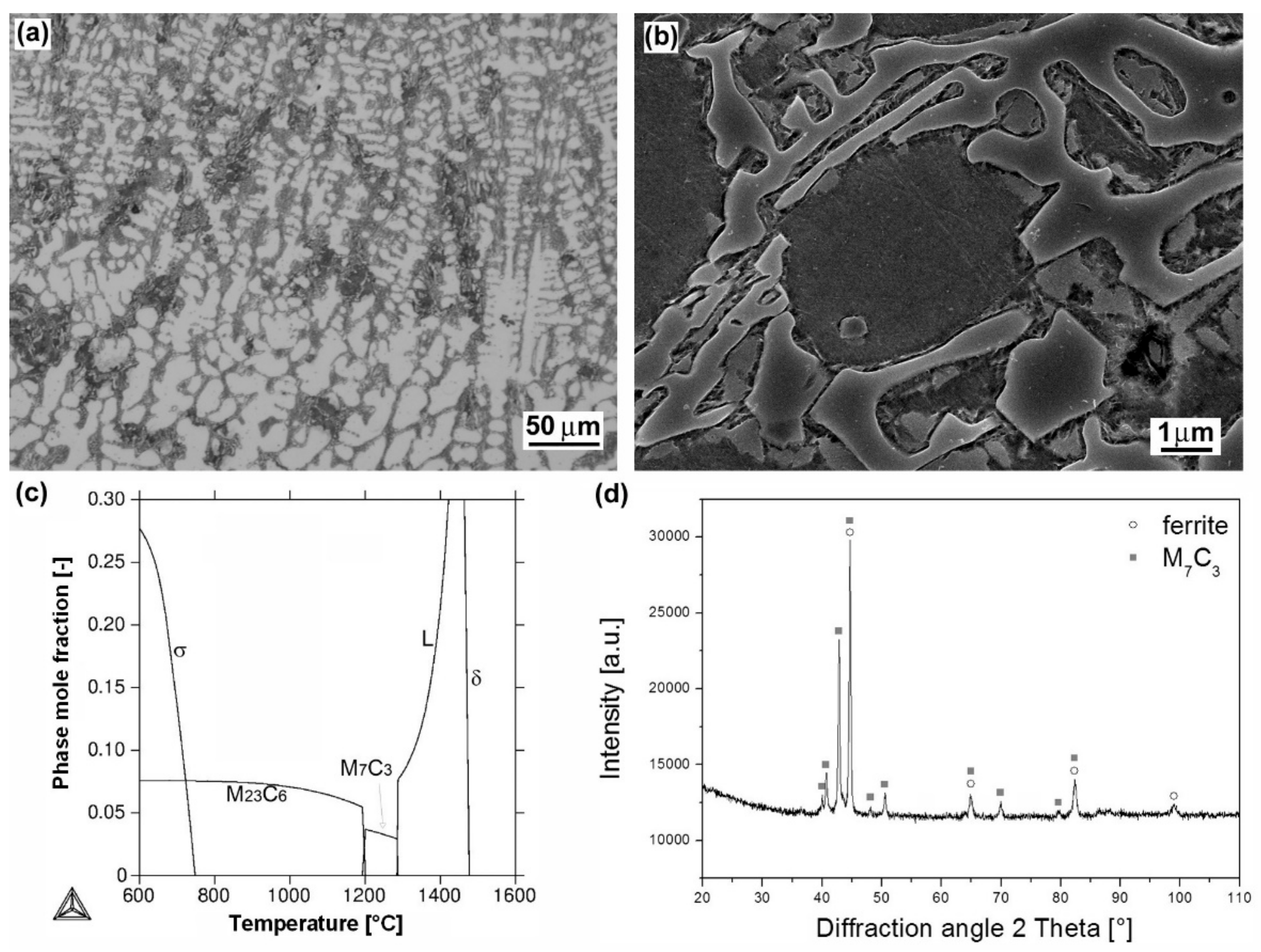
3.1. Microstructure
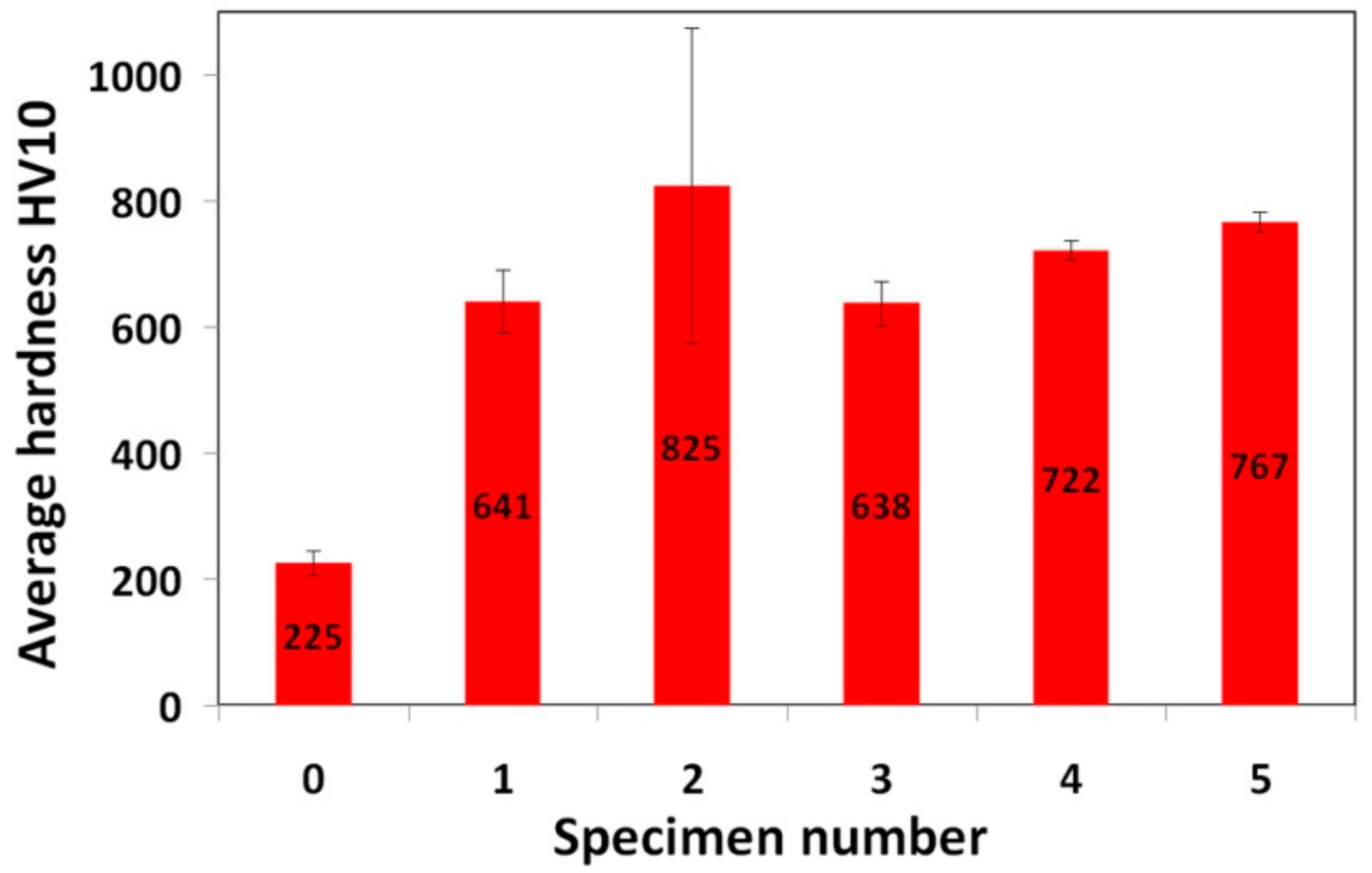
3.2. Hardness
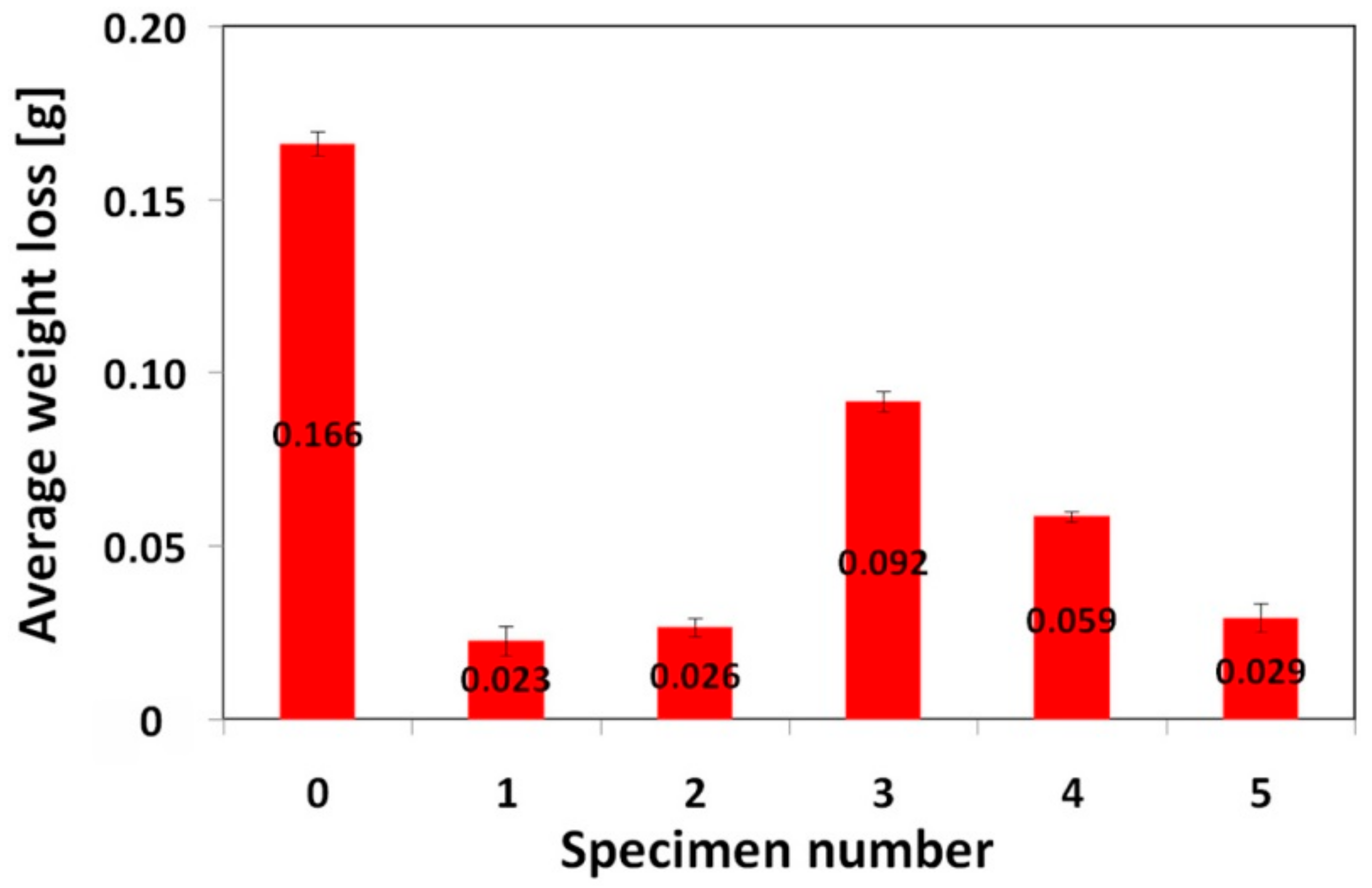
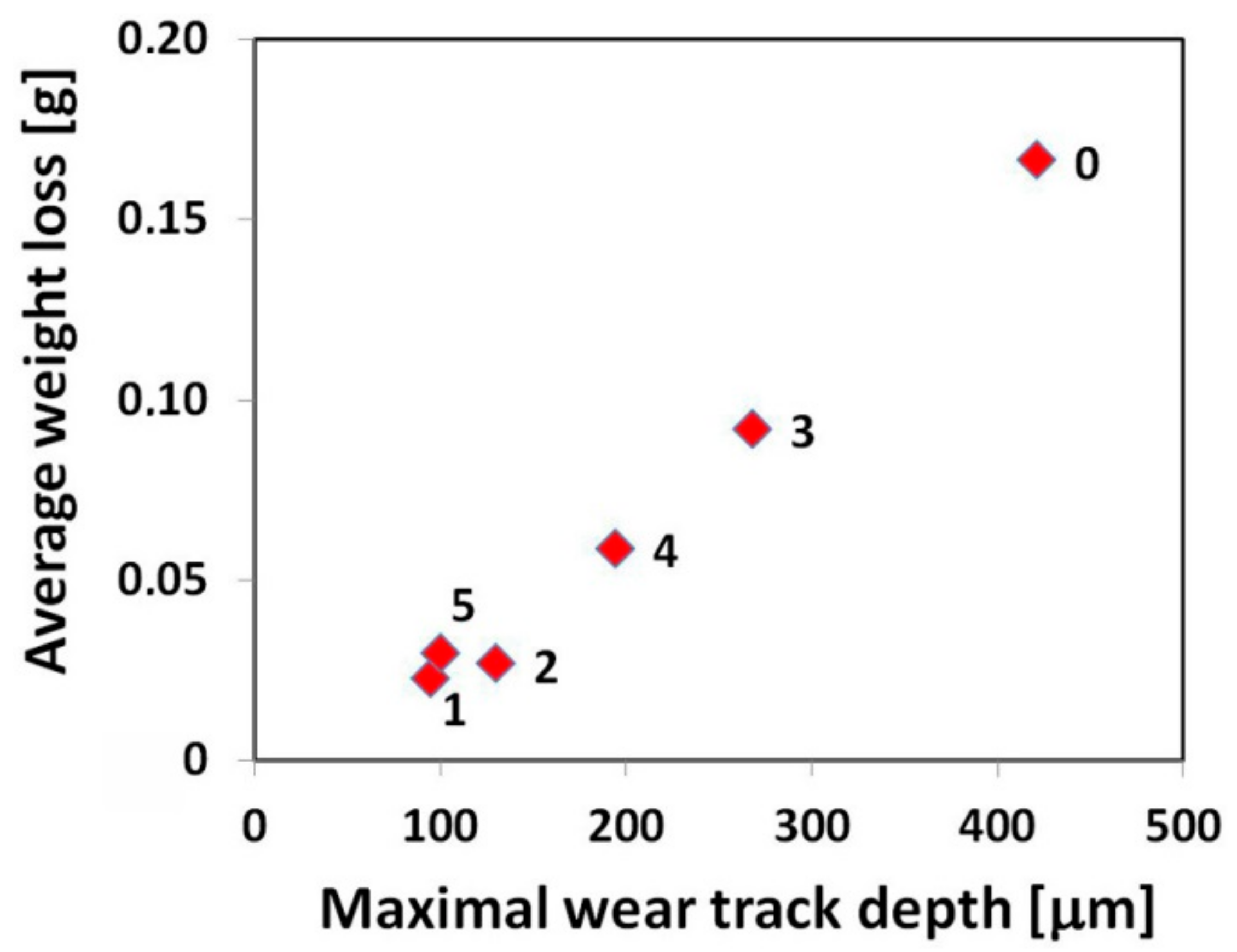
3.3. Abrasive Wear Resistance
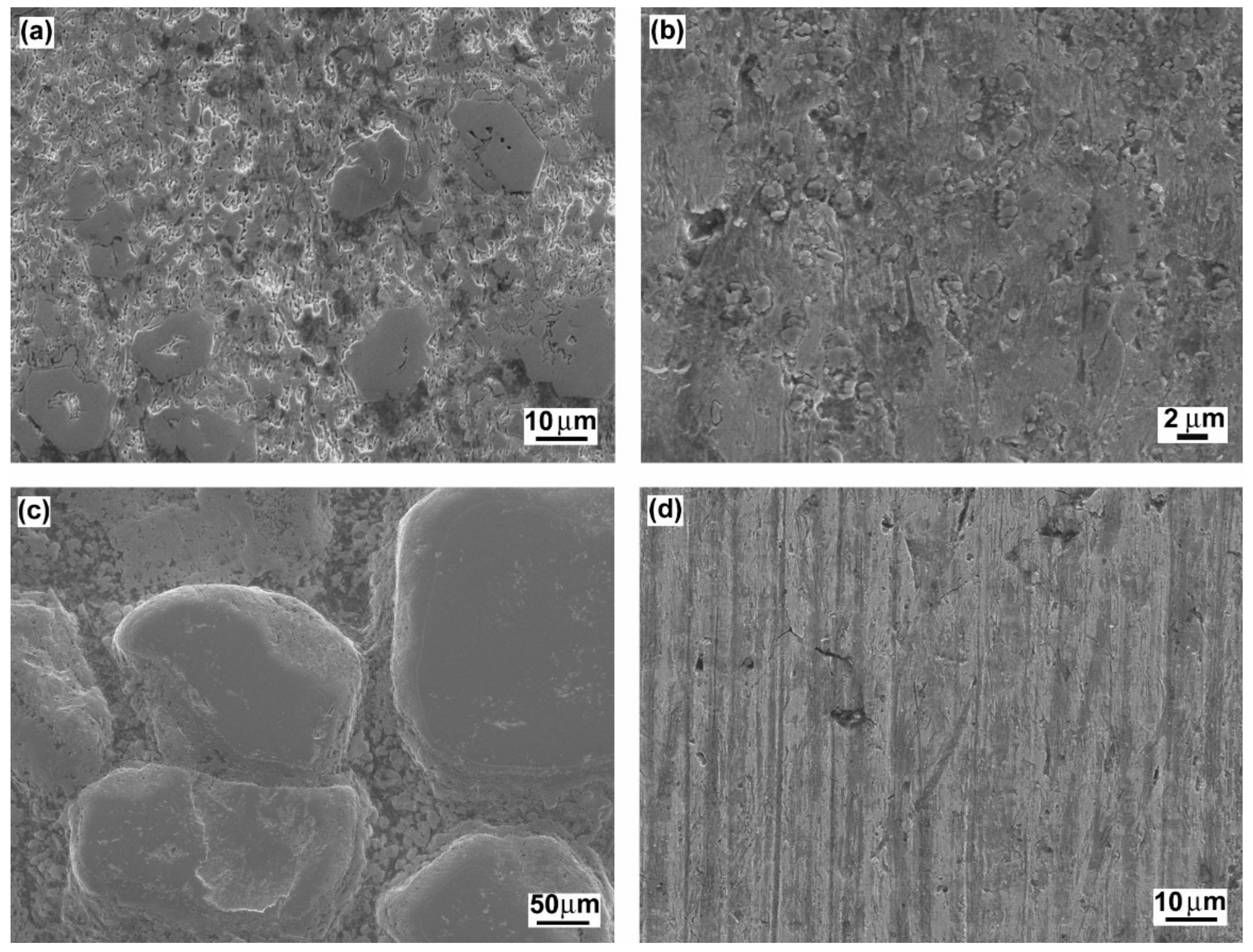
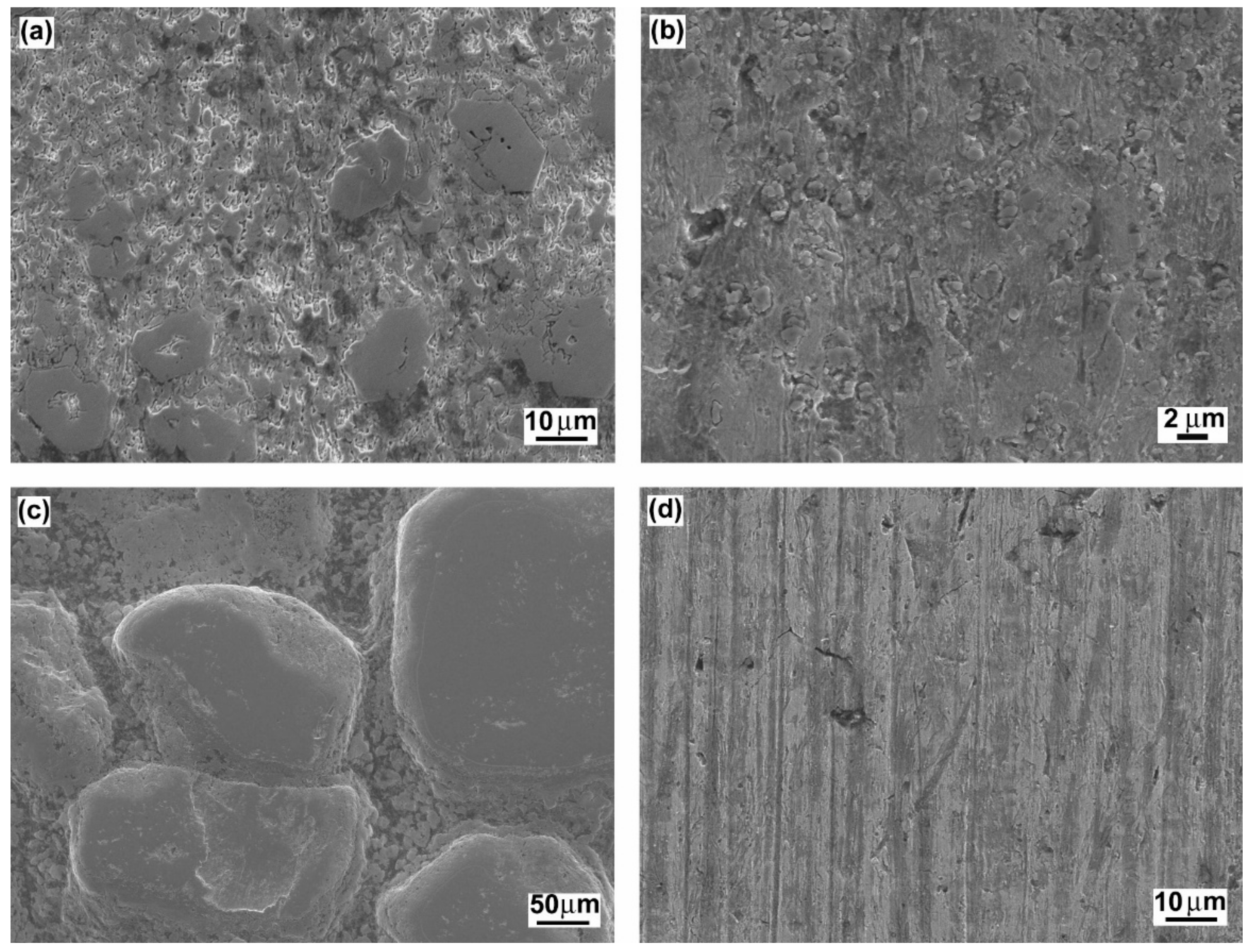
3.4. Characteristics of Wear Tracks and Wear Mechanisms
4. Summary and Conclusions
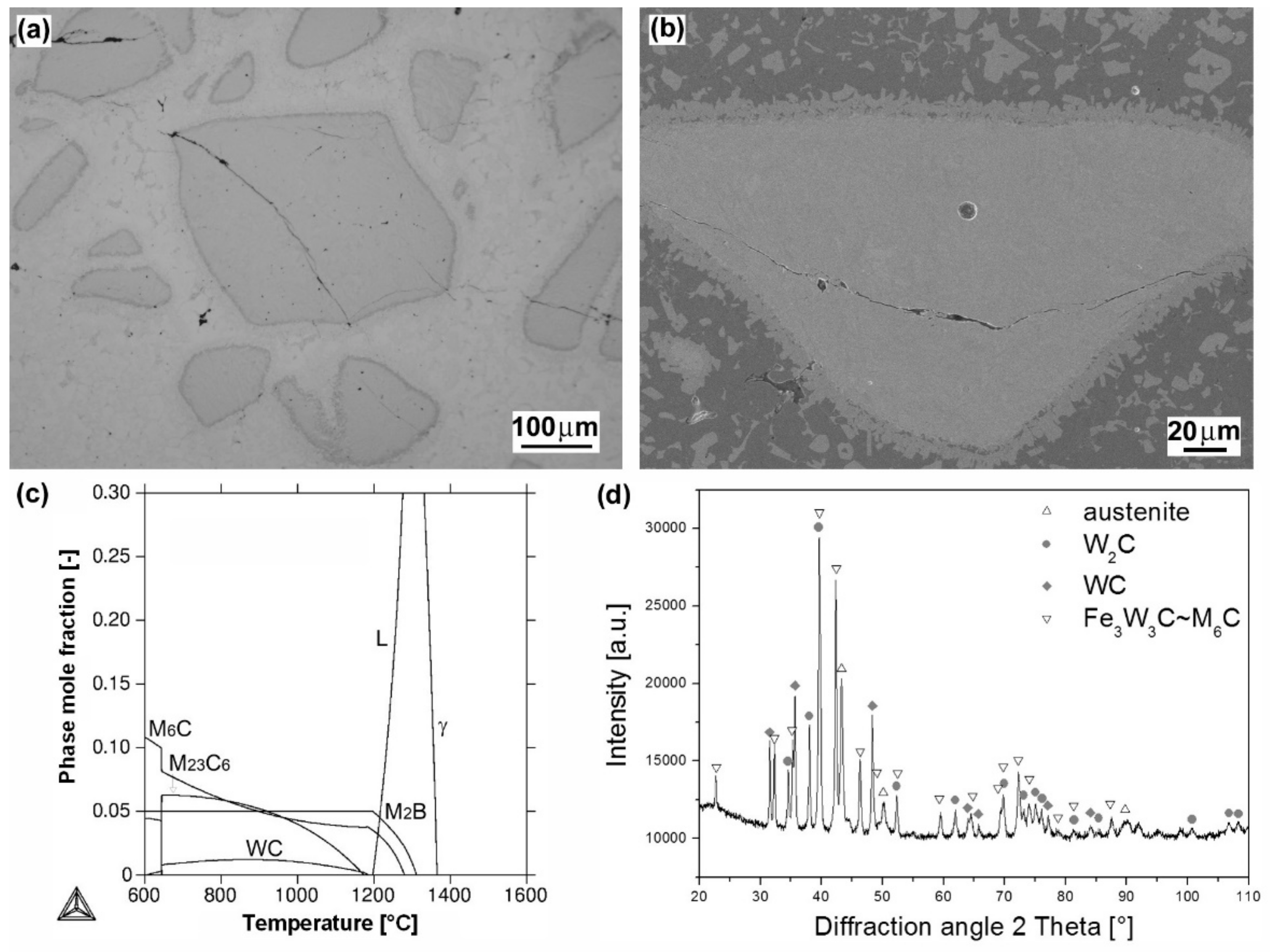
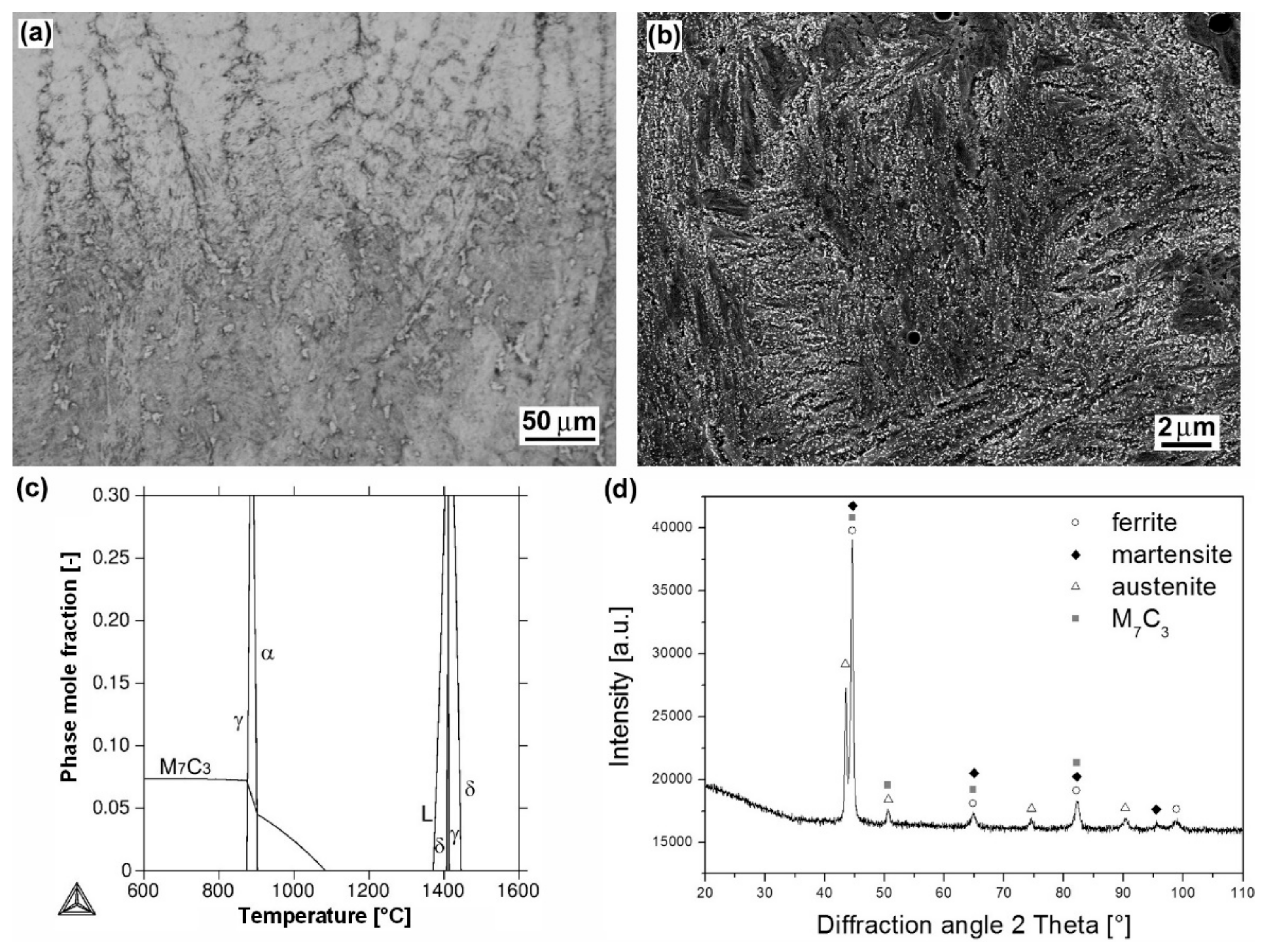
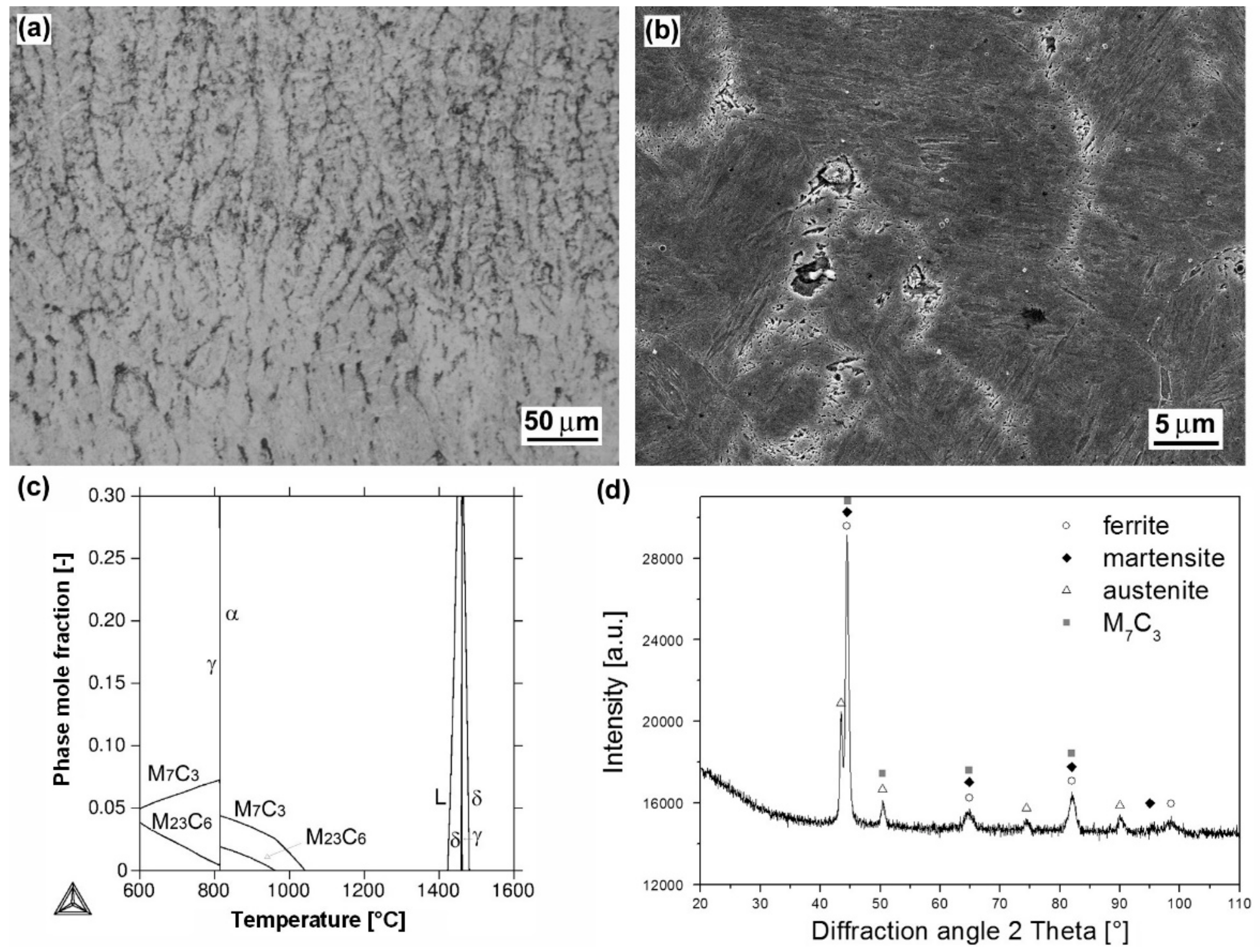
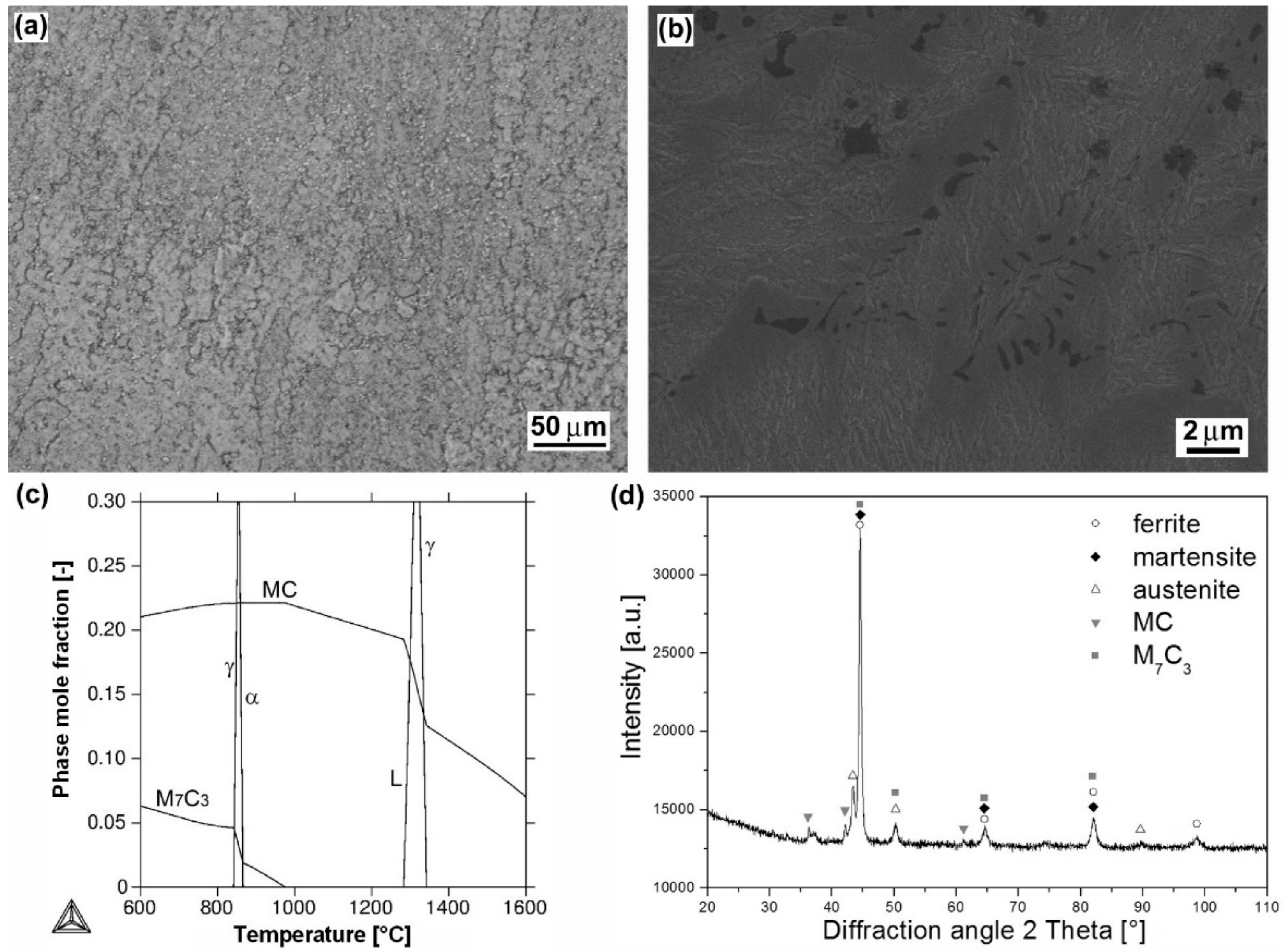
- Microstructural and phase analyses of individual studied hardfacings revealed great diversity in their microstructures and phase composition, which can be primarily related to their chemical composition variation. The high chromium and carbon contents (25 wt.% Cr, 3.5 wt.% C) in “E520 RB” hardfacing resulted in a formation of coarse “ledeburite-type” microstructure with primary δ-ferrite dendrites and residual eutectics with Cr-rich carbides. Thanks to the high nickel content (15 wt.% Ni) and W2C filling powder (60 wt.% W2C) of the used cored electrode, the “RD 571” hardfacing exhibited highly heterogeneous “cermet-type” microstructure with austenitic matrix and bulky tungsten carbide particles. Due to high chromium content in “LNM 420FM” (9 wt.% Cr), “E DUR 600” (8.5 wt.% Cr) and “Weartrode 62” (6.3 wt.% Cr) Fe-based hardfacings, their microstructures were all found to be formed of dendritic cell structures containing ferrite, martensite, retained austenite, and various carbide precipitates (e.g., Cr-rich carbides, Ti, V-rich carbides), depending on the individual hardfacing chemical composition.
- Thanks to varying microstructural heterogeneity of individual hardfacings, their surface hardness values were also mutually differing. All the studied hardfacings exhibited notably increased hardness values compared to 16MnCr5 grade steel reference material. The relatively high average hardness values at low value scattering were determined for “E DUR 600” and “Weartrode 62” hardfacings, probably due to the presence of fresh martensite within their solidified microstructures. Additional hardening might also occur as a result of solid solution strengthening by tungsten (0.5 wt.% W) and precipitation strengthening by (Ti, V)C carbides in “E DUR 600” and “Weartrode 62” hardfacings, respectively. In contrast, the “E520 RB” and “LNM 420FM” hardfacings exhibited considerably lower hardness values at greater value scattering that might be attributed to the presence of relatively softer ferrite matrix and harder Cr-rich carbides in their microstructures. The “RD 571” hardfacing exhibited the highest hardness but extraordinary great value scattering due to significant differences between the hardness values of hard tungsten carbide particles and those of much softer austenitic matrix.
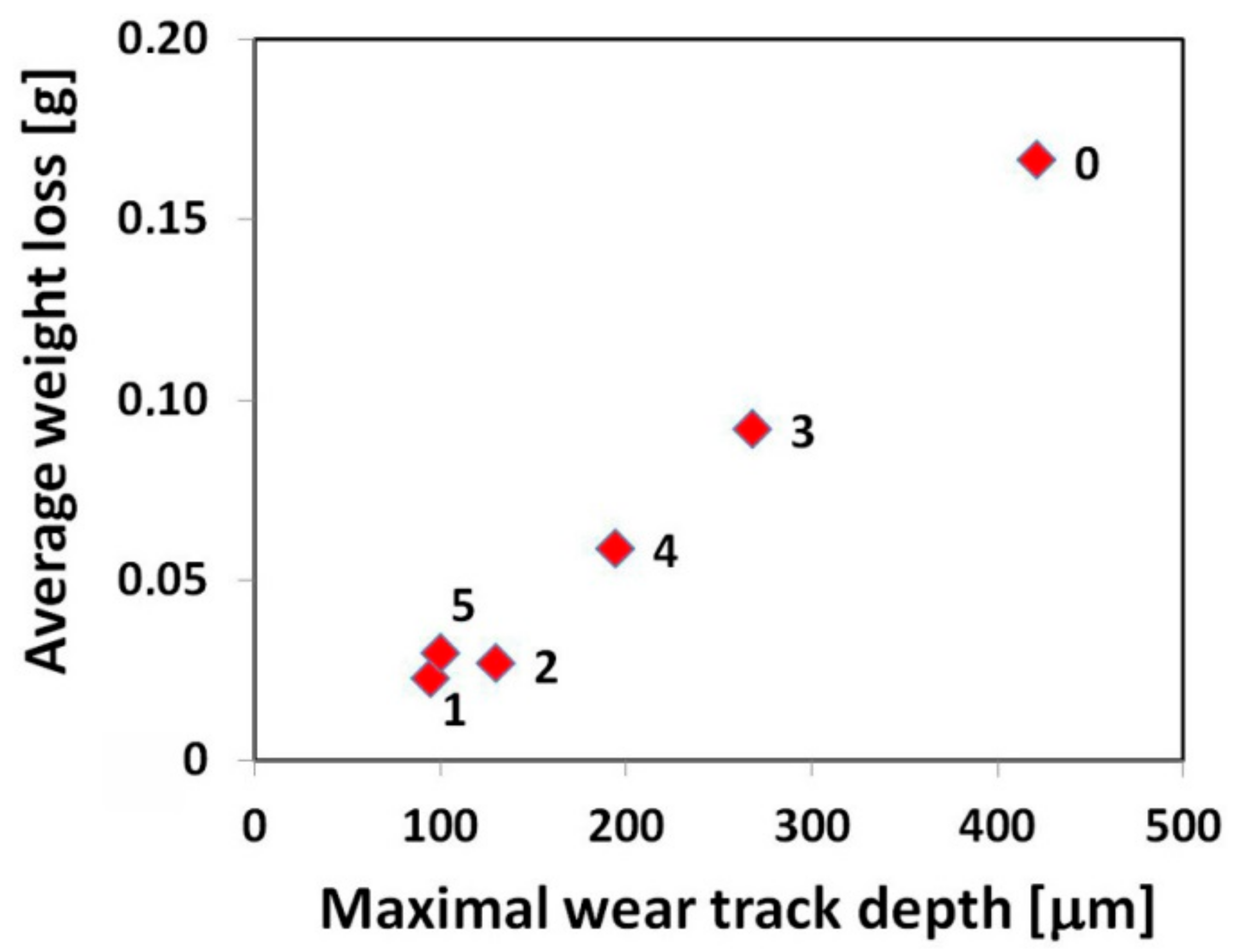
- All the investigated hardfacings, i.e., “E520 RB”, “RD 571”, “LNM 420FM”, “E DUR 600”, and “Weartrode 62”, exhibited lower weight loss and thus higher abrasive wear resistance, compared to the 16MnCr5 grade reference steel material. Due to vastly differing microstructure types (e.g., “ledeburite-type” with primary ferrite dendrites and chromium carbide eutectic, “cermet-type” with austenitic matrix and various tungsten carbides, mixed dendritic structures with ferritic/martensitic matrix and various carbide precipitates) of individual hardfacings, a general correlation between their surface hardness and abrasive wear resistance has not been indicated. However, the results of the present investigation obviously indicated the crucial factor enhancing the abrasive wear resistance to be the overall carbon content of the hardfacing material. Thus, the high abrasive wear resistance exhibited the hardfacings “E520 RB” (3.5 wt.% C), “RD 571” (60 wt.% W2C), and “Weartrode 62” (3 wt.% C), compared to other studied hardfacings (“LNM 420FM” and “E DUR 600”) with much lower carbon content (0.5 wt.% C). Among these hardfacings, the “E520 RB” material exhibited the highest abrasive wear resistance thanks to its beneficial “ledeburite-type” microstructure with specific “interlocking” eutectic morphology. The morphological wear track analyses revealed typical features of governing abrasive wear mechanisms of individual hardfacings. Despite the obtained results, service testing of individual hardfacings on real chipper tools is necessary to correlate currently obtained research findings with abrasive wear behavior in forestry operation conditions.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Grebner, D.L.; Bettinger, P.; Siry, J.P. Chapter 11: Common Forestry Practices. In Introduction to Forestry and Natural Resources; Academic Press: Cambridge, MA, USA, 2013; pp. 255–285. [Google Scholar]
- Kalincová, D.; Ťavodová, M.; Hnilicová, M.; Veverková, D. Machinery for forest cultivation—Increase of resistance to abrasive wear of the tool. MM Sci. J. 2016, 5, 1269–1272. [Google Scholar] [CrossRef]
- Müller, M.; Hrabě, P. Overlay materials used for increasing lifetime of machine parts working under conditions of intensive abrasion. Res. Agric. Eng. 2013, 59, 16–22. [Google Scholar] [CrossRef] [Green Version]
- Naughton-Duszová, A.; Csanádi, T.; Sedlák, R.; Hvizdoš, P.; Dusza, J. Small-Scale Mechanical Testing of Cemented Carbides from the Micro- to the Nano-Level: A Review. Metals 2019, 9, 502. [Google Scholar] [CrossRef]
- Votava, J.; Černý, M.; Filípek, J. Effect of heat treatment on abrasive wear. Acta Univ. Agric. Silvic. Mendel. Brun. 2005, 53, 175–185. [Google Scholar] [CrossRef]
- Chiniforush, E.A.; Yazdani, S.; Mohammadi, M.; Niki, N. Replacing martensite with nanobainite in moderately alloyed carburised steel for better wear performance. Int. J. Mater. Res. 2019, 110, 106–113. [Google Scholar] [CrossRef]
- Tobie, T.; Hippenstiel, F.; Mohrbacher, H. Optimizing Gear Performance by Alloy Modification of Carburizing Steels. Metals 2017, 7, 415. [Google Scholar] [CrossRef]
- Ayday, A.; Durman, M. Wear performance of ductile iron after electrolytic plasma hardening. Kov. Mater. 2019, 57, 19–26. [Google Scholar] [CrossRef]
- Janicki, D. Microstructure and Sliding Wear Behaviour of In-Situ TiC-Reinforced Composite Surface Layers Fabricated on Ductile Cast Iron by Laser Alloying. Materials 2018, 11, 75. [Google Scholar] [CrossRef]
- Kováč, I.; Mikuš, R.; Žarnovský, J.; Drlička, R.; Žitňanský, J.; Výrostková, A. Creation of wear resistant boride layers on selected steel grades in electric arc remelting process. Kov. Mater. 2014, 52, 387–394. [Google Scholar] [CrossRef]
- Leitner, M.; Pichler, P.; Steinwender, F.; Guster, C. Wear and fatigue resistance of mild steel components reinforced by arc welded hard layers. Surf. Coat. Technol. 2017, 330, 140–148. [Google Scholar] [CrossRef]
- Saklakoglu, N.; Gencalp Irizalp, S.; Dogan, S.; Ildas, G.; Saklakoglu, I.E. Performance of Fe-based hardfacings on hot forging die: Experimental, numerical and industrial studies. Kov. Mater. 2018, 56, 15–27. [Google Scholar] [CrossRef]
- Brezinová, J.; Draganovská, D.; Guzanová, A.; Balog, P.; Viňáš, J. Influence of the Hardfacing Welds Structure on Their Wear Resistance. Metals 2016, 6, 36. [Google Scholar] [CrossRef]
- Ťavodová, M.; Džupon, M.; Kalincová, D.; Hnilicová, M. Deformation of exposed tool parts for crushing of undesirable advance growth. Acta Technol. Agric. 2018, 21, 166–173. [Google Scholar] [CrossRef]
- Ťavodová, M.; Kalincová, D.; Kotus, M.; Pavlík, Ľ. The Possibility of Increasing the Wearing Resistance of Mulcher Tools. Acta Technol. Agric. 2018, 21, 87–93. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Wang, Y.; Jin, X. Effect of Cryogenic Treatment on Microstructure and Wear Resistance of Carburized 20CrNi2MoV Steel. Metals 2018, 8, 808. [Google Scholar] [CrossRef]
- Hawryluk, M.; Zwierzchowski, M.; Marciniak, M.; Sadowski, P. Phenomena and degradation mechanisms in the surface layer of die inserts used in the hot forging processes. Eng. Fail. Anal. 2017, 79, 313–329. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Kang, P.; Duan, X.; Song, C. Study of microstructure, mechanical properties and impact-abrasive wear behavior of medium-carbon steel treated by quenching and partitioning (Q&P) process. Wear 2018, 414–415, 21–30. [Google Scholar] [CrossRef]
- Yi, Y.; Xing, J.; Ren, X.; Fu, H.; Li, Q.; Yi., D. Investigation on abrasive wear behavior of Fe-B alloys containing various molybdenum contents. Tribol. Int. 2019, 135, 237–245. [Google Scholar] [CrossRef]
- Trevisiol, C.; Jourani, A.; Bouvier, S. Effect of hardness, microstructure, normal load and abrasive size on friction and on wear behaviour of 35NCD16 steel. Wear 2017, 388–389, 101–111. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J.; Li, J. Effects of chromium additions on the three-body abrasive wear behavior of Fe-3.0 wt% B alloy. Wear 2017, 378–379, 165–173. [Google Scholar] [CrossRef]
- Venkatesh, B.; Sriker, K.; Prabhakar, V.S.V. Wear characteristics of hardfacing alloys: State-of-the-art. Procedia Mater. Sci. 2015, 10, 527–532. [Google Scholar] [CrossRef]
- Buchely, M.F.; Gutierrez, J.C.; León, L.M.; Toro, A. The effect of microstructure on abrasive wear of hardfacing alloys. Wear 2005, 259, 52–61. [Google Scholar] [CrossRef]
- Roncery, L.M.; Jácome, L.A.; Aghajani, A.; Theisen, W.; Weber, S. Subsurface characterization of high-strength high-interstitial austenitic steels after impact wear. Wear 2018, 402–403, 137–147. [Google Scholar] [CrossRef]
- Russian Standard: ГОСТ 23.208-79 Обеспечение износостойкости изделий. Метод испытания материалов на износостойкость при трении о нежестко закрепленные абразивные частицы. [In English: GOST 23.208-79 Ensuring of Wear Resistance of Products. Wear Resistance Testing of Materials by Friction Against Loosely Fixed Abrasive Particles]. Available online: https://www.internet-law.ru/gosts/gost/4066 (accessed on 14 June 2019).
- Futáš, P.; Pribulová, A.; Fedorko, G.; Molnár, V.; Junáková, A.; Laskovský, V. Failure analysis of a railway brake disc with the use of casting process simulation. Eng. Fail. Anal. 2019, 95, 226–238. [Google Scholar] [CrossRef]
- Ceniga, L. Analytical Models of Thermal Stresses in Composite Materials III; Nova Science Publishers: New York, NY, USA, 2012; ISBN 978-1-61324-710-5. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Al | Cu | Ni | Cr | V |
| 0.212 | 1.302 | 0.241 | 0.012 | 0.006 | 0.028 | 0.125 | 0.131 | 1.219 | 0.004 |
| Nb | Mo | Co | Sn | Sb | W | B | Ca | Zr | Fe |
| <0.002 | 0.035 | 0.009 | 0.007 | 0.003 | <0.003 | 0.0002 | 0.0017 | 0.001 | rest |
| Specimen No. | Hardfacing Material | C | Mn | Si | Ni | Cr | Ti | V | W | B | W2C | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | E520 RB | 3.50 | 0.80 | 0.80 | 25 | 1.3 | rest | |||||
| 2 | RD 571 | 0.10 | 0.50 | 0.80 | 15.0 | 5.0 | 0.3 | 60 | rest | |||
| 3 | LNM 420FM | 0.50 | 0.40 | 3.00 | 9.0 | rest | ||||||
| 4 | E DUR 600 | 0.50 | 8.5 | 0.5 | rest | |||||||
| 5 | Weartrode 62 | 3.00 | 0.30 | 2.00 | 6.3 | 4.8 | 5.0 | rest |
| Parameter | Hardfacing Materials Used for Hard Surfacing of 16MnCr5 Grade Steel Reference Material | ||||
|---|---|---|---|---|---|
| E520 RB | RD 571 | LNM 420FM | E DUR 600 | Weartrode 62 | |
| Electrode dimensions | ϕ 2.5 × 450 mm | ϕ 3.2 × 450 mm | ϕ 1.2 mm | ϕ 2.5 × 450 mm | ϕ 2.5 × 350 mm |
| Welding current/voltage | 120–130 A 24 V | - | 180 A 28.8 V | 80 A 22.5 V | 109 A 19.2 V |
| Welding speed (cm·min−1) | 15 | - | 27–32 | 21–29 | 21–29 |
| Preheat condition | - | - | 150–180 °C | 150–180 °C | 150–180 °C |
| Welding method | MMA (111) | Oxy-acetylene flame-softly carburizing | MAG (135), M21: 82%Ar, 18%CO2 | MMA (111) | MMA (111) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Falat, L.; Džupon, M.; Ťavodová, M.; Hnilica, R.; Ľuptáčiková, V.; Čiripová, L.; Homolová, V.; Ďurišinová, K. Microstructure and Abrasive Wear Resistance of Various Alloy Hardfacings for Application on Heavy-Duty Chipper Tools in Forestry Shredding and Mulching Operations. Materials 2019, 12, 2212. https://doi.org/10.3390/ma12132212
Falat L, Džupon M, Ťavodová M, Hnilica R, Ľuptáčiková V, Čiripová L, Homolová V, Ďurišinová K. Microstructure and Abrasive Wear Resistance of Various Alloy Hardfacings for Application on Heavy-Duty Chipper Tools in Forestry Shredding and Mulching Operations. Materials. 2019; 12(13):2212. https://doi.org/10.3390/ma12132212
Chicago/Turabian StyleFalat, Ladislav, Miroslav Džupon, Miroslava Ťavodová, Richard Hnilica, Veronika Ľuptáčiková, Lucia Čiripová, Viera Homolová, and Katarína Ďurišinová. 2019. "Microstructure and Abrasive Wear Resistance of Various Alloy Hardfacings for Application on Heavy-Duty Chipper Tools in Forestry Shredding and Mulching Operations" Materials 12, no. 13: 2212. https://doi.org/10.3390/ma12132212
APA StyleFalat, L., Džupon, M., Ťavodová, M., Hnilica, R., Ľuptáčiková, V., Čiripová, L., Homolová, V., & Ďurišinová, K. (2019). Microstructure and Abrasive Wear Resistance of Various Alloy Hardfacings for Application on Heavy-Duty Chipper Tools in Forestry Shredding and Mulching Operations. Materials, 12(13), 2212. https://doi.org/10.3390/ma12132212