Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys




Abstract
:
1. Introduction
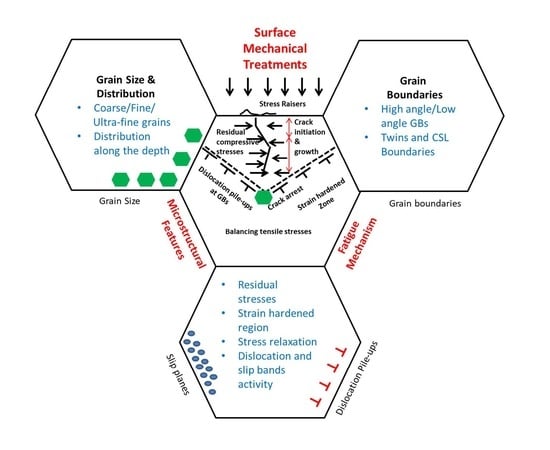
2. Fatigue Mechanism
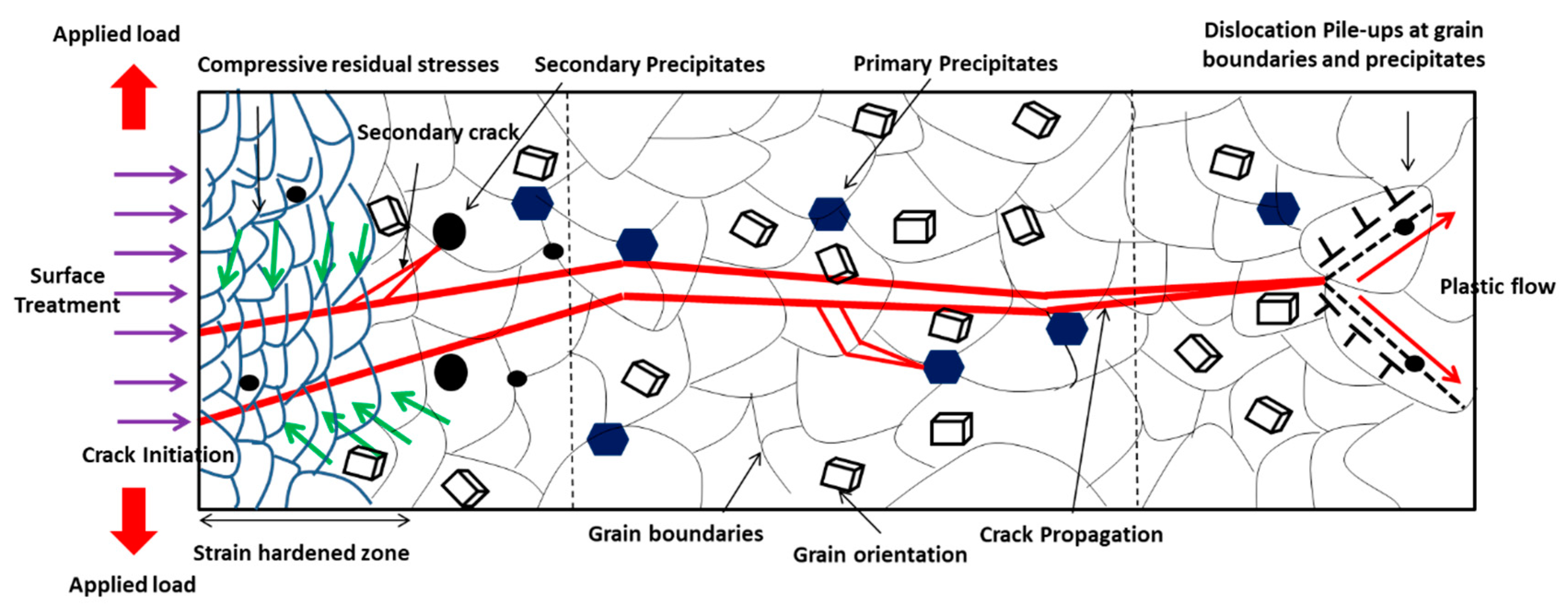
2.1. Crack Initiation Mechanism
2.2. Crack Propagation Mechanism
3. Influencing Factors of Ni-Based Alloy Fatigue Behavior
3.1. Grain Size and Distribution
3.1.1. Coarse, Fine, Ultrafine, and Nanocrystalline Grains
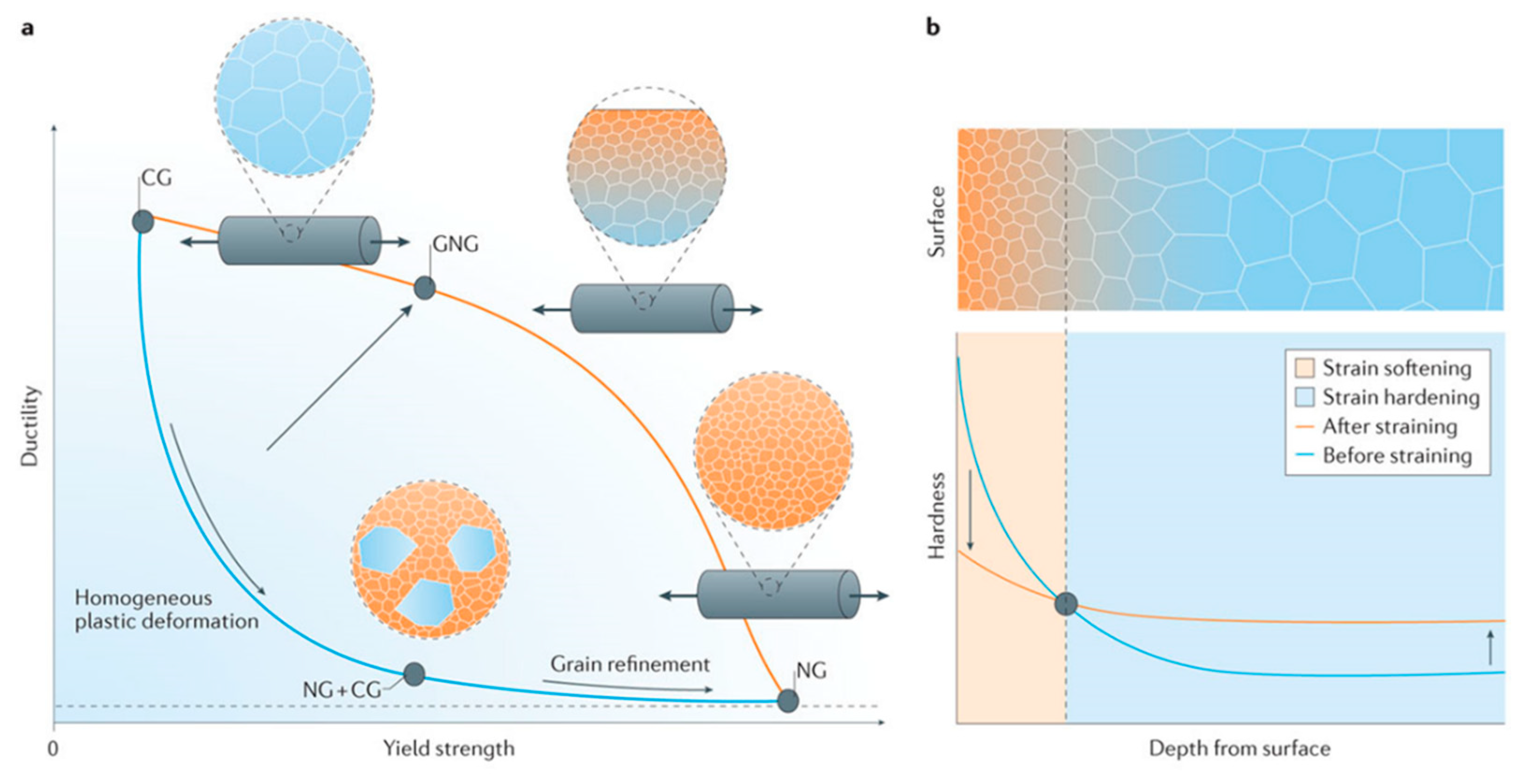
3.1.2. Gradient and Homogenous Structure
3.2. Interface Boundaries
3.2.1. Grain and Twin Boundaries
3.2.2. High Angle and Low Angle Grain Boundaries
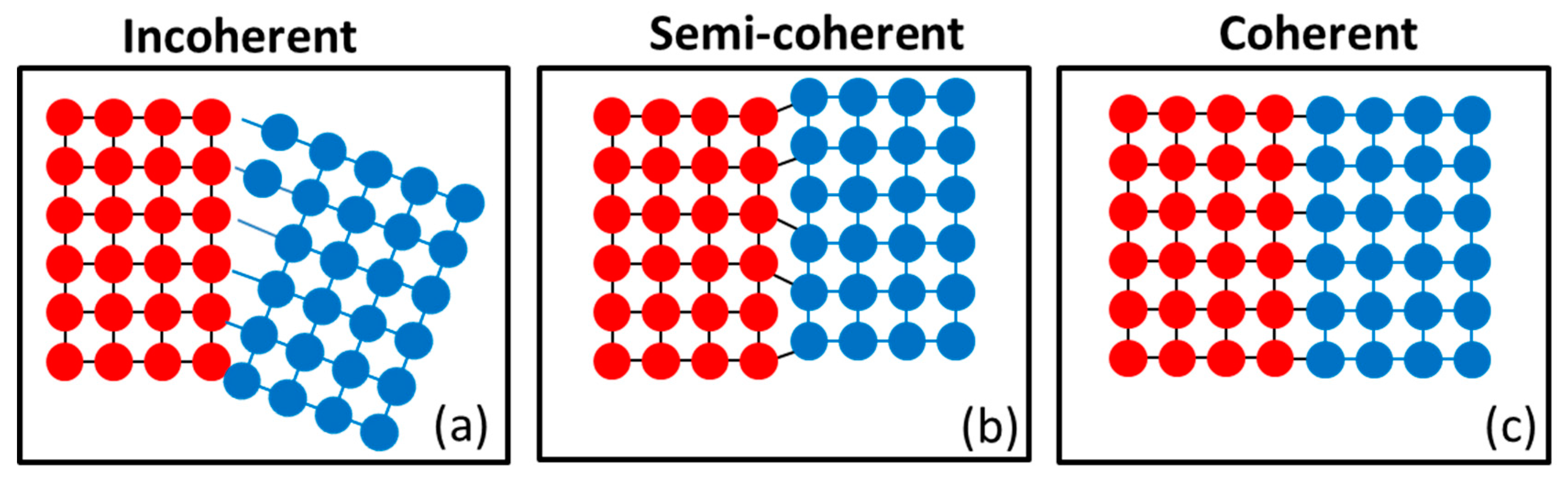
3.2.3. Coherent and Incoherent Grain Boundaries
3.3. Dislocation Generation and Pile-Ups
3.4. Slip Band and Slip Planes
3.5. Strain Hardening Effects
3.6. Compressive Residual Stress Distribution
4. Severe Plastic Deformation Techniques for Bulk
4.1. Equal Channel Angular (ECA)
4.2. High-Pressure Torsion (HPT)
5. Surface Modification Techniques
5.1. Shot Peening (SP)
5.2. Vibro Peening (VP)
5.3. Deep Cold Rolling (DCR)
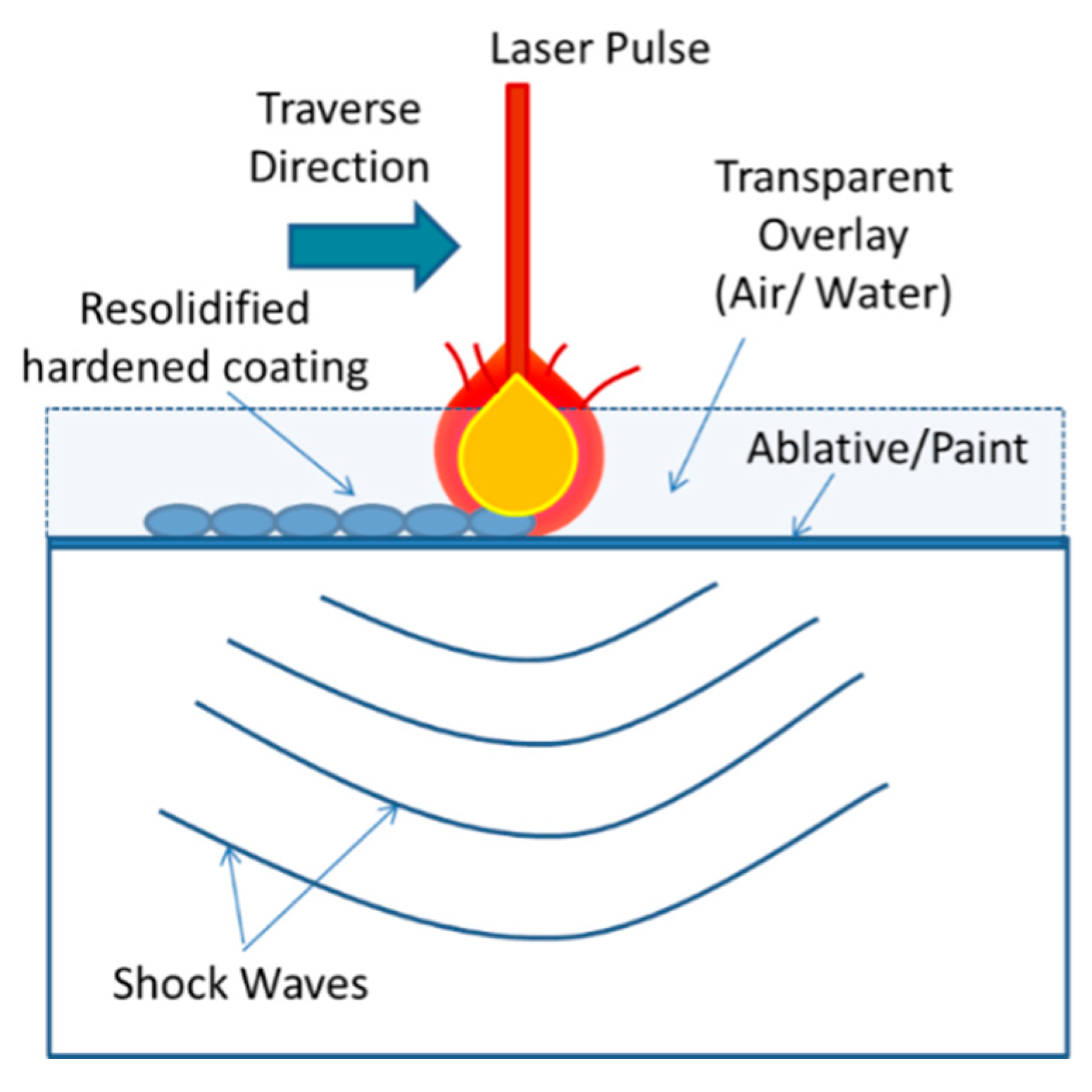
5.4. Laser Shock Peening (LSP)
5.5. Water Jet Cavitation Peening (WJCP)
5.6. Ultrasonic Shot Peening (USSP)
6. Major Conclusions and Scope for Future Research Work
- To achieve a good combination of strength and ductility simultaneously, gradient microstructure, i.e., nanocrystalline on the surface and coarse in core can be produced in the material using surface mechanical treatments.
- Residual compressive stress and strain hardening are beneficial for improving fatigue crack resistance. However, strain hardening is adversely affected at elevated temperatures due to dominance of creep.
- For elevated temperature applications, stress relaxation behavior is a recurrent phenomenon because of the dislocation annihilation mechanism, but it can be controlled by resisting the atomic motions on slip planes by introducing twin grain boundaries.
- Surface mechanical treatments with varying strain rates could generate grain size, residual stress, strain hardening, and other defects with varying distribution throughout the material depth. Additionally, optimization is essential for developing material with excellent performance.
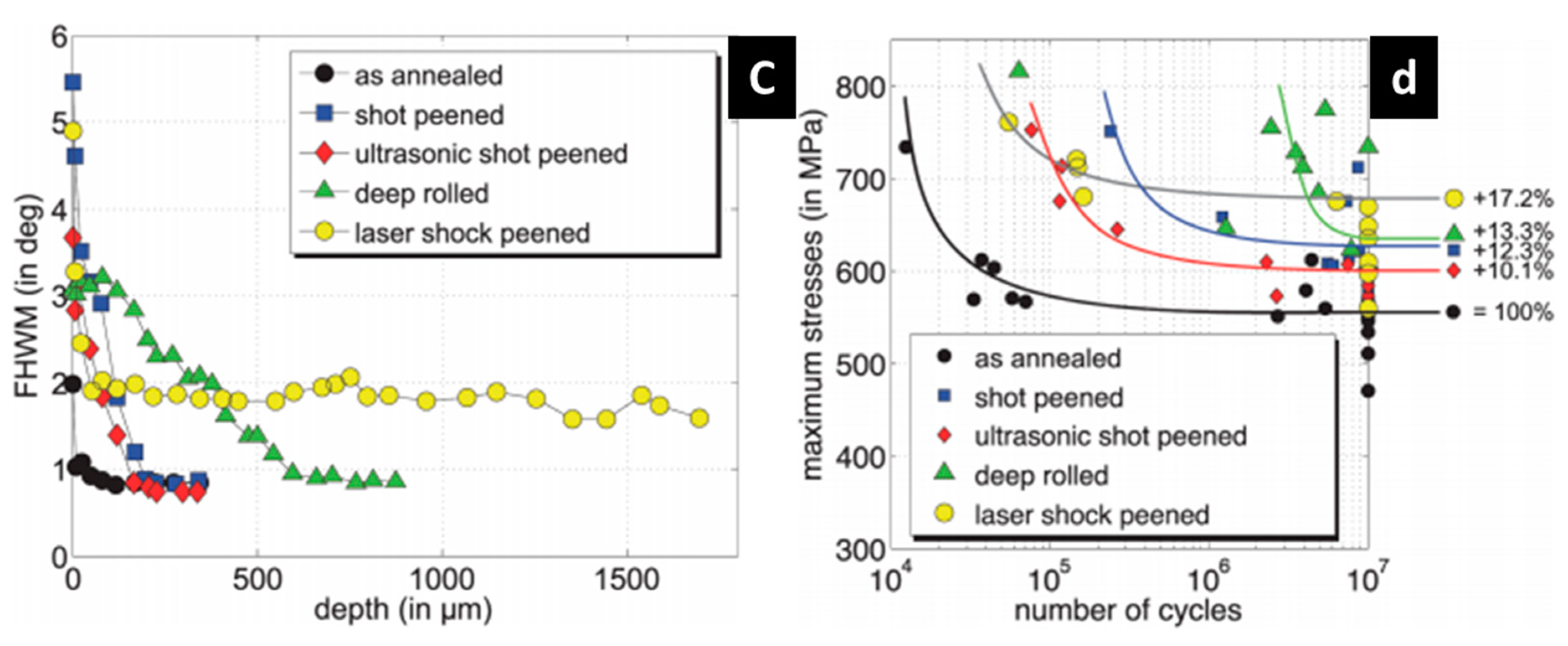
- For surface treatments, LSP shows relatively high fatigue performance and deeper residual stress as compared with SP, USSP, WJCP, and DCR for the studied process parameters. However, the same input energy, coverage, and material is required for a better comparison of the processes and performance. Hybrid processes like shot peening followed by deep cold rolling could be beneficial for the fatigue life, as a high magnitude of compressive residual stress deeper in the material can be achieved.
- Grain Size: Decreasing grain size increases strain hardening as per the Hall–Petch relationship, thus, resistance to crack initiation increases. Additionally, decreasing grain size increases the frequency of crack encounters boundaries, which provides more resistance to the crack growth.
- Grain Distribution: Surface nanograin structure strengthens the material while interior coarse grains maintains the ductility of the material. The hard-and-deformed nanograined surface structure suppresses the crack initiation while the soft coarse-grain interior structure is effective in arresting the cracks [53]. Strain delocalization in gradient nanostructure is responsible for enhancing fatigue resistance in cyclic loading/unloading.
- Twin GBs: Twin boundaries toughen the material by the dislocation-twin interaction that provides a dislocation nucleation site. When dislocations strike with twin boundaries, stress concentration occurs at GBs. To eliminate stress localization, dislocation nucleation takes place on another side of the grain boundary. This dislocation nucleation and pile-ups make twin boundary a source of dislocation generation, thus, improving the toughness of the material.
- High Angle GBs: High angle GBs with ultrafine grain and nonequilibrium structure encourage grain boundary sliding, and thus, improve the ductility of the material. Simultaneously, ultrafine grain strengthens the material. Thus, a combination of high strength and ductility can be achieved through gradient microstructure.
- Low Angle GBs: Low angle GBs are generally poor in grain boundary sliding which leads to lower ductility and improves the hardness of the material significantly.
- Dislocations: Resistance to dislocation movement provides the strengthening of the material. However, dislocation pile-ups at the grain boundaries or precipitates generate the stress concentration, and therefore dislocation either moves to another grain to reduce the stress intensity or initiates the cracks at the grain boundaries.
- Strain Hardening: Strain hardening effect, generated due to dislocation nucleation and pile-up, increases the hardness but reduces the ductility of the material. The influence of strain hardening is still ambiguous as both beneficial and adverse effects on fatigue life have been reported by several researchers. The higher effective depth of the strain-hardened region rather than its high magnitude is anticipated for higher mechanical performance.
- Compressive residual stress: Compressive residual stress compensates the tensile stress generated due to applied load that reduces the chances of crack initiation on the surface. Compressive residual stress and stress gradient throughout the depth are beneficial for fatigue life as they can provide high resistance towards both crack initiation and propagation mechanism. There are still arguments whether the high depth of influence or high magnitude of compressive residual stress is beneficial for high fatigue performance.
Author Contributions
Funding
Conflicts of Interest
References
- Pollock, T.M.; Tin, S. Nickel-based superalloys for advanced turbine engines: chemistry, microstructure and properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Liu, X.; Chu, P.K.; Ding, C. Surface modification of titanium, titanium alloys, and related materials for biomedical applications. Mater. Sci. Eng. R Rep. 2005, 47, 49–121. [Google Scholar] [CrossRef]
- Cashell, K.A.; Baddoo, N.R. Ferritic stainless steels in structural applications. Thin Walled Struct. 2014, 83, 169–181. [Google Scholar] [CrossRef] [Green Version]
- Luo, A.A. Recent magnesium alloy development for elevated temperature applications. Int. Mater. Rev. 2004, 49, 13–30. [Google Scholar] [CrossRef]
- Feldmann, G.G.; Haubold, T. Mechanical surface treatment technologies for improving HCF strength and surface roughness of blisk-rotors. Mater. Sci. Forum 2013, 768–769, 510–518. [Google Scholar] [CrossRef]
- Feldmann, G.; Wong, C.C.; Wei, W.; Haubold, T. Application of vibropeening on aero-engine component. Procedia CIRP 2014, 13, 423–428. [Google Scholar] [CrossRef]
- Zhang, P.; Lindemann, J. Influence of shot peening on high cycle fatigue properties of the high-strength wrought magnesium alloy AZ80. Scr. Mater. 2005, 52, 485–490. [Google Scholar] [CrossRef]
- Wang, Z.; Jiang, C.; Gan, X.; Chen, Y.; Ji, V. Influence of shot peening on the fatigue life of laser hardened 17-4PH steel. Int. J. Fatigue 2011, 33, 549–556. [Google Scholar] [CrossRef]
- Gao, Y.K.; Wu, X.R. Experimental investigation and fatigue life prediction for 7475-T7351 aluminum alloy with and without shot peening-induced residual stresses. Acta Mater. 2011, 59, 3737–3747. [Google Scholar] [CrossRef]
- Gujba, A.K.; Medraj, M. Laser peening process and its impact on materials properties in comparison with shot peening and ultrasonic impact peening. Materials 2014, 7, 7925–7974. [Google Scholar] [CrossRef] [PubMed]
- Luong, H.; Hill, M.R. The effects of laser peening and shot peening on high cycle fatigue in 7050-T7451 aluminum alloy. Mater. Sci. Eng. A 2010, 527, 699–707. [Google Scholar] [CrossRef]
- Hatamleh, O. A comprehensive investigation on the effects of laser and shot peening on fatigue crack growth in friction stir welded AA 2195 joints. Int. J. Fatigue 2009, 31, 974–988. [Google Scholar] [CrossRef]
- Ganesh, P.; Sundar, R.; Kumar, H.; Kaul, R.; Ranganathan, K.; Hedaoo, P.; Tiwari, P.; Kukreja, L.M.; Oak, S.M.; Dasari, S.; et al. Studies on laser peening of spring steel for automotive applications. Opt. Lasers Eng. 2012, 50, 678–686. [Google Scholar] [CrossRef]
- Hatamleh, O.; Lyons, J.; Forman, R. Laser and shot peening effects on fatigue crack growth in friction stir welded 7075-T7351 aluminum alloy joints. Int. J. Fatigue 2007, 29, 421–434. [Google Scholar] [CrossRef]
- Tsuji, N.; Tanaka, S.; Takasugi, T. Effect of combined plasma-carburizing and deep-rolling on notch fatigue property of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2009, 499, 482–488. [Google Scholar] [CrossRef]
- Nalla, R.K.; Altenberger, I.; Noster, U.; Liu, G.Y.; Scholtes, B.; Ritchie, R.O. On the influence of mechanical surface treatments-deep rolling and laser shock peening-on the fatigue behavior of Ti-6Al-4V at ambient and elevated temperatures. Mater. Sci. Eng. A 2003, 355, 216–230. [Google Scholar] [CrossRef]
- Wong, C.C.; Hartawan, A.; Teo, W.K. Deep cold rolling of features on aero-engine components. Procedia CIRP 2014, 13, 350–354. [Google Scholar] [CrossRef]
- Altenberger, I.; Nalla, R.K.; Sano, Y.; Wagner, L.; Ritchie, R.O. On the effect of deep-rolling and laser-peening on the stress-controlled low- and high-cycle fatigue behavior of Ti-6Al-4V at elevated temperatures up to 550 °C. Int. J. Fatigue 2012, 44, 292–302. [Google Scholar] [CrossRef]
- Kloos, K.H.; Fuchsbauer, B.; Adelmann, J. Fatigue properties of specimens similar to components deep rolled under optimized conditions. Int. J. Fatigue 1987, 9, 35–42. [Google Scholar] [CrossRef]
- Ardi, D.T.; Wei, W.; Parr, I.; Feldmann, G.; Aramcharoen, A.; Wong, C.C. Investigations of the residual stresses and surface integrity generated by a novel mechanical surface strengthening. Mater. Res. Proc. 2017, 2, 311–316. [Google Scholar]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Kumar, D.; Idapalapati, S.; Wang, W.; Bhowmik, A. Microstructural characteristics and strengthening mechanisms in a polycrystalline Ni-based superalloy under deep cold rolling. Mater. Sci. Eng. A 2019, 753, 285–299. [Google Scholar] [CrossRef]
- Kumar, D.; Idapalapati, S.; Wang, W.; Child, D.J.; Haubold, T.; Wong, C.C. Microstructure-mechanical property correlation in shot peened and vibro-peened Ni-based superalloy. J. Mater. Process. Technol. 2019, 267, 215–229. [Google Scholar] [CrossRef]
- Briottet, L.; Moro, I.; Escot, M.; Furtado, J.; Bortot, P.; Tamponi, G.M.; Solin, J.; Odemer, G.; Blanc, C.; Andrieu, E. Fatigue crack initiation and growth in a CrMo steel under hydrogen pressure. Int. J. Hydrog. Energy 2015, 40, 17021–17030. [Google Scholar] [CrossRef] [Green Version]
- Pang, H.T.; Reed, P.A.S. Fatigue crack initiation and short crack growth in nickel-base turbine disc alloys—The effects of microstructure and operating parameters. Int. J. Fatigue 2003, 25, 1089–1099. [Google Scholar] [CrossRef]
- Boyd-Lee, A.D. Fatigue crack growth resistant microstructures in polycrystalline Ni-base superalloys for aeroengines. Int. J. Fatigue 1999, 21, 393–405. [Google Scholar] [CrossRef]
- Tanaka, K.; Mura, T. A Dislocation Model for Fatigue Crack Initiation. J. Appl. Mech. 1981, 48, 97. [Google Scholar] [CrossRef]
- Hussain, K. Short fatigue crack behaviour and analytical models: A review. Eng. Fract. Mech. 1997, 58, 327–354. [Google Scholar] [CrossRef]
- Kumar, K.S.; Van Swygenhoven, H.; Suresh, S. Mechanical behavior of nanocrystalline metals and alloys. Acta Mater. 2003, 51, 5743–5774. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef]
- Zhang, X.; Misra, A.; Wang, H.; Nastasi, M.; Embury, J.D.; Mitchell, T.E.; Hoagland, R.G.; Hirth, J.P. Nanoscale-twinning-induced strengthening in austenitic stainless steel thin films. Appl. Phys. Lett. 2004, 84, 1096. [Google Scholar] [CrossRef]
- Hansen, N. Hall-petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Zhao, M.; Li, J.C.; Jiang, Q. Hall-Petch relationship in nanometer size range. J. Alloys Compd. 2003, 361, 160–164. [Google Scholar] [CrossRef]
- Yuan, W.; Panigrahi, S.K.; Su, J.Q.; Mishra, R.S. Influence of grain size and texture on Hall-Petch relationship for a magnesium alloy. Scr. Mater. 2011, 65, 994–997. [Google Scholar] [CrossRef]
- Nieh, T.G.; Wadsworth, J. Hall-petch relation in nanocrystalline solids. Scr. Metall. Mater. 1991, 25, 955–958. [Google Scholar] [CrossRef]
- Gao, N.; Wang, C.T.; Wood, R.J.K.; Langdon, T.G. Tribological properties of ultrafine-grained materials processed by severe plastic deformation. J. Mater. Sci. 2012, 47, 4779–4797. [Google Scholar] [CrossRef]
- Phaniraj, M.P.; Prasad, M.J.N.V.; Chokshi, A.H. Grain-size distribution effects in plastic flow and failure. Mater. Sci. Eng. A 2007, 463, 231–237. [Google Scholar] [CrossRef]
- Zrnik, J.; Dobatkin, S.V.; Mamuzič, I. Processing of metals by severe plastic deformation (SPD)—Structure and mechanical properties respond. Metalurgija 2008, 47, 211–216. [Google Scholar]
- Kulkarni, Y.; Asaro, R.J. Are some nanotwinned fcc metals optimal for strength, ductility and grain stability? Acta Mater. 2009, 57, 4835–4844. [Google Scholar] [CrossRef]
- Valiev, R. Nanomaterial advantage. Nature 2002, 419, 887–889. [Google Scholar] [CrossRef]
- Kumar, P.; Kawasaki, M.; Langdon, T.G. Review: Overcoming the paradox of strength and ductility in ultrafine-grained materials at low temperatures. J. Mater. Sci. 2016, 51, 7–18. [Google Scholar] [CrossRef]
- Mungole, T.; Kumar, P.; Kawasaki, M.; Langdon, T.G. A critical examination of the paradox of strength and ductility in ultrafine-grained metals. J. Mater. Res. 2014, 29, 2534–2546. [Google Scholar] [CrossRef]
- Megumi Kawasaki, T.G.L. Review: achieving superplastic properties in ultrafine-grained materials at high temperatures. J. Mater. Sci. 2015, 19–32. [Google Scholar]
- Lu, K.; Hansen, N. Structural refinement and deformation mechanisms in nanostructured metals. Scr. Mater. 2009, 60, 1033–1038. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Alexandrov, I.V.; Zhu, Y.T.; Lowe, T.C. Paradox of strength and ductility in metals processed by severe plastic deformation. J. Mater. Res. 2002, 17, 5–8. [Google Scholar] [CrossRef]
- Reifsnider, K.; Rabbi, F.; Vadlamudi, V.; Raihan, R.; Brinkman, K. Critical path-driven property and performance transitions in heterogeneous microstructures. J. Mater. Sci. 2017, 52, 4796–4809. [Google Scholar] [CrossRef] [Green Version]
- Gayda, J.; Miner, R.V. Fatigue crack initiation and propagation in several nickel-base superalloys at 650 °C. Int. J. Fatigue 1983, 5, 135–143. [Google Scholar] [CrossRef]
- Hanlon, T.; Kwon, Y.-N.; Suresh, S. Grain size effects on the fatigue response of nanocrystalline metals. Scr. Mater. 2003, 49, 675–680. [Google Scholar] [CrossRef]
- Burke, J.J.; Weiss, V. Fatigue, Environment and Temperature Effects; Plenum Press: New York, NY, USA, 1983; ISBN 0306411016. [Google Scholar]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef]
- Wu, X.L.; Jiang, P.; Chen, L.; Zhang, J.F.; Yuan, F.P.; Zhu, Y.T. Synergetic strengthening by gradient structure. Mater. Res. Lett. 2014, 2, 185–191. [Google Scholar] [CrossRef]
- Lu, K.; Faester, S.; Hansen, N.; Juul, J.D.; Ralph, B.; Sun, J. New frontiers of nanometals. In Proceedings of the 35th Risø International Symposium on Materials Science, Roskilde, Denmark, 1–5 September 2014. [Google Scholar]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef] [PubMed]
- Lu, K.; Tao, N.R.; Lu, K.; Kurzydłowski, K.J.; Pippan, R. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 2016, 1, 16019. [Google Scholar] [CrossRef]
- Liu, X.C.; Zhang, H.W.; Lu, K. Strain-induced ultrahard and ultrastable nanolaminated structure in nickel. Science 2013, 342, 337–340. [Google Scholar] [CrossRef] [PubMed]
- Fragoudakis, R.; Saigal, A.; Savaidis, G.; Malikoutsakis, M.; Bazios, I.; Savaidis, A.; Pappas, G.; Karditsas, S. Fatigue assessment and failure analysis of shot-peened leaf springs. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 92–101. [Google Scholar] [CrossRef]
- Valiev, R. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef] [PubMed]
- Lu, K. Gradient nanostructured materials. Acta Met. 2015, 51, 1–10. [Google Scholar]
- Masoumi, M.; Ariza, E.A.; Sinatora, A.; Goldenstein, H. Role of crystallographic orientation and grain boundaries in fatigue crack propagation in used pearlitic rail steel. Mater. Sci. Eng. A 2018, 722, 147–155. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L.; Liao, X.Z.; Narayan, J.; Mathaudhu, S.N.; Kecskés, L.J. Twinning partial multiplication at grain boundary in nanocrystalline fcc metals. Appl. Phys. Lett. 2009, 95, 031909. [Google Scholar] [CrossRef]
- Frøseth, A.G.; Derlet, P.M.; Van Swygenhoven, H. Twinning in Nanocrystalline fcc Metals. Adv. Eng. Mater. 2005, 7, 16–20. [Google Scholar] [CrossRef]
- Wu, X.X.; San, X.Y.; Liang, X.G.; Gong, Y.L.; Zhu, X.K. Effect of stacking fault energy on mechanical behavior of cold-forging Cu and Cu alloys. Mater. Des. 2013, 47, 372–376. [Google Scholar] [CrossRef]
- Sarma, V.S.; Wang, J.; Jian, W.W.; Kauffmann, A.; Conrad, H.; Freudenberger, J.; Zhu, Y.T. Role of stacking fault energy in strengthening due to cryo-deformation of FCC metals. Mater. Sci. Eng. A 2010, 527, 7624–7630. [Google Scholar] [CrossRef]
- El-Danaf, E.; Kalidindi, S.R.; Doherty, R.D. Influence of grain size and stacking-fault energy on deformation twinning in fcc metals. Metall. Mater. Trans. A 1999, 30, 1223–1233. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe-22wt.% Mn-0.6wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- Farbaniec, L.; Abdul-Latif, A.; Gubicza, J.; Dirras, G. High purity ultrafine-grained nickel processed by dynamic plastic deformation: microstructure and mechanical properties. Adv. Eng. Mater. 2012, 14, 1027–1033. [Google Scholar] [CrossRef]
- Liu, L.; Wang, J.; Gong, S.K.; Mao, S.X. High resolution transmission electron microscope observation of zero-strain deformation twinning mechanisms in Ag. Phys. Rev. Lett. 2011, 106, 175504. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.L.; Ma, E. Deformation twinning mechanisms in nanocrystalline Ni. Appl. Phys. Lett. 2006, 88, 061905. [Google Scholar] [CrossRef] [Green Version]
- Lu, K.; Lu, L.; Suresh, S. Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science 2009, 324, 349–352. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Christian, J.W.; Mahajan, S. Deformation twinning. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Fundamentals of superior properties in bulk nanoSPD materials. Mater. Res. Lett 2016, 4, 1–21. [Google Scholar] [CrossRef]
- Ghaderi, A.; Barnett, M.R. Sensitivity of deformation twinning to grain size in titanium and magnesium. Acta Mater. 2011, 59, 7824–7839. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C. Effect of grain and twin boundaries on the hardening mechanisms of twinning-induced plasticity steels. Scr. Mater. 2008, 58, 484–487. [Google Scholar] [CrossRef]
- Gu, P.; Dao, M.; Zhu, Y. Strengthening at nanoscaled coherent twin boundary in f.c.c. metals. Philos. Mag. 2014, 94, 1249–1262. [Google Scholar] [CrossRef] [Green Version]
- Callister, W.D. Materials Science and Engineering: An Introduction, 5th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1999. [Google Scholar]
- Barmak, K.; Darbal, A.; Ganesh, K.J.; Ferreira, P.J.; Rickman, J.M.; Sun, T.; Yao, B.; Warren, A.P.; Coffey, K.R. Surface and grain boundary scattering in nanometric Cu thin films: A quantitative analysis including twin boundaries. J. Vac. Sci. Technol. A 2014, 32, 061503. [Google Scholar] [CrossRef] [Green Version]
- Lu, L.; Schwaiger, R.; Shan, Z.W.; Dao, M.; Lu, K.; Suresh, S. Nano-sized twins induce high rate sensitivity of flow stress in pure copper. Acta Mater. 2005, 53, 2169–2179. [Google Scholar] [CrossRef]
- Ge, Z.-H.; Zhao, L.-D.; Wu, D.; Liu, X.; Zhang, B.-P.; Li, J.-F.; He, J. Low-cost, abundant binary sulfides as promising thermoelectric materials. Mater. Today 2016, 19, 227–239. [Google Scholar] [CrossRef]
- Seita, M.; Hanson, J.P.; Gradecak, S.; Demkowicz, M.J. The dual role of coherent twin boundaries in hydrogen embrittlement. Nat. Commun. 2015, 6, 6164. [Google Scholar] [CrossRef]
- Cai, W.; Bulatov, V.V.; Yip, S.; Argon, A.S. Kinetic Monte Carlo modeling of dislocation motion in BCC metals. Mater. Sci. Eng. A 2001, 309–310, 270–273. [Google Scholar] [CrossRef]
- Kang, K.; Bulatov, V.V.; Cai, W. Singular orientations and faceted motion of dislocations in body-centered cubic crystals. Proc. Natl. Acad. Sci. USA 2012, 109, 15174–15178. [Google Scholar] [CrossRef] [Green Version]
- Cai, W.; Bulatov, V.V.; Chang, J.; Li, J.; Yip, S. Chapter 64 Dislocation core effects on mobility. Dislocat. Solids 2005, 12, 1–80. [Google Scholar]
- Peierls, R. The size of a dislocation. Proc. Phys. Soc. 1940, 52, 34–37. [Google Scholar] [CrossRef]
- Eshelby, J.D. The equation of motion of a dislocation. Phys. Rev. 1953, 90, 248–255. [Google Scholar] [CrossRef]
- Penn, R.L. Imperfect oriented attachment: dislocation generation in defect-free nanocrystals. Science 1998, 281, 969–971. [Google Scholar] [CrossRef]
- Callister, W.D. Materials Science and Engineering: An Introduction, 7th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2007; ISBN 13: 9780471736967. [Google Scholar]
- Lin, D.; Ye, C.; Liao, Y.; Suslov, S.; Liu, R.; Cheng, G.J. Mechanism of fatigue performance enhancement in a laser sintered superhard nanoparticles reinforced nanocomposite followed by laser shock peening. J. Appl. Phys. 2013, 113, 133509. [Google Scholar] [CrossRef]
- Russell, A.M.; Lee, K.L. Structure-property relations in nonferrous metals; Wiley-Interscience: Hoboken, NJ, USA, 2005; ISBN 9780471649526. [Google Scholar]
- Chen, M.; Ma, E.; Hemker, K.J.; Sheng, H.; Wang, Y.; Cheng, X. Deformation twinning in nanocrystalline aluminum. Science 2003, 300, 1275–1277. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Liao, X.Z.; Wu, X.L. Deformation twinning in nanocrystalline materials. Prog. Mater. Sci. 2012, 57(1), 1–62. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Van der Giessen, E.; Needleman, A. An analysis of dislocation nucleation near a free surface. Int. J. Solids Struct. 2007, 44, 1719–1732. [Google Scholar] [CrossRef] [Green Version]
- Bayerschen, E.; McBride, A.T.; Reddy, B.D.; Böhlke, T. Review on slip transmission criteria in experiments and crystal plasticity models. J. Mater. Sci. 2016, 51, 2243–2258. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, C.T. Size effect on stability of shear-band propagation in bulk metallic glasses: An overview. J. Mater. Sci. 2012, 47, 55–67. [Google Scholar] [CrossRef]
- DoITPoMS/University of Cambridge. Available online: https://www.doitpoms.ac.uk/ldplib/shape_memory/background.php (accessed on 6 August 2019).
- Foss, B.J.; Gray, S.; Hardy, M.C.; Stekovic, S.; McPhail, D.S.; Shollock, B.A. Analysis of shot-peening and residual stress relaxation in the nickel-based superalloy RR1000. Acta Mater. 2013, 61, 2548–2559. [Google Scholar] [CrossRef]
- Zaroog, O.S.; Ali, A.; Sahari, B.; Zahari, R. Modelling of residual stress relaxation: A review. Pertanika J. Sci. Technol. 2009, 17, 211–218. [Google Scholar]
- Ortiz, A.L.; Tian, J.W.; Villegas, J.C.; Shaw, L.L.; Liaw, P.K. Interrogation of the microstructure and residual stress of a nickel-base alloy subjected to surface severe plastic deformation. Acta Mater. 2008, 56, 413–426. [Google Scholar] [CrossRef]
- Buchanan, D.J.; John, R. Relaxation of shot-peened residual stresses under creep loading. Scr. Mater. 2008, 59, 286–289. [Google Scholar] [CrossRef]
- Buchanan, D.J.; John, R.; Brockman, R.A.; Rosenberger, A.H. A coupled creep plasticity model for residual stress relaxation of a shot peened nickel-base superalloy. JOM 2010, 62, 75–79. [Google Scholar] [CrossRef]
- Prevey, P.S.; Hornbach, D.J.; Mason, P.W. Thermal residual stress relaxation and distortion in surface enhanced gas turbine engine components. In 17th Heat Treating Society Conference and Exposition and the 1st International Induction Heat Treating Symposium; ASM: Materials Park, OH, USA, 1998; pp. 3–12. [Google Scholar]
- Benedetti, M.; Fontanari, V.; Scardi, P.; Ricardo, C.L.A.; Bandini, M. Reverse bending fatigue of shot peened 7075-T651 aluminium alloy: The role of residual stress relaxation. Int. J. Fatigue 2009, 31, 1225–1236. [Google Scholar] [CrossRef]
- Guechichi, H.; Castex, L. Fatigue limits prediction of shot peened materials. Fatigue Fract. Steels 2006, 172, 221–228. [Google Scholar]
- Soady, K.A. Life assessment methodologies incorporating shot peening process effects: Mechanistic consideration of residual stresses and strain hardening Part 1—Effect of shot peening on fatigue resistance. Mater. Sci. Technol. 2013, 29, 637–651. [Google Scholar] [CrossRef]
- Sasahara, H. The effect on fatigue life of residual stress and surface hardness resulting from different cutting conditions of 0.45%C steel. Int. J. Mach. Tools Manuf. 2005, 45, 131–136. [Google Scholar] [CrossRef]
- Klotz, T.; Delbergue, D.; Bocher, P.; Levesque, M.; Brochu, M. Surface characteristics and fatigue behavior of shot peened Inconel 718. Int. J. Fatigue 2018, 110, 10–21. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Yao, M.; Wang, R. Fatigue limits of shot-peened metals. J. Mater. Process. Technol. 1998, 73, 57–63. [Google Scholar] [CrossRef]
- Soady, K.A.; Mellor, B.G.; Reed, P.A.S. Life assessment methodologies incorporating shot peening process effects: Mechanistic consideration of residual stresses and strain hardening Part 2—Approaches to fatigue lifing after shot peening. Mater. Sci. Technol. 2013, 29, 652–664. [Google Scholar] [CrossRef]
- Zhao, Y.-H.; Bingert, J.F.; Liao, X.-Z.; Cui, B.-Z.; Han, K.; Sergueeva, A.V.; Mukherjee, A.K.; Valiev, R.Z.; Langdon, T.G.; Zhu, Y.T. Simultaneously increasing the ductility and strength of ultra-fine-grained pure copper. Adv. Mater. 2006, 18, 2949–2953. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Lowe, T.C.; Langdon, T.G. Performance and applications of nanostructured materials produced by severe plastic deformation. Scr. Mater. 2004, 51, 825–830. [Google Scholar] [CrossRef]
- Langdon, T.G.; Furukawa, M.; Nemoto, M.; Horita, Z. Using equal-channel angular pressing for refining grain size. JOM 2000, 52, 30–33. [Google Scholar] [CrossRef]
- Ueno, H.; Kakihata, K.; Kaneko, Y.; Hashimoto, S.; Vinogradov, A. Enhanced fatigue properties of nanostructured austenitic SUS 316L stainless steel. Acta Mater. 2011, 59, 7060–7069. [Google Scholar] [CrossRef]
- Vinogradov, A.; Ishida, T.; Kitagawa, K.; Kopylov, V.I. Effect of strain path on structure and mechanical behavior of ultra- fine grain Cu–Cr alloy produced by equal-channel angular pressing. Acta Mater. 2005, 53, 2181–2192. [Google Scholar] [CrossRef]
- Kawasaki, M. Different models of hardness evolution in ultrafine-grained materials processed by high-pressure torsion. J. Mater. Sci. 2014, 49, 18–34. [Google Scholar] [CrossRef]
- Valiev, R.R.; Smirnov, I.V. Effect of high pressure torsion technical parameters on grain refinement in Ti-6Al-4V alloy. In Proceedings of the 6th International Conference on Nanomaterials by Severe Plastic Deformation. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012073. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Nurislamova, G.V.; Kim, B.K.; Baró, M.D.; Szpunar, J.A.; Langdon, T.G. Experimental parameters influencing grain refinement and microstructural evolution during high-pressure torsion. Acta Mater. 2003, 51, 753–765. [Google Scholar] [CrossRef]
- Xu, C.; Xia, K.; Langdon, T.G. The role of back pressure in the processing of pure aluminum by equal-channel angular pressing. Acta Mater. 2007, 55, 2351–2360. [Google Scholar] [CrossRef]
- Khatibi, G.; Horky, J.; Weiss, B.; Zehetbauer, M.J. High cycle fatigue behaviour of copper deformed by high pressure torsion. Int. J. Fatigue 2010, 32, 269–278. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Bingert, J.F.; Zhu, Y.T.; Liao, X.Z.; Valiev, R.Z.; Horita, Z.; Langdon, T.G.; Zhou, Y.Z.; Lavernia, E.J. Tougher ultrafine grain Cu via high-angle grain boundaries and low dislocation density. Appl. Phys. Lett. 2008, 92, 081903. [Google Scholar] [CrossRef] [Green Version]
- Sauvage, X.; Wilde, G.; Divinski, S.V.; Horita, Z.; Valiev, R.Z. Grain boundaries in ultrafine grained materials processed by severe plastic deformation and related phenomena. Mater. Sci. Eng. A 2012, 540, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Pumphrey, P.H.; Gleiter, H. On the structure of non-equilibrium high-angle grain boundaries. Philos. Mag. 1975, 32, 881–885. [Google Scholar] [CrossRef]
- Murali, S.; Srikanth, N.; Vath, C.J. Grains, deformation substructures, and slip bands observed in thermosonic copper ball bonding. Mater. Charact. 2003, 50, 39–50. [Google Scholar] [CrossRef]
- Murali, S.; Srikanth, N.; Vath, C.J. Part II: Grains, deformation substructures, and slip bands observed in thermosonic copper ball bonding of 6-mil-diameter wire. Mater. Charact. 2005, 54, 93–95. [Google Scholar] [CrossRef]
- Kassner, M.E.; Smith, K.K.; Campbell, C.S. Low-temperature creep in pure metals and alloys. J. Mater. Sci. 2015, 50, 6539–6551. [Google Scholar] [CrossRef]
- Vilardell, A.M.; Cinca, N.; Concustell, A.; Dosta, S.; Cano, I.G.; Guilemany, J.M. Cold spray as an emerging technology for biocompatible and antibacterial coatings: State of art. J. Mater. Sci. 2015, 50, 4441–4462. [Google Scholar] [CrossRef]
- Stankiewicz, A.; Szczygieł, I.; Szczygieł, B. Self-healing coatings in anti-corrosion applications. J. Mater. Sci. 2013, 48, 8041–8051. [Google Scholar] [CrossRef] [Green Version]
- Menthe, E.; Bulak, A.; Olfe, J.; Zimmermann, A.; Rie, K.T. Improvement of the mechanical properties of austenitic stainless steel after plasma nitriding. Surf. Coat. Technol. 2000, 133–134, 259–263. [Google Scholar] [CrossRef]
- Stinville, J.C.; Villechaise, P.; Templier, C.; Riviere, J.P.; Drouet, M. Plasma nitriding of 316L austenitic stainless steel: Experimental investigation of fatigue life and surface evolution. Surf. Coat. Technol. 2010, 204, 1947–1951. [Google Scholar] [CrossRef]
- Sirin, S.Y.; Sirin, K.; Kaluc, E. Effect of the ion nitriding surface hardening process on fatigue behavior of AISI 4340 steel. Mater. Charact. 2008, 59, 351–358. [Google Scholar] [CrossRef]
- Hussain, K.; Tauqir, A.; Haq, A.; Khan, A.Q. Influence of gas nitriding on fatigue resistance of maraging steel. Int. J. Fatigue 1999, 21, 163–168. [Google Scholar] [CrossRef]
- Xi, Y.T.; Liu, D.X.; Han, D. Improvement of corrosion and wear resistances of AISI 420 martensitic stainless steel using plasma nitriding at low temperature. Surf. Coat. Technol. 2008, 202, 2577–2583. [Google Scholar] [CrossRef]
- Genel, K.; Demirkol, M.; Çapa, M. Effect of ion nitriding on fatigue behaviour of AISI 4140 steel. Mater. Sci. Eng. A 2000, 279, 207–216. [Google Scholar] [CrossRef]
- Alsaran, A.; Kaymaz, I.; Çelik, A.; Yetim, F.; Karakan, M. A repair process for fatigue damage using plasma nitriding. Surf. Coat. Technol. 2004, 186, 333–338. [Google Scholar] [CrossRef]
- Mittemeijer, E.J. Fundamentals of nitriding and nitrocarburizing. ASM Handb. Steel Heat Treat. Fundam. Process. 2013, 4A, 619–646. [Google Scholar]
- Czerwiec, T.; Michel, H.; Bergmann, E. Low-pressure, high-density plasma nitriding: Mechanisms, technology and results. Surf. Coat. Technol. 1998, 108–109, 182–190. [Google Scholar] [CrossRef]
- Shibata, H.; Tokaji, K.; Ogawa, T.; Hori, C. The effect of gas nitriding on fatigue behaviour in titanium alloys. Int. J. Fatigue 1994, 16, 370–376. [Google Scholar] [CrossRef]
- Basu, A.; Majumdar, J.D.; Alphonsa, J.; Mukherjee, S.; Manna, I. Corrosion resistance improvement of high carbon low alloy steel by plasma nitriding. Mater. Lett. 2008, 62, 3117–3120. [Google Scholar] [CrossRef]
- Blodgett, M.P.; Nagy, P.B. Eddy current assessment of near-surface residual stress in shot-peened nickel-base superalloys. J. Nondestruct. Eval. 2004, 23, 107–123. [Google Scholar] [CrossRef]
- Huang, X. Tailoring dislocation structures and mechanical properties of nanostructured metals produced by plastic deformation. Scr. Mater. 2009, 60, 1078–1082. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N.; Bammann, D.J. Geometrically necessary boundaries, incidental dislocation boundaries and geometrically necessary dislocations. Scr. Mater. 2003, 48, 147–153. [Google Scholar] [CrossRef]
- Fleck, N.A.; Ashby, M.F.; Hutchinson, J.W. The role of geometrically necessary dislocations in giving material strengthening. Scr. Mater. 2003, 48, 179–183. [Google Scholar] [CrossRef] [Green Version]
- Sonntag, R.; Reinders, J.; Gibmeier, J.; Kretzer, J.P. Fatigue performance of medical Ti6Al4V alloy after mechanical surface treatments. PLoS ONE 2015, 10, e0121963. [Google Scholar] [CrossRef]
- Ju, D.Y.; Han, B. Investigation of water cavitation peening-induced microstructures in the near-surface layer of pure titanium. J. Mater. Process. Technol. 2009, 209, 4789–4794. [Google Scholar] [CrossRef]
- Bagheri, S.; Guagliano, M. Review of shot peening processes to obtain nanocrystalline surfaces in metal alloys. Surf. Eng. 2009, 25, 3–14. [Google Scholar] [CrossRef]
- Messé, O.M.D.M.; Stekovic, S.; Hardy, M.C.; Rae, C.M.F. Characterization of plastic deformation induced by shot-peening in a Ni-base superalloy. JOM 2014, 66, 2502–2515. [Google Scholar] [CrossRef]
- Nouguier-Lehon, C.; Zarwel, M.; Diviani, C.; Hertz, D.; Zahouani, H.; Hoc, T. Surface impact analysis in shot peening process. Wear 2013, 302, 1058–1063. [Google Scholar] [CrossRef]
- Unal, O.; Varol, R. Almen intensity effect on microstructure and mechanical properties of low carbon steel subjected to severe shot peening. Appl. Surf. Sci. 2014, 290, 40–47. [Google Scholar] [CrossRef]
- Hong, T.; Ooi, J.Y.; Shaw, B. A numerical simulation to relate the shot peening parameters to the induced residual stresses. Eng. Fail. Anal. 2008, 15, 1097–1110. [Google Scholar] [CrossRef]
- Bagherifard, S.; Fernandez-Pariente, I.; Ghelichi, R.; Guagliano, M. Effect of severe shot peening on microstructure and fatigue strength of cast iron. Int. J. Fatigue 2014, 65, 64–70. [Google Scholar] [CrossRef]
- Kumar, H.; Singh, S.; Kumar, P. Modified shot peening processes—A review. Int. J. Eng. Sci. Emerg. Technol. 2013, 5, 12–19. [Google Scholar]
- Song, Y.; Zhao, Z.; Lu, F. Experimental study of the influence of shot peening on the microstructure and properties of surface layer of a TC21 titanium alloy. Atlas J. Mater. Sci. 2014, 1, 17–23. [Google Scholar] [CrossRef]
- Shekhar, S.; Cai, J.; Basu, S.; Abolghasem, S.; Shankar, M.R. Effect of strain rate in severe plastic deformation on microstructure refinement and stored energies. J. Mater. Res. 2011, 26, 395–406. [Google Scholar] [CrossRef] [Green Version]
- Dingreville, R.; Karnesky, R.A.; Puel, G.; Schmitt, J.-H. Review of the synergies between computational modeling and experimental characterization of materials across length scales. J. Mater. Sci. 2016, 51, 1178–1203. [Google Scholar] [CrossRef]
- Lainé, S.J.; Knowles, K.M.; Doorbar, P.J.; Cutts, R.D.; Rugg, D. Microstructural characterisation of metallic shot peened and laser shock peened Ti–6Al–4V. Acta Mater. 2017, 123, 350–361. [Google Scholar] [CrossRef]
- Altenberger, I.; Scholtes, B.; Martin, U.; Oettel, H. Cyclic deformation and near surface microstructures of shot peened or deep rolled austenitic stainless steel AISI 304. Mater. Sci. Eng. A 1999, 264, 1–16. [Google Scholar] [CrossRef]
- Zhan, K.; Fang, W.Q.; Zhao, B.; Yan, Y.; Feng, Q.; Jiang, C.H. Investigation of surface gradient microstructure of shot peened S30432 steel by X-ray line profile analysis method. Surf. Rev. Lett. 2016, 24, 1750078. [Google Scholar] [CrossRef]
- Kim, S.-B.; Shackleton, J.; Preuss, M.; Withers, P.J.; Evans, A.; Bruno, G. Stress relaxation of shot-peened Udimet 720Li under solely elevated-temperature exposure and under isothermal fatigue. Metall. Mater. Trans. A 2005, 36, 3041–3053. [Google Scholar] [CrossRef]
- Evans, A.; Kim, S.B.; Shackleton, J.; Bruno, G.; Preuss, M.; Withers, P.J. Relaxation of residual stress in shot peened Udimet 720Li under high temperature isothermal fatigue. Int. J. Fatigue 2005, 27, 1530–1534. [Google Scholar] [CrossRef]
- De Faoite, D.; Browne, D.J.; Chang-Díaz, F.R.; Stanton, K.T. A review of the processing, composition, and temperature-dependent mechanical and thermal properties of dielectric technical ceramics. J. Mater. Sci. 2012, 47, 4211–4235. [Google Scholar] [CrossRef]
- Torres, M.A.S.; Voorwald, H.J.C. An evaluation of shot peening, residual stress and stress relaxation on the fatigue life of AISI 4340 steel. Int. J. Fatigue 2002, 24, 877–886. [Google Scholar] [CrossRef]
- Trško, L.; Bokůvka, O.; Nový, F.; Guagliano, M. Effect of severe shot peening on ultra-high-cycle fatigue of a low-alloy steel. Mater. Des. 2014, 57, 103–113. [Google Scholar] [CrossRef]
- Aggarwal, M.L.; Agrawal, V.P.; Khan, R.A. A stress approach model for predictions of fatigue life by shot peening of EN45A spring steel. Int. J. Fatigue 2006, 28, 1845–1853. [Google Scholar] [CrossRef]
- Widmark, M. Effect of material, heat treatment, grinding and shot peening on contact fatigue life of carburised steels. Int. J. Fatigue 1999, 21, 309–327. [Google Scholar] [CrossRef]
- Sanjurjo, P.; Rodríguez, C.; Pariente, I.F.; Belzunce, F.J.; Canteli, A.F. The influence of shot peening on the fatigue behaviour of duplex stainless steels. Procedia Eng. 2010, 2, 1539–1546. [Google Scholar] [CrossRef] [Green Version]
- Černý, I. Growth and retardation of physically short fatigue cracks in an aircraft Al-alloy after shot peening. Procedia Eng. 2011, 10, 3411–3416. [Google Scholar] [CrossRef] [Green Version]
- Majzoobi, G.H.; Ahmadkhani, A.R. The effects of multiple re-shot peening on fretting fatigue behavior of Al7075-T6. Surf. Coat. Technol. 2010, 205, 102–109. [Google Scholar] [CrossRef]
- Asquith, D.T.; Yerokhin, A.L.; Yates, J.R.; Matthews, A. Effect of combined shot-peening and PEO treatment on fatigue life of 2024 Al alloy. Thin Solid Films 2006, 515, 1187–1191. [Google Scholar] [CrossRef]
- Ali, A.; An, X.; Rodopoulos, C.A.; Brown, M.W.; O’Hara, P.; Levers, A.; Gardiner, S. The effect of controlled shot peening on the fatigue behaviour of 2024-T3 aluminium friction stir welds. Int. J. Fatigue 2007, 29, 1531–1545. [Google Scholar] [CrossRef]
- Rodopoulos, C.A.; Romero, J.S.; Curtis, S.A.; de los Rios, E.R.; Peyre, D.P. Effect of controlled shot peening and laser shock peening on the fatigue performance of 2024-T351 aluminum alloy. J. Mater. Eng. Perform. 2003, 12, 414–419. [Google Scholar] [CrossRef]
- Barry, N.; Hainsworth, S.V.; Fitzpatrick, M.E. Effect of shot peening on the fatigue behaviour of cast magnesium A8. Mater. Sci. Eng. A 2009, 507, 50–57. [Google Scholar] [CrossRef] [Green Version]
- Cruchley, S.; Taylor, M.P.; Evans, H.E.; Bowen, P.; Hardy, M.C.; Stekovic, S. Microstructural characterisation of high temperature oxidation of nickel base superalloy RR1000 and the effect of shot-peening. In Proceedings of the Superalloys 2012: 12th International Symposium on Superalloys, Champion, PA, USA, 9–13 September 2012; pp. 751–758. [Google Scholar]
- Zhang, G.; Yuan, H.; Li, F. Analysis of creep-fatigue life prediction models for nickel-based super alloys. Comput. Mater. Sci. 2012, 57, 80–88. [Google Scholar] [CrossRef]
- Gibson, G.J.; Perkins, K.M.; Gray, S.; Leggett, A.J. Influence of shot peening on high-temperature corrosion and corrosion-fatigue of nickel based superalloy 720Li. Mater. High Temp. 2016, 33, 225–233. [Google Scholar] [CrossRef] [Green Version]
- Mall, S.; Ng, J.L.; Madhi, E. Fretting fatigue behavior of shot-peened Ti-6Al-4V and IN100. J. ASTM Int. 2008, 5, 1–12. [Google Scholar] [CrossRef]
- Sridhar, B.R.; Ramachandra, K.; Padmanabhan, K.A. Effect of shot peening on the fatigue and fracture behavior of two titanium alloys. J. Mater. Sci. 1996, 31, 5953–5960. [Google Scholar] [CrossRef]
- Chen, G.Q.; Jiao, Y.; Tian, T.Y.; Zhang, X.H.; Li, Z.Q.; Zhou, W.L. Effect of wet shot peening on Ti-6Al-4V alloy treated by ceramic beads. Trans. Nonferrous Met. Soc. China 2014, 24, 690–696. [Google Scholar] [CrossRef]
- Liu, K.K.; Hill, M.R. The effects of laser peening and shot peening on fretting fatigue in Ti-6Al-4V coupons. Tribol. Int. 2009, 42, 1250–1262. [Google Scholar] [CrossRef]
- Mall, S.; Jain, V.K.; Fadag, H.A. Effects of shot-peening on fretting fatigue crack growth behavior in Ti-6Al-4V. Strain 2011, 47, e305–e318. [Google Scholar] [CrossRef]
- Fridrici, V.; Fouvry, S.; Kapsa, P. Effect of shot peening on the fretting wear of Ti–6Al–4V. Wear 2001, 250, 642–649. [Google Scholar] [CrossRef]
- Lee, H.; Mall, S. Stress relaxation behavior of shot-peened Ti-6Al-4V under fretting fatigue at elevated temperature. Mater. Sci. Eng. A 2004, 366, 412–420. [Google Scholar] [CrossRef]
- Lee, H.; Mall, S.; Sathish, S. Investigation into effects of re-shot-peening on fretting fatigue behavior of Ti-6Al-4V. Mater. Sci. Eng. A 2005, 390, 227–232. [Google Scholar] [CrossRef]
- Li, K.; Fu, X.S.; Li, R.D.; Gai, P.T.; Li, Z.Q.; Zhou, W.L.; Chen, G.Q. Fretting fatigue characteristic of Ti-6Al-4V strengthened by wet peening. Int. J. Fatigue 2016, 85, 65–69. [Google Scholar] [CrossRef]
- Murthy, H.; Mseis, G.; Farris, T.N. Life estimation of Ti-6Al-4V specimens subjected to fretting fatigue and effect of surface treatments. Tribol. Int. 2009, 42, 1304–1315. [Google Scholar] [CrossRef]
- Namjoshi, S.A.; Jain, V.K.; Mall, S. Effects of shot-peening on fretting-fatigue behavior of Ti-6Al-4V. J. Eng. Mater. Technol. 2002, 124, 222. [Google Scholar] [CrossRef]
- Sabelkin, V.; Martinez, S.A.; Mall, S.; Sathish, S.; Blodgett, M.P. Effects of shot-peening intensity on fretting fatigue crack-initiation behaviour of Ti-6Al-4V. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 321–332. [Google Scholar] [CrossRef]
- Jiang, X.P.; Man, C.S.; Shepard, M.J.; Zhai, T. Effects of shot-peening and re-shot-peening on four-point bend fatigue behavior of Ti-6Al-4V. Mater. Sci. Eng. A 2007, 468–470, 137–143. [Google Scholar] [CrossRef]
- Townsend, D.P.; Zaretsky, E.V. Gearing. Scientific and Technical lnformation Branch; Lewis Research Centre, NASA: Cleveland, OH, USA, 1985. [Google Scholar]
- Yoon, S.-J.; Park, J.-H.; Choi, N.-S. Fatigue life analysis of shot-peened bearing steel. J. Mech. Sci. Technol. 2012, 26, 1747–1752. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Fatigue behavior of a low-alloy steel with nanostructured surface obtained by severe shot peening. Eng. Fract. Mech. 2012, 81, 56–68. [Google Scholar] [CrossRef]
- Kumar, D.; Idapalapati, S.; Wei, W. Microstructural response and strain hardening in deep cold rolled nickel-based superalloy for aerospace application. Procedia CIRP 2018, 71, 374–379. [Google Scholar] [CrossRef]
- Bozdana, A.T.; Gindy, N.N.Z.; Li, H. Deep cold rolling with ultrasonic vibrations—A new mechanical surface enhancement technique. Int. J. Mach. Tools Manuf. 2005, 45, 713–718. [Google Scholar] [CrossRef]
- Wagner, L. Mechanical surface treatments on titanium, aluminum and magnesium alloys. Mater. Sci. Eng. A 1999, 263, 210–216. [Google Scholar] [CrossRef]
- Nikitin, I.; Scholtes, B.; Maier, H.; Altenberger, I. High temperature fatigue behavior and residual stress stability of laser-shock peened and deep rolled austenitic steel AISI 304. Scr. Mater. 2004, 50, 1345–1350. [Google Scholar] [CrossRef]
- Nagarajan, B.; Kumar, D.; Fan, Z.; Castagne, S. Effect of deep cold rolling on mechanical properties and microstructure of nickel-based superalloys. Mater. Sci. Eng. A 2018, 728, 196–207. [Google Scholar] [CrossRef]
- Nagarajan, B.; Castagne, S. Microstructure study of nickel-based superalloys after deep cold rolling. Mater. Sci. Forum 2016, 879, 169–174. [Google Scholar] [CrossRef]
- Zhang, X.C.; Zhang, Y.K.; Lu, J.Z.; Xuan, F.Z.; Wang, Z.D.; Tu, S.T. Improvement of fatigue life of Ti-6Al-4V alloy by laser shock peening. Mater. Sci. Eng. A 2010, 527, 3411–3415. [Google Scholar] [CrossRef]
- Kumar, D.; Nadeem Akhtar, S.; Kumar Patel, A.; Ramkumar, J.; Balani, K. Tribological performance of laser peened Ti-6Al-4V. Wear 2015, 322–323, 203–217. [Google Scholar] [CrossRef]
- Fabbro, R.; Peyre, P.; Berthe, L.; Sollier, A.; Bartnicki, E. Physics and applications of laser shock processing of materials. Proc. SPIE Int. Soc. Opt. Eng. 2000, 3888, 155–164. [Google Scholar]
- Wang, Y.; Kysar, J.W.; Yao, Y.L. Analytical solution of anisotropic plastic deformation induced by micro-scale laser shock peening. Mech. Mater. 2008, 40, 100–114. [Google Scholar] [CrossRef]
- Cellard, C.; Retraint, D.; François, M.; Rouhaud, E.; Le Saunier, D. Laser shock peening of Ti-17 titanium alloy: Influence of process parameters. Mater. Sci. Eng. A 2012, 532, 362–372. [Google Scholar] [CrossRef]
- Tani, G.; Orazi, L.; Fortunato, A.; Ascari, A.; Campana, G. Warm laser shock peening: New developments and process optimization. CIRP Ann. Manuf. Technol. 2011, 60, 219–222. [Google Scholar] [CrossRef]
- Ganesh, P.; Sundar, R.; Kumar, H.; Kaul, R.; Ranganathan, K.; Hedaoo, P.; Raghavendra, G.; Anand Kumar, S.; Tiwari, P.; Nagpure, D.C.; et al. Studies on fatigue life enhancement of pre-fatigued spring steel specimens using laser shock peening. Mater. Des. 2014, 54, 734–741. [Google Scholar] [CrossRef]
- Wu, X.; Huang, C.; Wang, X.; Song, H. A new effective method to estimate the effect of laser shock peening. Int. J. Impact Eng. 2011, 38, 322–329. [Google Scholar] [CrossRef] [Green Version]
- Smith, P.R.; Shepard, M.J.; Prevéy, P.S., III; Clauer, A.H. Effect of power density and pulse repetition on laser shock peening of Ti-6AI-4V. J. Mater. Eng. Perform. JMEPEG 2000, 9, 33–37. [Google Scholar] [CrossRef]
- Chahardehi, A.; Brennan, F.P.; Steuwer, A. The effect of residual stresses arising from laser shock peening on fatigue crack growth. Eng. Fract. Mech. 2010, 77, 2033–2039. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Gong, C.; Yao, Z.; Hu, J. Investigation on the non-homogeneity of residual stress field induced by laser shock peening. Surf. Coat. Technol. 2009, 203, 3503–3508. [Google Scholar] [CrossRef]
- Prevey, P.S. The effect of cold work on the thermal stability of residual compression in surface enhanced IN718. In Proceedings of the 20th ASM Materials Solutions Conference & Exposition, St. Louis, MO, USA, 10–12 October 2000. [Google Scholar]
- Nikitin, I.; Altenberger, I. Comparison of the fatigue behavior and residual stress stability of laser-shock peened and deep rolled austenitic stainless steel AISI 304 in the temperature range 25–600 °C. Mater. Sci. Eng. A 2007, 465, 176–182. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminum alloys application to high cycle fatigue behaviour. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Yang, J.-M.; Her, Y.C.; Han, N.; Clauer, A. Laser shock peening on fatigue behavior of 2024-T3 Al alloy with fastener holes and stopholes. Mater. Sci. Eng. A 2001, 298, 296–299. [Google Scholar] [CrossRef]
- Tenaglia, R.D.; Lahrman, D.F. Shock tactics, Surface Treatment. Industry Perspective Technology Focus. Nat. Photonics 2009, 3, 267–269. [Google Scholar] [CrossRef]
- Zhou, L.; He, W.; Luo, S.; Long, C.; Wang, C.; Nie, X.; He, G.; Shen, X.; Li, Y. Laser shock peening induced surface nanocrystallization and martensite transformation in austenitic stainless steel. J. Alloys Compd. 2016, 655, 66–70. [Google Scholar] [CrossRef]
- Vukelić, S.; Kysar, J.W.; Lawrence Yao, Y. Grain boundary response of aluminum bicrystal under micro scale laser shock peening. Int. J. Solids Struct. 2009, 46, 3323–3335. [Google Scholar] [CrossRef] [Green Version]
- Trdan, U.; Skarba, M.; Grum, J. Laser shock peening effect on the dislocation transitions and grain refinement of Al-Mg-Si alloy. Mater. Charact. 2014, 97, 57–68. [Google Scholar] [CrossRef]
- Clauer, A.H.; Fairand, B.P.; Wilcox, B.A. Laser shock hardening of weld zones in aluminum alloys. Metall. Trans. A 1977, 8, 1871–1876. [Google Scholar] [CrossRef]
- Hong, Z.; Chengye, Y. Laser shock processing of 2024-T62 aluminum alloy. Mater. Sci. Eng. A 1998, 257, 322–327. [Google Scholar] [CrossRef]
- Banaś, G.; Elsayed-Ali, H.E.; Lawrence, F.V.; Rigsbee, J.M. Laser shock-induced mechanical and microstructural modification of welded maraging steel. J. Appl. Phys. 1990, 67, 2380. [Google Scholar] [CrossRef]
- Sun, Z.; Kang, X.Q.; Wang, X.H. Experimental system of cavitation erosion with water-jet. Mater. Des. 2005, 26, 59–63. [Google Scholar] [CrossRef]
- Han, B.; Wang, Y.H.; Xu, C.L. Numerical simulation of residual stress field induced by water-jet cavitation peening. Appl. Mech. Mater. 2013, 345, 312–315. [Google Scholar] [CrossRef]
- Gao, Y.; Wu, B.; Liu, Z.; Zhou, Y.; Shen, N.; Ding, H. Ultrasonic cavitation peening of stainless steel and nickel alloy. Trans. ASME J. Manuf. Sci. Eng. 2013, 136, 14502. [Google Scholar] [CrossRef]
- Grinspan, A.S.; Gnanamoorthy, R. Effect of oil jet peening duration on surface modification and fatigue behavior of medium carbon steel, AISI 1040. Mater. Sci. Eng. A 2007, 456, 210–217. [Google Scholar] [CrossRef]
- Odhiambo, D.; Soyama, H. Cavitation shotless peening for improvement of fatigue strength of carbonized steel. Int. J. Fatigue 2003, 25, 1217–1222. [Google Scholar] [CrossRef]
- Pai, R.; Hargreaves, D.J. Performance of environment-friendly hydraulic fluids and material wear in cavitating conditions. Wear 2002, 252, 970–978. [Google Scholar] [CrossRef]
- Soyama, H.; Saito, K.; Saka, M. Improvement of fatigue strength of aluminum alloy by cavitation shotless peening. J. Eng. Mater. Technol. 2002, 124, 135–139. [Google Scholar] [CrossRef]
- Han, B.; Ju, D.Y.; Jia, W.P. Influence of water cavitation peening with aeration on fatigue behaviour of SAE1045 steel. Appl. Surf. Sci. 2007, 253, 9342–9346. [Google Scholar] [CrossRef]
- Soyama, H. The use of cavitation peening to increase the fatigue strength of duralumin plates containing fastener holes. Mater. Sci. Appl. 2014, 5, 430–440. [Google Scholar] [CrossRef]
- Soyama, H.; Macodiyo, D.O. Fatigue strength improvement of gears using cavitation shotless peening. Tribol. Lett. 2005, 18, 181–184. [Google Scholar] [CrossRef]
- Soyama, H.; Nishizawa, K.; Mikami, M. Enhancement of cavitation aggressivity around a cavitating jet by injecting low-speed water jet for cavitation peening. In Proceedings of the 7th International Symposium on Cavitation (CAV2009), Ann Arbor, MI, USA, 16–20 August 2009. [Google Scholar]
- Soyama, H. Improvement of fatigue strength by using cavitating jets in air and water. J. Mater. Sci. 2007, 42, 6638–6641. [Google Scholar] [CrossRef]
- Liu, G.; Lu, J.; Lu, K. Surface nanocrystallization of 316L stainless steel induced by ultrasonic shot peening. Mater. Sci. Eng. A 2000, 286, 91–95. [Google Scholar] [CrossRef] [Green Version]
- Todaka, Y.; Umemoto, M.; Tsuchiya, K. Comparison of nanocrystalline surface layer in steels formed by air blast and ultrasonic shot peening. Mater. Trans. 2004, 45, 376–379. [Google Scholar] [CrossRef]
- Wu, X.; Tao, N.; Hong, Y.; Xu, B.; Lu, J.; Lu, K. Microstructure and evolution of mechanically-induced ultrafine grain in surface layer of AL-alloy subjected to USSP. Acta Mater. 2002, 50, 2075–2084. [Google Scholar] [CrossRef]
- Villegas, J.C.; Dai, K.; Shaw, L.L.; Liaw, P.K. Nanocrystallization of a nickel alloy subjected to surface severe plastic deformation. Mater. Sci. Eng. A 2005, 410–411, 257–260. [Google Scholar] [CrossRef]
- Villegas, J.C.; Shaw, L.L. Nanocrystallization process and mechanism in a nickel alloy subjected to surface severe plastic deformation. Acta Mater. 2009, 57, 5782–5795. [Google Scholar] [CrossRef]
- Abramov, V.O.; Abramov, O.V.; Sommer, F.; Gradov, O.M.; Smirnov, O.M. Surface hardening of metals by ultrasonically accelerated small metal balls. Ultrasonics 1998, 36, 1013–1019. [Google Scholar] [CrossRef]
- Hou, L.F.; Wei, Y.H.; Liu, B.S.; Xu, B.S. Microstructure evolution of AZ91D induced by high energy shot peening. Trans. Nonferrous Met. Soc. China 2008, 18, 1053–1057. [Google Scholar] [CrossRef]
- Xing, Y.M.; Lu, J. An experimental study of residual stress induced by ultrasonic shot peening. J. Mater. Process. Technol. 2004, 152, 56–61. [Google Scholar] [CrossRef]
- Tao, N.R.; Sui, M.L.; Lu, J.; Lua, K. Surface nanocrystallization of iron induced by ultrasonic shot peening. Nanostruct. Mater. 1999, 11, 433–440. [Google Scholar] [CrossRef] [Green Version]
- Guo, F.A.; Trannoy, N.; Lu, J. Microstructural analysis by scanning thermal microscopy of a nanocrystalline Fe surface induced by ultrasonic shot peening. Superlattices Microstruct. 2004, 35, 445–453. [Google Scholar] [CrossRef]
- Marteau, J.; Bigerelle, M.; Mazeran, P.E.; Bouvier, S. Relation between roughness and processing conditions of AISI 316L stainless steel treated by ultrasonic shot peening. Tribol. Int. 2015, 82, 319–329. [Google Scholar] [CrossRef]
- Dai, K.; Villegas, J.; Stone, Z.; Shaw, L. Finite element modeling of the surface roughness of 5052 Al alloy subjected to a surface severe plastic deformation process. Acta Mater. 2004, 52, 5771–5782. [Google Scholar] [CrossRef]
- Maawad, E. Residual Stress Analysis and Fatigue Behavior of Mechanically Surface Treated Titanium Alloys; Helmholtz-Zentrum Geesthacht: Geesthacht, Germany, 2013. [Google Scholar]
- Thompson, A.W.; Backofen, W.A. The effect of grain size on fatigue. Acta Metall. 1971, 19, 597–606. [Google Scholar] [CrossRef]
- Ono, Y.; Yuri, T.; Sumiyoshi, H.; Matsuoka, S.; Ogata, T. Effect of grain size on high-cycle fatigue properties in alpha-type titanium alloy at cryogenic temperatures. Cryogenics 2003, 43, 483–489. [Google Scholar] [CrossRef]
- Hong, Y.; Qiao, Y.; Liu, N.; Zheng, X. Effect of grain size on collective damage of short cracks and fatigue life estimation for a stainless steel. Fatigue Fract. Eng. Mater. Struct. 1998, 21, 1317–1325. [Google Scholar] [CrossRef]
- Tanaka, K.; Sakakibara, M.; Kimachi, H. Grain-size effect on fatigue properties of nanocrystalline nickel thin films made by electrodeposition. Procedia Eng. 2011, 10, 542–547. [Google Scholar] [CrossRef] [Green Version]
- Wei, Y.; Li, Y.; Zhu, L.; Liu, Y.; Lei, X.; Wang, G.; Wu, Y.; Mi, Z.; Liu, J.; Wang, H.; et al. Evading the strength-ductility trade-off dilemma in steel through gradient hierarchical nanotwins. Nat. Commun. 2014, 5, 3580. [Google Scholar] [CrossRef]
- Ye, C.; Suslov, S.; Lin, D.; Liao, Y.; Cheng, G.J. Cryogenic ultrahigh strain rate deformation induced hybrid nanotwinned microstructure for high strength and high ductility. J. Appl. Phys. 2014, 115, 213519. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SP Parameters | Microstructural Features | Fatigue Life |
|---|---|---|---|
| AISI 9310 Steel [189] | Intensity: 0.18–0.23 mm A, coverage: 200%, media: cast steel 070 | 40% increment in CRS for SP gear at depth of maximum shear stress | 10 percent surface pitting fatigue life increased by 1.6 times than standard gear (unpeened) |
| Bearing steel (JIS-SUJ2) [190] | Media: 0.3 mm diameter, coverage:300% coverage | 3.75 times higher RS (−1530 MPa) up to 90 µm, 1.18 times higher Vickers hardness (1019 HV) | 6–7 times increment after treatment in bending fatigue, 0.3% in ultimate tensile strength |
| 51CrV4 high-grade spring steel alloy [56] | Media: 0.8–0.9 mm diameter shots, 0.3% intensity, 100% coverage | The maximum measured stress of 1100 MPa arises at a distance of 210 mm measured from the specimen’s middle point | The decrease in 30% sustainable stress amplitude due to high surface roughness |
| Low alloy steel [191] | Intensity: 15 A (CSP),100%,0.42 mm diameter 7 C (SSP), 1500% coverage, 0.58 mm diameter, (60–61 HRC) 10 N (RSSP),100%, 0.10 mm diameter | 0.3–0.35 mm thick strain hardening depth, 0.65 (CSP), 1.38 mm (SSP), −580 MPa in both, observed NC nanocrystalline layer using TEM | 4% increment after SSP and 10% after repeening SSP on fatigue strength |
| Nickel-based superalloy RR1000 [97] | Intensity:6–8 A, media: 110 H, coverage: 200% | CRS: (1100 S, 1400 M) MPa, up to 200 µm depth Stress relaxation: (400 S, 900 M) MPa, up to 200 µm depth, peak shifted from 50 to 75 µm SH: strain hardening depth (100–125 µm), 21% relaxation in percentage hardening | Dwell fatigue relax the compressive residual stress and strain hardening in the material in the first few cycles |
| Nickel-based superalloy Udimet 720Li [23] | Intensity: 4–5 A, media: 110H, coverage: 125% | CRS: (826 S, 1094 M) MPa up to depth of 140 , 30% increment in Vickers microhardness | - |
| AISI 4340 steel [162] | Intensity: range [0.0027 A (8 psi), 0.0063 A (13 psi), 0.0083 A (18 psi), 0.0141 A (45 psi)], coverage: 200%, media: S 230 (0.7 mm diameter) | CRS:1200 MPa up to 0.175 mm depth | 9–12% increment in fatigue life |
| Features | Specifications | Properties | Crack Initiation | Crack Propagation | Material Specifications |
|---|---|---|---|---|---|
| Grain size | Ultrafine or nanocrystalline () | Strength () Hardness ) Ductility () | Retards | Retards, or Accelerate both reported | Brass [245], Ti [246], stainless steel [247] Electrodeposited nanocrystalline pure Ni and a cryomilled ultrafine-crystalline Al–Mg alloy, Ni films [248] |
| Grain distribution | Gradient nanostructure or gradient nanotwined structure () | Strength () Ductility () | Retards | Retards | Cu [50,53], steel [249] (torsion to cylindrical twinning-induced plasticity steel to generate gradient nanotwinned structure) |
| Twin GBs | Nanotwinned or coherent nanotwin boundaries () | Strength () Ductility () Toughness () [250] | - | Retards | Cu [250] (CLSP) |
| Low angle GBs | Misorientation angle ° () | Ductility ) Hardness () | - | - | All polycrystalline metals |
| High angle GBs | Misorientation angle ° () | Ductility () Hardness ) | - | - | HAGB with UFC and nonequilibrium GBs [57] |
| Dislocations | Generation and pile-ups () | Strength () Hardening () Ductility ) | - | - | Nanocrystalline/ultrafine structure [57] |
| Strain hardening | Magnitude and distribution depth () | Hardness () Ductility ) | Retards | Retards and accelerate (both reported) | Polycrystalline materials |
| Compressive residual stresses | Compressive stresses or distribution depth () | Hardness () (little influence) | Retards | Retards (little effect) | Polycrystalline materials |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, D.; Idapalapati, S.; Wang, W.; Narasimalu, S. Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys. Materials 2019, 12, 2503. https://doi.org/10.3390/ma12162503
Kumar D, Idapalapati S, Wang W, Narasimalu S. Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys. Materials. 2019; 12(16):2503. https://doi.org/10.3390/ma12162503
Chicago/Turabian StyleKumar, Dharmesh, Sridhar Idapalapati, Wei Wang, and Srikanth Narasimalu. 2019. "Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys" Materials 12, no. 16: 2503. https://doi.org/10.3390/ma12162503
APA StyleKumar, D., Idapalapati, S., Wang, W., & Narasimalu, S. (2019). Effect of Surface Mechanical Treatments on the Microstructure-Property-Performance of Engineering Alloys. Materials, 12(16), 2503. https://doi.org/10.3390/ma12162503