Effect of Particle Size on Current-Carrying Friction and Wear Properties of Copper-Graphite Composites by Spark Plasma Sintering

Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Material Preparation
2.2. Performance Testing
3. Results and Analysis
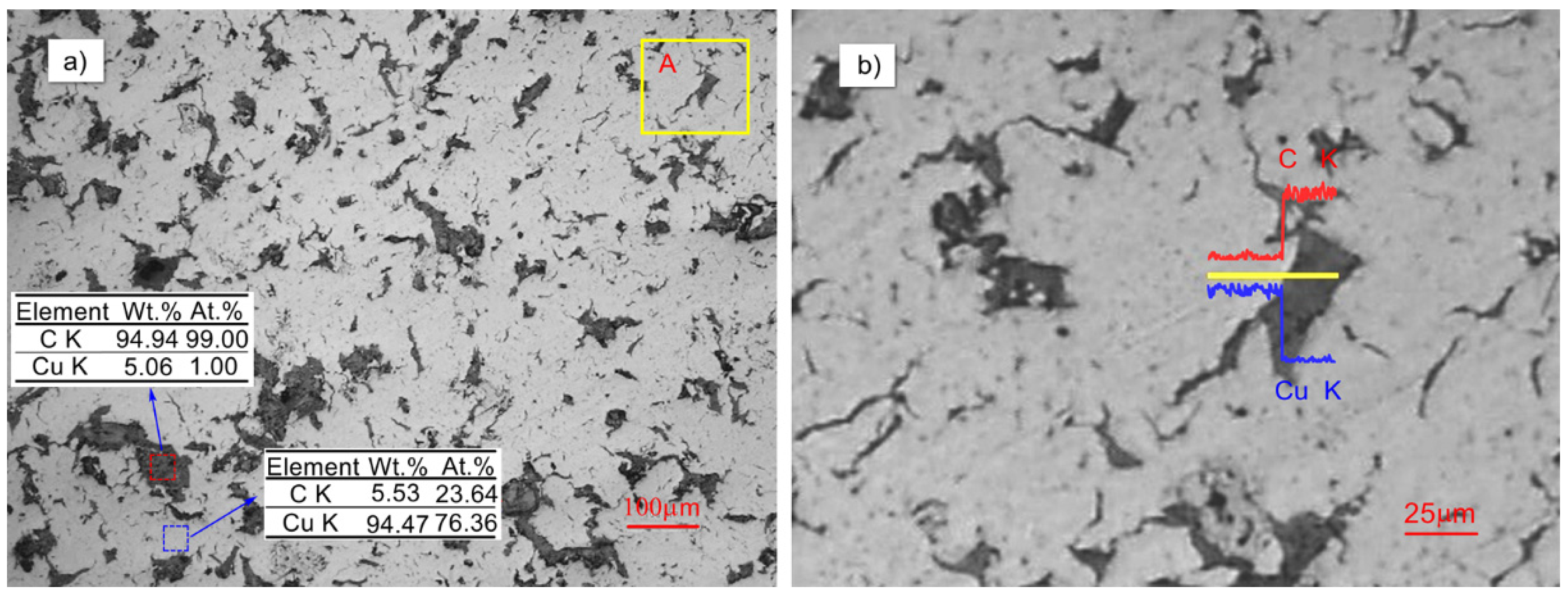
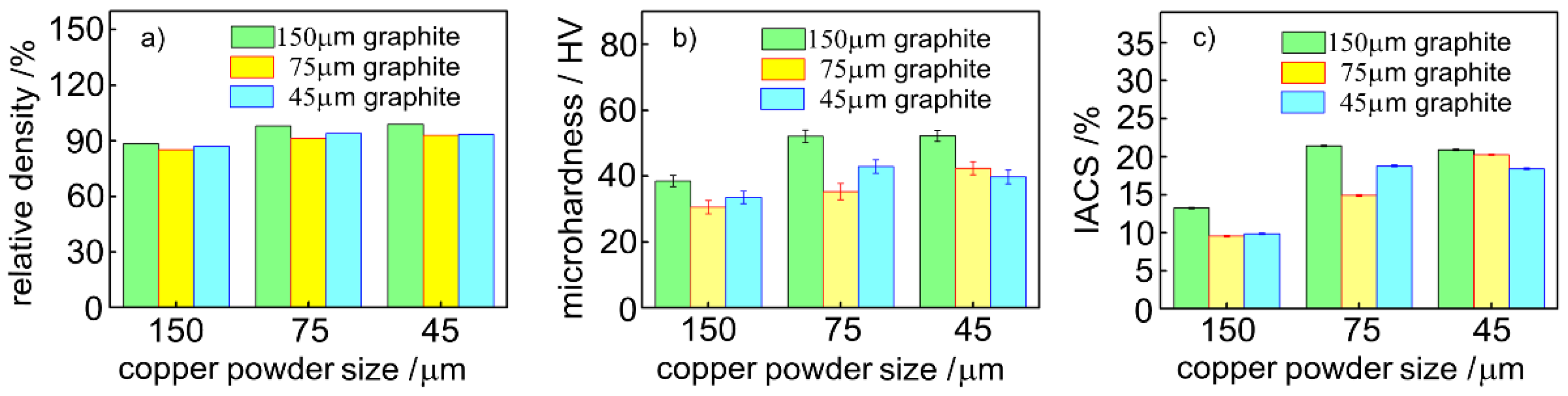
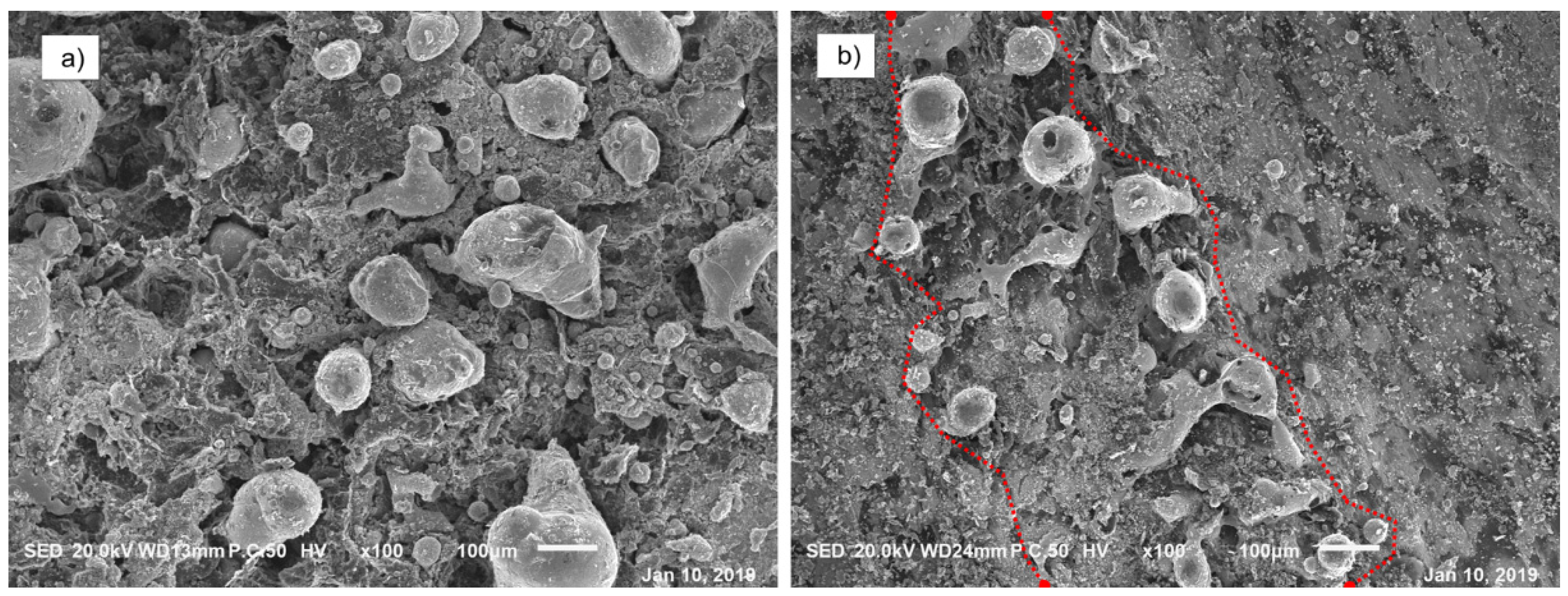
3.1. Microstructure, Density, Hardness and Conductivity of the Prepared Materials
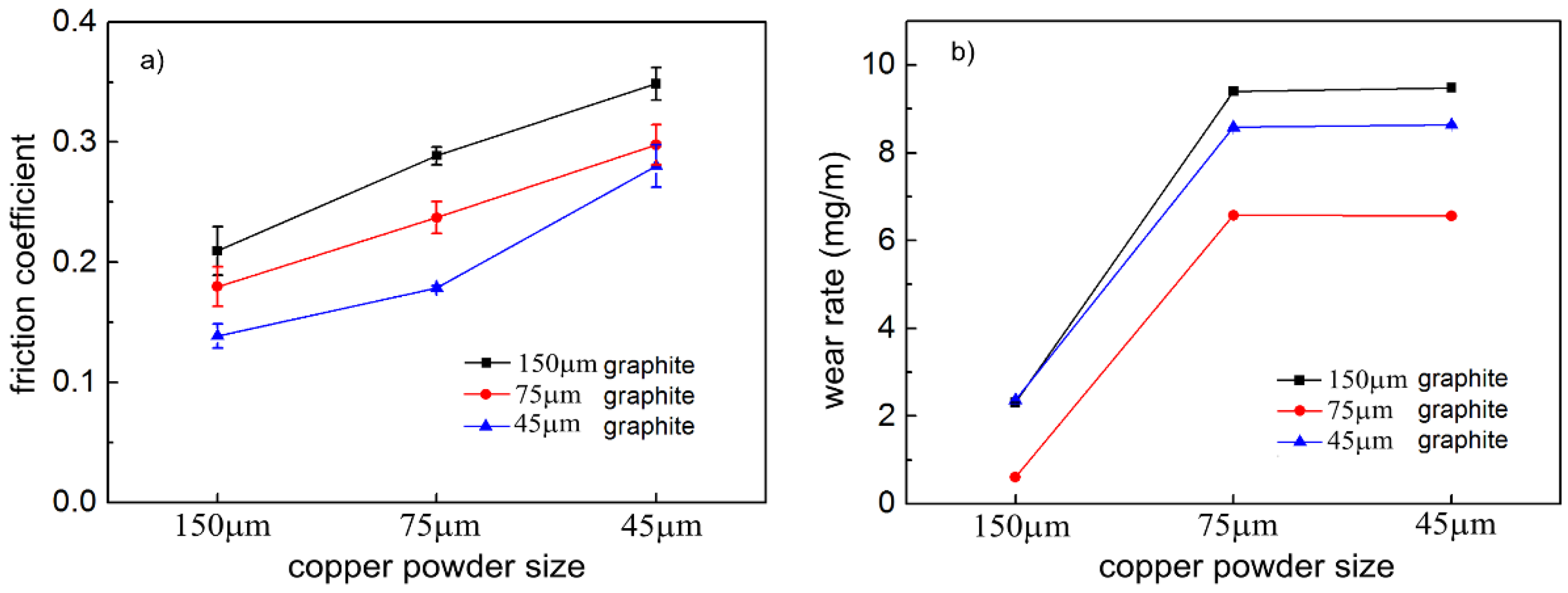
3.2. Effect of Particle Size on Friction and Wear Properties of Materials
3.3. Effect of Particle Size on Electrical Conductivity of Composite Pairs
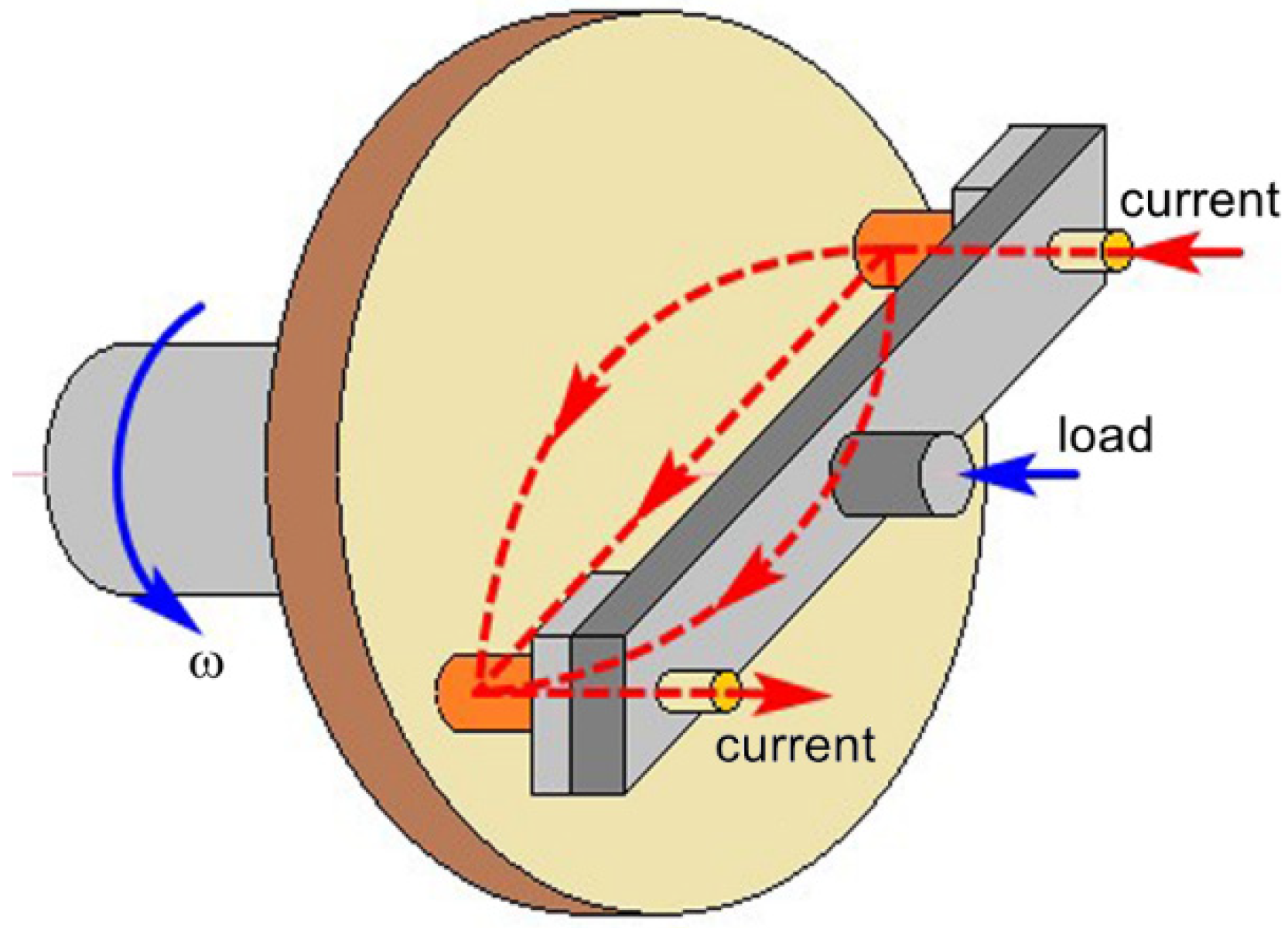
3.4. Current-Carrying Friction Behavior of Composites
4. Discussion
5. Conclusions
- (1)
- The copper-graphite composites prepared by the SPS plasma sintering process had good surface bonding and dense materials.
- (2)
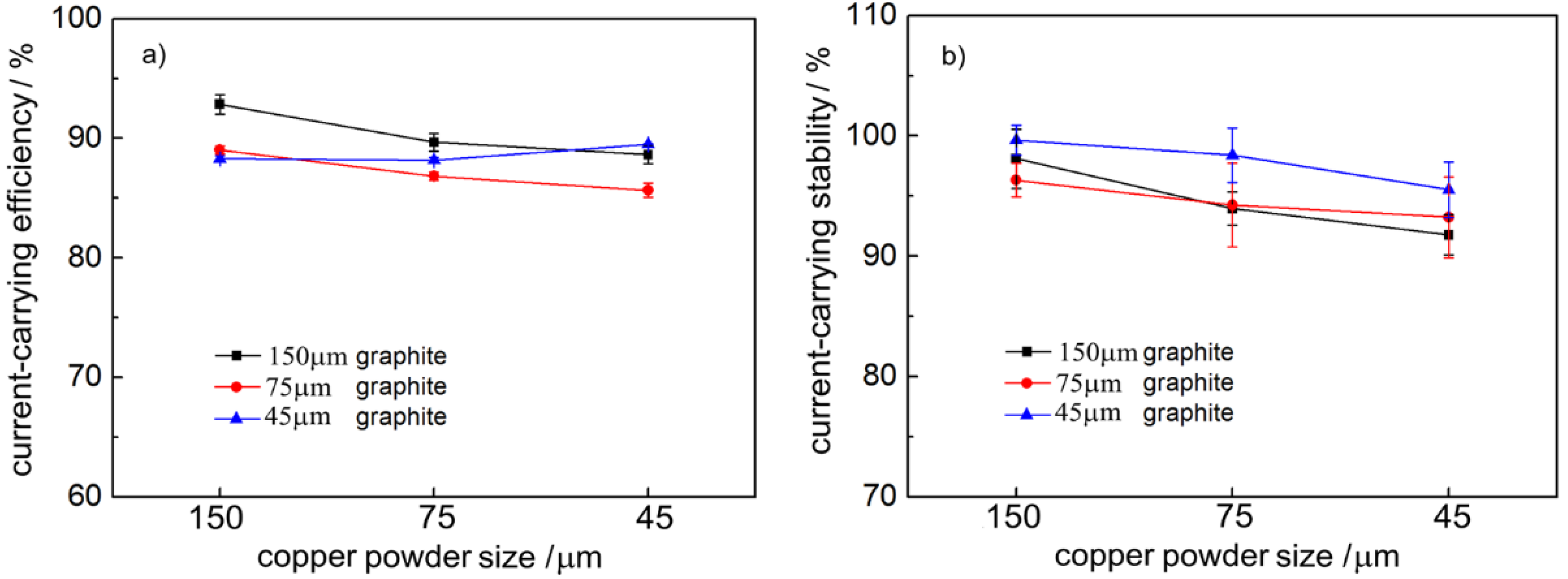
- The friction coefficient of the composites decreased with the decrease of the particle size of the copper-coated graphite powder. The friction coefficient of the composites increased with the decrease of copper powder particle size. With the decrease of the particle size of copper-coated graphite powder, the wear rate of the composites decreased at first and then increased. With the decrease of the particle size of the copper powder, the wear rate of the composites increased significantly. The current-carrying properties of composites with different particle size ratios and QCr0.5 pairs were good and fluctuated little. The current-carrying friction properties of the composite materials prepared with 150 μm copper powder and 75 μm copper-coated graphite powder were the best.
- (3)
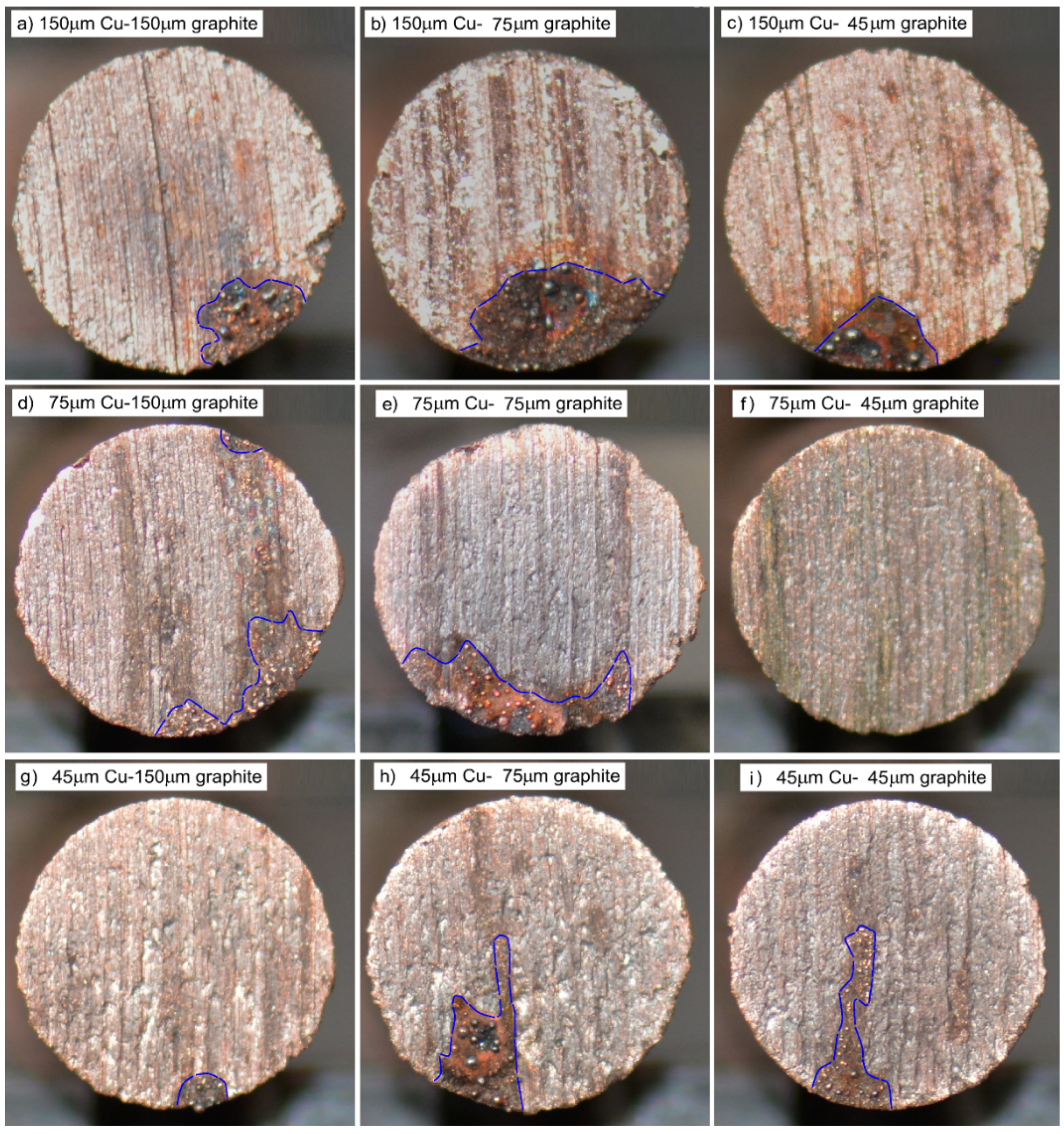
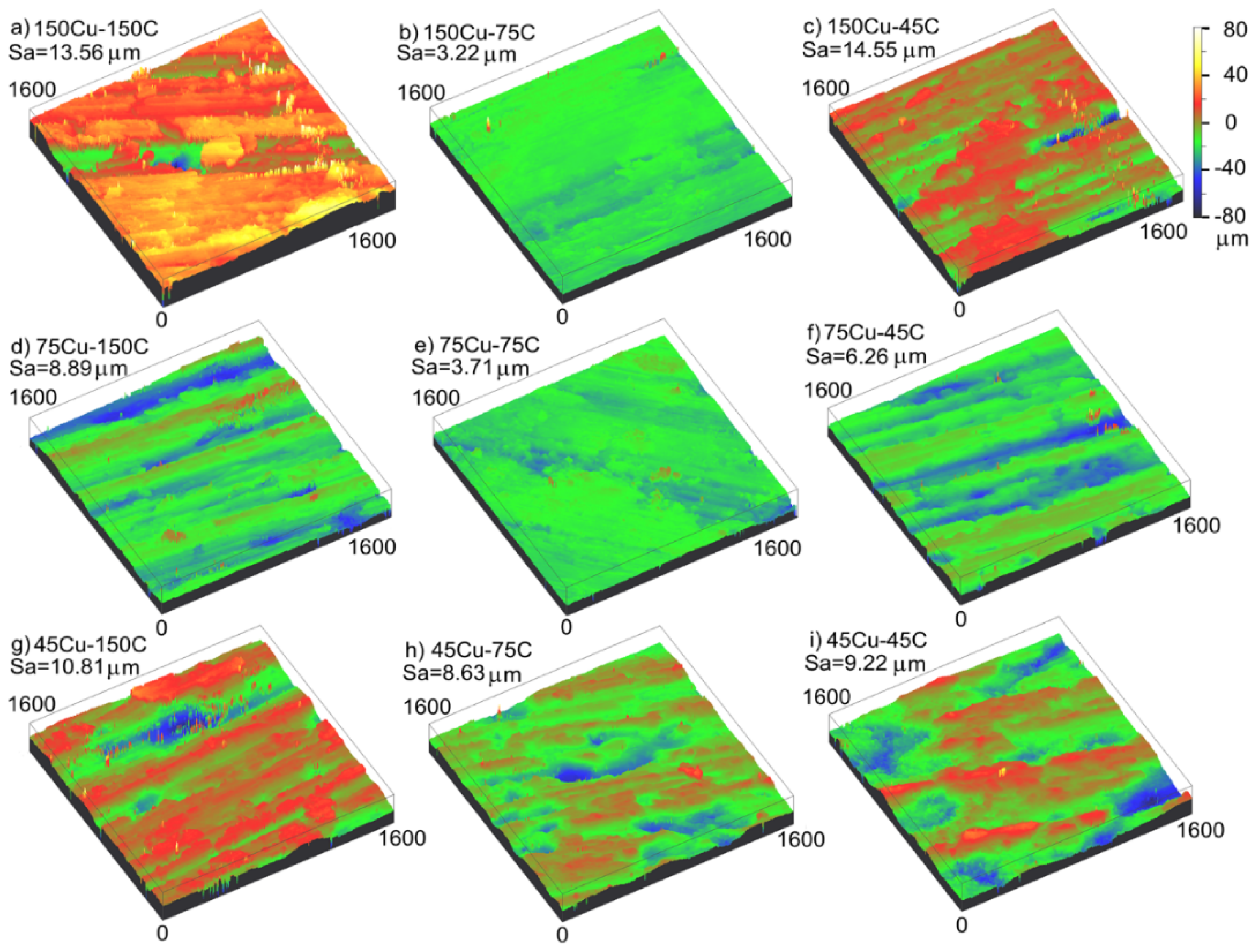
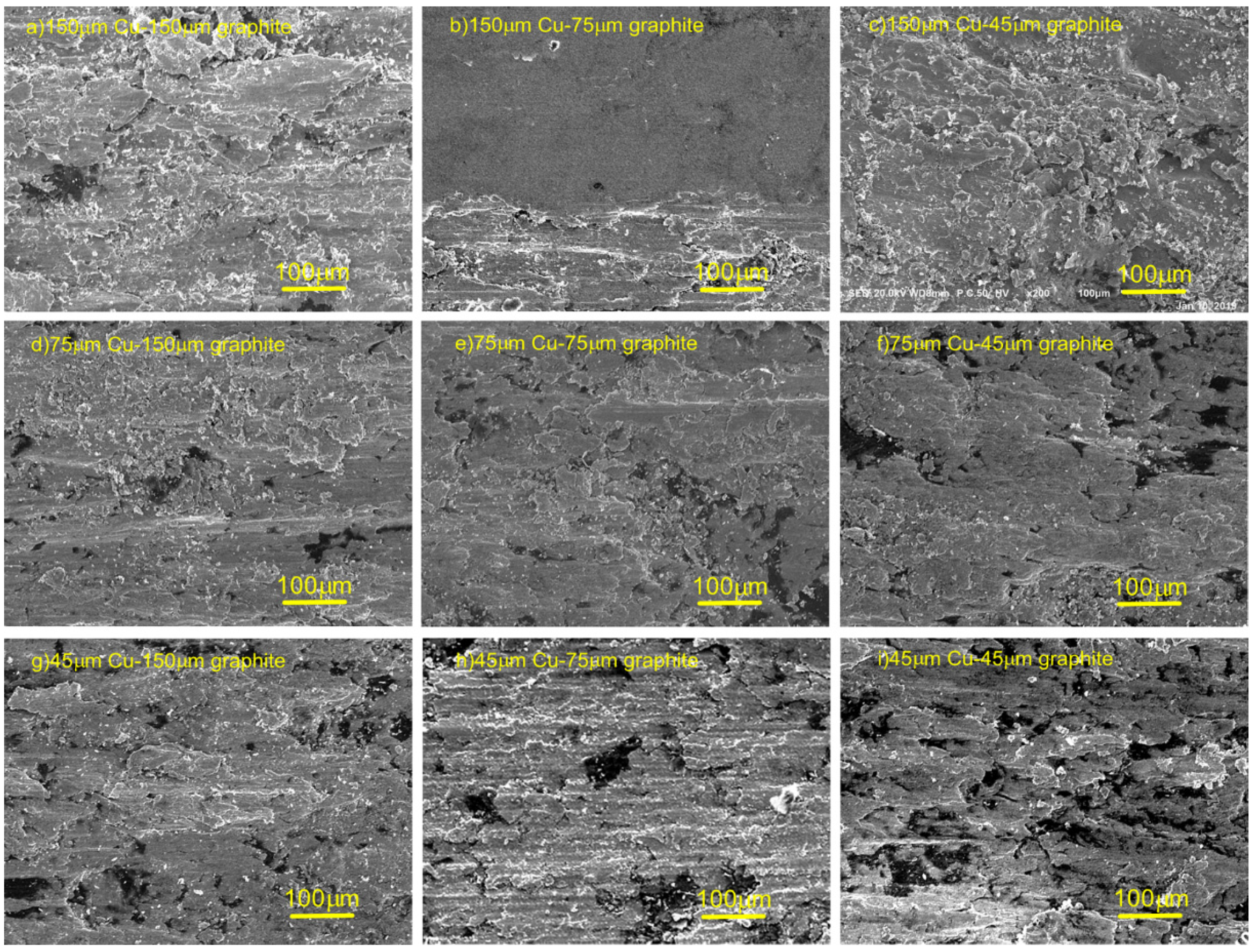
- The wear surface can be divided into mechanical wear area and arc erosion area. The main area of arc erosion was less than 15% of the total area, and it was mainly distributed in the friction outlet area. The main forms of mechanical wear included furrow, rolling deformation, cold welding, tearing, among other effects, and the surface formed graphite film. The surface quality of the composite prepared by 150 micron copper powder and 75 micron copper-coated graphite powder was the best, the Sa was 3.22 μm, and the rolling deformation was the fullest, with there being no large tear pits and plough grooves. Carbon content on the worn surface was much higher than the graphite content in composites. The behavior of arc erosion was mainly melting and splashing, and the particle size of the original powder had little effect on it.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, P.; Zhang, H.B.; Yin, J.; Xiong, X. Effects of fibre orientation on wear behavior of copper mesh modified-carbon/carbon composite under electric current. Tribol. Int. 2017, 116, 310–319. [Google Scholar] [CrossRef]
- Caliman, R. Aspects regarding the tribological evaluation of sintered composites obtained from mixture of copper with carbon fibers. Iop Conf. Ser. Mater. Sci. Eng. 2015, 95, 012012. [Google Scholar] [CrossRef]
- Tatiana, K.; Tatiana, L.; Yuriy, F.; Oleg, T. Copper-based Composite Materials Reinforced with Carbon Nanostructures. Mater. Sci. Medzg. 2015, 21, 364–368. [Google Scholar]
- Sun, C.; Zhang, X.; Zhao, N.H.; He, C.N. Influence of spark plasma sintering temperature on the microstructure and strengthening mechanisms of discontinuous three-dimensional graphene-like network reinforced Cu matrix composites. Mater. Sci. Eng. A 2019, 756, 82–91. [Google Scholar] [CrossRef]
- Shabaniab, M.; Paydara, M.H.; Zamirib, R.; Goodarzic, M.; Moshksara, M.M. Microstructural and sliding wear behavior of SiC-particle reinforced copper matrix composites fabricated by sintering and sinter-forging processes. J. Mater. Res. Technol. 2016, 5, 5–12. [Google Scholar] [CrossRef] [Green Version]
- Izmailov, V.V.; Ushakova, I.N.; Drozdova, E.I.; Chernogorova, O.P.; Ekimov, E.A. Electrical and tribological properties of composite material with copper matrix reinforced by superelastic hard carbon. J. Frict. Wear 2016, 37, 253–258. [Google Scholar] [CrossRef]
- Nazeer, F.; Ma, Z.; Gao, L.H.; Khan, M.A.; Malik, A.; Wang, F.C.; Li, H.Z. Effect of particle size on mechanical and anisotropic thermal conductivity of copper-reduced graphene oxide composites. Results Phys. 2019, 14, 102432. [Google Scholar] [CrossRef]
- Cho, H.J.; Yan, D.; Tam, J.; Erb, U. Effects of diamond particle size on the formation of copper matrix and the thermal transport properties in electrodeposited copper-diamond composite materials. J. Alloy. Compd. 2019, 791, 1128–1137. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, D.Q.; Li, X.F.; He, Z.; Guo, X.H.; Liu, Z.J.; Guo, Q.G. Effect of graphite flakes particle sizes on the microstructure and properties of graphite flakes/copper composites. J. Alloy. Compd. 2018, 766, 382–390. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Alipour, S. Wear and friction properties of spark plasma sintered SiC/Cu nanocomposites. Ceram. Int. 2017, 43, 13364–13370. [Google Scholar] [CrossRef]
- Wang, X.; Wei, S.Z.; Xu, L.J.; Fang, F.; Li, J.W.; Pan, K.; Peng, B. Effect of sintering temperature on fine-grained CuW composites with high copper. Mater. Charact. 2019, 153, 121–127. [Google Scholar] [CrossRef]
- Shishkin, A.; Hussainova, I.; Kozlov, V.; Lisnanskis, M.; Leroy, P.; Lehmhus, D. Metal-coated cenospheres obtained via magnetron sputter coating: A new precursor for syntactic foams. JOM 2018, 70, 1319–1325. [Google Scholar] [CrossRef]
- Uddin, S.M.; Mahmud, T.; Wolf, C.; Glanz, C.; Kolaric, I.; Volkmer, C.; Höller, H.; Wienecke, U.; Roth, S.; Fecht, H.-J. Effect of size and shape of metal particles to improve hardness and electrical properties of carbon nanotube reinforced copper and copper alloy composites. Compos. Sci. Technol. 2010, 70, 2253–2257. [Google Scholar] [CrossRef] [Green Version]
- Bagheri, G.H.A. The effect of reinforcement percentages on properties of copper matrix composites reinforced with TiC particles. J. Alloy. Compd. 2016, 676, 120–126. [Google Scholar] [CrossRef]
- Deng, H.; Yi, J.H.; Xia, C.; Yi, Y. Improving the mechanical properties of carbon nanotube-reinforced pure copper matrix composites by spark plasma sintering and hot rolling. Mater. Lett. 2018, 210, 177–181. [Google Scholar] [CrossRef]
- Dash, K.; Ray, B.C.; Chaira, D. Synthesis and characterization of copper–alumina metal matrix composite by conventional and spark plasma sintering. J. Alloy. Compd. 2012, 516, 78–84. [Google Scholar] [CrossRef]
- Lyu, Y.; Tang, H.; Wang, P. Tribological properties of carbon fiber toughened SiC prepared by hot pressing sintering. Ceram. Int. 2019, 45, 832–838. [Google Scholar] [CrossRef]
- Sofia, D.; Barletta, D.; Poletto, M. Laser sintering process of Ceramic powders: the effect of particle size on the mechanical properties of sintered layers. Addit. Manuf. 2018, 23, 215–224. [Google Scholar] [CrossRef]
- Nayan, N.; Shukla, A.K.; Chandran, P.; Bakshi, S.R.; Murty, S.V.S.N.; Pant, B.; Venkitakrishnan, P.V. Processing and characterization of spark plasma sintered copper/carbon nanotube composites. Mater. Sci. Eng. A 2017, 682, 229–237. [Google Scholar] [CrossRef]
- Allabergenov, B.; Kim, S. Investigation of electrophysical and mechanical characteristics of porous copper-carbon composite materials prepared by spark plasma sintering. Int. J. Precis. Eng. Manuf. 2013, 14, 1177–1183. [Google Scholar] [CrossRef]
- Dash, A.; Kim, B.N.; Klimke, J.; Vleugels, J. Transparent tetragonal-cubic zirconia composite ceramics densified by spark plasma sintering and hot isostatic pressing. J. Eur. Ceram. Soc. 2019, 39, 1428–1435. [Google Scholar] [CrossRef]
- Wu, Y.L.; Huang, H.; Fu, W.M.; Cheng, G.X. Experimental Study on Pantograph-Catenary Current-carrying Efficiency and Its Influence on Wear Resistance of Carbon Strip. Surf. Technol. 2017, 46, 21–26. [Google Scholar] [CrossRef]
- Chen, X.F.; Tao, J.M.; Yi, J.H.; Li, C.J.; Bao, R.; Liu, Y.C.; You, X.; Tan, S.L. Balancing the strength and ductility of carbon nanotubes reinforced copper matrix composites with microlaminated structure and interdiffusion interface. Mater. Sci. Eng. A 2018, 712, 790–793. [Google Scholar] [CrossRef]
- Cheng, K.; Liu, R.T.; Xiong, X.; Lin, X.Y.; Chen, J. The Effect of Sintering Temperature on the Microstructures and Properties of Resin-Bonded Copper-Graphite Brush Materials. Tribol. Lett. 2019, 67, 67–77. [Google Scholar] [CrossRef]
- Yang, Z.H.; Zhang, Y.Z.; Zhao, F.; Shangguan, B. Dynamic variation of arc discharge during current-carrying sliding and its effect on directional erosion. Tribol. Int. 2016, 94, 71–76. [Google Scholar] [CrossRef]
- Timsit, R.S. Electrical Conduction through Small Contact Spots. IEEE Trans. Compon. Packag. Technol. 2006, 29, 727–734. [Google Scholar] [CrossRef]
- Deng, C.Y.; Yin, J.; Zhang, H.B.; Xiong, X.; Wang, P.; Sun, M.; Wu, X.G. Dynamic variation of arc discharge and its effect on corrosion direction under current-carrying sliding. J. Eng. Tribol. 2019, 233, 380–392. [Google Scholar] [CrossRef]
- Wu, J.Q. Study on the Characteristics of Electric Contact between Pantograph and Overhead Contact Line; Southwest Jiaotong University: Chengdu, China, 2009. [Google Scholar]
- Williamson, J.B.P. Deterioration processes in electrical connectors. In Proceedings of the 4th International Conference of Electrical Contacts, Phenomena, Swansea, UK, 15–18 July 1968; pp. 215–219. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size of Copper Powder/μm, | 150 | 75 | 45 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Particle Size of Copper-Coated Graphite Powder/μm | 150 | 75 | 45 | 150 | 75 | 45 | 150 | 75 | 45 |
| Cu/wt% | 69.1 | 67.2 | 66.2 | 65.4 | 65.3 | 65.2 | 58.8 | 58.3 | 58.4 |
| C/wt% | 26.9 | 28.1 | 31.1 | 33.0 | 32.1 | 33.1 | 39.2 | 39.5 | 39.6 |
| O/wt% | 4.0 | 4.3 | 2.7 | 1.6 | 2.6 | 1.7 | 2.0 | 2.2 | 2.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Ge, Y.; Zhang, X.; Shangguan, B.; Zhang, Y.; Wang, Y. Effect of Particle Size on Current-Carrying Friction and Wear Properties of Copper-Graphite Composites by Spark Plasma Sintering. Materials 2019, 12, 2825. https://doi.org/10.3390/ma12172825
Yang Z, Ge Y, Zhang X, Shangguan B, Zhang Y, Wang Y. Effect of Particle Size on Current-Carrying Friction and Wear Properties of Copper-Graphite Composites by Spark Plasma Sintering. Materials. 2019; 12(17):2825. https://doi.org/10.3390/ma12172825
Chicago/Turabian StyleYang, Zhenghai, Yuexin Ge, Xu Zhang, Bao Shangguan, Yongzhen Zhang, and Yao Wang. 2019. "Effect of Particle Size on Current-Carrying Friction and Wear Properties of Copper-Graphite Composites by Spark Plasma Sintering" Materials 12, no. 17: 2825. https://doi.org/10.3390/ma12172825
APA StyleYang, Z., Ge, Y., Zhang, X., Shangguan, B., Zhang, Y., & Wang, Y. (2019). Effect of Particle Size on Current-Carrying Friction and Wear Properties of Copper-Graphite Composites by Spark Plasma Sintering. Materials, 12(17), 2825. https://doi.org/10.3390/ma12172825