Novel Continuous Fiber Bi-Matrix Composite 3-D Printing Technology

 ,
, 
Abstract
1. Introduction
2. Concept and Approach
- (i)
- (ii)
- (iii)
- (1)
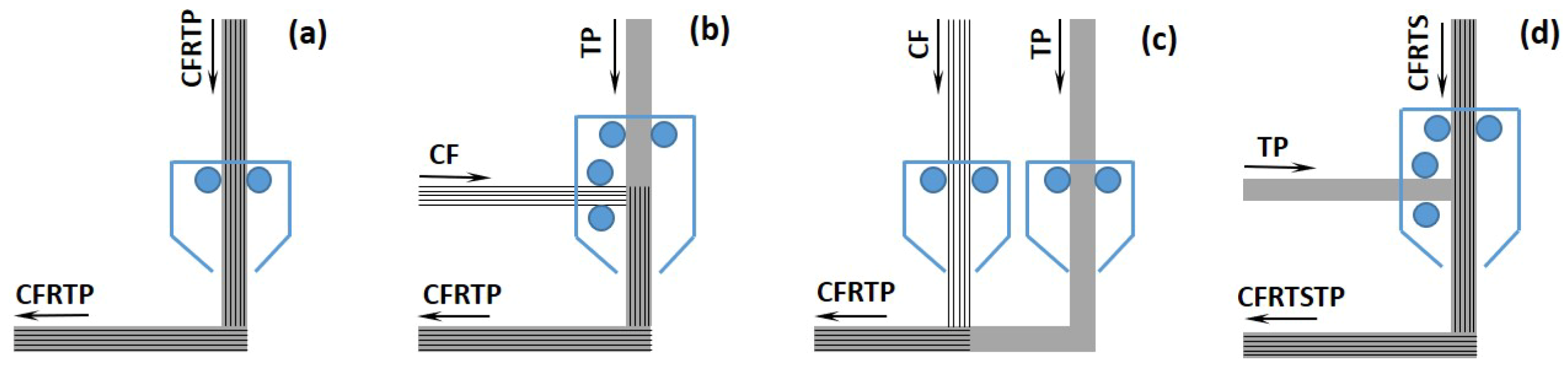
- fibers are impregnated into the high-performance epoxy TS matrix, which is thermally cured as a pre-processing step, outside of the 3-D printer; a continuous fiber-reinforced thermoset (CFRTS) filament is thus pre-manufactured and can be stored;
- (2)
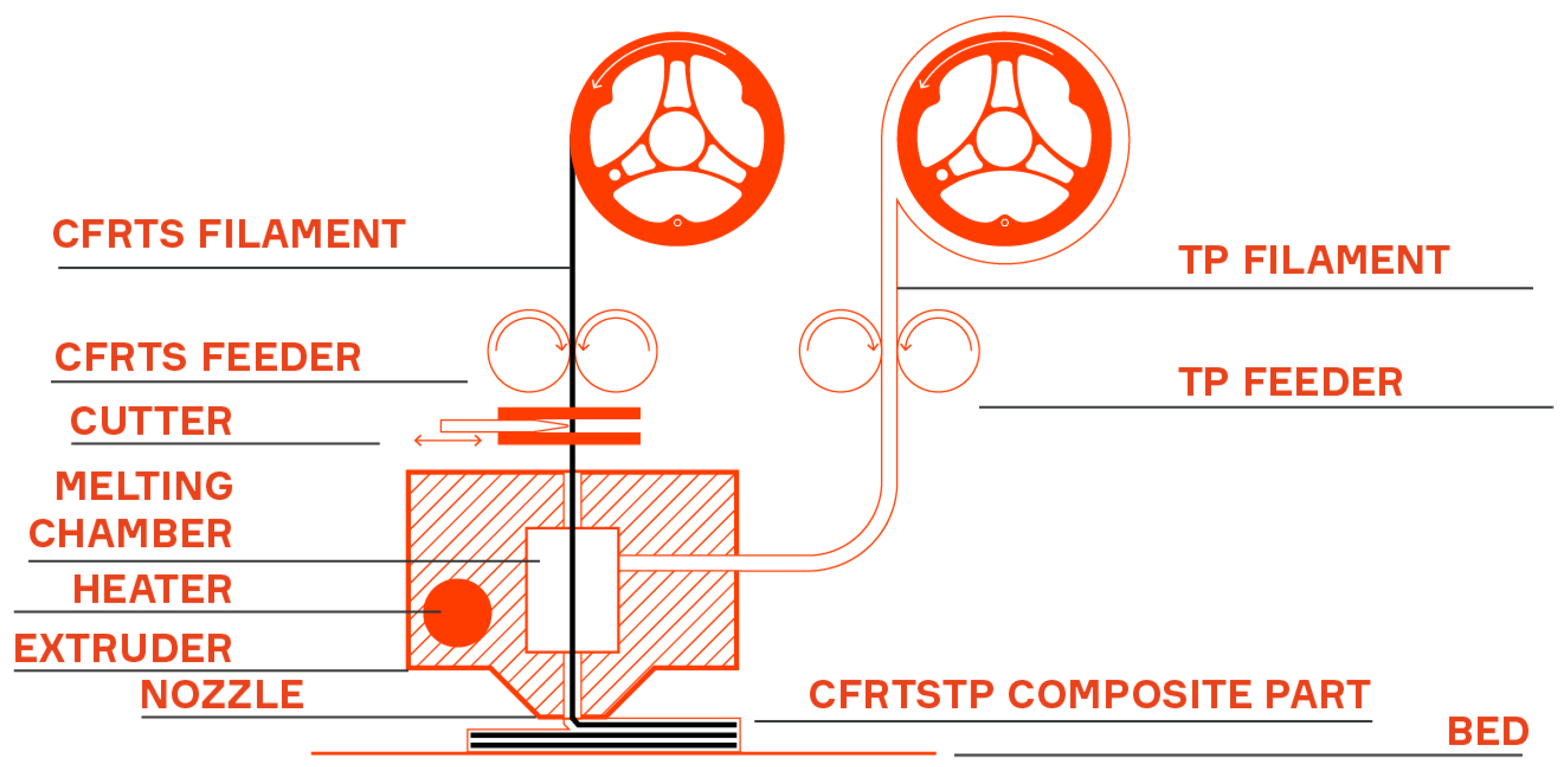
- the CFRTS filament is fed to the composite 3-D printer together with a separate TP filament;
- (3)
- the CFRTS filament is embedded into the TP melt inside of the printing head;
- (4)
- the resulting continuous fiber-reinforced thermoset-thermoplast (CFRTSTP) composite filament is extruded by the 3-D printer head.
- –
- the fact that the TS matrix offers the needed processability characteristics (especially low viscosity to ensure a good impregnation of the reinforcing fibers) to obtain a good quality and high-performance CFRTS composite filament (as it is demonstrated by current classical CFRTS composite manufacturing methods).
- –
- the fact that the TP matrix offers the needed processability characteristics for the FFF method: enough viscosity of the melt phase to be extruded by the 3-D printer head and optimal solidification time during cool down phase in order to ensure maintenance of the desired shape of the 3-D printed part without self-weight distortions (as it is demonstrated by current commercial TP FFF systems).
- –
- the assumption that the good FFF processability characteristics can be preserved for the multi-material fiber TS-TP composite system.
- –
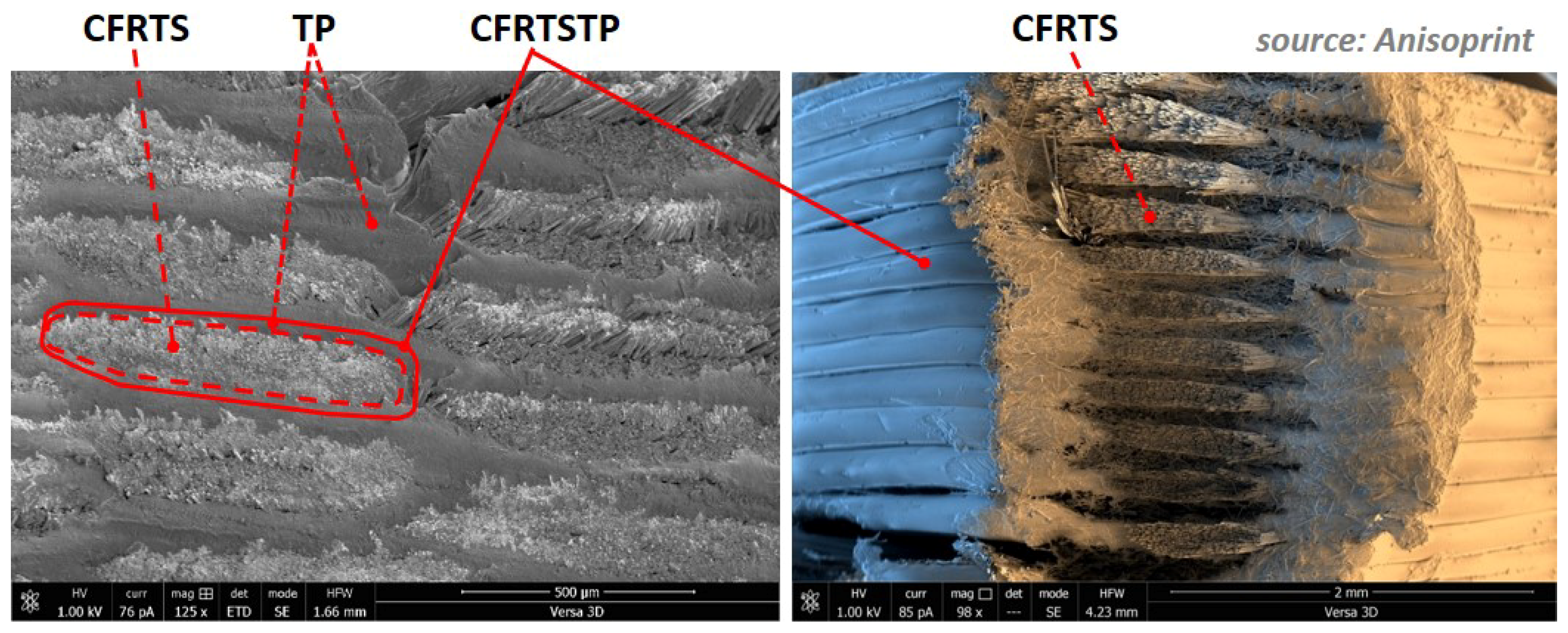
- the assumption that a good adhesion bond strength can be achieved between the constituents of the multi-material system in order to ensure high performance of the 3-D printed composite.
3. Materials and Method
4. Results and Conclusions
- –
- to achieve an increased fiber volume fraction of the CFRTSTP composite filament;
- –
- to upgrade to using the 1.5K carbon fiber tow, which shows acceptable flexibility and is more affordable than the 1K fiber tow;
- –
- to upgrade to using high-performance engineering polymers (e.g., PEEK and PEI) for the TP matrix;
- –
- to deploy advanced polymer science and nanotechnology in order to optimize the processability and performance characteristics of the feedstock materials;
- –
- to deploy a comprehensive material evaluation and testing program (including destructive and nondestructive material characterization, as well as virtual simulation of the 3-D printed composite mechanical behavior) in order to provide both better feedback to the material development and material performance metrics databases;
- –
- to provide composite parts design guidelines to consider the influences of the FFF processing parameters and the bi-matrix composite microstructure.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AM | additive manufacturing |
| FFF | fused filament fabrication |
| FRP | fiber reinforced polymers |
| CFRP | continuous fiber reinforced polymers |
| TP | thermoplastic |
| TS | thermoset |
| CFRTP | continuous fiber reinforced thermoplastic |
| CFRTS | continuous fiber reinforced thermoset |
| CFRTSTP | continuous fiber reinforced thermoset-thermoplast |
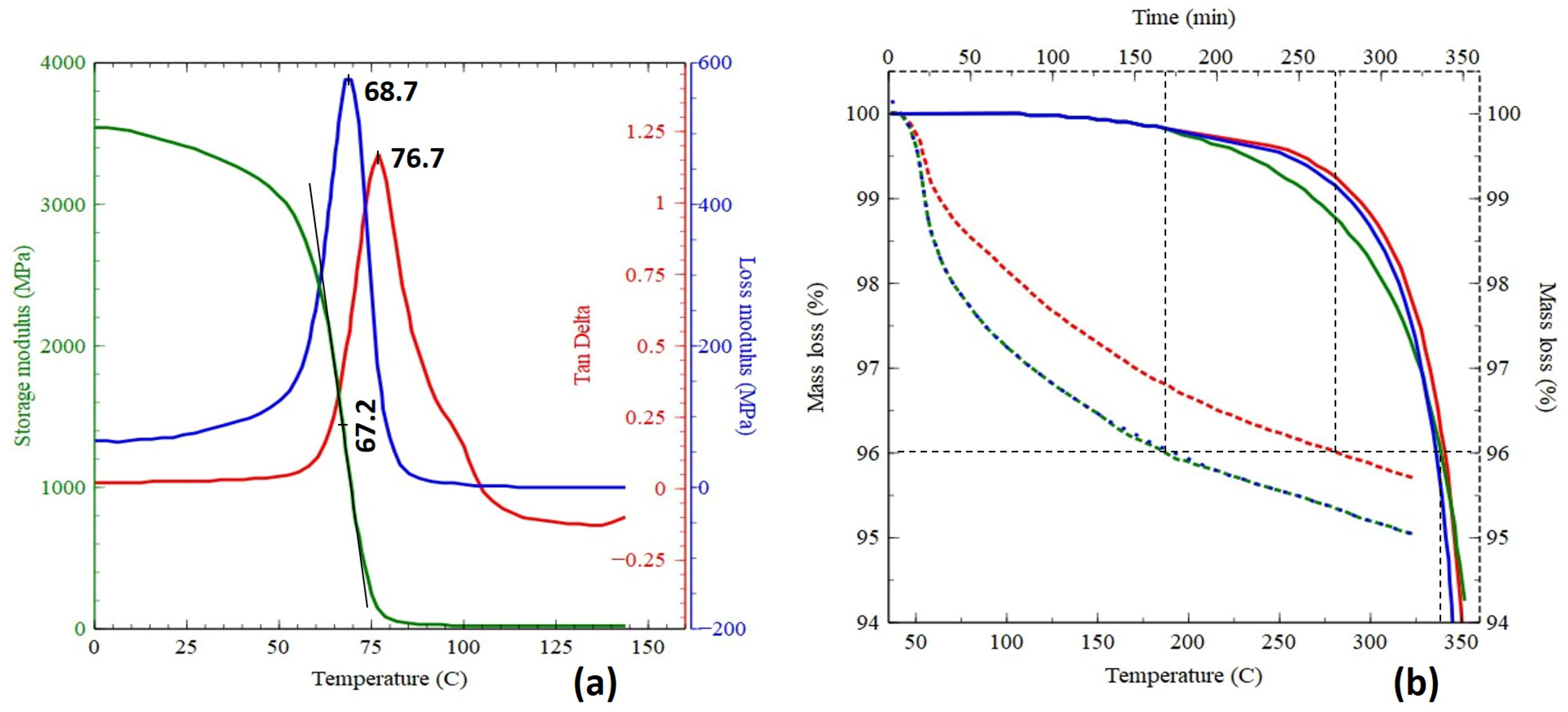
| DMA | dynamic mechanical analysis |
| TGA | thermal gravimetric analysis |
References
- Jiang, R.; Kleer, R.; Piller, F.T. Predicting the future of additive manufacturing: A Delphi study on economic and societal implications of 3-D printing for 2030. Technol. Forecast. Soc. Chang. 2017, 117, 84–97. [Google Scholar] [CrossRef]
- Additive Manufacturing Feasibility Study & Technology Demonstration: EDA AM State of the Art & Strategic Report; Technical Report; European Defence Agency: Bruxelles, Belgium, 2018.
- Wohlers Report 2018, 3-D Printing and Additive Manufacturing State of the Industry; Technical Report; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2018; ISBN 978-0-9913332-4-0.
- Additive Manufacturing—General Principles—Terminology; ISO/ASTM 52900:2015 (ASTM F2792) Standard; International Organization for Standardization (ISO): Geneva, Switzerland, 2015.
- Parandoush, P.; Zhou, C.; Lin, D. 3-D Printing of Ultrahigh Strength Continuous Carbon Fiber Composites. Advaced Eng. Mater. 2018, 21, 1–8. [Google Scholar] [CrossRef]
- Backer, W.; Bergs, A.; Tooren, M.V. Multi-Axis Multi-Material Fused Filament Fabrication with Continuous Fiber Reinforcement. In Proceedings of the 2018 AIAA/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Kissimmee, FL, USA, 8–12 January 2018; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2018. [Google Scholar] [CrossRef]
- ArevoLabs, USA. A Revolution in Manufacturing. Available online: http://arevolabs.com (accessed on 15 September 2019).
- Markforged, USA. Composite 3-D Printing. Available online: https://markforged.com/composites (accessed on 15 September 2019).
- Vaneker, T. Material extrusion of continuous fiber reinforced plastics using commingled yarn. In Proceedings of the 1st CIRP Conference on Composite Materials Parts Manufacturing CIRP-CCMPM2017, Karlsruhe, Germany, 8–9 June 2017; Elsevier: Amsterdam, The Netherlands, 2017; pp. 317–322. [Google Scholar]
- Baumann, F.; Scholz, J.; Fleischer, J. Investigation of a new approach for additively manufactured continuous fiber-reinforced polymers. In Proceedings of the 1st CIRP Conference on Composite Materials Parts Manufacturing CIRP-CCMPM2017, Karlsruhe, Germany, 8–9 June 2017; pp. 323–328. [Google Scholar] [CrossRef]
- Brooks, H.; Molony, S. Design and evaluation of additively manufactured parts with three dimensional continuous fibre reinforcement. Mater. Des. 2016, 90, 276–283. [Google Scholar] [CrossRef]
- Eichenhofer, M.; Wong, J.; Ermanni, P. Continuous lattice fabrication of ultra-lightweight composite structures. Addit. Manuf. 2017, 18, 48–57. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-Dimensional Printing of Continuous-Fiber Composites by In-Nozzle Impregnation. Nat. Sci. Rep. 2016, 6. [Google Scholar] [CrossRef] [PubMed]
- Nakagawa, Y.; Mori, K.; Maeno, T. 3-D Printing of Carbon Fibre-Reinforced Plastic Parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3-D printing for continuous fiber reinforced thermoplastic composites: mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3-D Printing of Continuous Carbon Fiber Prepreg Filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Fink, J. High Performance Polymers, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780323312226. [Google Scholar]
- Invernizzi, M.; Natale, G.; Levi, M.; Turri, S.; Griffini, G. UV-Assisted 3-D Printing of Glass and Carbon Fiber-Reinforced Dual-Cure Polymer Composites. Materials 2016, 9, 583. [Google Scholar] [CrossRef] [PubMed]
- Continuous Composites, U. Continuous Fiber 3-D Printing. Available online: http://www.continuouscomposites.com/technology (accessed on 15 September 2019).
- Nakamura, K. Photopolymers: Photoresist Materials, Processes, and Applications; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Azarov, A.V.; Vasiliev, V.V.; Razin, A.F.; Salov, V.; Kotlov, D.V. Composite Reinforcing Thread, Prepreg, Tape for 3-D Printing and Instalation for Preparing Same. Anisoprint Patent No. WO 2017/188861 A1, 2 November 2017. [Google Scholar]
- Azarov, A.V.; Golubev, M.V.; Antonov, F.K.; Khaziev, A. Print Head for Additive Manufacturing of Articles. Patent No. WO 2018/190750 A1, 18 October 2018. [Google Scholar]
- Vasiliev, V.; Salov, V. Development and Study of the Two-Matrix Fiber Glass Composite with High Transversal Deformation. Mekh. Kompoz. Mater. 1984, 4, 662–666. [Google Scholar] [CrossRef]
- Vasiliev, V.; Salov, V.; Salov, O. Composite Shell Shaped as a Body of Revolution and a Method of Forming the Same. US Patent No. 6077580, 20 June 2000. [Google Scholar]
- Azarov, A.; Antonov, F.; Vasiliev, V.; Golubev, M.; Krasovskii, D.; Razin, A.; Salov, V.; Stupnikov, V.; Khaziev, A. Development of a Two-Matrix Composite Material Fabricated by 3-D Printing. Polym. Sci. Ser. D 2017, 10, 87–90. [Google Scholar] [CrossRef]
- Polymer Science. Available online: http://polymerdatabase.com (accessed on 15 September 2019).
- Toray, USA. Types of Carbon Fiber. Available online: https://www.toraycma.com (accessed on 15 September 2019).
- Pyl, L.; Kalteremidou, K.; Hemelrijck, D.V. Exploration of specimen geometry and tab configuration for tensile testing exploiting the potential of 3-D printing freeform shape continuous carbon fibre-reinforced nylon matrix composites. Polym. Test. 2018, 71, 318–328. [Google Scholar] [CrossRef]
- Justo, J.; Tavara, L.; Guzman, L.; Paris, F. Characterization of 3-D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Van de Werken, N.; Hurley, J.; Khanbolouki, P.; Sarvestani, A.; Tamijani, A.; Tehrani, M. Design considerations and modeling of fiber reinforced 3-D printed parts. Compos. Part B 2019, 160, 684–692. [Google Scholar] [CrossRef]
- Ma, Y.; Ueda, M.; Yokozeki, T.; Sugahara, T.; Yang, Y.; Hamada, H. A comparative study of the mechanical properties and failure behavior of carbon fiber/epoxy and carbon fiber/polyamide 6 unidirectional composites. Compos. Struct. 2017, 160, 89–99. [Google Scholar] [CrossRef]
- Sonnenfeld, C.; Mendil-Jakani, H.; Agogue, R.; Nunez, P.; Beauchene, P. Thermoplastic/thermoset multilayer composites: A way to improve the impact damage tolerance of thermosetting resin matrix composites. Compos. Struct. 2017, 171, 298–305. [Google Scholar] [CrossRef]
- Vasiliev, V.; Morozov, E. Advanced Mechanics of Composite Materials and Structures, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 9780081022092. [Google Scholar]
- Azarov, A.; Antonov, F.; Golubev, M.; Khaziev, A.; Ushanov, S. Composite 3-D Printing for the Small Size Unmanned Aerial Vehicle Structure. Compos. Part B Eng. 2019, 169, 157–163. [Google Scholar] [CrossRef]
- Anisoprint, Russia. Continuous Carbon Fiber Fabrication for Industrial-Grade Parts: Cases. Available online: http://anisoprint.com/cases (accessed on 15 September 2019).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density | Fiber Vol. Fraction | Elastic Modulus | Tensile Strength | Compressive Strength |
|---|---|---|---|---|---|
| (g/cm) | (%) | (GPa) | (MPa) | (MPa) | |
| CFRTSTP * | 1.33 | 25–27 | 60 | 750 | 290 |
| CFRTP * [28,29,30] | 1.40 | 27–40 | 53–68 | 667–719 | 223 |
| CFRTP ** [31] | 1.45 | 42 | 98 | 1309 | – |
| CFRTS ** [31] | 1.58 | 46 | 109 | 1664 | – |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adumitroaie, A.; Antonov, F.; Khaziev, A.; Azarov, A.; Golubev, M.; Vasiliev, V.V. Novel Continuous Fiber Bi-Matrix Composite 3-D Printing Technology. Materials 2019, 12, 3011. https://doi.org/10.3390/ma12183011
Adumitroaie A, Antonov F, Khaziev A, Azarov A, Golubev M, Vasiliev VV. Novel Continuous Fiber Bi-Matrix Composite 3-D Printing Technology. Materials. 2019; 12(18):3011. https://doi.org/10.3390/ma12183011
Chicago/Turabian StyleAdumitroaie, Adi, Fedor Antonov, Aleksey Khaziev, Andrey Azarov, Mikhail Golubev, and Valery V. Vasiliev. 2019. "Novel Continuous Fiber Bi-Matrix Composite 3-D Printing Technology" Materials 12, no. 18: 3011. https://doi.org/10.3390/ma12183011
APA StyleAdumitroaie, A., Antonov, F., Khaziev, A., Azarov, A., Golubev, M., & Vasiliev, V. V. (2019). Novel Continuous Fiber Bi-Matrix Composite 3-D Printing Technology. Materials, 12(18), 3011. https://doi.org/10.3390/ma12183011