Effects of T5 Treatment on Microstructure and Mechanical Properties at Elevated Temperature of AZ80-Ag Alloy

Abstract
:1. Introduction
2. Materials and Methods
3. Results
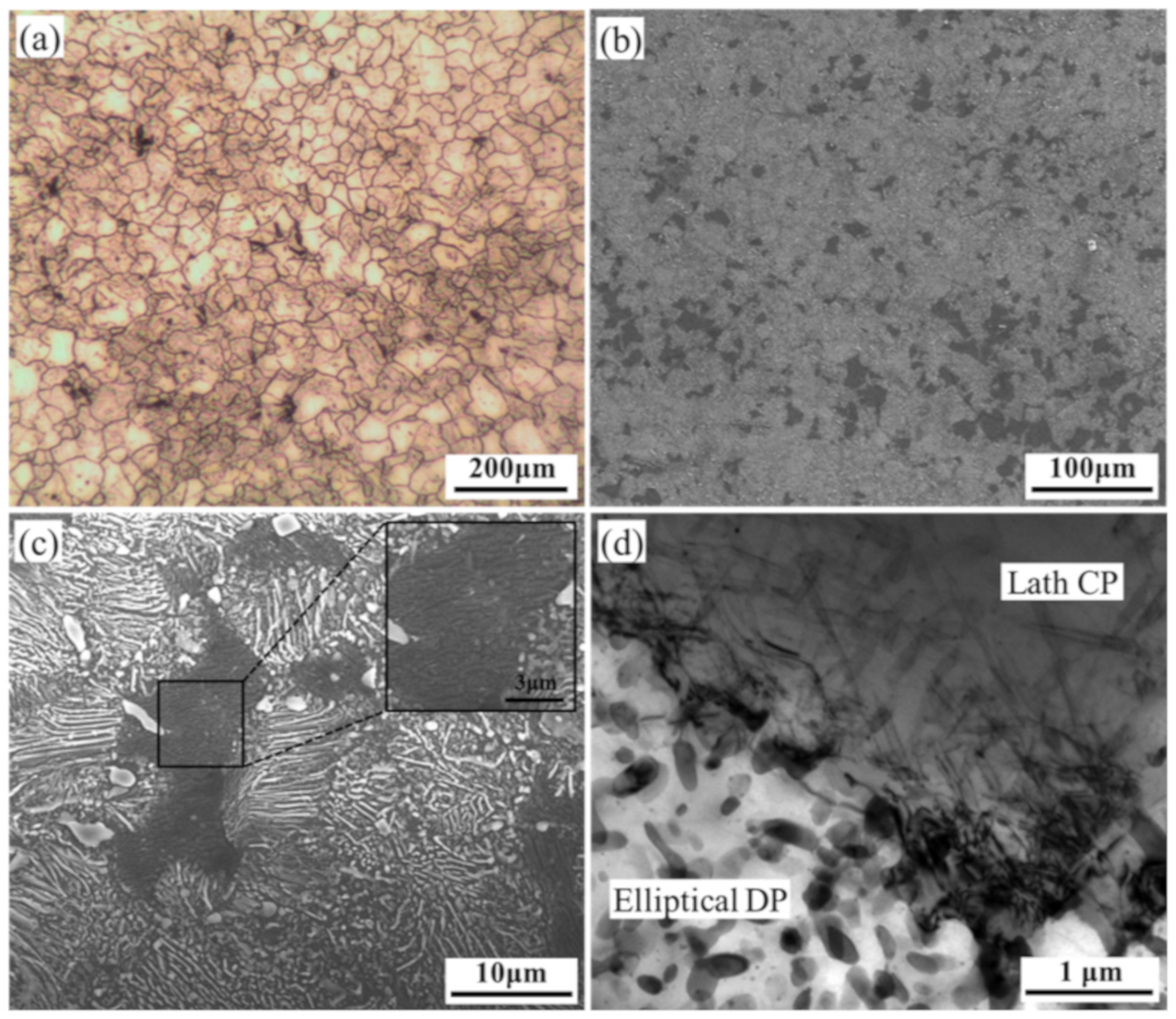
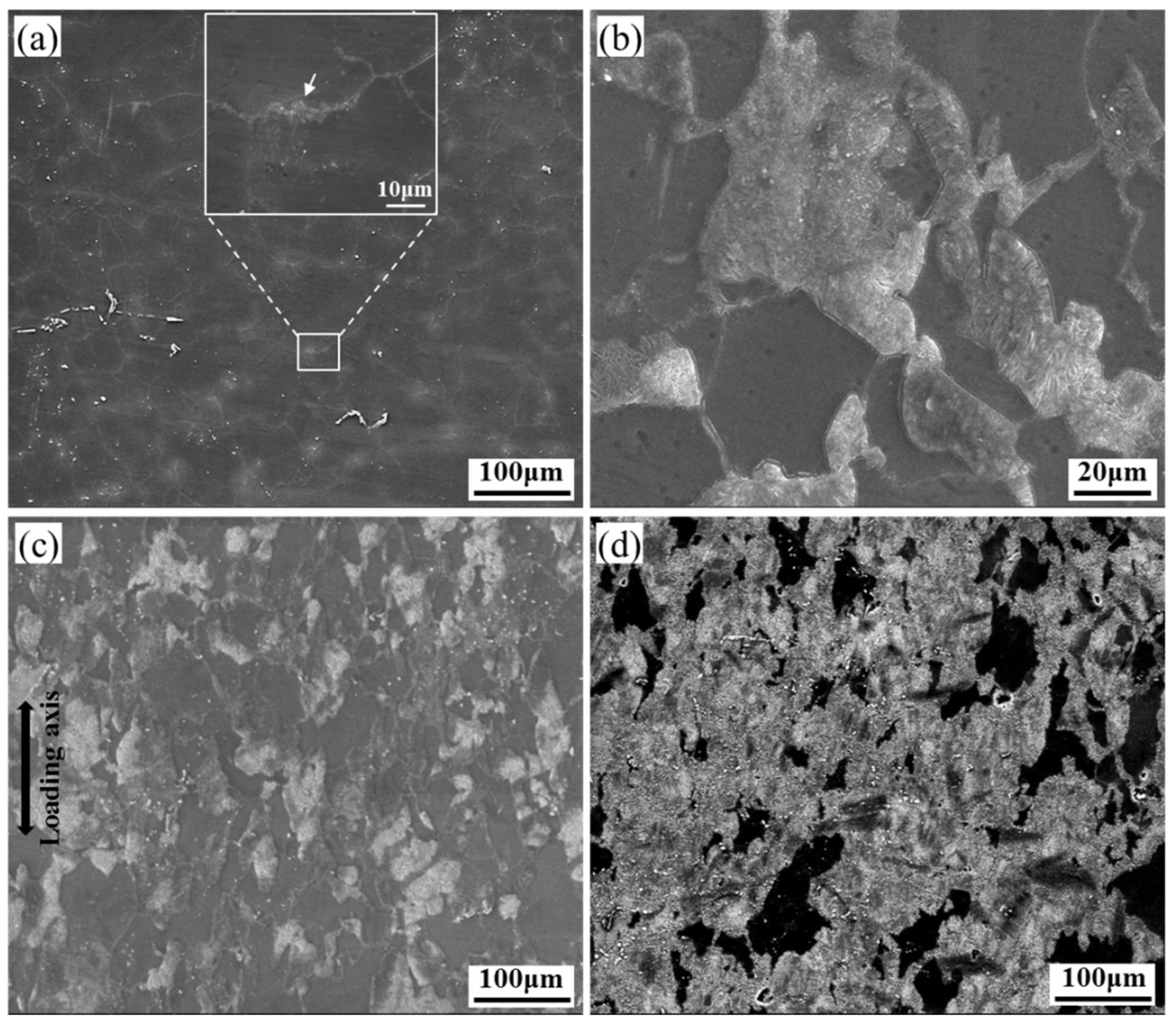
3.1. Microstructure and Texture Evolution after T5 Treatment
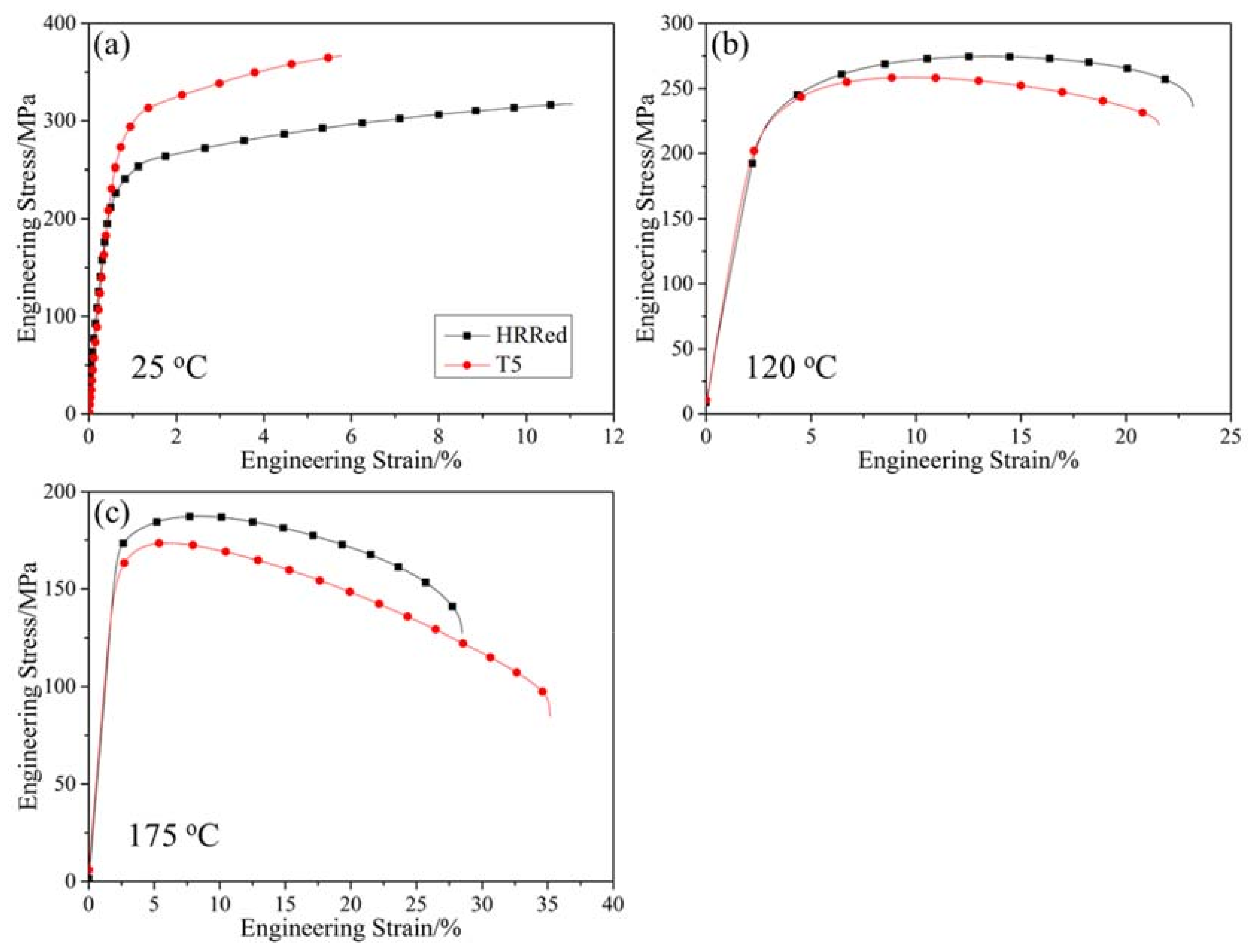
3.2. Tensile Properties at Ambient and Elevated Temperatures
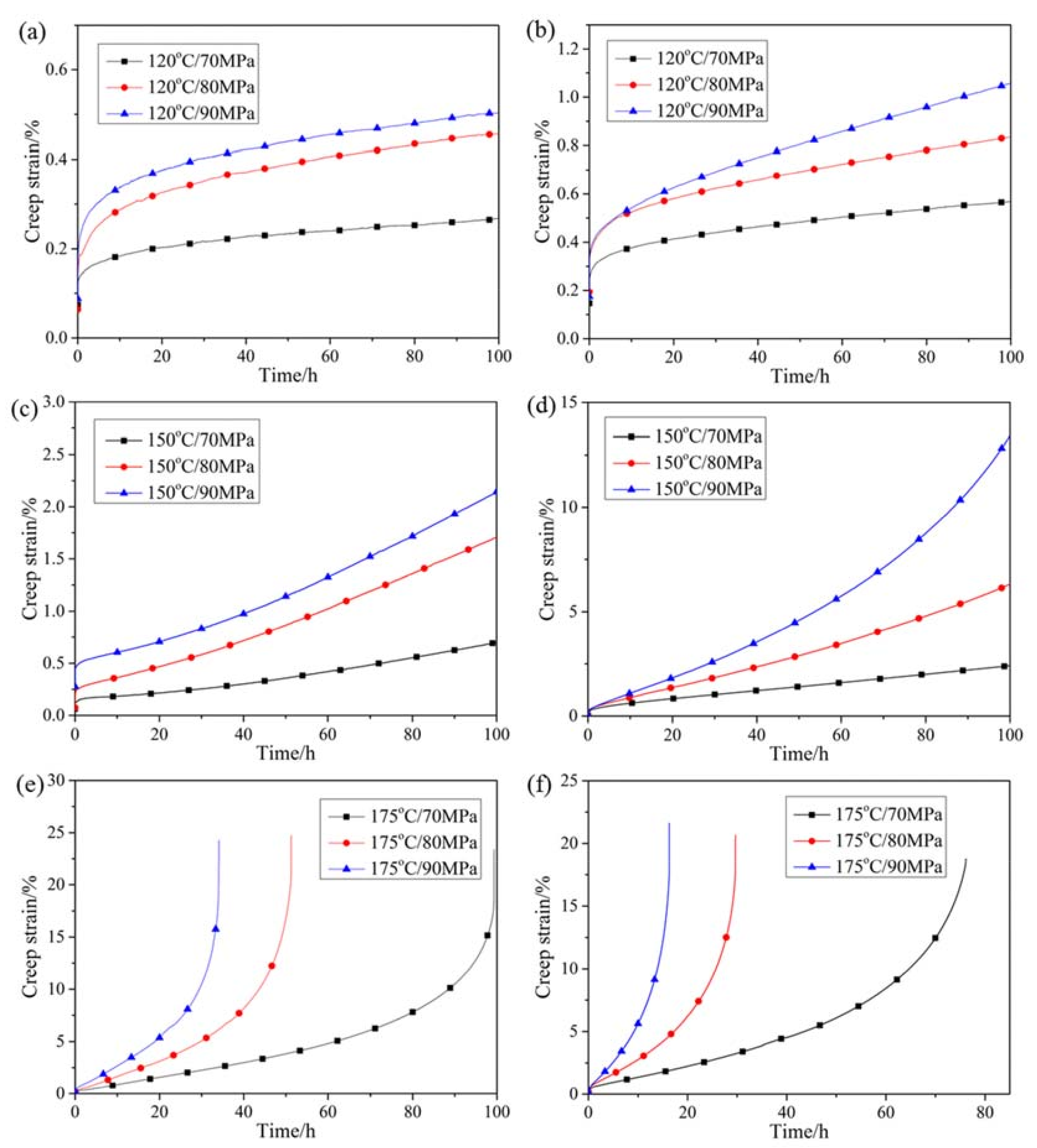
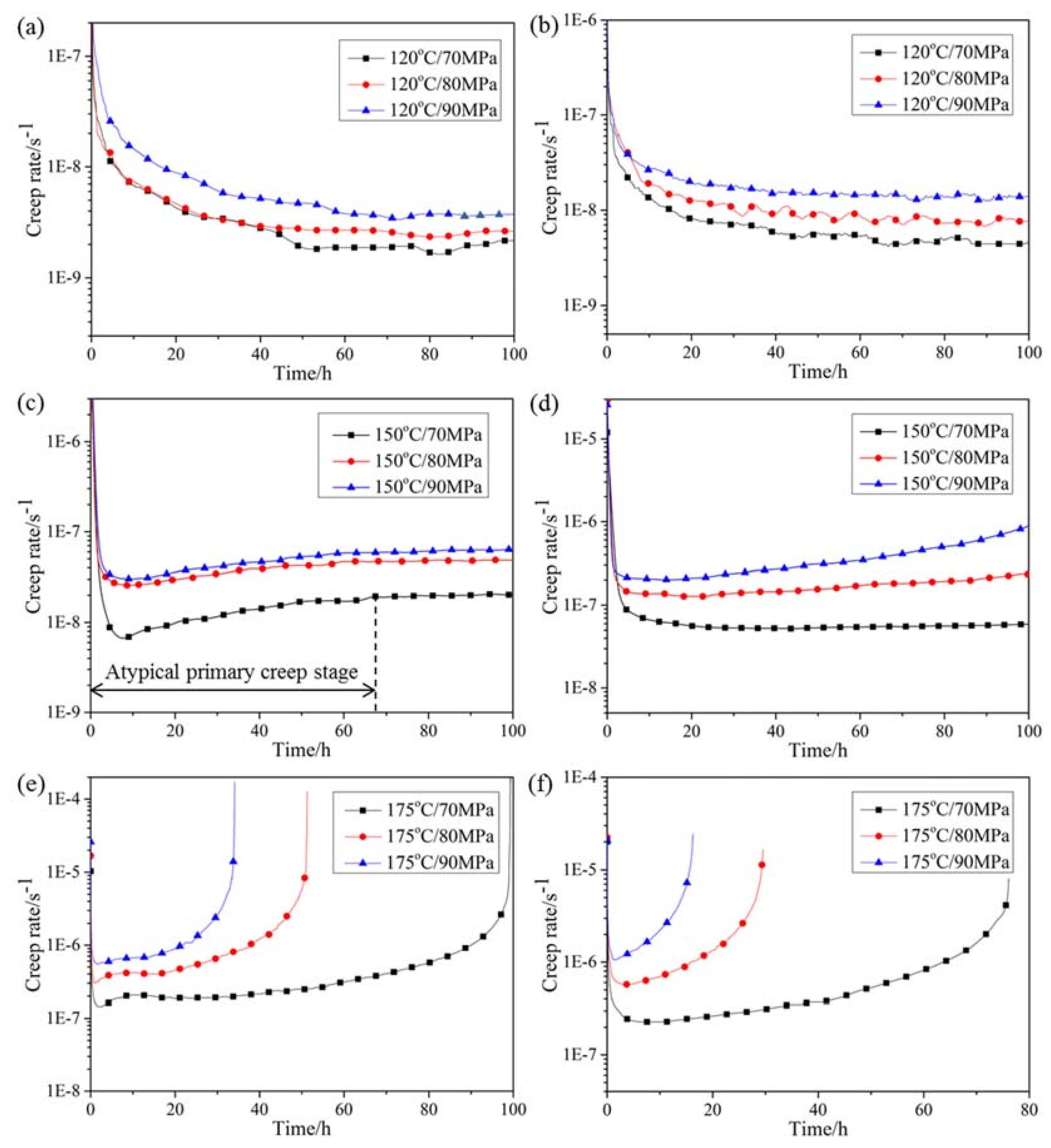
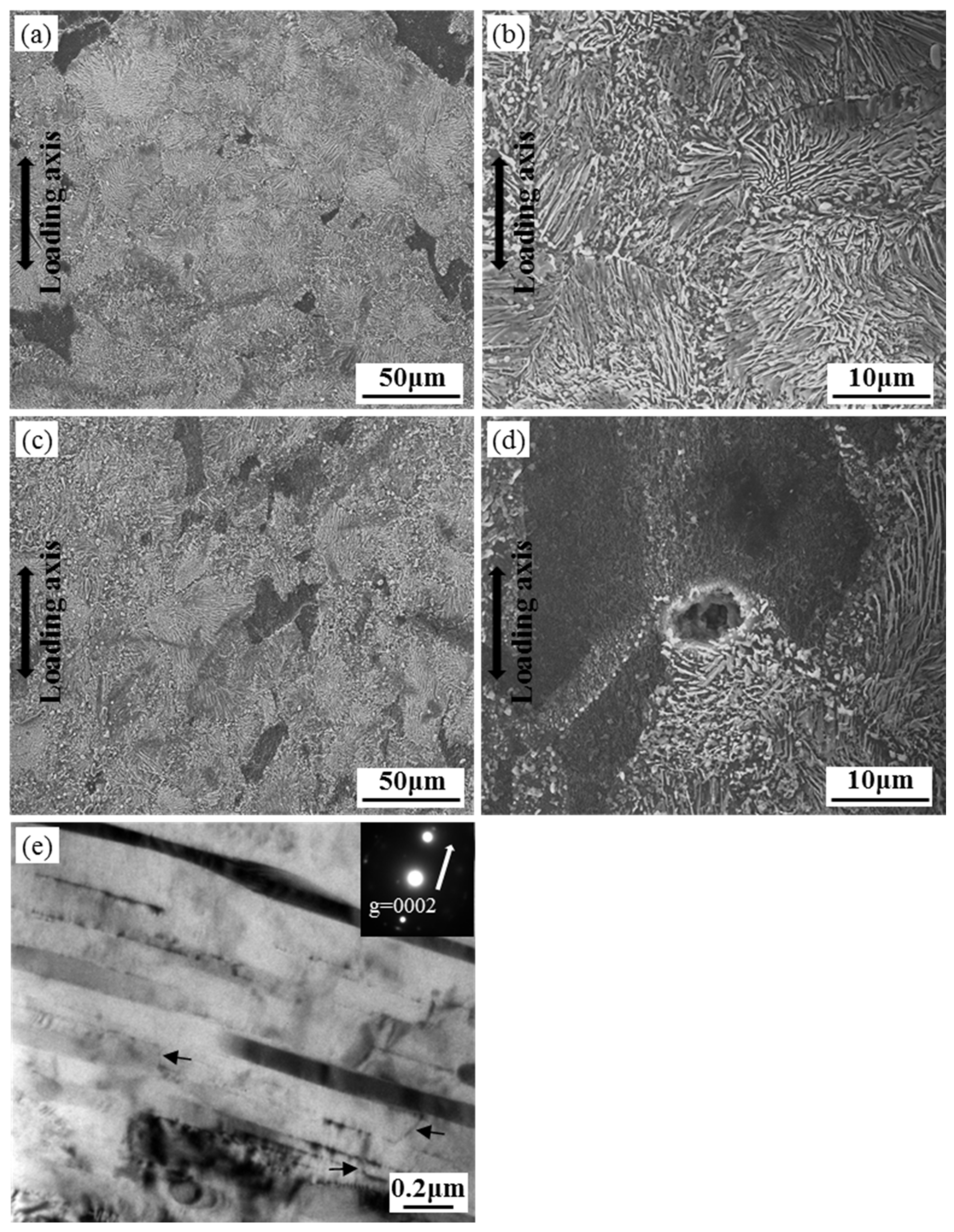
3.3. Creep Performance and Dynamic Microstructural Evolution
4. Discussion
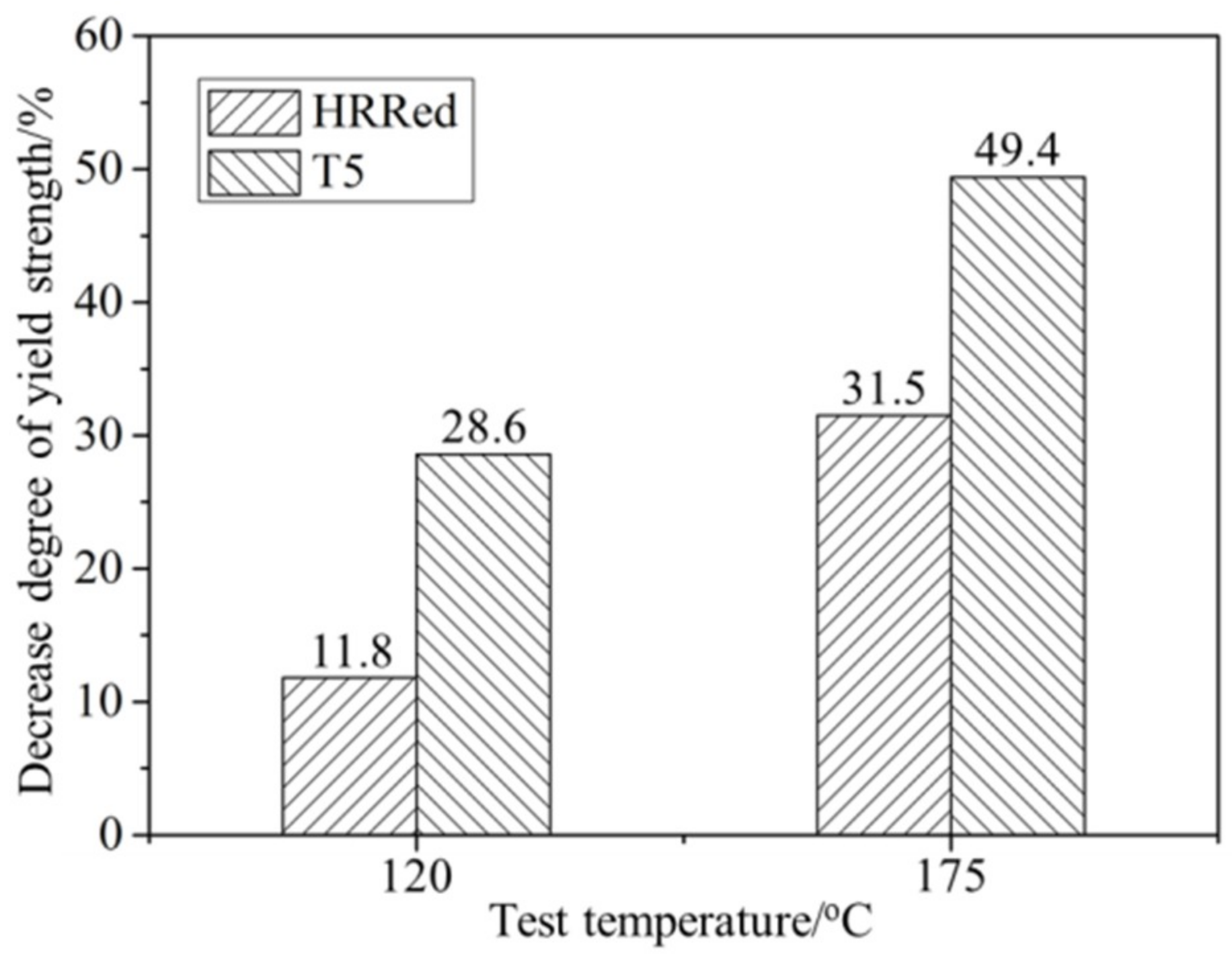
4.1. Effects of T5 Treatment on Tensile Properties at Different Temperatures
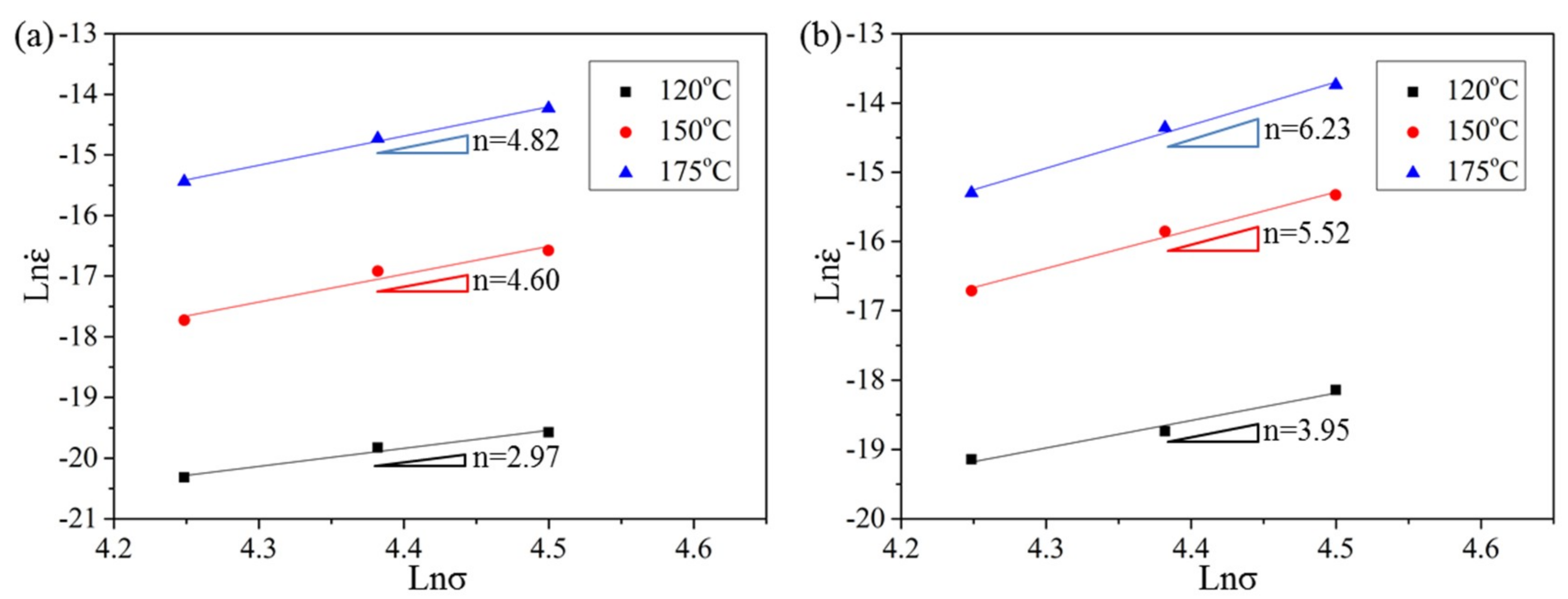
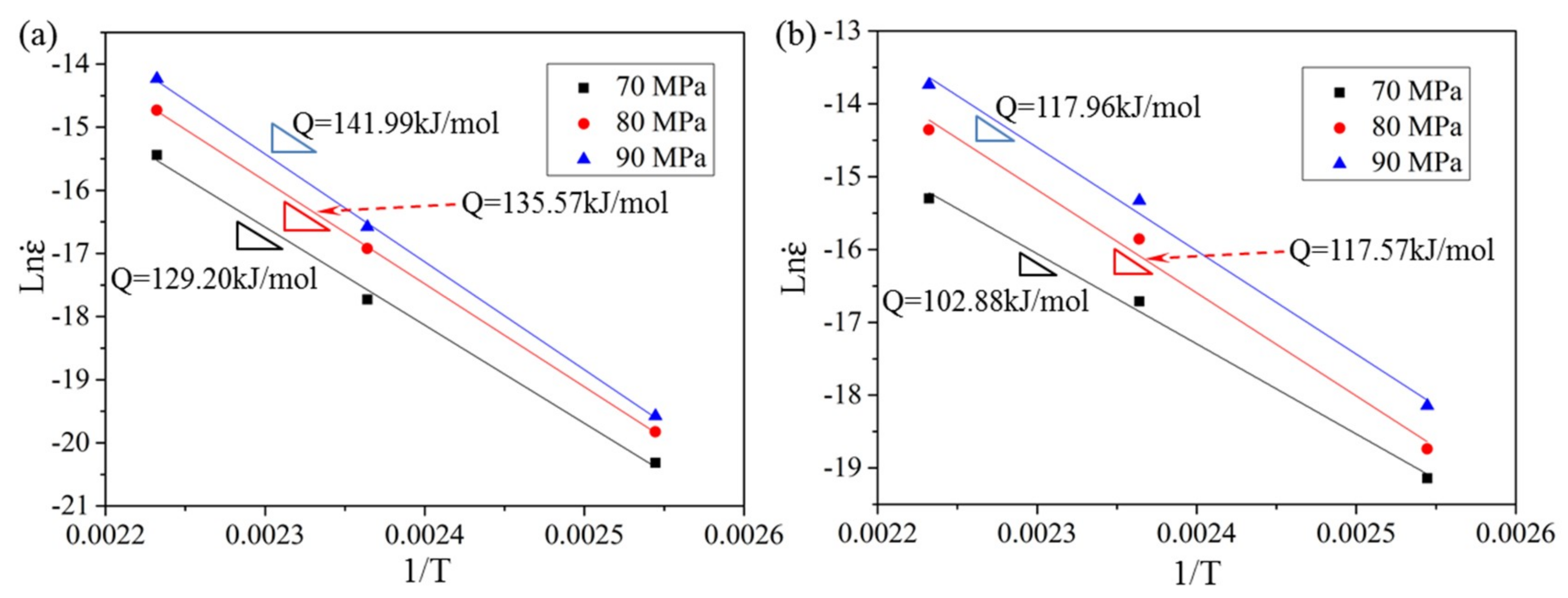
4.2. Creep Mechanism Analysis
4.3. Effects of T5 Treatment on Creep Behavior
5. Conclusions
- (1)
- After T5 treatment, the microstructure is mostly occupied by discontinuous and continuous precipitates, with the former taking up a dominant volume fraction of ~64.9%. Besides, T5 treatment has little influence on the macro-texture.
- (2)
- T5 treatment can improve the tensile strength at ambient temperature of the alloy, but deteriorate the tensile strength and creep resistance at elevated temperatures (120–175 °C), indicating opposite effects of T5 treatment on mechanical properties at ambient and elevated temperatures.
- (3)
- During creep under conditions of 120–175 °C and 70–90 MPa, HRRed specimens exhibit accelerated dynamic precipitation behavior with increasing temperature. At 150–175 °C, the massive nucleation and growth of dynamic discontinuous precipitates could promote softening effect and lead to an atypical primary creep stage, which is eliminated by T5 treatment.
- (4)
- Based on the creep stress exponent (2.97–6.23) and activation energy (102.88–141.99 kJ/mol), diffusion-controlled dislocation creep is the dominant creep mechanism for both HRRed and T5 specimens. Dislocations with <a> and <c> components are activated simultaneously, influencing creep behavior.
Author Contributions
Funding
Conflicts of Interest
References
- Xu, W.; Birbilis, N.; Sha, G.; Wang, Y.; Daniels, J.E.; Xiao, Y.; Ferry, M. A high-specific-strength and corrosion-resistant magnesium alloy. Nat. Mater. 2015, 14, 1229–1235. [Google Scholar] [CrossRef] [PubMed]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought magnesium alloys. J. Magnes. Alloy. 2017, 5, 239–253. [Google Scholar] [CrossRef]
- Masood Chaudry, U.; Hoo Kim, T.; Duck Park, S.; Sik Kim, Y.; Hamad, K.; Kim, J.-G. On the high formability of AZ31-0.5 Ca magnesium alloy. Materials 2018, 11, 2201. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Zhang, J.; Chen, X.; Zhang, X.; Li, M. Fabrication of high-strength AZ80 alloys via multidirectional forging in air with no need of ageing treatment. J. Alloy. Compd. 2019, 787, 551–559. [Google Scholar] [CrossRef] [Green Version]
- Yu, S.; Gao, Y.; Liu, C.; Han, X. Effect of aging temperature on precipitation behavior and mechanical properties of extruded AZ80-Ag alloy. J. Alloy. Compd. 2015, 646, 431–436. [Google Scholar] [CrossRef]
- Zeng, G.; Yu, S.; Gao, Y.; Liu, C.; Han, X. Effects of hot ring rolling and aging treatment on microstructure and mechanical properties of AZ80-Ag alloy. Mater. Sci. Eng. A 2015, 645, 273–279. [Google Scholar] [CrossRef]
- Zeng, G.; Liu, C.; Gao, Y.; Jiang, S. Microstructure and mechanical properties of AZ80-Ag alloy processed by hot ring rolling. Mater. Sci. Eng. A 2016, 674, 491–497. [Google Scholar] [CrossRef]
- Cao, L.; Liu, C.; Gao, Y.; Jiang, S.; Liu, Y. Influence of finish rolling temperature on the microstructure and mechanical properties of Mg-8.5Al-0.5Zn-0.2Mn-0.15Ag alloy sheets. Mater. Charact. 2018, 139, 38–48. [Google Scholar] [CrossRef]
- Zhao, D.; Wang, Z.; Zuo, M.; Geng, H. Effects of heat treatment on microstructure and mechanical properties of extruded AZ80 magnesium alloy. Mater. Des. 2014, 56, 589–593. [Google Scholar] [CrossRef]
- Uematsu, Y.; Tokaji, K.; Matsumoto, M. Effect of aging treatment on fatigue behaviour in extruded AZ61 and AZ80 magnesium alloys. Mater. Sci. Eng. A 2009, 517, 138–145. [Google Scholar] [CrossRef] [Green Version]
- Jiang, L.; Zhang, D.; Fan, X.; Guo, F.; Hu, G.; Xue, H.; Pan, F. The effect of Sn addition on aging behavior and mechanical properties of wrought AZ80 magnesium alloy. J. Alloy. Compd. 2015, 620, 368–375. [Google Scholar] [CrossRef]
- Wang, C.; Xin, R.; Li, D.; Song, B.; Liu, Z.; Liu, Q. Tailoring the microstructure and mechanical property of AZ80 alloys by multiple twinning and aging precipitation. Adv. Eng. Mater. 2017, 19, 1700332. [Google Scholar] [CrossRef]
- Regev, M.; Rosen, A.; Bamberger, M. Qualitative model for creep of AZ91D magnesium alloy. Metall. Mater. Trans. A 2001, 32, 1335–1345. [Google Scholar] [CrossRef]
- Kashefi, N.; Mahmudi, R. The microstructure and impression creep behavior of cast AZ80 magnesium alloy with yttrium additions. Mater. Des. 2012, 39, 200–210. [Google Scholar] [CrossRef]
- Mahmudi, R.; Moeendarbari, S. Effects of Sn additions on the microstructure and impression creep behavior of AZ91 magnesium alloy. Mater. Sci. Eng. A 2013, 566, 30–39. [Google Scholar] [CrossRef]
- Srinivasan, A.; Swaminathan, J.; Gunjan, M.K.; Pillai, U.T.S.; Pai, B.C. Effect of intermetallic phases on the creep behavior of AZ91 magnesium alloy. Mater. Sci. Eng. A 2010, 527, 1395–1403. [Google Scholar] [CrossRef]
- Zeng, G.; Liu, C.; Wan, Y.; Gao, Y.; Jiang, S.; Chen, Z. Effects of aging temperature on microstructure, tensile and creep properties of ring rolled AZ80-Ag alloy. Mater. Sci. Eng. A 2018, 734, 59–66. [Google Scholar] [CrossRef]
- Lai, W.J.; Li, Y.Y.; Hsu, Y.F.; Trong, S.; Wang, W.H. Aging behaviour and precipitate morphologies in Mg–7.7Al–0.5Zn–0.3Mn (wt.%) alloy. J. Alloy. Compd. 2009, 476, 118–124. [Google Scholar] [CrossRef]
- Mo, N.; Tan, Q.; Bermingham, M.; Huang, Y.; Dieringa, H.; Hort, N.; Zhang, M.X. Current development of creep-resistant magnesium cast alloys: A review. Mater. Des. 2018, 155, 422–442. [Google Scholar] [CrossRef]
- Celotto, S. TEM study of continuous precipitation in Mg–9 wt% Al–1 wt% Zn alloy. Acta Mater. 2000, 48, 1775–1787. [Google Scholar] [CrossRef]
- Dixit, N.; Xie, K.Y.; Hemker, K.J.; Ramesh, K.T. Microstructural evolution of pure magnesium under high strain rate loading. Acta Mater. 2015, 87, 56–67. [Google Scholar] [CrossRef]
- Clark, J.B. Age hardening in a Mg-9 wt.% Al alloy. Acta Metall. 1968, 16, 141–152. [Google Scholar] [CrossRef]
- Somekawa, H.; Hirai, K.; Watanabe, H.; Takigawa, Y.; Higashi, K. Dislocation creep behavior in Mg–Al–Zn alloys. Mater. Sci. Eng. A 2005, 407, 53–61. [Google Scholar] [CrossRef]
- Ji, S.; Qian, M.; Fan, Z. The creep behaviour of rheo-diecast AZ91D (Mg–9Al–1Zn) alloy. Mater. Sci. Eng. A 2006, 434, 7–12. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, Q.; Quan-an, L.I. Effect of Y and Ca addition on the creep behaviors of AZ61 magnesium alloys. J. Alloy. Compd. 2016, 686, 375–383. [Google Scholar]
- Vagarali, S.S.; Langdon, T.G. Deformation mechanisms in h.c.p. metals at elevated temperatures—II. Creep behavior of a Mg-0.8% Al solid solution alloy. Acta Metall. 1982, 30, 1157–1170. [Google Scholar] [CrossRef]
- Spigarelli, S.; Cabibbo, M.; Evangelista, E.; Talianker, M.; Ezersky, V. Analysis of the creep behaviour of a thixoformed AZ91 magnesium alloy. Mater. Sci. Eng. A 2000, 289, 172–181. [Google Scholar] [CrossRef]
- Athul, K.R.; Pillai, U.T.S.; Srinivasan, A.; Pai, B.C. A review of different creep mechanisms in Mg alloys based on stress exponent and activation energy. Adv. Eng. Mater. 2016, 18, 770–794. [Google Scholar] [CrossRef]
- Pekguleryuz, M.; Celikin, M. Creep resistance in magnesium alloys. Int. Mater. Rev. 2010, 55, 197–217. [Google Scholar] [CrossRef]
- Kabirian, F.; Mahmudi, R. Impression creep behavior of a cast AZ91 magnesium alloy. Metall. Mater. Trans. A 2008, 40, 116–127. [Google Scholar] [CrossRef]
- Nami, B.; Razavi, H.; Mirdamadi, S.; Shabestari, S.G.; Miresmaeili, S.M. Effect of Ca and rare earth elements on impression creep properties of AZ91 magnesium alloy. Metall. Mater. Trans. A 2010, 41, 1973–1982. [Google Scholar] [CrossRef]
- Duly, D.; Simon, J.P.; Brechet, Y. On the competition between continuous and discontinuous precipitations in binary Mg-Al alloys. Acta Mater. 1995, 43, 101–106. [Google Scholar]
- Suzuki, M.; Kimura, T.; Koike, J.; Maruyama, K. Creep behavior and deformation substructure of Mg-Y alloys containing dilute content of zinc. Mater. Sci. Forum 2003, 426–432, 593–598. [Google Scholar] [CrossRef]
- Bettles, C.J. The effect of gold additions on the ageing behaviour and creep properties of the magnesium alloy AZ91E. Mater. Sci. Eng. A 2003, 348, 280–288. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | Condition | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| 25 °C | HRRed | 235.2 (7.5) | 317.1 (0.9) | 7.5 (0.4) |
| T5 | 276.8 (1.8) | 364.4 (3.1) | 4.5 (0.5) | |
| 120 °C | HRRed | 207.5 (5.5) | 267.7 (7.9) | 23.8 (1.0) |
| T5 | 197.5 (3.3) | 258.4 (0.5) | 21.8 (0.8) | |
| 175 °C | HRRed | 161.2 (11.0) | 183.3 (7.8) | 29.3 (5.2) |
| T5 | 140.1 (8.5) | 166.7 (6.8) | 33.7 (3.9) |
| Temperature (°C) | Stress (MPa) | Creep Life (h) | Strain (%) | Steady Creep Rate (s−1) |
|---|---|---|---|---|
| 120 | 70 | >100 | 0.27 | 1.50 × 10−9 |
| 80 | >100 | 0.46 | 2.45 × 10−9 | |
| 90 | >100 | 0.52 | 3.15 × 10−9 | |
| 150 | 70 | >100 | 0.87 | 2.00 × 10−8 |
| 80 | >100 | 1.83 | 4.48 × 10−8 | |
| 90 | >100 | 2.15 | 6.30 × 10−8 | |
| 175 | 70 | 99.30 | 23.41 | 1.97 × 10−7 |
| 80 | 51.26 | 24.73 | 4.01 × 10−7 | |
| 90 | 34.11 | 24.28 | 6.60 × 10−7 |
| Temperature (°C) | Stress (MPa) | Creep Life (h) | Strain (%) | Steady Creep Rate (s−1) |
|---|---|---|---|---|
| 120 | 70 | >100 | 0.57 | 4.86 × 10−9 |
| 80 | >100 | 0.83 | 7.29 × 10−9 | |
| 90 | >100 | 1.06 | 1.32 × 10−8 | |
| 150 | 70 | >100 | 2.21 | 5.52 × 10−8 |
| 80 | >100 | 6.45 | 1.30 × 10−7 | |
| 90 | >100 | 13.57 | 2.20 × 10−7 | |
| 175 | 70 | 76.14 | 18.76 | 2.27 × 10−7 |
| 80 | 29.69 | 20.65 | 5.83 × 10−7 | |
| 90 | 16.31 | 21.61 | 1.08 × 10−6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, G.; Liu, C.; Gao, Y.; Jiang, S.; Yu, S.; Chen, Z. Effects of T5 Treatment on Microstructure and Mechanical Properties at Elevated Temperature of AZ80-Ag Alloy. Materials 2019, 12, 3214. https://doi.org/10.3390/ma12193214
Zeng G, Liu C, Gao Y, Jiang S, Yu S, Chen Z. Effects of T5 Treatment on Microstructure and Mechanical Properties at Elevated Temperature of AZ80-Ag Alloy. Materials. 2019; 12(19):3214. https://doi.org/10.3390/ma12193214
Chicago/Turabian StyleZeng, Gang, Chuming Liu, Yonghao Gao, Shunong Jiang, Shilun Yu, and Zhiyong Chen. 2019. "Effects of T5 Treatment on Microstructure and Mechanical Properties at Elevated Temperature of AZ80-Ag Alloy" Materials 12, no. 19: 3214. https://doi.org/10.3390/ma12193214