Prediction of Effective Strain Distribution in Two-Pass Drawn Wire


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
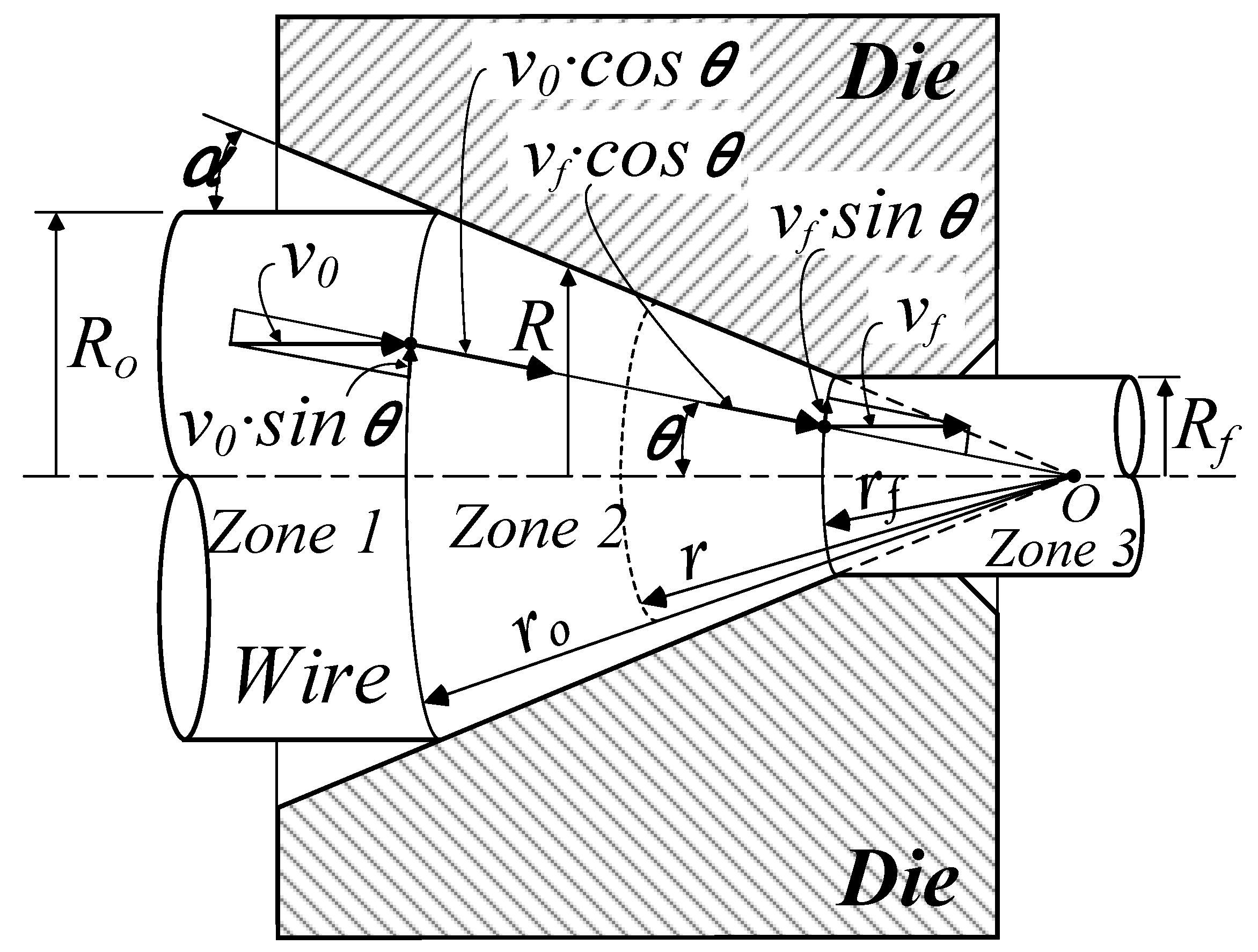
2.2. Strain Prediction Model
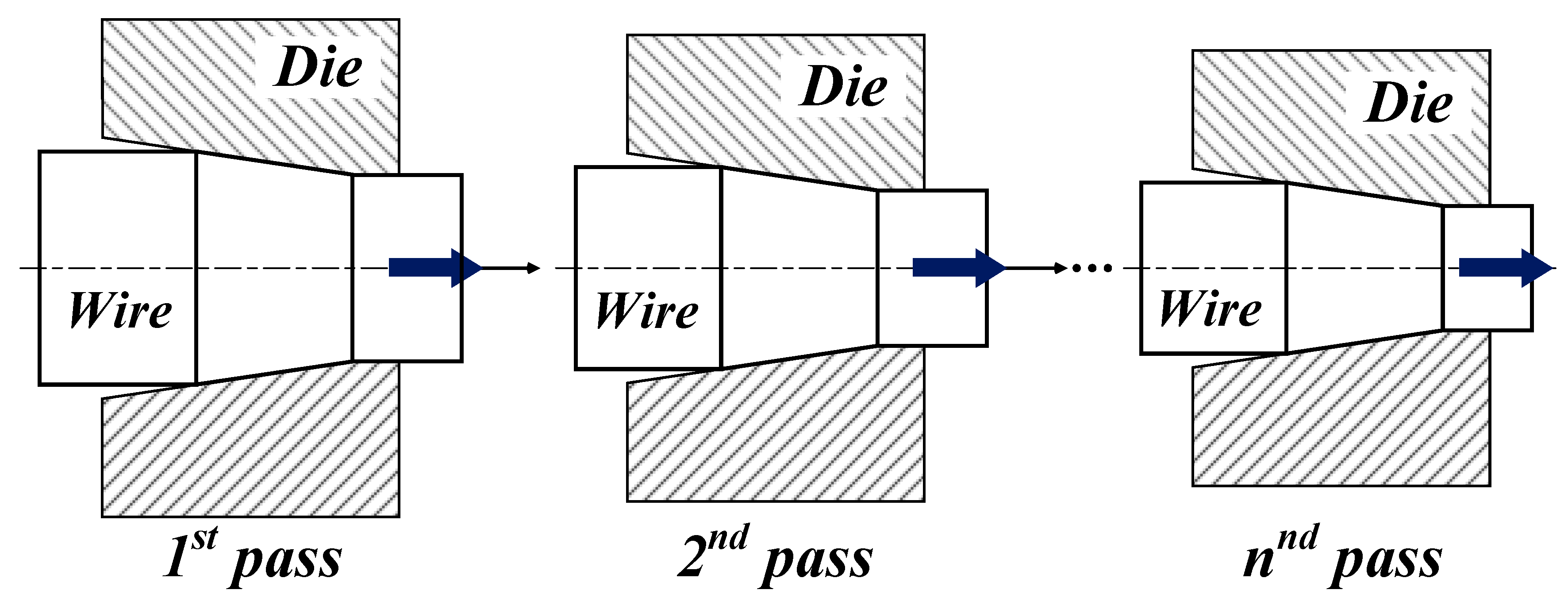
2.3. Two-Pass Wire Drawing Pass Schedule
2.4. Finite Element Analysis
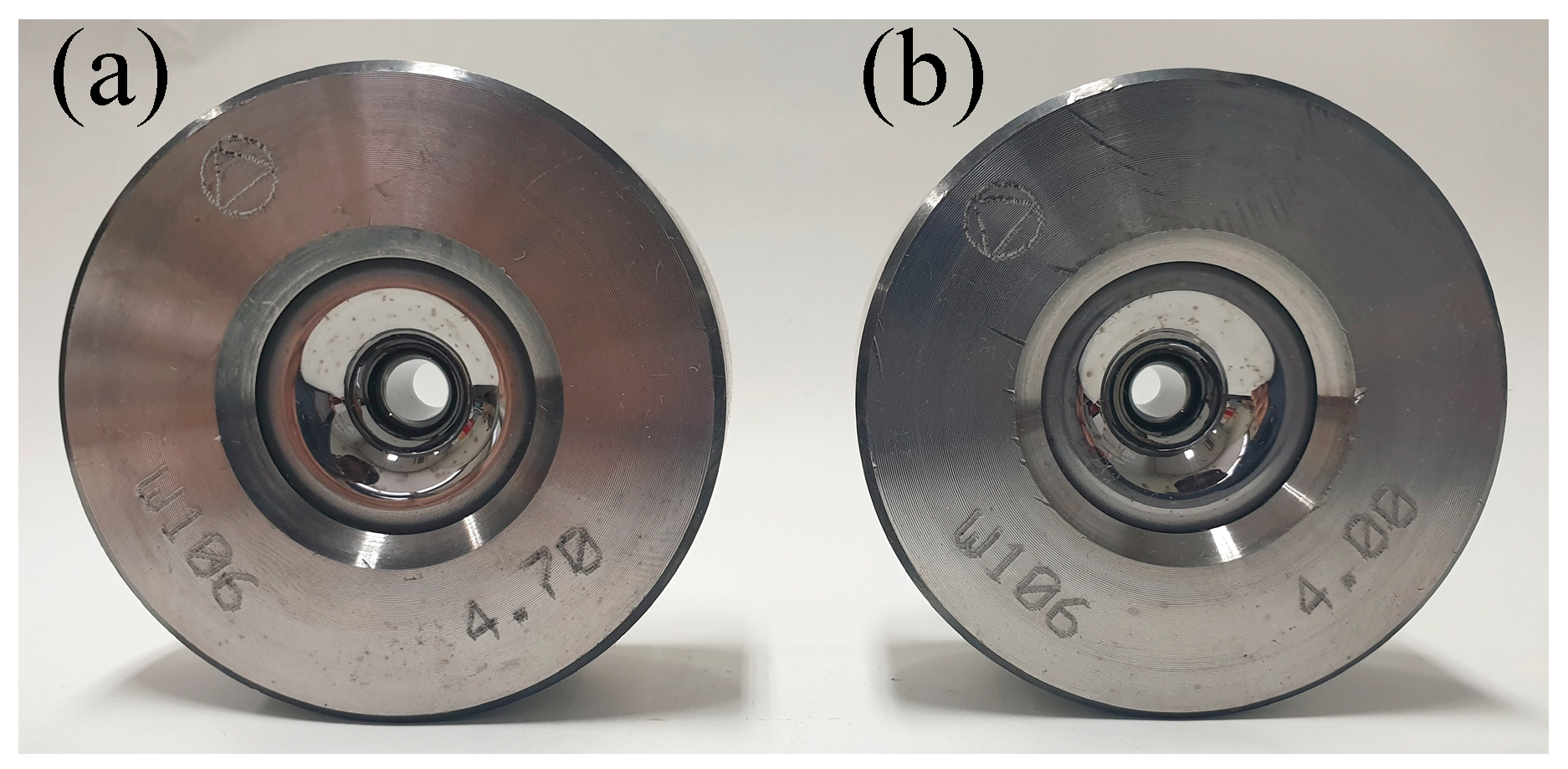
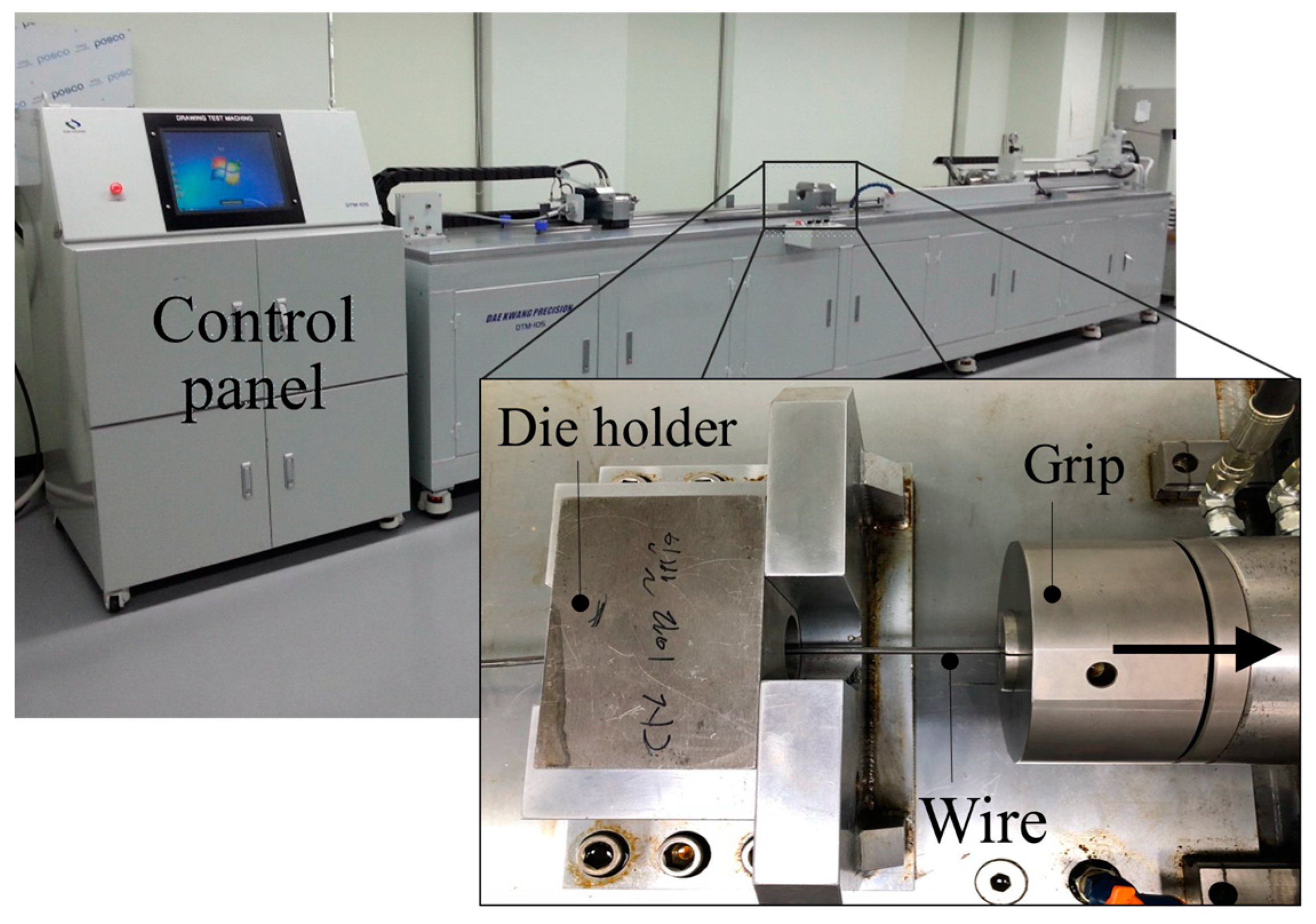
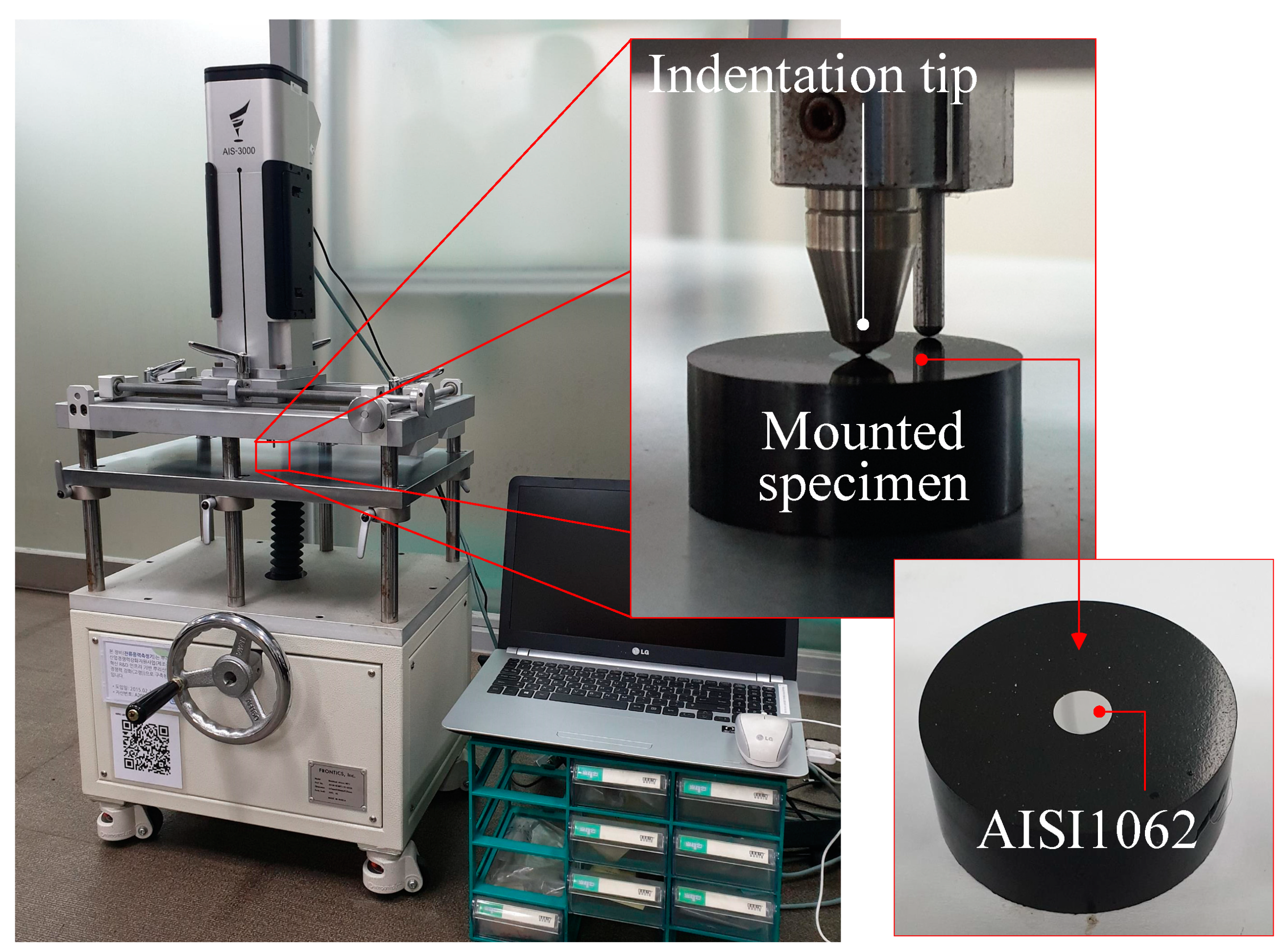
2.5. Wire Drawing Experiment
3. Results and Discussion
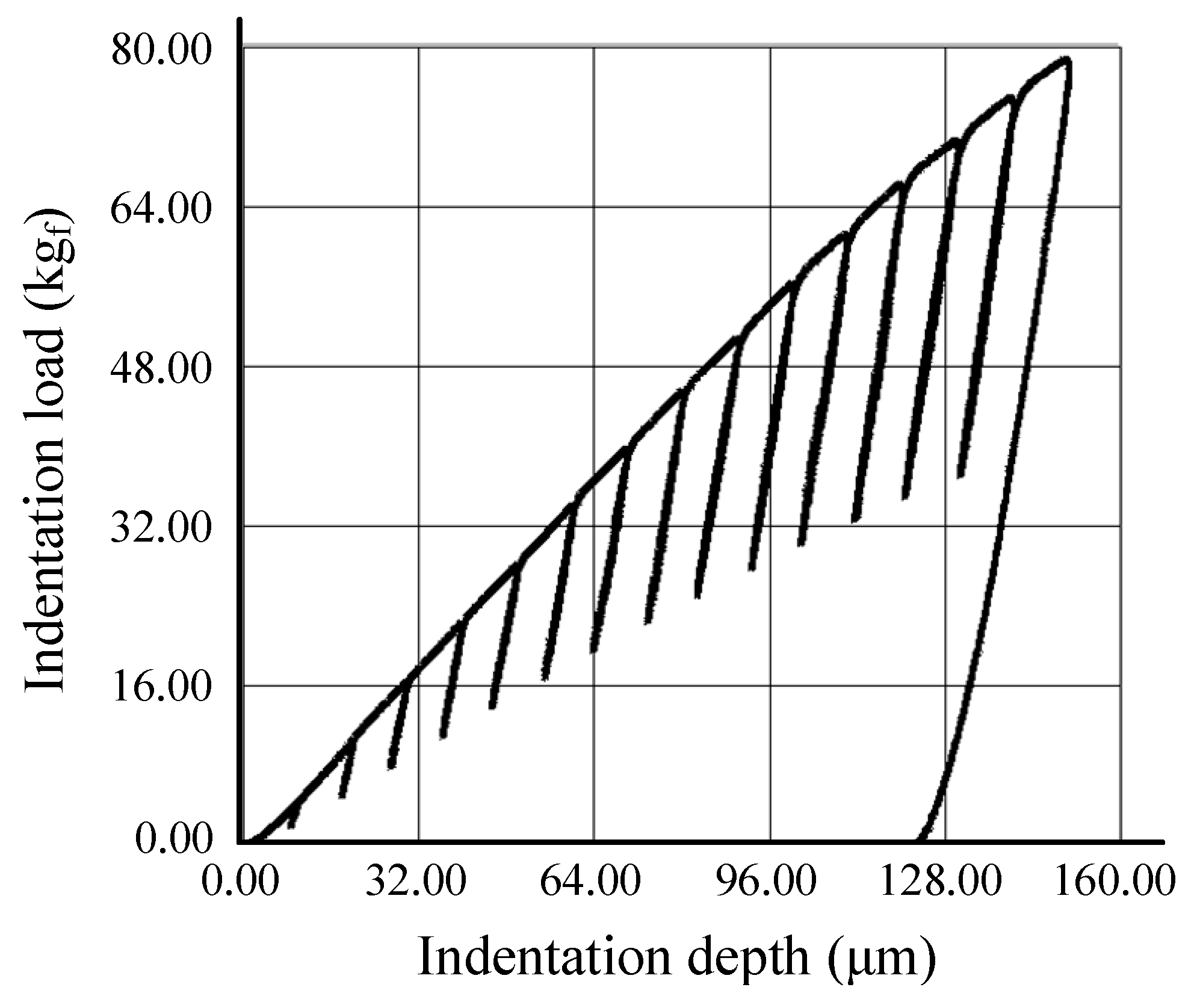
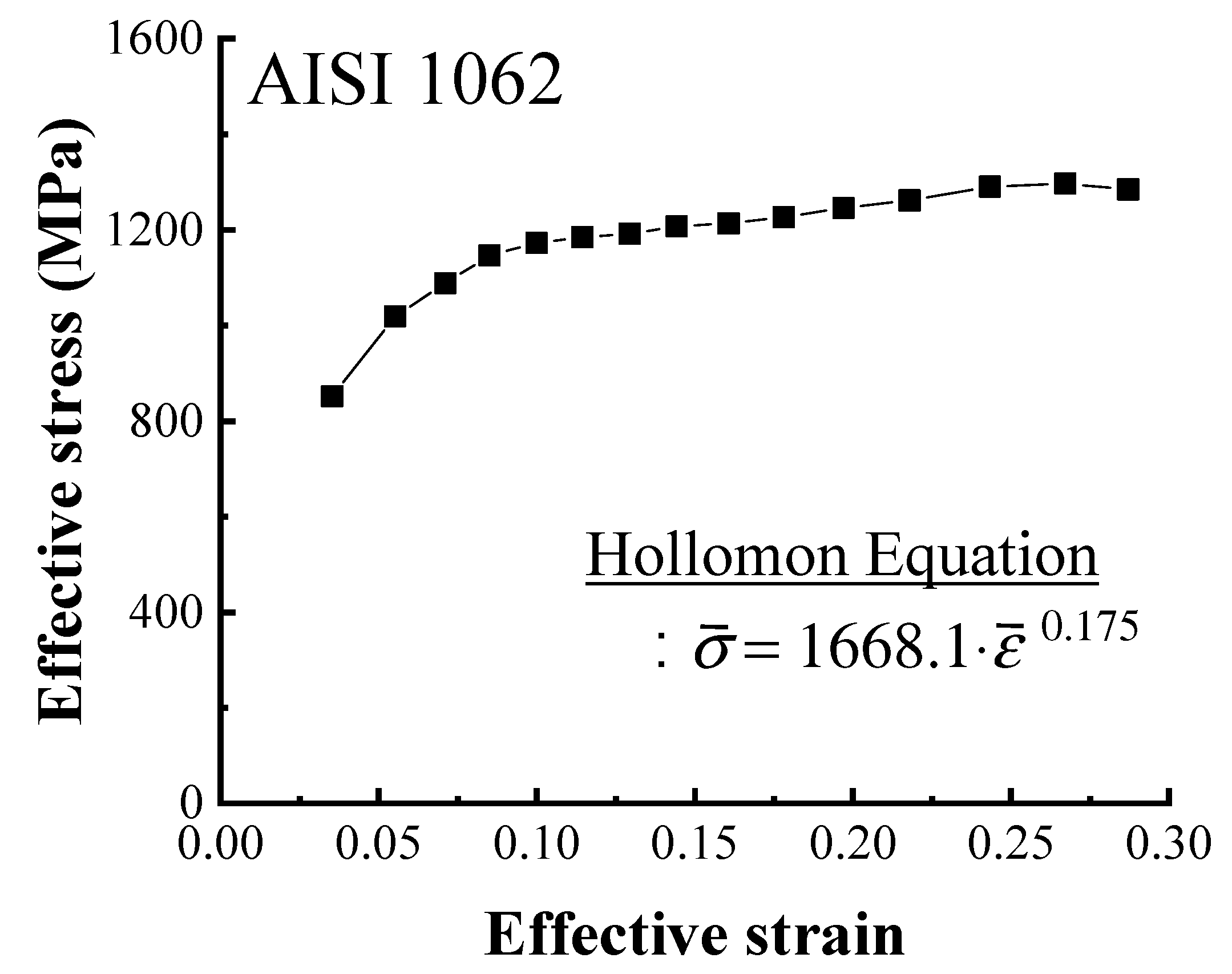
3.1. Material Properties
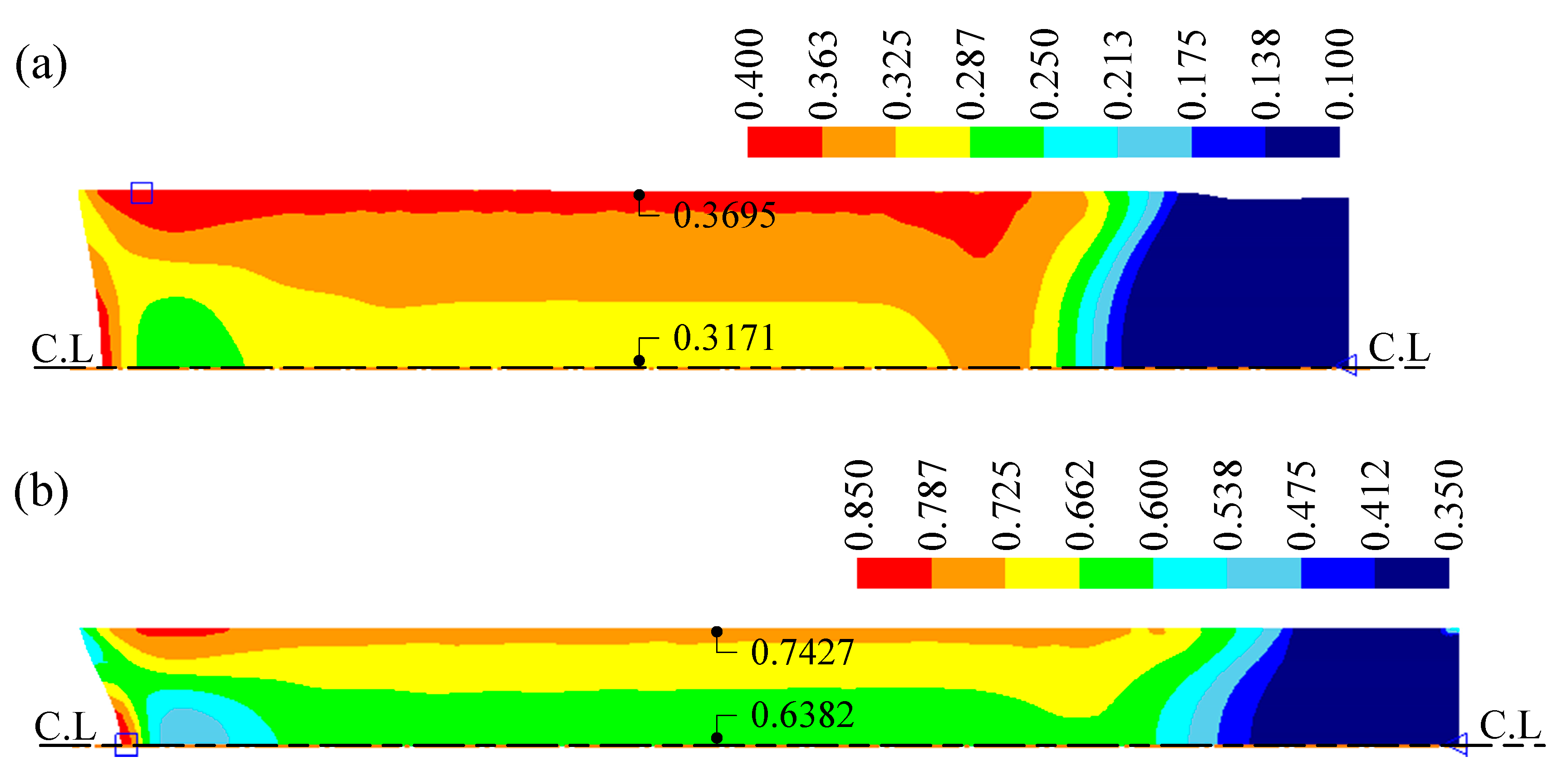
3.2. Result of Finite Element Analysis
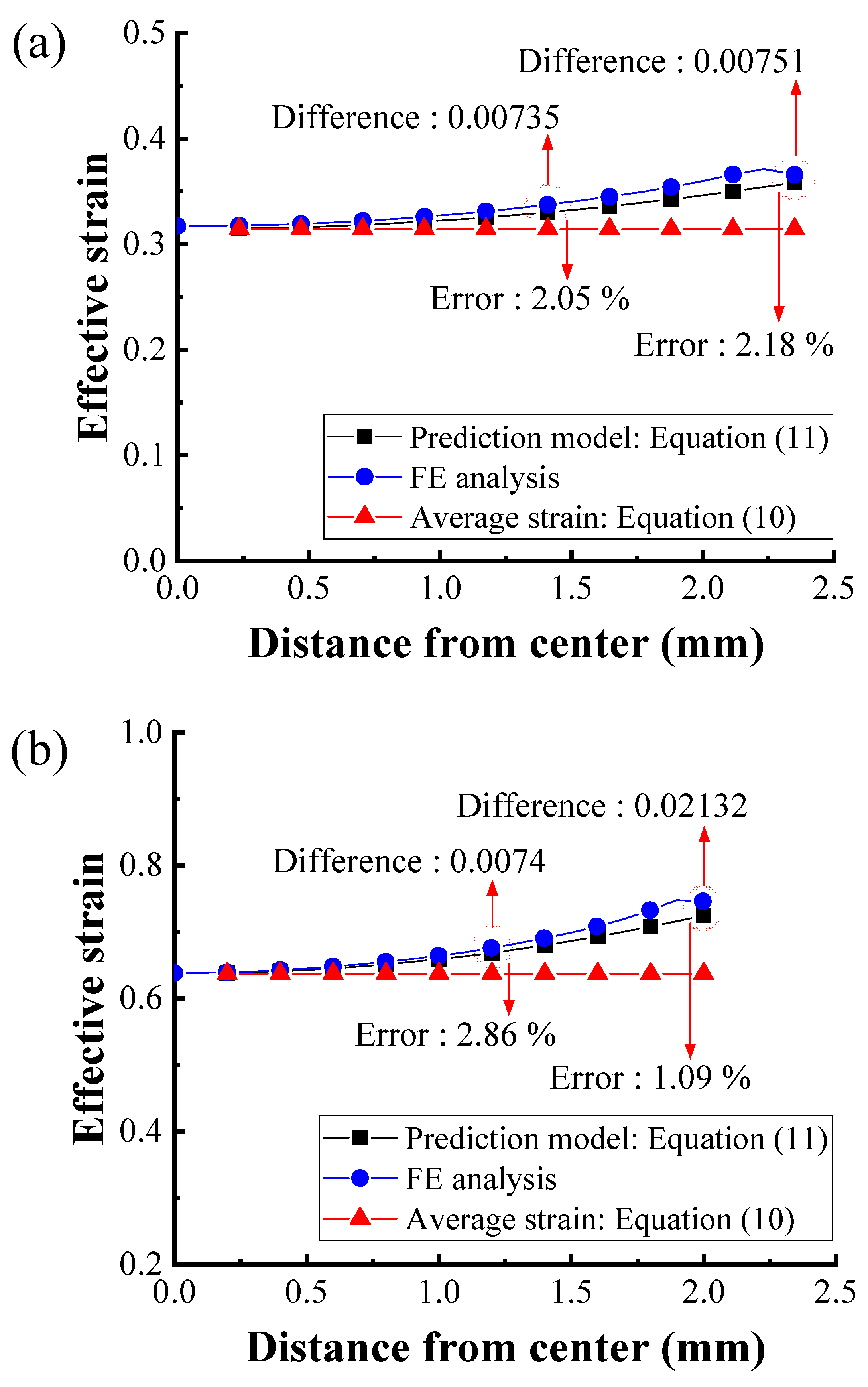
3.3. Comparison of Prediction Model and Finite Element Analysis
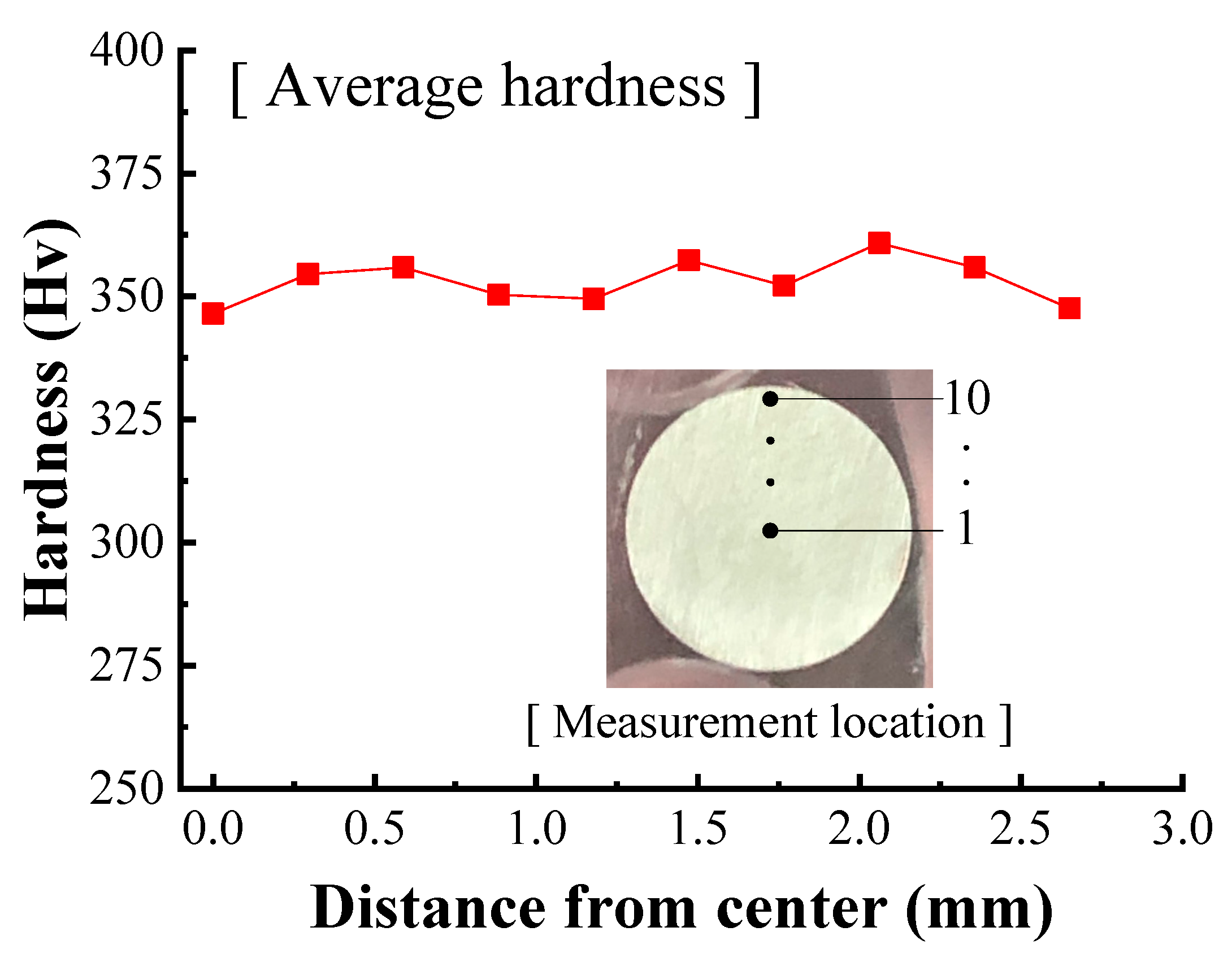
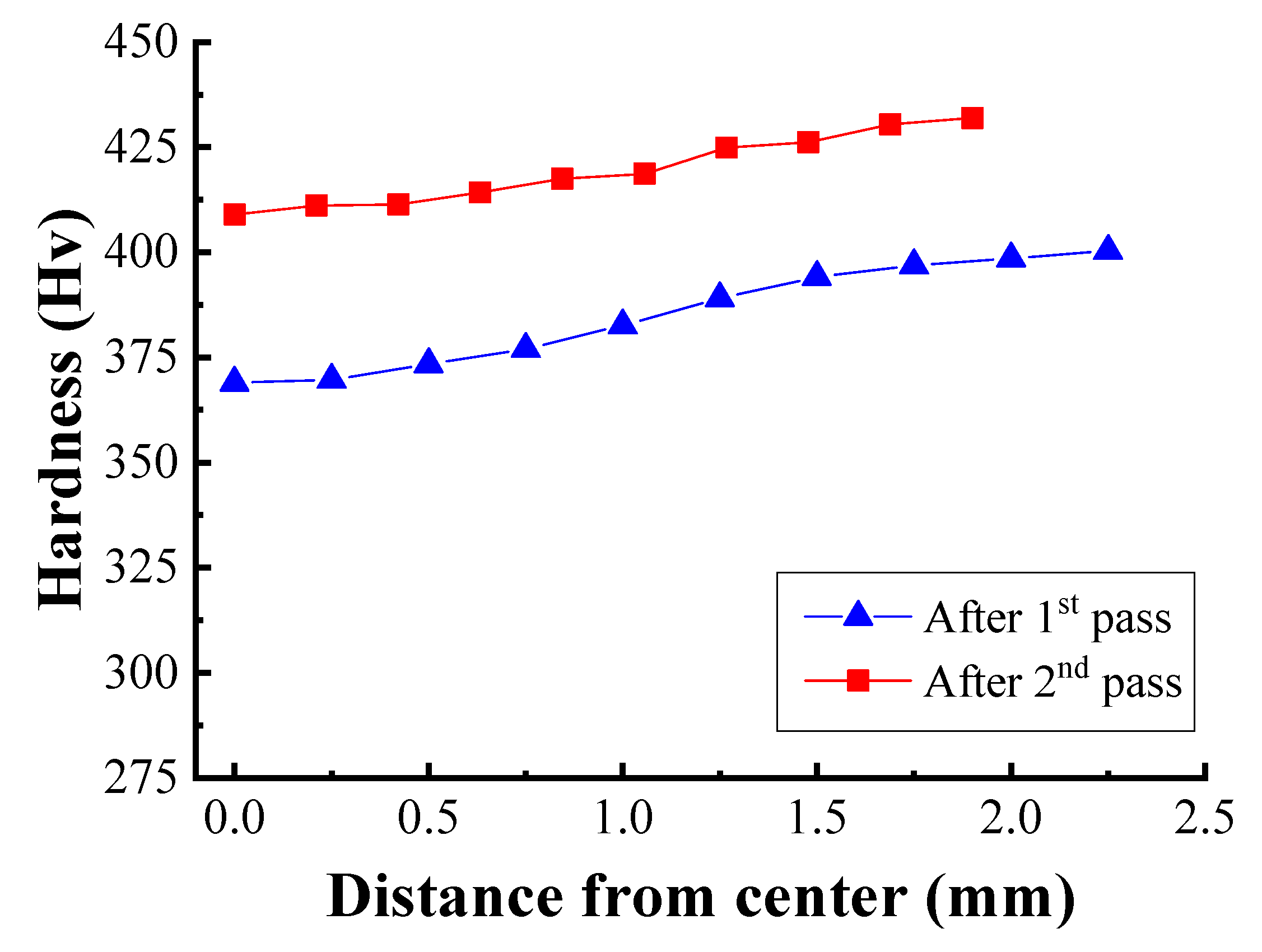
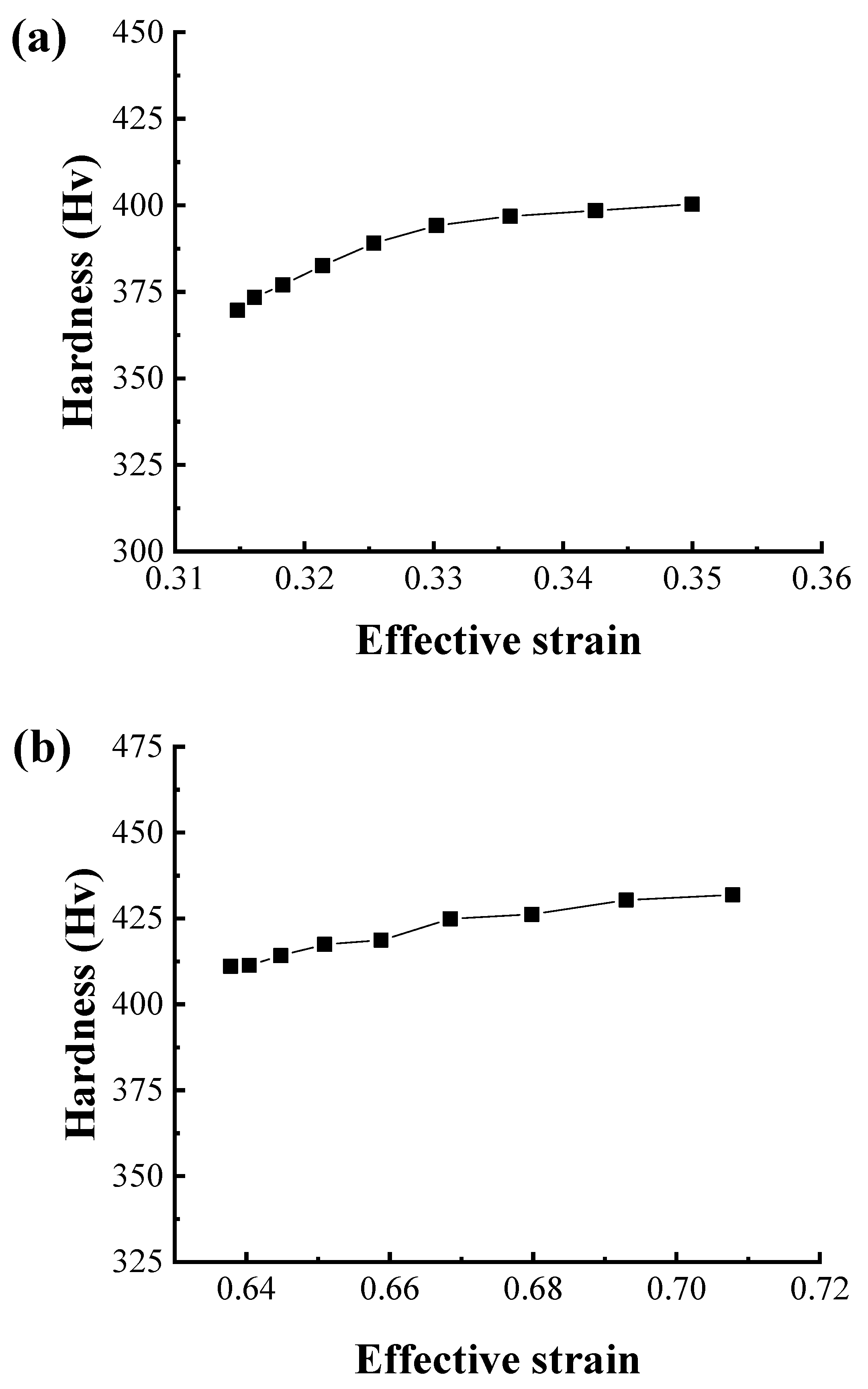
3.4. Hardness of Drawn Wires
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- JSTP. Wire Drawing; Korona: Tokyo, Japan, 1990; p. 43. (In Japanese) [Google Scholar]
- Atienza, J.M.; Ruiz-Hervias, J.; Martinez-Perez, M.L.; Mompean, F.J.; Garcia-Hernandez, M.; Elices, M. Residual stresses in cold drawn pearlitic rods. Scr. Mater. 2005, 52, 1223–1228. [Google Scholar] [CrossRef]
- Lee, S.K.; Kim, D.W.; Jeong, M.S.; Kim, B.M. Evaluation of axial surface residual stress in 0.82-wt% carbon steel wire during multi-pass drawing process considering heat generation. Mater. Des. 2012, 34, 363–371. [Google Scholar] [CrossRef]
- Atienza, J.M.; Elices, M. Influence of residual stresses in the tensile test of cold drawn wires. Mater. Struct. 2003, 36, 548–552. [Google Scholar] [CrossRef]
- Elices, M.; Maeder, G.; Sanchez-Galvez, V. Effect of surface residual stress on hydrogen embrittlement of prestressing steels. Br. Corros. J. 1983, 18, 80–81. [Google Scholar] [CrossRef]
- Luksza, J.; Majta, J.; Burdek, M.; Ruminski, M. Modelling and measurements of mechanical behaviour in multi-pass drawing process. J. Mater. Process. Technol. 1998, 80–81, 398–405. [Google Scholar] [CrossRef]
- Vega, G.; Haddi, A.; Imad, A. Investigation of process parameters effect on the copper-wire drawing. Meter. Des. 2009, 30, 3308–3312. [Google Scholar] [CrossRef]
- Celentanoa, D.J.; Palaciosb, M.A.; Rojasb, E.L.; Cruchagab, M.A.; Artigasc, A.A.; Monsalve, A.E. Simulation and experimental validation of multiple-step wire drawing processes. Finite Elem. Anal. Des. 2009, 45, 163–180. [Google Scholar] [CrossRef]
- Venet, G.; Balan, T.; Baudouin, C.; Bigot, R. Direct usage of the wire drawing process for large strain parameter identification. Int. J. Mater. Form. 2018, 28, 1–14. [Google Scholar] [CrossRef]
- Cetlin, P.R. Redundant deformation factor evaluation through the hardness profile method in round section bar drawing. J. Eng. Mater. Technol. 1984, 106, 147–150. [Google Scholar] [CrossRef]
- Altan, T.; Oh, S.; Gegel, H. Metal Forming: Fundamentals and Applications, 7th ed.; American Society for Metals: Cleveland, OH, USA, 2000; p. 138. [Google Scholar]
- Chen, C.J.; Tzou, G.Y.; Huang, M.N. Study on the twist compression forming of cylinder based on the upper bound and slab methods. J. Mater. Process. Technol. 2006, 174, 266–271. [Google Scholar] [CrossRef]
- Yeh, W.C.; Wu, M.C. A variational upper-bound method for analysis of upset forging of rings. J. Mater. Process. Technol. 2005, 170, 392–402. [Google Scholar] [CrossRef]
- Parghazeh, A.; Haghighat, H. Prediction of central bursting defects in rod extrusion process with upper bound analysis method. Tans. Nonferrous Met. Soc. China 2016, 26, 2892–2899. [Google Scholar] [CrossRef]
- Rubio, E.M.; González, G.; Marcos, M.; Sebastián, M.A. Energetic analysis of tube drawing processes with fixed plug by upper bound method. J. Mater. Process. Technol. 2006, 177, 175–178. [Google Scholar] [CrossRef]
- Jiang, B.; Wang, Q.; Li, S.C.; Ren, Y.X.; Wang, H.T.; Zhang, B.; Pan, R.; Shao, X. The research of design method for anchor cables applied to cavern roof in water-rich strata based on upper-bound theory. Tunn. Undergr. Sp. Technol. 2016, 53, 120–127. [Google Scholar] [CrossRef]
- Avitzur, B. Metal Forming: Processes and Analysis; McGraw-Hill Book Company: New York, NY, USA, 1968; pp. 155–158. [Google Scholar]
- Lee, S.K.; Hwang, S.K.; Cho, Y.J. Prediction of radial direction strain in drawn wire. J. Korean Soc. Manuf. Process. Eng. 2019, 18, 100–105. (In Korean) [Google Scholar] [CrossRef]
- Scientific Forming Technologies Corporation: Columbus, OH, USA, 1991. Available online: https://www.deform.com (accessed on 26 November 2019).
- Jo, H.H.; Lee, S.K.; Kim, M.A.; Kim, B.M. Pass schedule design system in the dry wire-drawing process of high carbon steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 365–373. [Google Scholar] [CrossRef]
- Frontrics, Inc.: Seoul, Korea, 2015. Available online: http://www.frontics.com/ (accessed on 4 May 2016).
- Ahn, J.H.; Kwon, D. Derivation of plastic stress–strain relationship from ball indentations: Examination of strain definition and pileup effect. J. Mater. Res. 2001, 16, 3170–3178. [Google Scholar] [CrossRef]
- Jang, J.I.; Choi, Y.; Lee, Y.H.; Kwon, D. Instrumented microindentation studies on long-term aged materials: Work-hardening exponent and yield ratio as new degradation indicators. Mater. Sci. Eng. A 2005, 395, 295–300. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pass No. | Inlet Dia. (mm) | Exit Dia. (mm) | Semi-Die Angle (°) | Reduction (%) |
|---|---|---|---|---|
| 1 | 5.50 | 4.7 | 6.0 | 29.96 |
| 2 | 4.7 | 4.0 | 6.0 | 27.57 |
| Conditions | Value |
|---|---|
| No. of elements | 2539 |
| No. of nodes | 2661 |
| Friction coefficient (μ) (Phosphate coating) | 0.06 |
| Semi-die angle (°) | 6.0 |
| Bearing length (mm) | 0.3Din (Din: inlet diameter of wire) |
| Drawing velocity (mm/s) | 1.0 |
| Properties | Value |
|---|---|
| Yield strength (MPa) | 570.0 |
| Tensile strength (MPa) | 1206.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.-K.; Lee, I.-K.; Lee, S.-M.; Lee, S.-Y. Prediction of Effective Strain Distribution in Two-Pass Drawn Wire. Materials 2019, 12, 3923. https://doi.org/10.3390/ma12233923
Lee S-K, Lee I-K, Lee S-M, Lee S-Y. Prediction of Effective Strain Distribution in Two-Pass Drawn Wire. Materials. 2019; 12(23):3923. https://doi.org/10.3390/ma12233923
Chicago/Turabian StyleLee, Sang-Kon, In-Kyu Lee, Sung-Min Lee, and Sung-Yun Lee. 2019. "Prediction of Effective Strain Distribution in Two-Pass Drawn Wire" Materials 12, no. 23: 3923. https://doi.org/10.3390/ma12233923