1. Introduction
There is growing scientific interest in the recycling of plastic solid waste (PSW) to form composite materials with enhanced physical–mechanical properties [
1,
2,
3,
4,
5]. The reuse of recycled materials is a necessity today because of the difficulty of finding new places for landfilling the generated waste from various sources [
4]. Various recycling and recovery techniques have been significantly improved over recent years, with the aim of optimizing the reuse of PSW [
4,
5], and recycling through extrusion processes has received particular attention [
6,
7,
8,
9,
10,
11]. The recycling of plastic materials is highly helpful in reducing the harmful impact of PSW on the environment; and this is particularly true in the case of nylon waste, since nonbiodegradable nylon products, such as fishing nets, are often indiscriminately abandoned in the oceans [
12]. It is worth mentioning that nylon has good fluidity and is widely used to produce mono filaments, hinges, ropes, and profiles. It is a semi-crystal polyamide polymer that has a very low specific weight (1.14 g/cm
3), excellent tensile strength (31–80 MPa), toughness, high break strain (20% to 60%), excellent elastic recovery, and resistance to bending and wear [
13,
14]. Since the discovery of nylon, several efforts have been made to develop such a material further for various high-end applications because of its commendable properties. In the area of additive manufacturing, increasing attention is being paid to the use of different types of nylon, to form 3D printing filaments (e.g., [
15] and references therein). It is worth noting that recycled nylon granulates, to be directed to extrusion processes, can be effectively obtained through a variety of recycling processes [
15,
16,
17].
A very efficient regeneration and recycling process of Nylon-6 waste collected from various resources has been developed by the internationally renowned Aquafil group through the ECONYL
® project [
18]. This group has developed a three-step system to produce recycled Nylon-6 (R-Nylon-6) from 100% regenerated waste materials, which includes fishing nets abandoned in the oceans and aquaculture, as well as scraps from carpets and various industrial nylon products otherwise directed to landfills. The first step of the ECONYL
® process consists of the collection of Nylon-6 waste from landfills, oceans, and all over the world. Step two develops an accurate regeneration and purification process, articulated in the depolymerization of the collected Nylon-6 waste (with transformation of the recycled material into caprolactam), purification of caprolactam, and re-polymerization [
18]. Such a process drives the material back to its original purity, obtaining a regenerated material (hereafter simply referred to as AQ R-Nylon-6, where the acronym AQ is introduced to refer to the commercial R-Nylon-6 products AQ24000, AQ27000, and AQ34000 by Aquafil), which exhibits physical and mechanical properties practically identical to those of the virgin material [
18]. Step three consists of the manufacturing of AQ R-Nylon-6 granulates to be processed for the fabrication of carpet and textile yarns or filaments, to be employed for a variety of industrial uses which do not currently include the manufacturing of Fused Deposition Modeling (FDM) filaments.
The high mechanical performances of AQ R-Nylon-6, and the possibility to make use of granulates obtained through the accurate ECONYL
® regeneration process, motivated us to focus the present study on a comprehensive investigation into the physical, mechanical, and wear-resistance properties of AQ R-Nylon-6 filaments for FDM. The extrusion of AQ R-Nylon grains, alone or combined with minor fractions of Acrylonitrile Butadiene Styrene (ABS) and titanium dioxide (TiO
2), has been performed through a dedicated pilot line located in the Aquafil plant of Arco (Trento, Italy), as described in
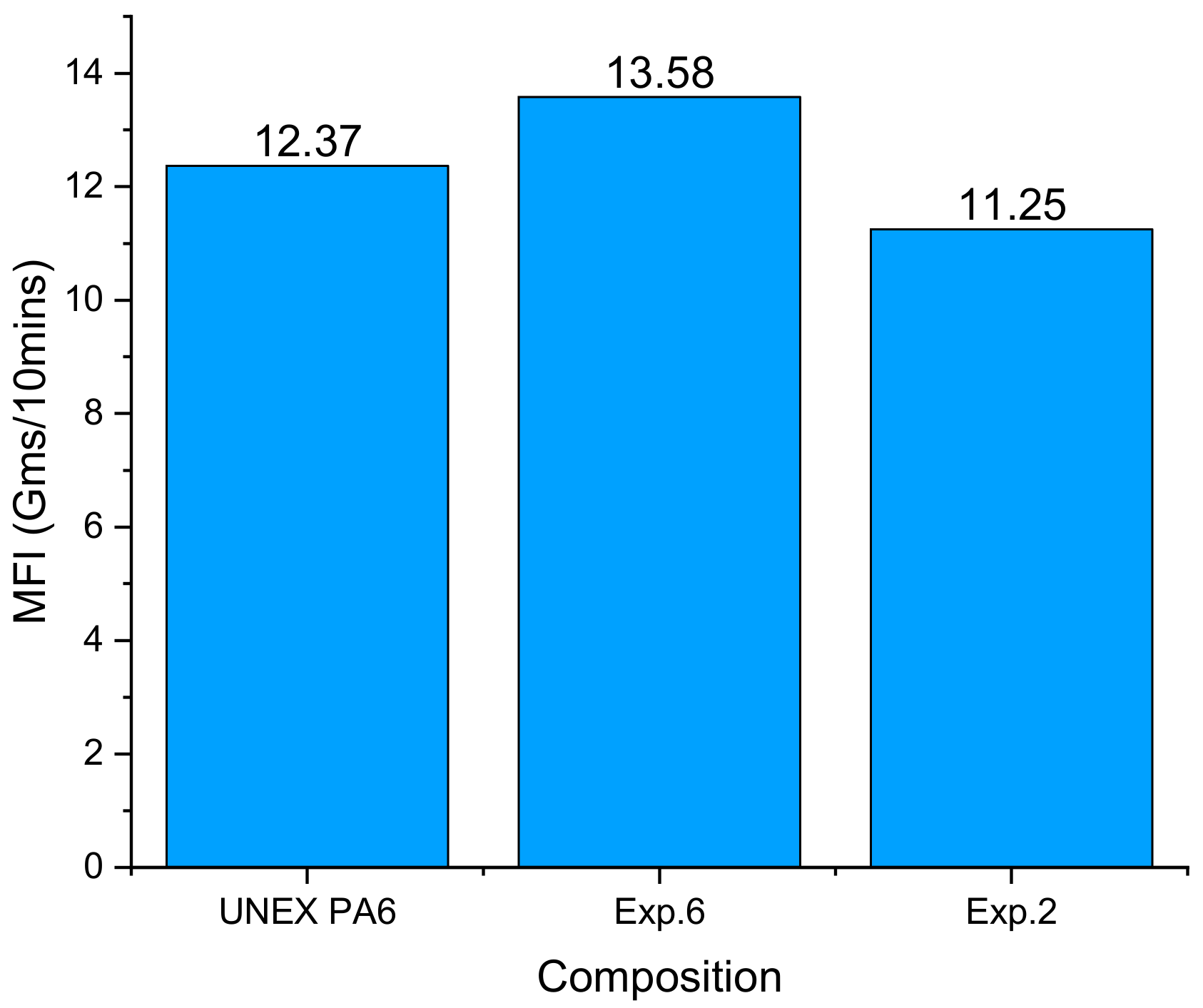
Section 2.2. The addition of ABS grains was considered in order to study its influence on the reduction of the Melt Flow Index (MFI) of the composite filaments, while that of TiO
2 particles was analyzed with the aim of conferring a white color to the filaments, which leads to a uniform and clean finish of the 3D-printed objects. The properties of the AQ R-Nylon-6 filaments for FDM are analyzed by drawing comparisons with the analogous properties of FDM filaments manufactured from non-regenerated R-Nylon-6 (NR R-Nylon-6), which were investigated in the technical literature over recent years [
19,
20,
21,
22,
23,
24], and some commercially available filaments made from virgin nylon materials. The latter include Nylon-Polyamide 6 (PA6) Low Warp by Spectrum [
25], Nylon-645 [
26], and Nylon-680 [
27] by Taulman3D, as well as Nylon-11 and Nylon-12 filaments for 3D printing [
28,
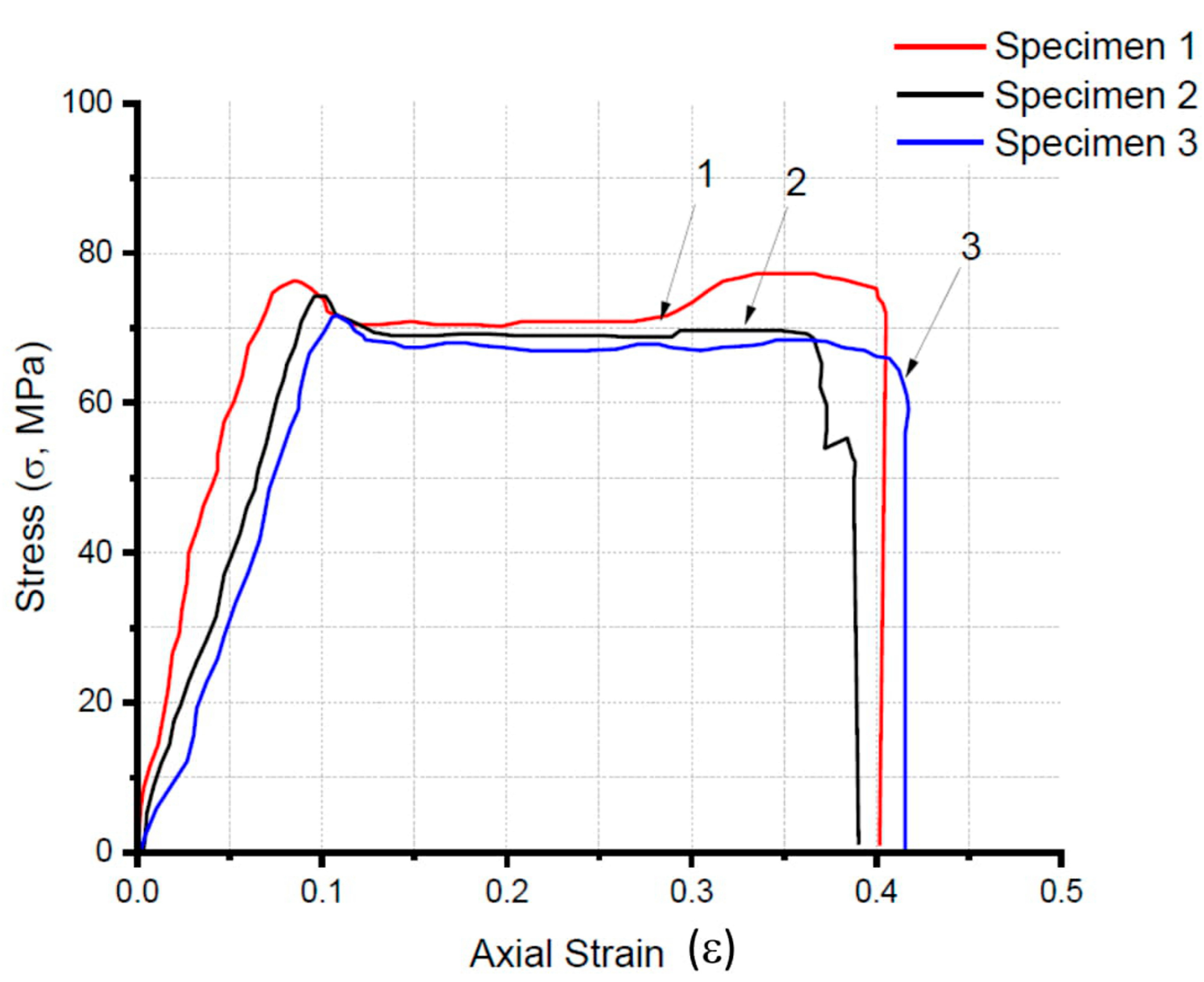
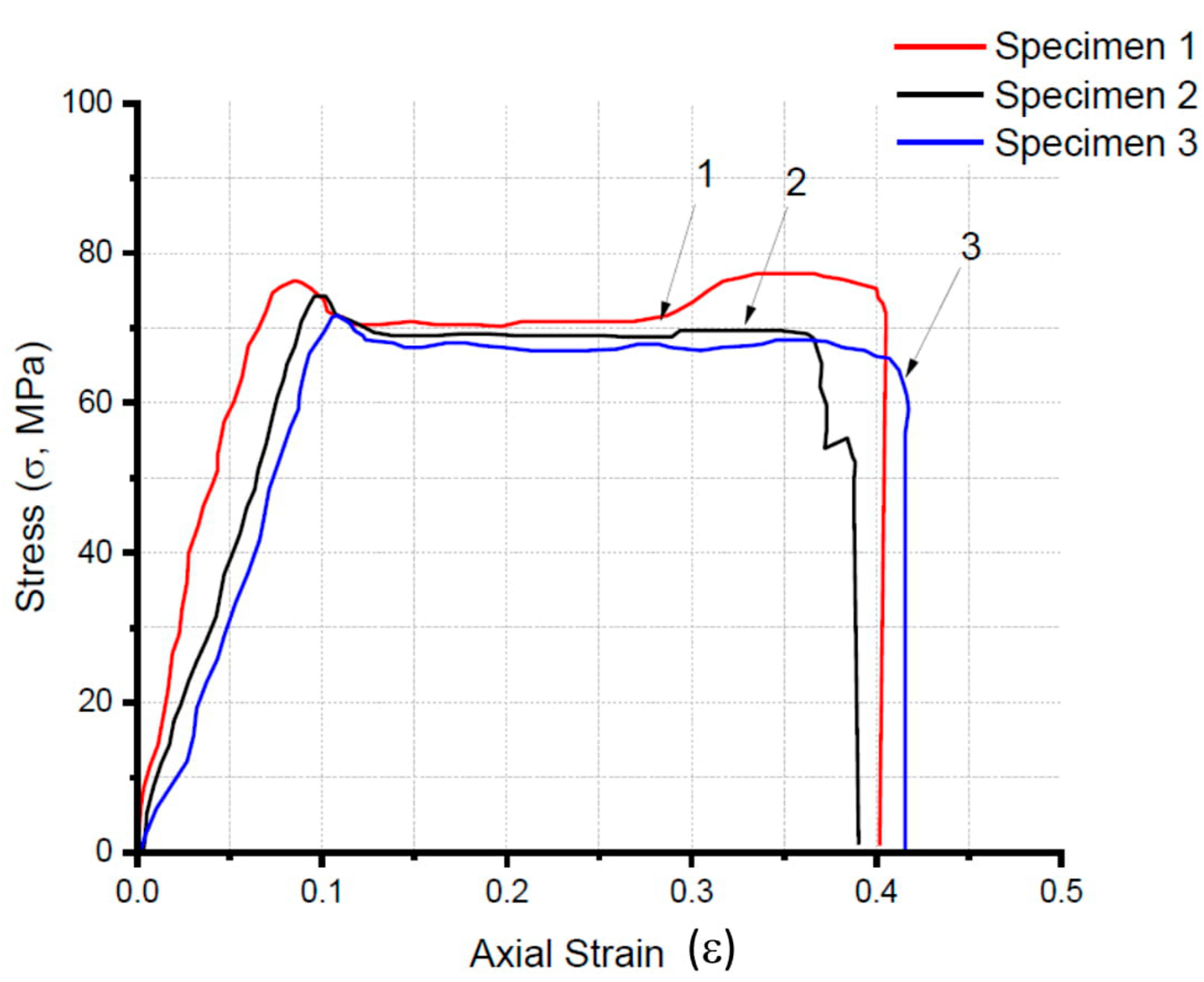
29]. The results presented in this paper demonstrate that the analyzed filaments made from regenerated Nylon-6 waste show tensile yield strength varying from 55.79 MPa up to 86.91 MPa, which is significantly higher than that exhibited by the comparative commercial filaments (% increments even higher than 100%); Young modulus in the interval 0.76–2.34 MPa; considerably high elongation at break (≈ 40%); thermal stability, noticeable wear resistance and good printability.
4. Concluding Remarks
The results presented in this study have demonstrated the high technical potential of the screw-extrusion process as a manufacturing technique for Nylon-6 recycling. The use of ECONYL
® grains regenerated from Nylon-6 waste by the Aquafil group [
18], alone or in combination with small quantities of ABS and TiO
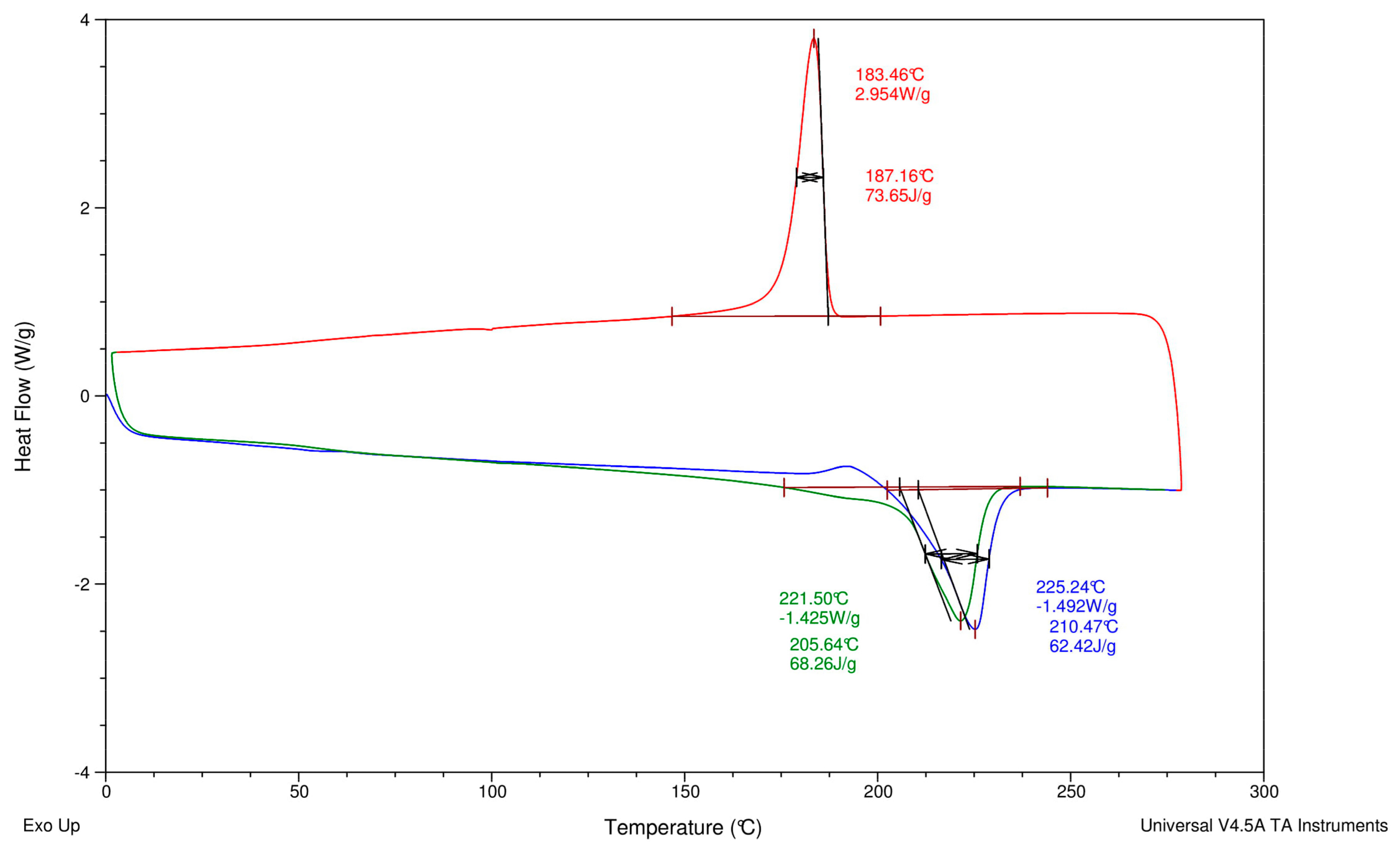
2 grains. With regard to the MFI of the examined filaments, it was observed that AQ27000 filaments exhibit significantly higher MFI than all other AQ filaments tested (24.69 g/10 min), except those made for the composite filaments AQ24000-T. The DSC results showed good thermal stability of the AQ27000 material. Furthermore, in the various thermal tests performed at different stages (pre-extrusion and post-extrusion), it was observed that thermal properties of the R-Nylon material remain stable after repeating three cycles of DSC tests. In terms of mechanical performances, it was observed that the R-Nylon AQ27000 filaments exhibit significantly higher tensile yield strength (76.20 MPa) than that shown by the non-regenerated R-Nylon-6 filaments (9.03 MPa), and the examined commercial virgin nylon filaments for FDM (ranging from 32 MPa to 48 MPa, cf.
Table 5). It is also worth observing that the elongation at yield (nearly 9%) and that at break (nearly 40%) observed for AQ27000 filaments are either significantly larger than, or in line with, those exhibited by the different ABS filaments available in the market (ranging between 2% to 36% when measured through ISO 527–2) [
41,
45,
46]. The filament with best performances in terms of 3D printing was the pure AQ27000, which was found to be not particularly sensitive to warping effects (cf.
Section 3.7). Overall, it can be concluded that AQ R-Nylon granules/filaments have shown great eco-sustainability, excellent mechanical strength, and stable thermal properties after recycling, which makes them feasible to use for various 3D printing applications.
The future direction of the present research may include a comprehensive study of the blending of some of the commonly known reinforcing agents, such as carbon nanotubes and graphene, with Nylon-6, since these substances possess an excellent potential in terms of mechanical resistance, biocompatibility, and various uses in sensors and conductive devices [
47,
48,
49,
50,
51,
52,
53]. Blending these substances may lead to the generation of advanced materials to be employed for the additive manufacturing of strong, flexible, and durable structures for a variety of commercial uses [
49,
54], which need to be investigated via mechanical testing and the microstructure characterization conducted through optical and scanning electron microscope imaging.



 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}