Structural and Mechanical Characteristics of Cu50Zr43Al7 Bulk Metallic Glass Fabricated by Selective Laser Melting


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Schroers, J. Processing of Bulk Metallic Glass. Adv. Mater. 2010, 22, 1566–1597. [Google Scholar] [CrossRef] [PubMed]
- Inoue, A.; Takeuchi, A. Recent development and application products of bulk glassy alloys. Acta Mater. 2011, 59, 2243–2267. [Google Scholar] [CrossRef]
- Li, H.F.; Zheng, Y.F. Recent advances in bulk metallic glasses for biomedical applications. Acta Biomater. 2016, 36, 1–20. [Google Scholar] [CrossRef] [PubMed]
- Itoi, T.; Takamizawa, T.; Kawamura, Y.; Inoue, A. Fabrication of Co40Fe22Nb8B30 bulk metallic glasses by consolidation of gas-atomized powders and their soft-magnetic properties. Scr. Mater. 2001, 45, 1131–1137. [Google Scholar] [CrossRef]
- Choi, P.P.; Kim, J.S.; Nguyen, O.T.H.; Kwon, Y.S. Ti50Cu25Ni20Sn5 bulk metallic glass fabricated by powder consolidation. Mater. Lett. 2007, 61, 4591–4594. [Google Scholar] [CrossRef]
- Olakanmia, E.O.; Cochranea, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef] [Green Version]
- Pauly, S.; Löber, L.; Petters, R.; Stoica, M.; Scudino, S.; Kühn, U.; Eckert, J. Processing metallic glasses by selective laser melting. Mater. Today 2013, 16, 37–41. [Google Scholar] [CrossRef]
- Jung, H.Y.; Choi, S.J.; Prashanth, K.G.; Stoica, M.; Scudino, S.; Yi, S.; Kühn, U.; Kim, D.H.; Kim, K.B.; Eckert, J. Fabrication of Fe-based bulk metallic glass by selective laser melting: A parameter study. Mater. Des. 2015, 86, 703–708. [Google Scholar] [CrossRef]
- Mahbooba, Z.; Thorsson, L.; Unosson, M.; Skoglund, P.; West, H.; Horn, T.; Rock, C.; Vogli, E.; Harrysson, O. Additive manufacturing of an iron-based bulk metallic glass larger than the critical casting thickness. Appl. Mater. Today 2018, 11, 264–269. [Google Scholar] [CrossRef]
- Li, X.P.; Roberts, M.P.; O’Keeffe, S.; Sercombe, T.B. Selective laser melting of Zr-based bulk metallic glasses Processing, microstructure and mechanical properties. Mater. Des. 2016, 112, 217–226. [Google Scholar] [CrossRef]
- Ouyang, D.; Li, N.; Xing, W.; Zhang, J.J.; Liu, L. 3D printing of crack-free high strength Zr-based bulk metallic glass composite by selective laser melting. Intermetallics 2017, 90, 128–134. [Google Scholar] [CrossRef]
- Ouyang, D.; Li, N.; Liu, L. Structural heterogeneity in 3D printed Zr-based bulk metallic glass by selective laser melting. J. Alloys Compd. 2018, 740, 603–609. [Google Scholar] [CrossRef]
- Li, X.P.; Kang, C.W.; Huang, H.; Zhang, L.C.; Sercombe, T.B. Selective laser melting of an Al86Ni6Y4.5Co2La1.5 metallic glass Processing, microstructure evolution and mechanical properties. Mater. Sci. Eng. A 2014, 606, 370–379. [Google Scholar] [CrossRef]
- Li, X.P.; Roberts, M.; Liu, Y.J.; Kang, C.W.; Huang, H.; Sercombe, T.B. Effect of substrate temperature on the interface bond between support and substrate during selective laser melting of Al–Ni–Y–Co–La metallic glass. Mater. Des. 2015, 65, 1–6. [Google Scholar] [CrossRef]
- Deng, L.; Wang, S.H.; Wang, P.; Kühn, U.; Pauly, S. Selective laser melting of a Ti-based bulk metallic glass. Mater. Lett. 2018, 212, 346–349. [Google Scholar] [CrossRef]
- Kim, Y.C.; Lee, J.C.; Cha, P.R.; Ahn, J.P.; Fleury, E. Enhanced glass forming ability and mechanical properties of new Cu-based bulk metallic glasses. Mater. Sci. Eng. A 2006, 437, 248–253. [Google Scholar] [CrossRef]
- Du, Y.L.; Xu, H.W.; Chen, G.; Deng, Y. Structural and mechanical properties of a Cu-based bulk metallic glass with two oxygen levels. Intermetallics 2012, 30, 90–93. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, J.; Chen, G.L.; Liu, X.J. Influence of yttrium addition on the glass forming ability in Cu–Zr–Al alloys. Mater. Sci. Eng. A 2008, 483–484, 235–238. [Google Scholar] [CrossRef]
- Ning, Z.; Liang, W.; Zhang, M.; Li, Z.; Sun, H.; Liu, A.; Sun, J. High tensile plasticity and strength of a CuZr-based bulk metallic glass composite. Mater. Des. 2016, 90, 145–150. [Google Scholar] [CrossRef] [Green Version]
- Zhuang, Y.X.; Wang, W.H. Effects of relaxation on glass transition and crystallization of ZrTiCuNiBe bulk metallic glass. J. Appl. Phys. 2000, 87, 8209–8211. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Cheung, T.L.; Shek, C.H. Thermal and mechanical properties of Cu–Zr–Al bulk metallic glasses. J. Alloys Compd. 2007, 434–435, 71–74. [Google Scholar] [CrossRef]
- Limbach, R.; Kosiba, K.; Pauly, S.; Kühn, U.; Wondraczek, L. Serrated flow of CuZr-based bulk metallic glasses probed by nanoindentation: Role of the activation barrier, size and distribution of shear transformation zones. J. Non-Cryst. Solids 2017, 459, 130–141. [Google Scholar] [CrossRef]
- Ramamurty, U.; Lee, M.L.; Basu, J.; Li, Y. Embrittlement of a bulk metallic glass due to low-temperature annealing. Scr. Mater. 2002, 47, 107–111. [Google Scholar] [CrossRef] [Green Version]
- Song, M.; Li, Y.Q.; Wu, Z.G.; He, Y.H. The effect of annealing on the mechanical properties of a ZrAlNiCu metallic glass. J. Non-Cryst. Solids 2011, 357, 1239–1241. [Google Scholar] [CrossRef]
- Wu, Y.; Xiao, Y.; Chen, G.; Liu, C.T.; Lu, Z. Bulk metallic glass composites with transformation-mediated work-hardening and ductility. Adv. Mater. 2010, 22, 2770–2773. [Google Scholar] [CrossRef] [PubMed]
- Wen, S.; Li, S.; Wei, Q.; Yan, C.; Zhang, S.; Shi, Y. Effect of molten pool boundaries on the mechanical properties of selective laser melting parts. J. Mater. Process. Technol. 2014, 214, 2660–2667. [Google Scholar]
- Lee, K.S.; Kim, S.; Lim, K.R.; Hong, S.H.; Kim, K.B.; Na, Y.S. Crystallization, high temperature deformation behavior and solid-to-solid formability of a Ti-based bulk metallic glass within supercooled liquid region. J. Alloys Compd. 2016, 663, 270–278. [Google Scholar] [CrossRef]
- Li, C.Y.; Zhu, F.P.; Zhang, X.Y.; Ding, J.Q.; Yin, J.F.; Wang, Z.; Zhao, Y.C.; Kou, S.Z. The rheological behavior and thermoplastic deformation of Zr-based bulk metallic glasses. J. Non-Cryst. Solids 2018, 492, 140–145. [Google Scholar] [CrossRef]
- Hong, S.H.; Kim, J.T.; Mun, S.C.; Kim, Y.S.; Park, H.J.; Na, Y.S.; Lim, K.R.; Park, J.M.; Kim, K.B. Influence of spherical particles and interfacial stress distribution on viscous flow behavior of Ti-Cu-Ni-Zr-Sn bulk metallic glass composites. Intermetallics 2017, 91, 90–94. [Google Scholar] [CrossRef]
- Busch, R.; Schroers, J.; Wang, W. Thermodynamics and kinetics of bulk metallic glass. MRS Bull. 2007, 32, 620–623. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
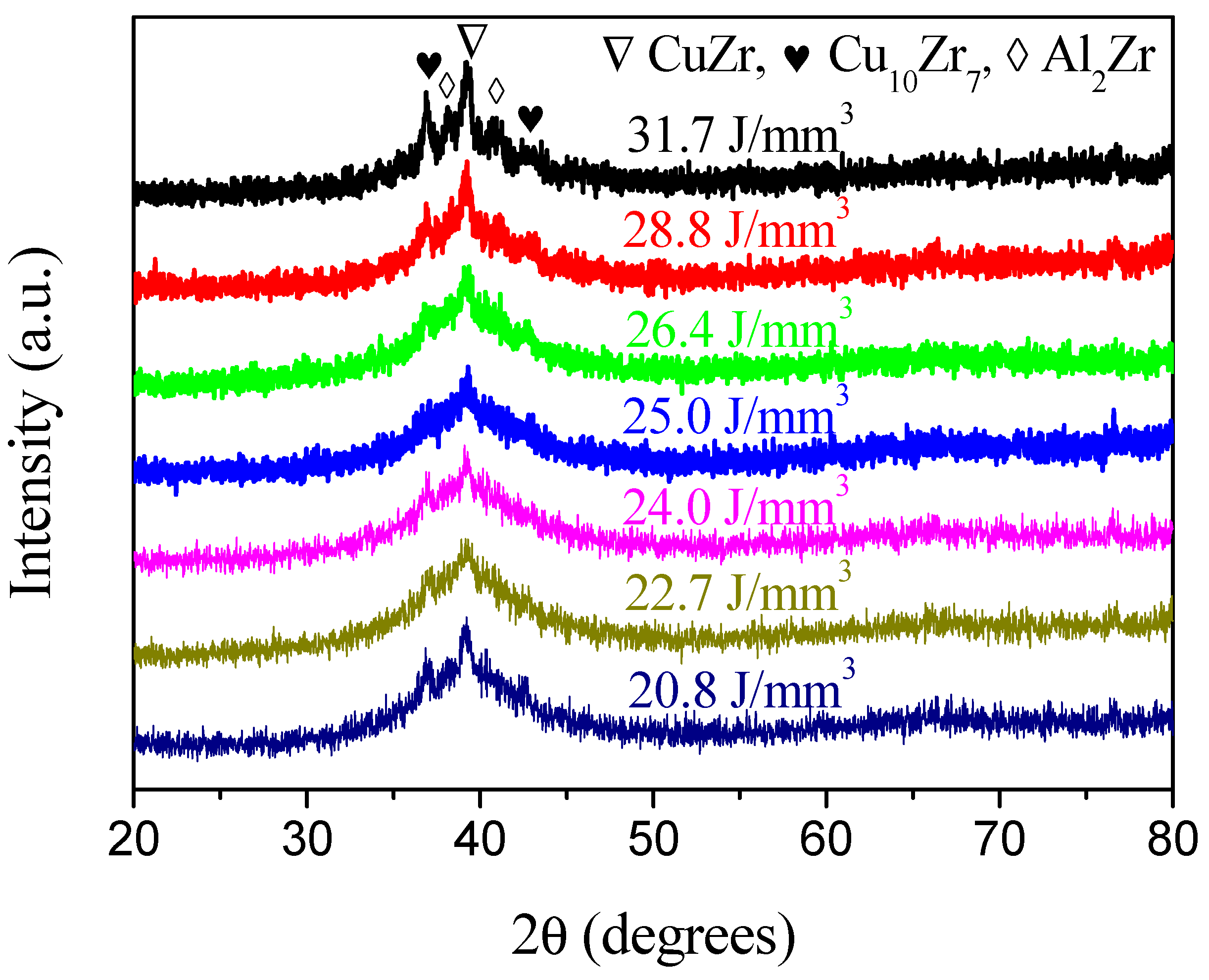
| E (J/mm3) | P (W) | v (mm/s) | h (mm) | d (mm) |
|---|---|---|---|---|
| 31.7 | 190 | 2000 | 0.10 | 0.03 |
| 28.8 | 190 | 2200 | 0.10 | 0.03 |
| 26.4 | 190 | 2400 | 0.10 | 0.03 |
| 25.0 | 150 | 2000 | 0.10 | 0.03 |
| 24.0 | 190 | 2200 | 0.12 | 0.03 |
| 22.7 | 150 | 2200 | 0.10 | 0.03 |
| 20.8 | 150 | 2400 | 0.10 | 0.03 |
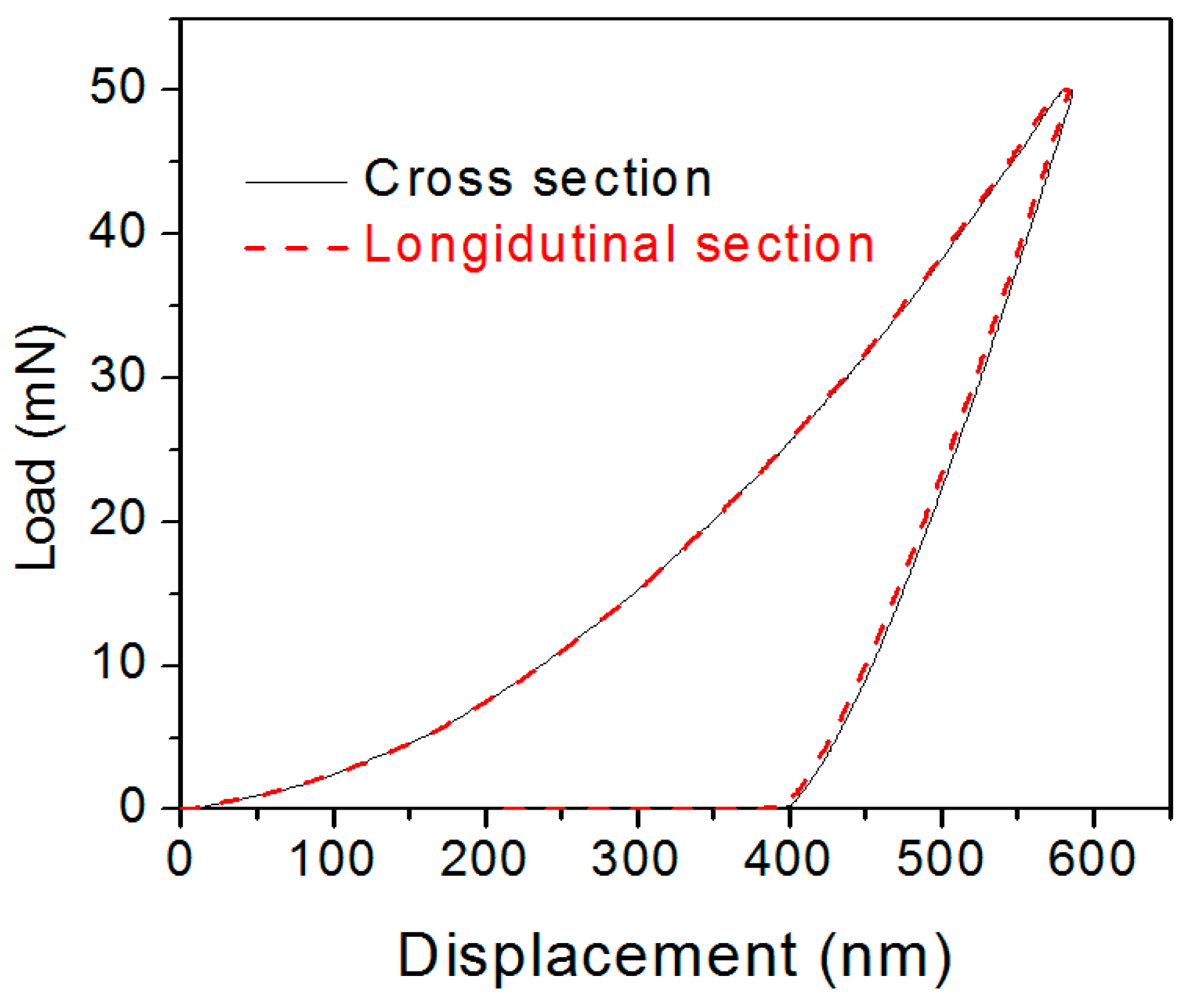
| Sample | Method | HV0.5 (3σ) | HIT (3σ, MPa) | EIT (3σ, GPa) | Ref. |
|---|---|---|---|---|---|
| Cu50Zr43Al7 (Cross section) | SLM | 550.1 ± 10.9 | 9313.7 ± 90.6 | 129.1 ± 3.6 | Present |
| Cu50Zr43Al7 (Longitudinal section) | SLM | 555.8 ± 10.6 | 9415.6 ± 112.5 | 129.6 ± 4.6 | Present |
| (Cu50Zr50)100−xAlx, x = 0~10 | as-cast | 449.0~541.0 | 7300.0~8700.0 | 100.5~117.3 | [20] |
| Cu46.5Zr46.5Al7 | as-cast | - | 7430.0 | 118.9 | [21] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, X.; Nursulton, M.; Du, Y.; Liao, W. Structural and Mechanical Characteristics of Cu50Zr43Al7 Bulk Metallic Glass Fabricated by Selective Laser Melting. Materials 2019, 12, 775. https://doi.org/10.3390/ma12050775
Lu X, Nursulton M, Du Y, Liao W. Structural and Mechanical Characteristics of Cu50Zr43Al7 Bulk Metallic Glass Fabricated by Selective Laser Melting. Materials. 2019; 12(5):775. https://doi.org/10.3390/ma12050775
Chicago/Turabian StyleLu, Xiaoyang, Mussokulov Nursulton, Yulei Du, and Wenhe Liao. 2019. "Structural and Mechanical Characteristics of Cu50Zr43Al7 Bulk Metallic Glass Fabricated by Selective Laser Melting" Materials 12, no. 5: 775. https://doi.org/10.3390/ma12050775
APA StyleLu, X., Nursulton, M., Du, Y., & Liao, W. (2019). Structural and Mechanical Characteristics of Cu50Zr43Al7 Bulk Metallic Glass Fabricated by Selective Laser Melting. Materials, 12(5), 775. https://doi.org/10.3390/ma12050775