Anti-Wear Property of Aluminum–Silicon Alloy Treated by Chemical Etching, Mechanical Honing and Laser Finishing



 ,
, 
Abstract
:1. Introduction
2. Experimental Process
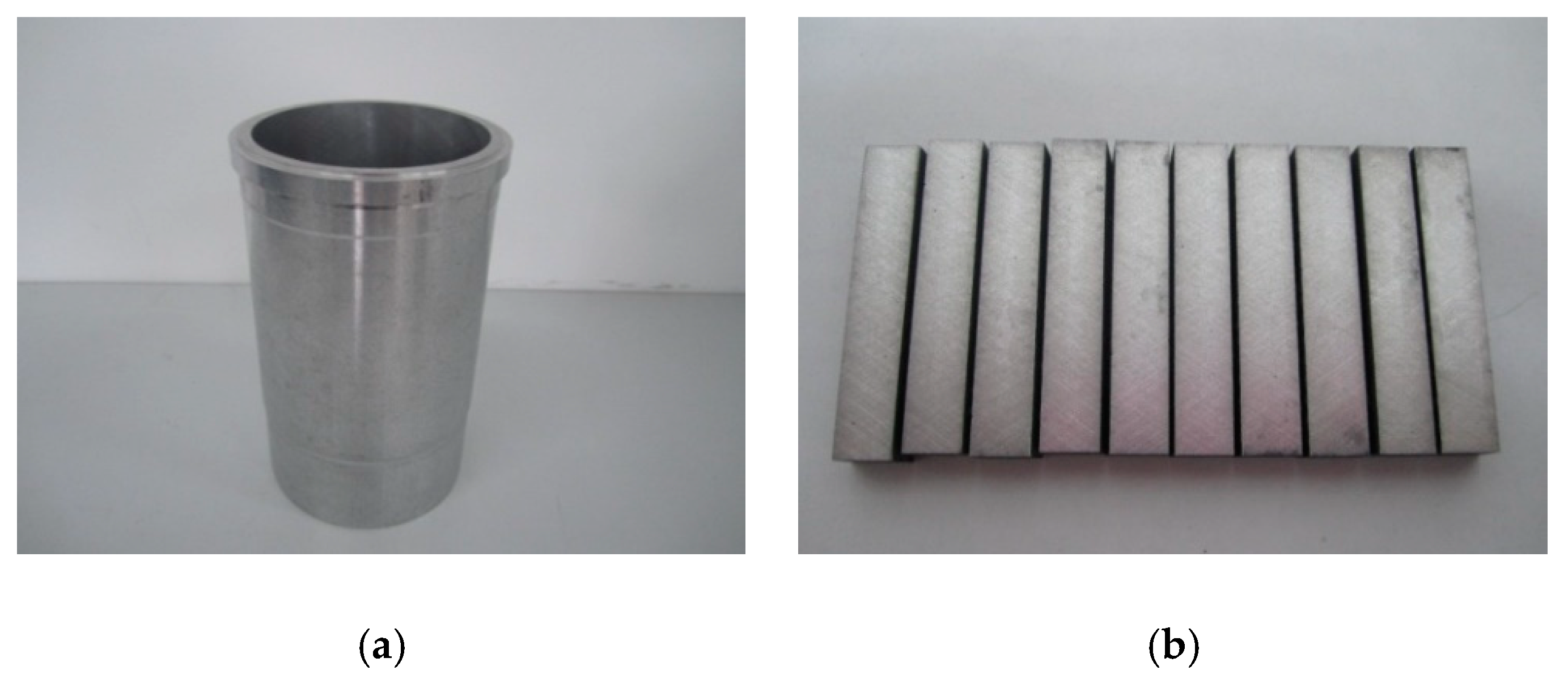
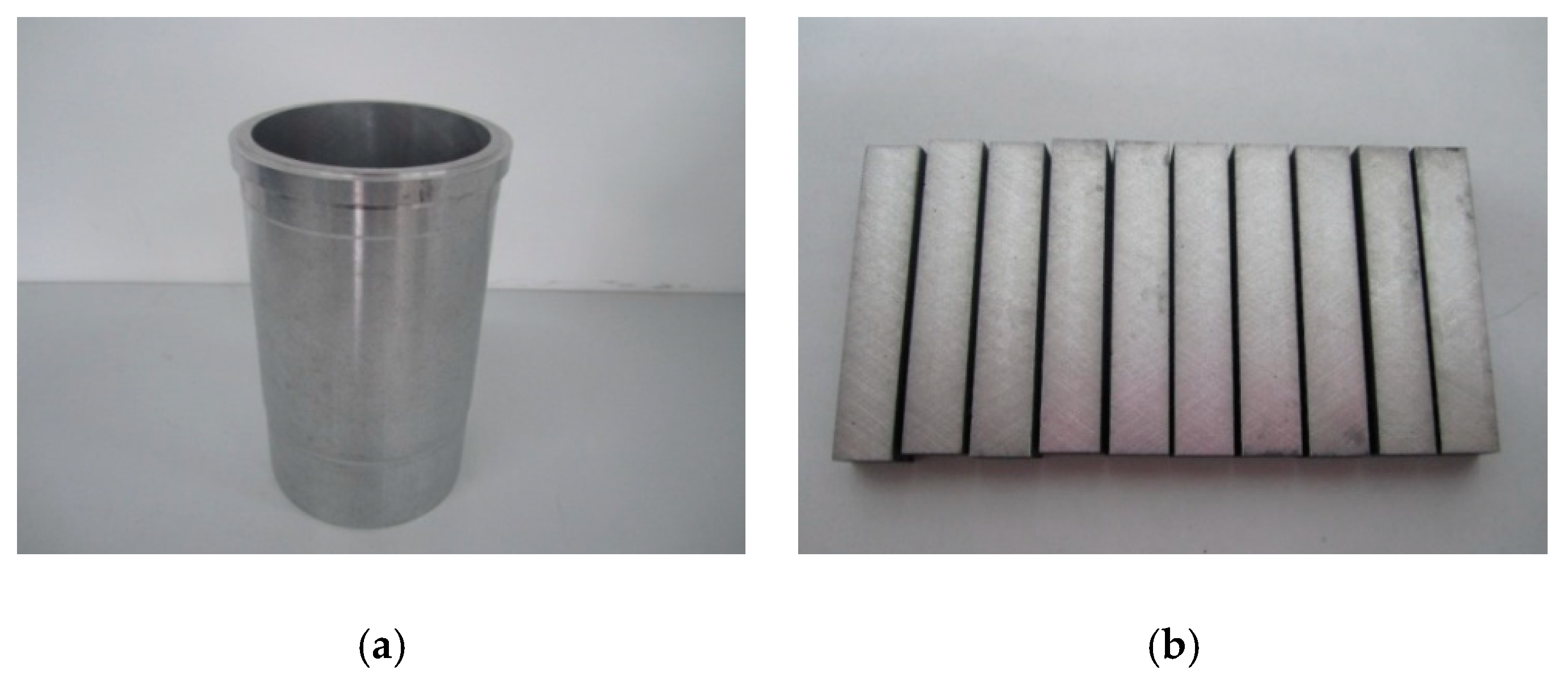
2.1. Materials
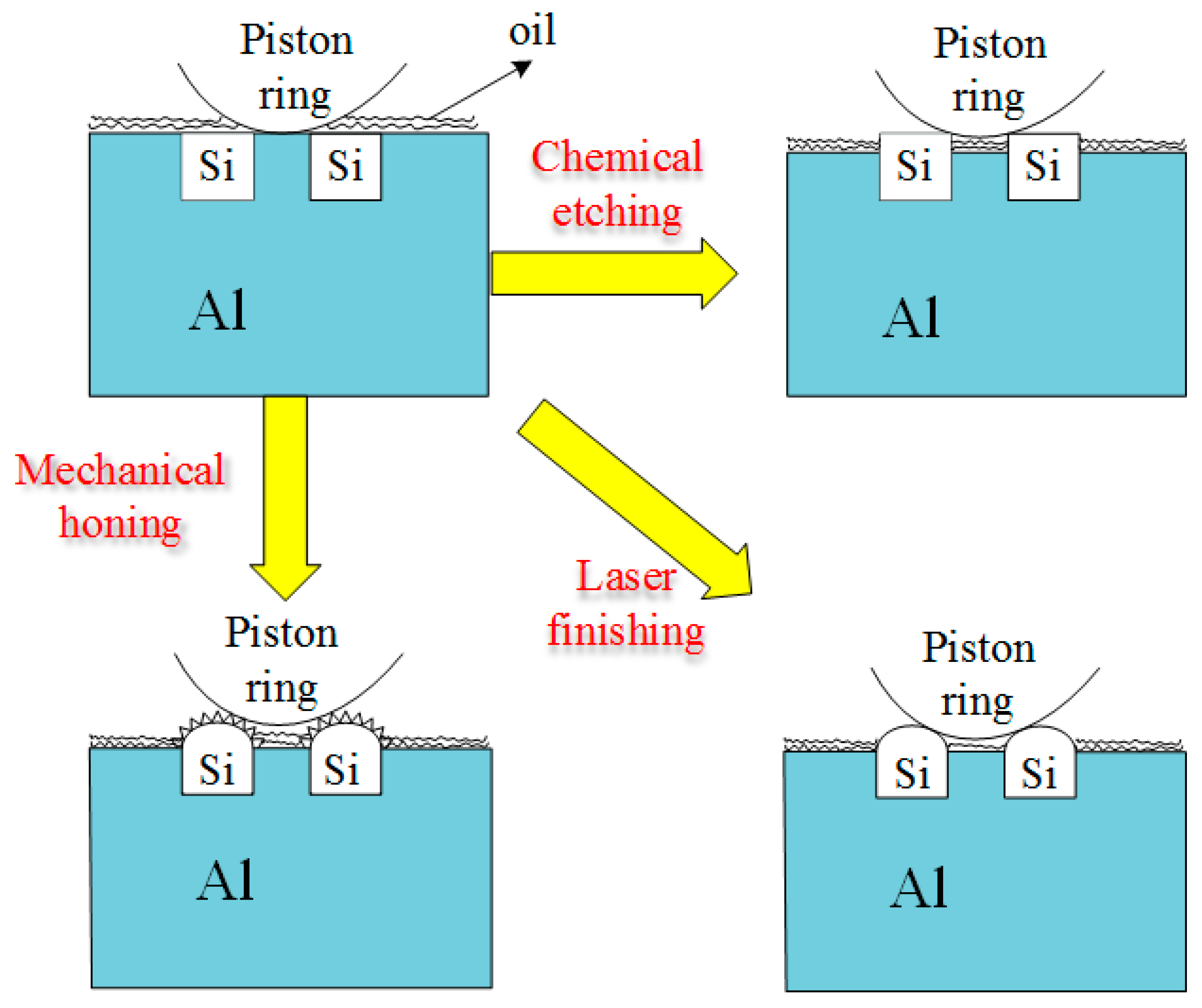
2.2. Chemical Etching
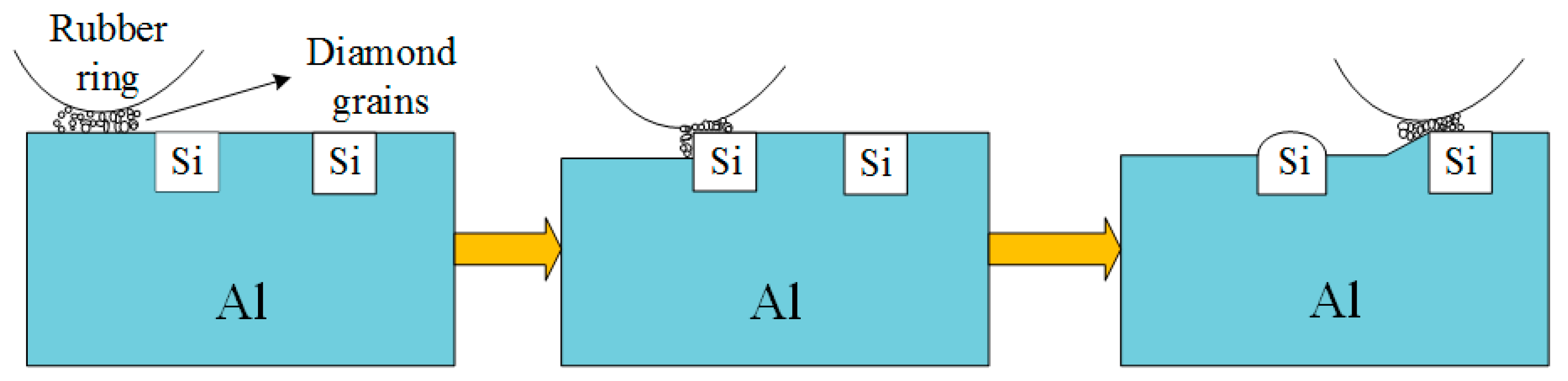
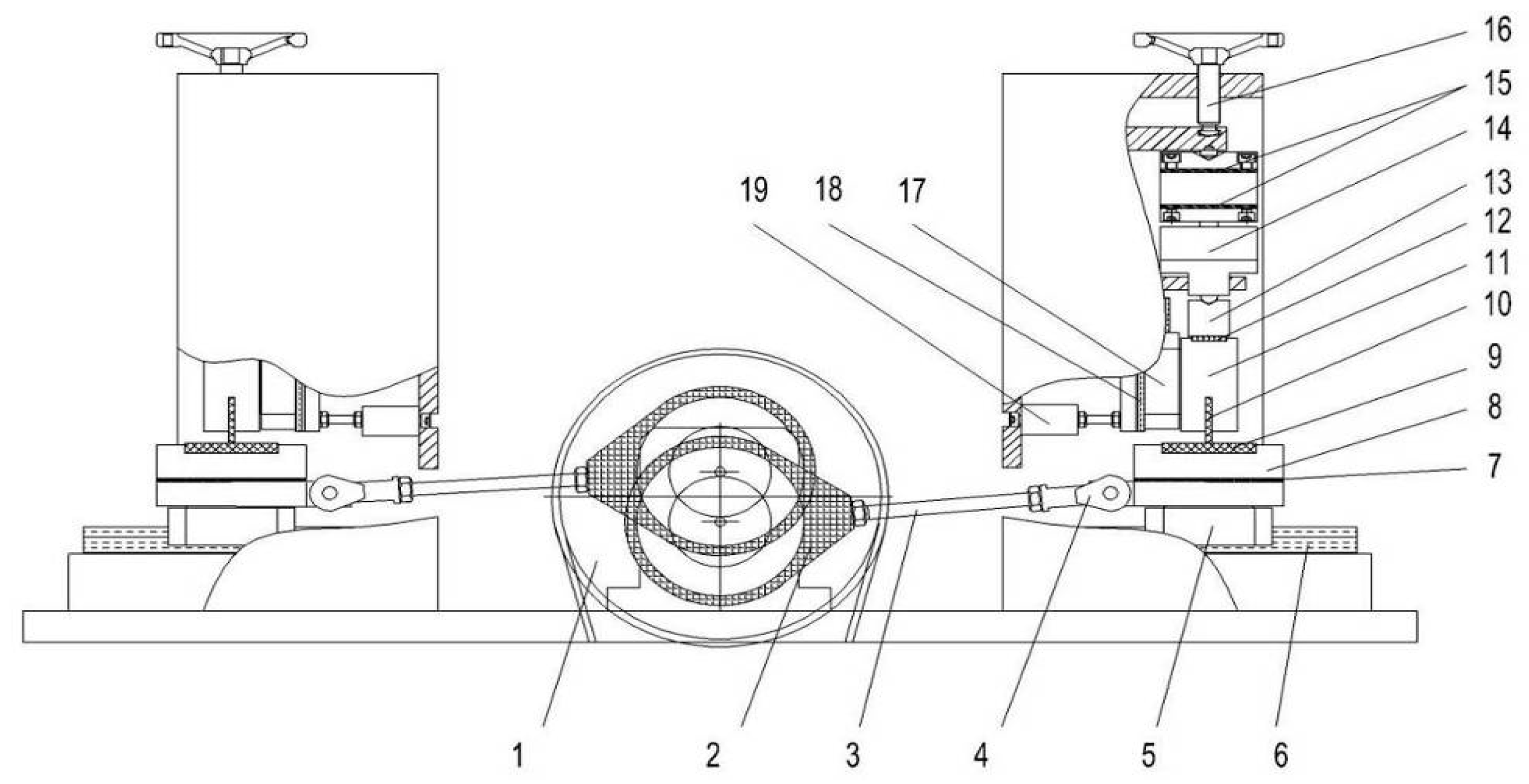
2.3. Mechanical Honing
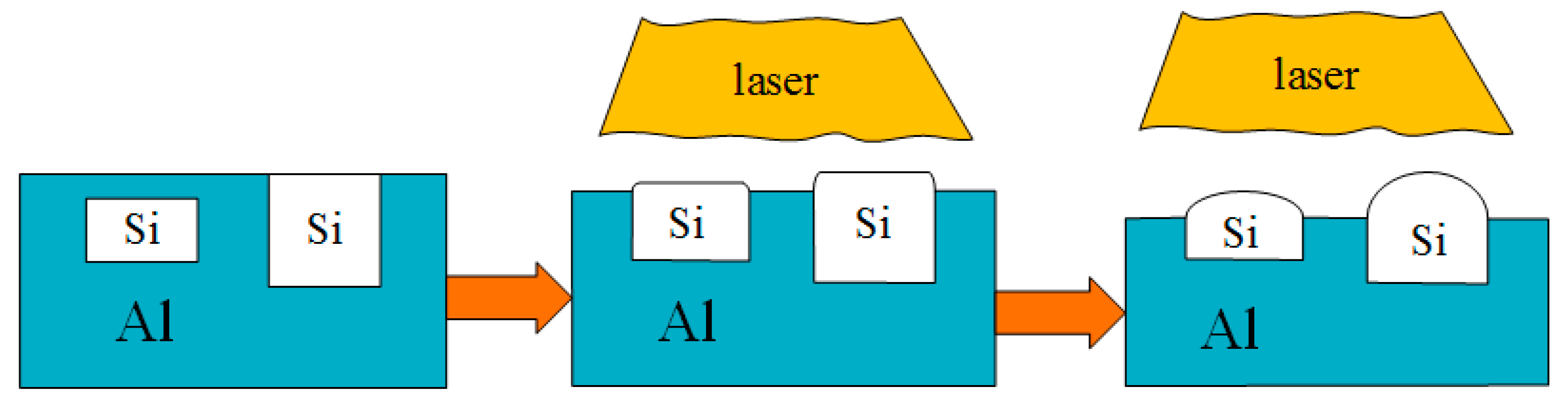
2.4. Laser Finishing
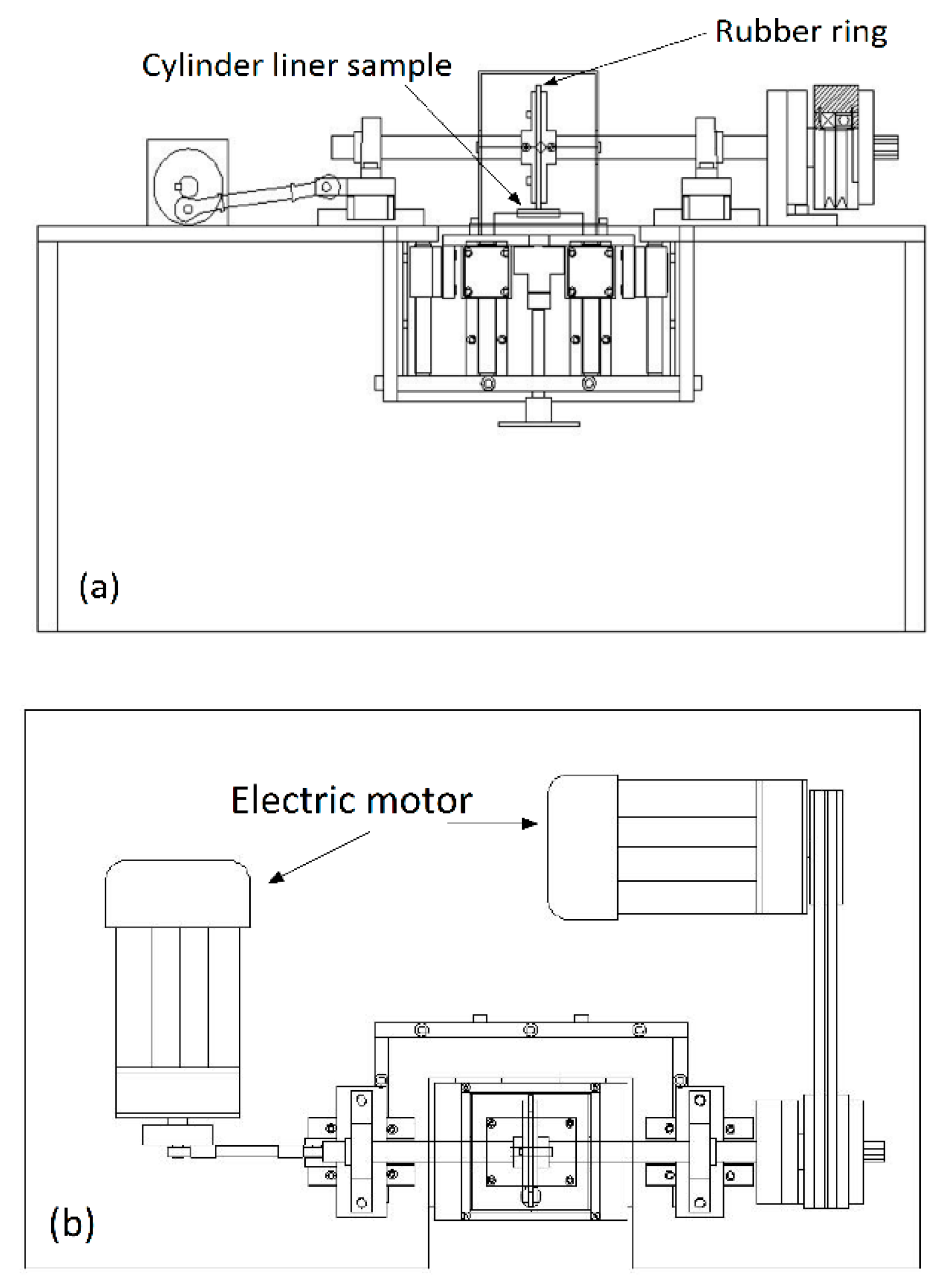
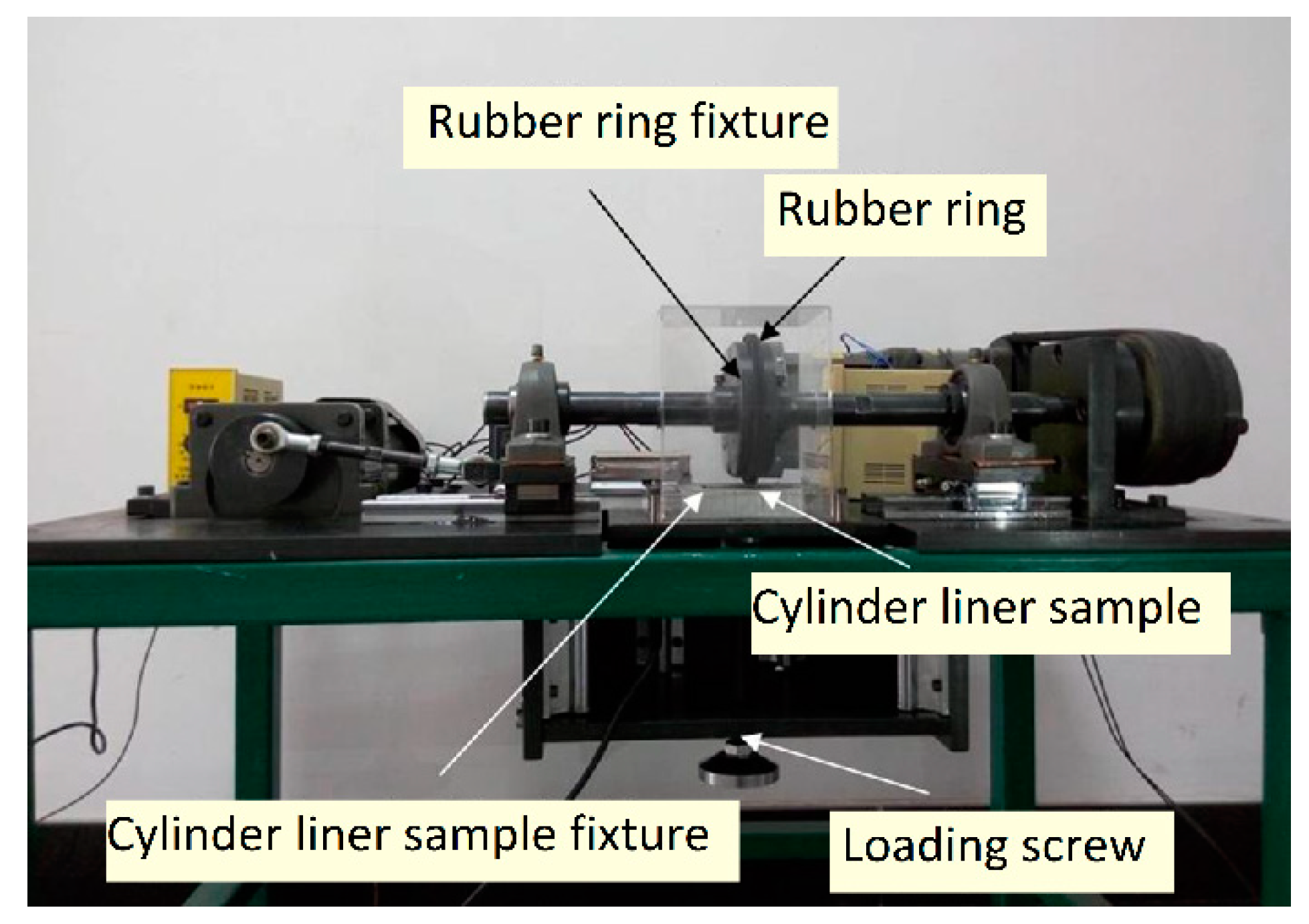
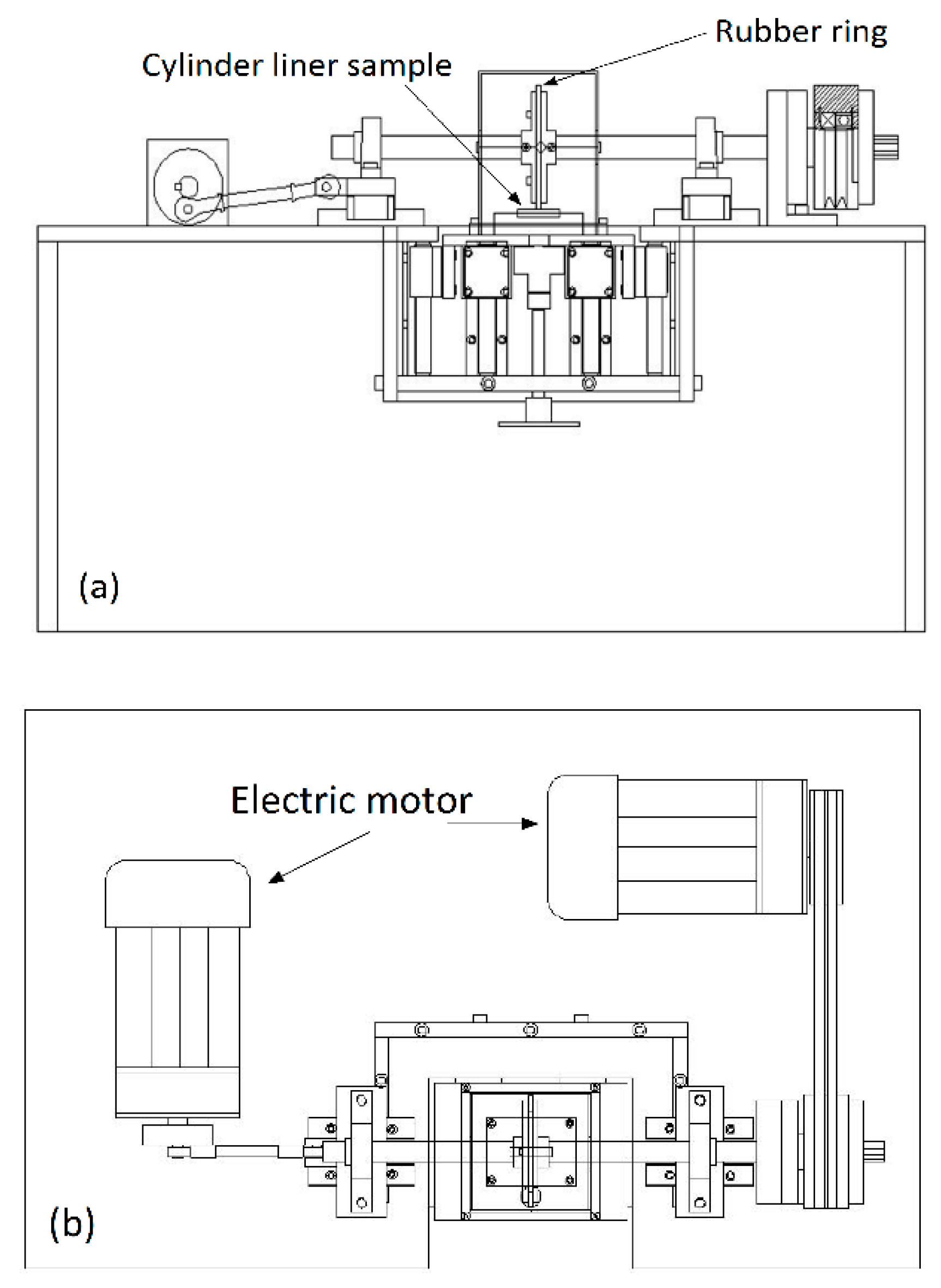
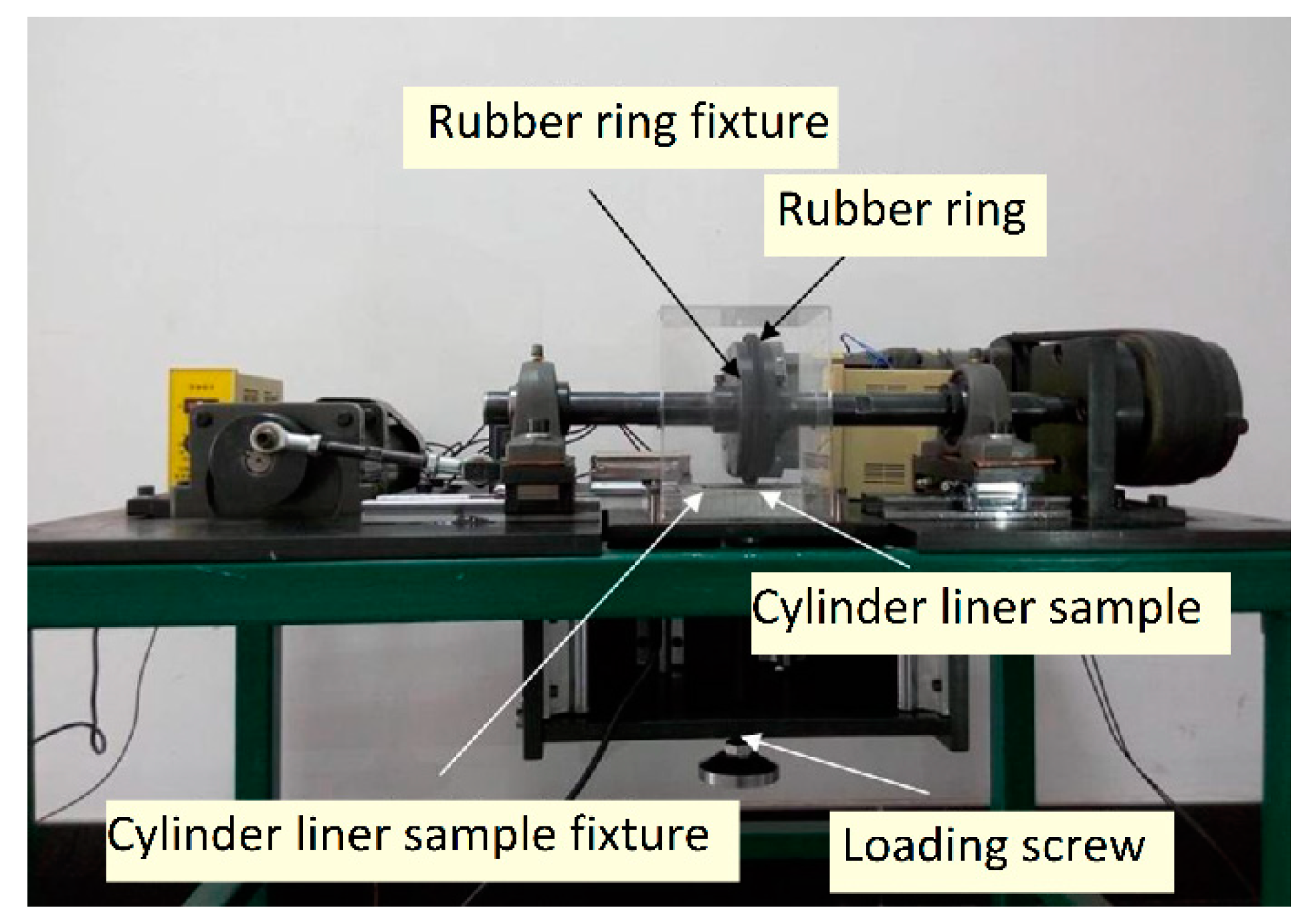
2.5. Tribotests
3. Experimental Results
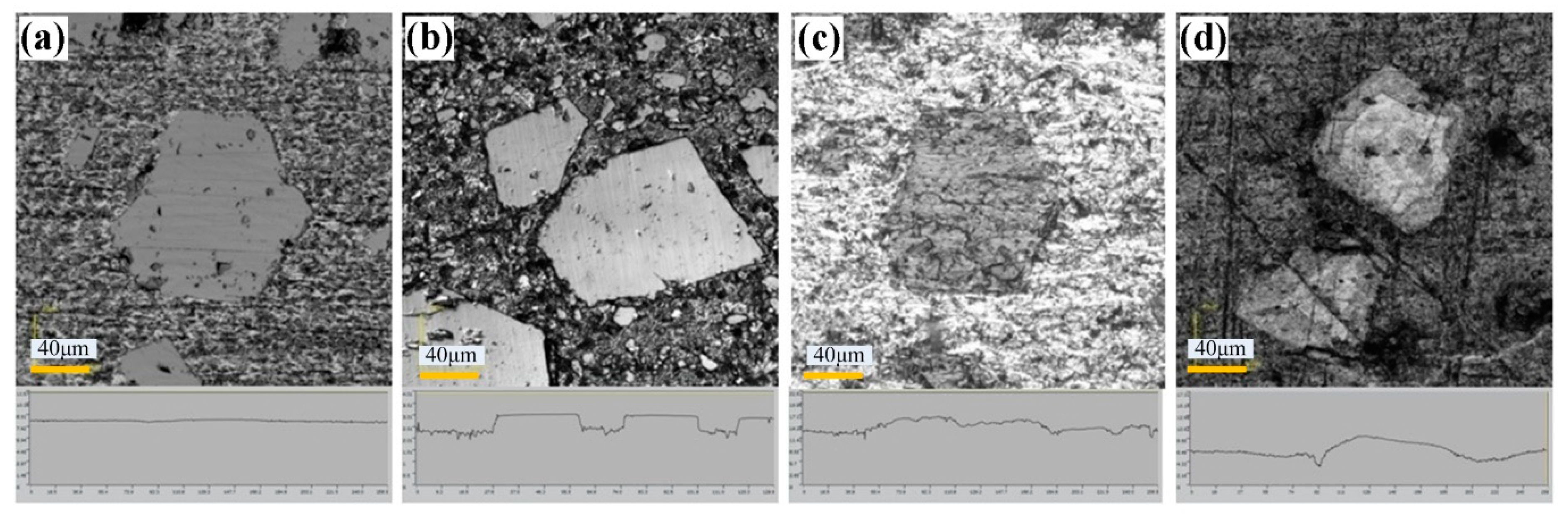
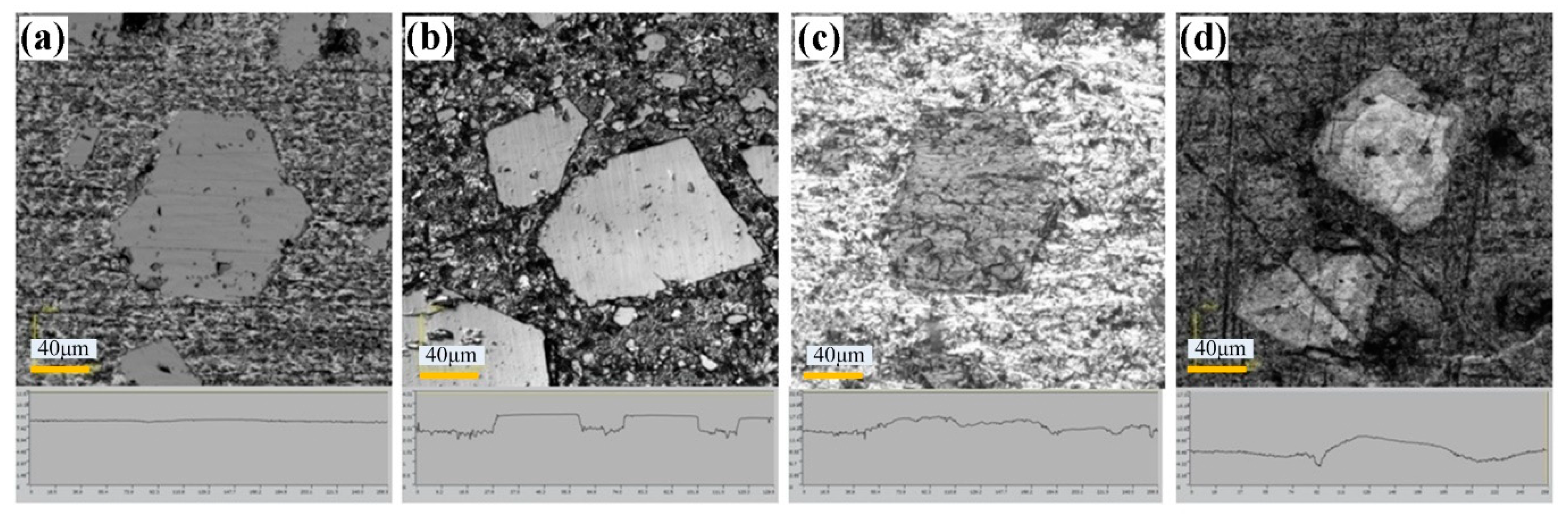
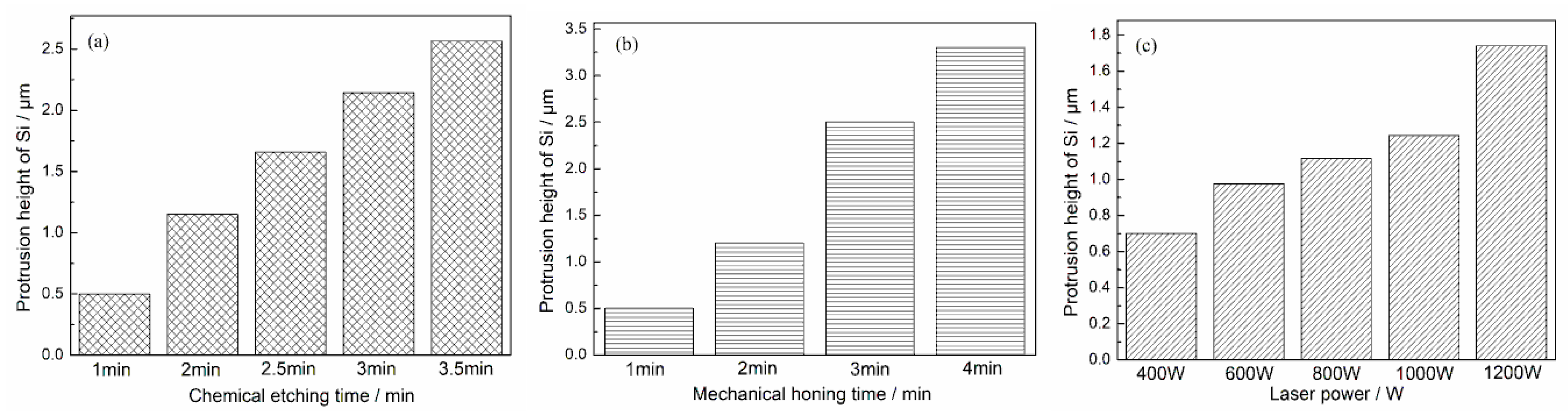
3.1. Surface Morphology of the Cylinder Liner
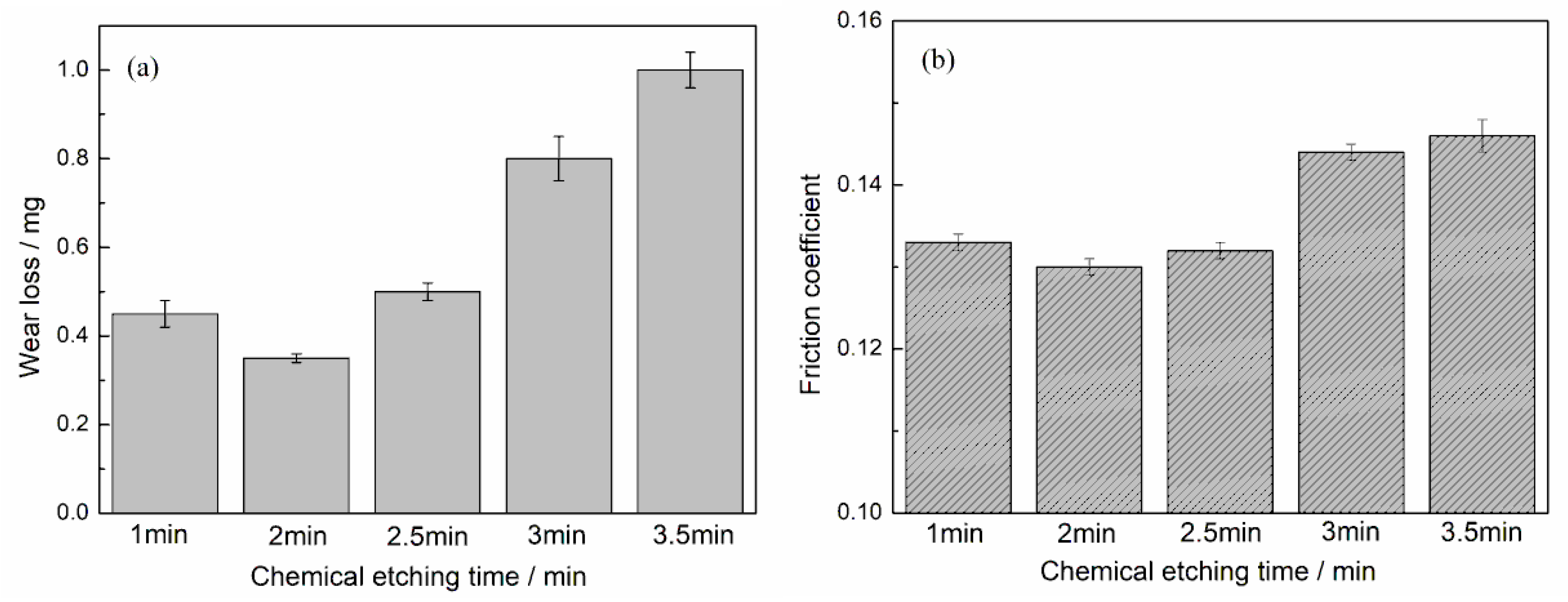
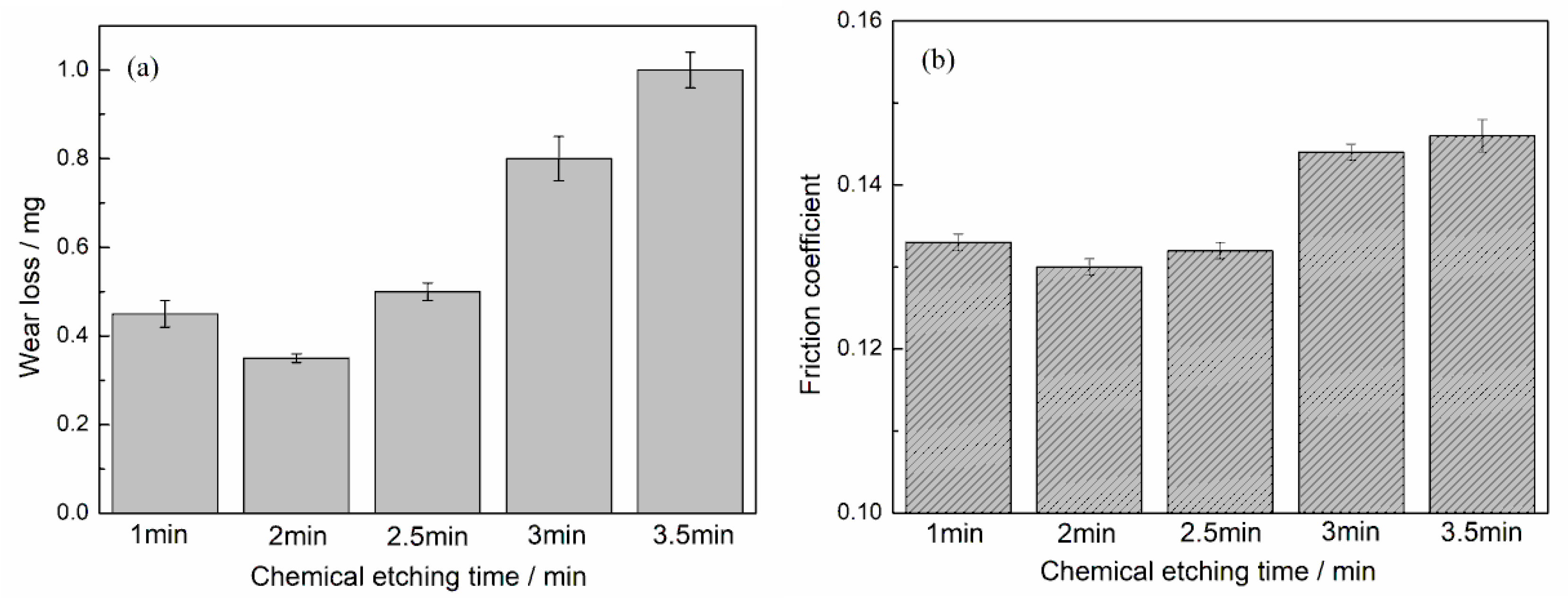
3.2. Anti-Wear Performance after Chemical Etching
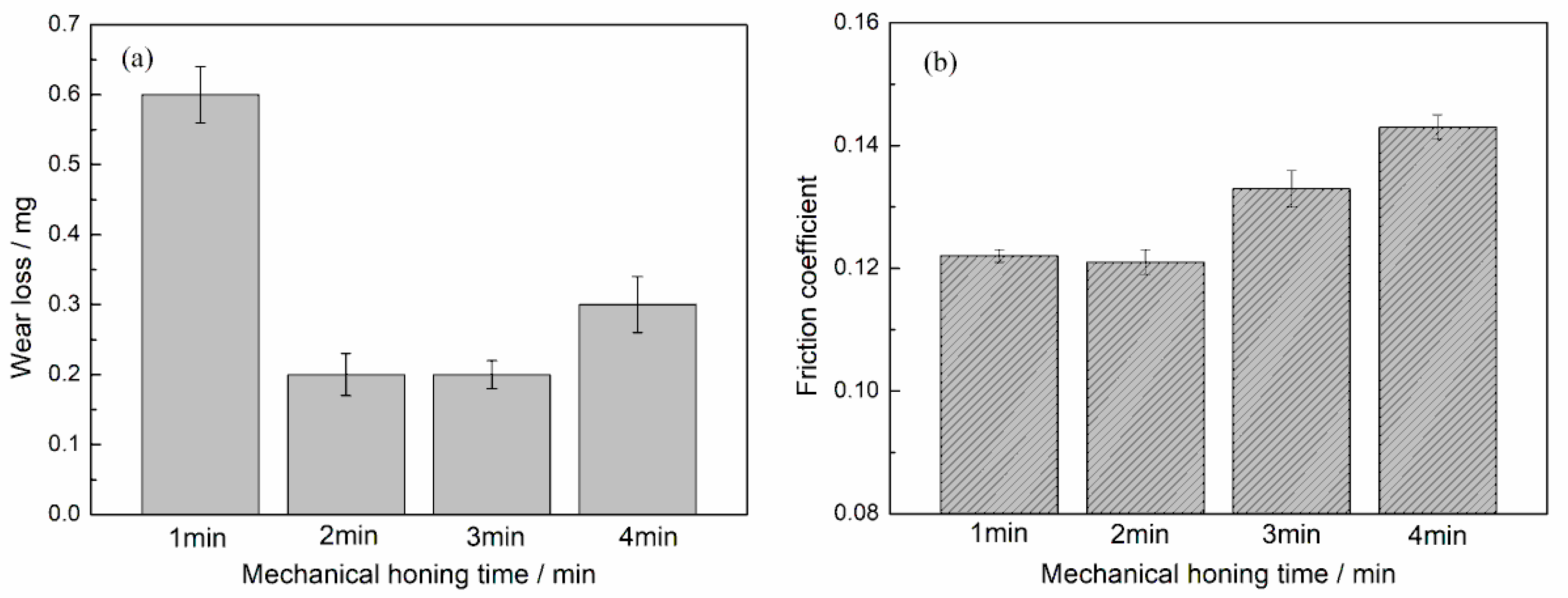
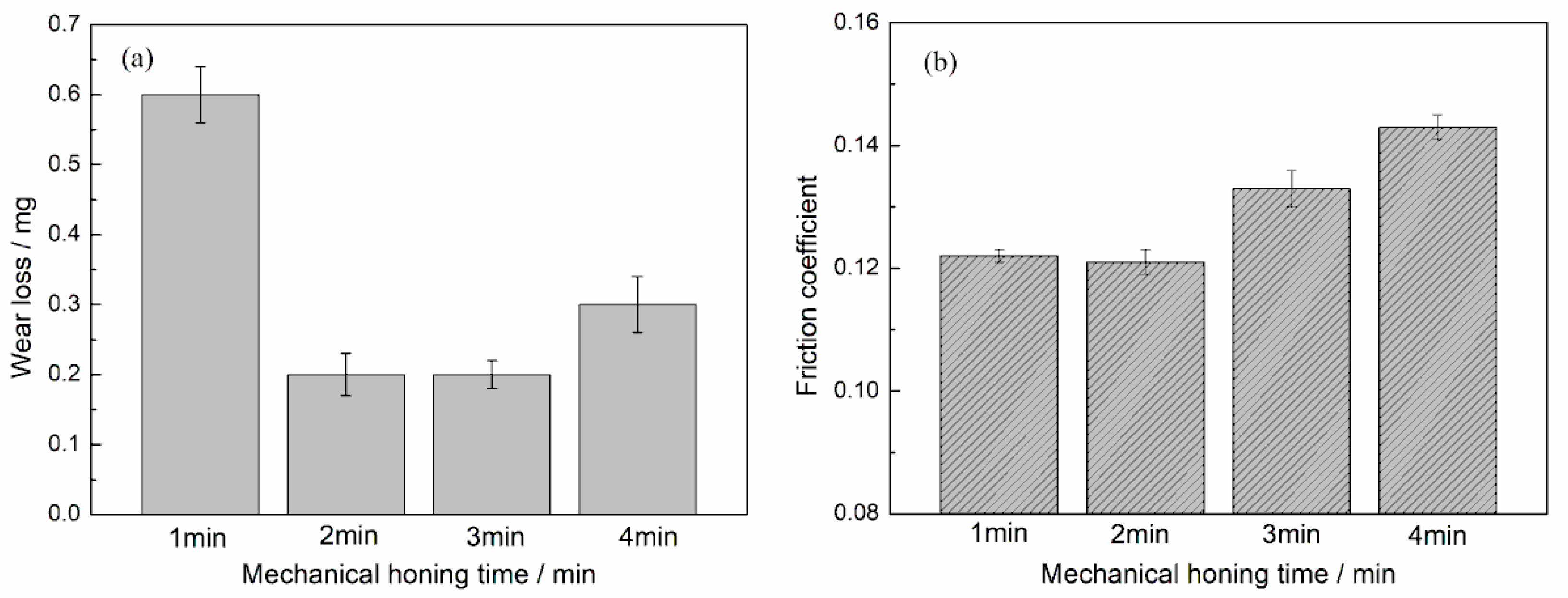
3.3. Anti-Wear Performance after Mechanical Honing
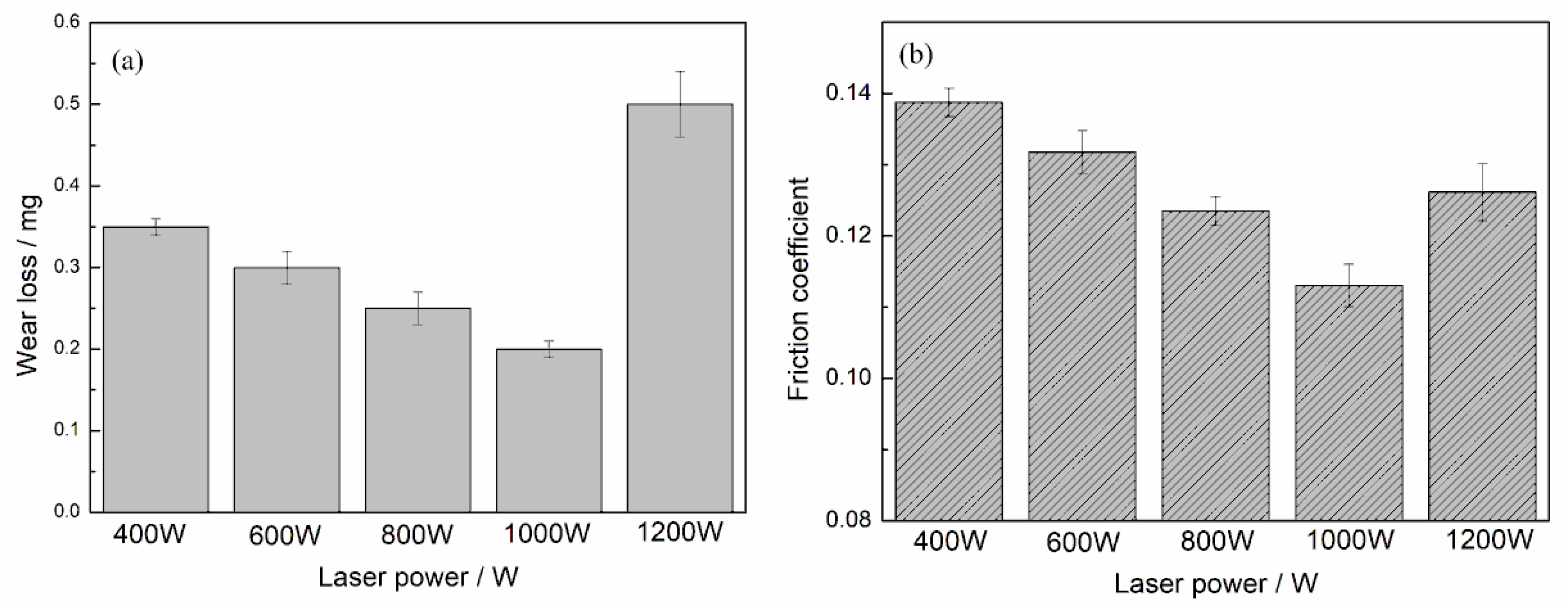
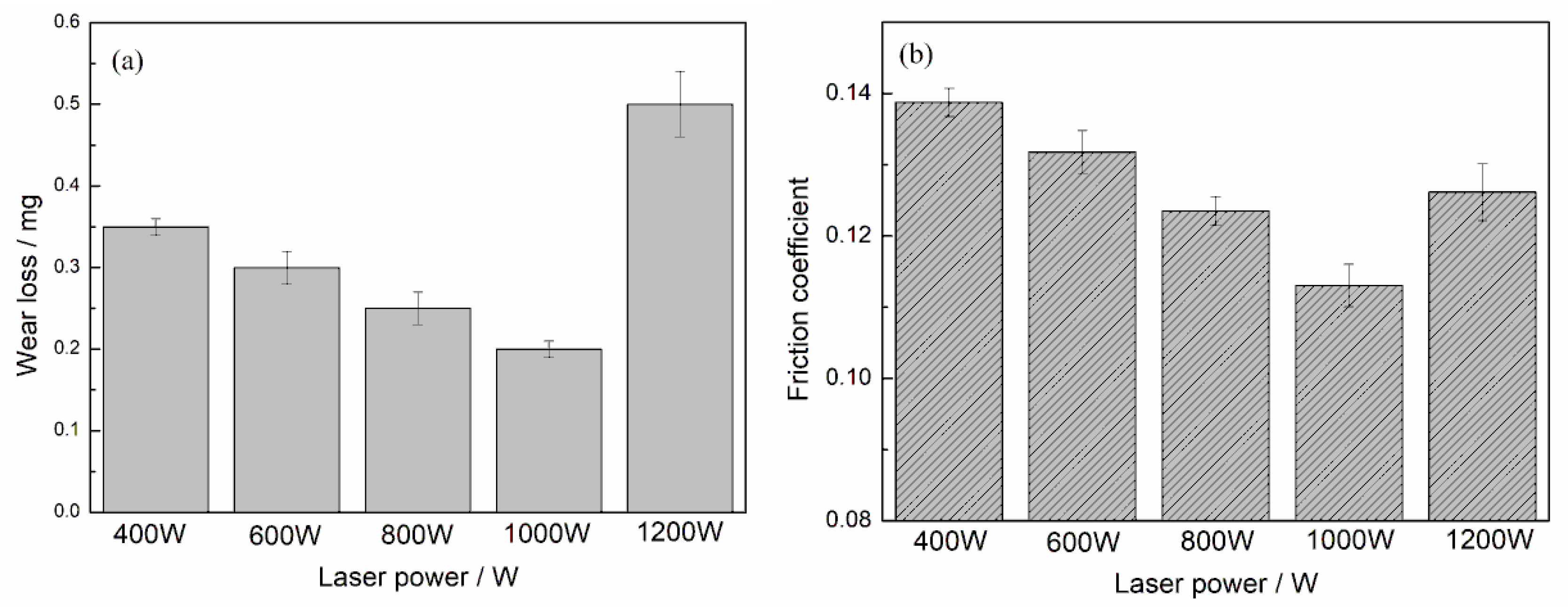
3.4. Anti-Wear Performance after Laser Finishing
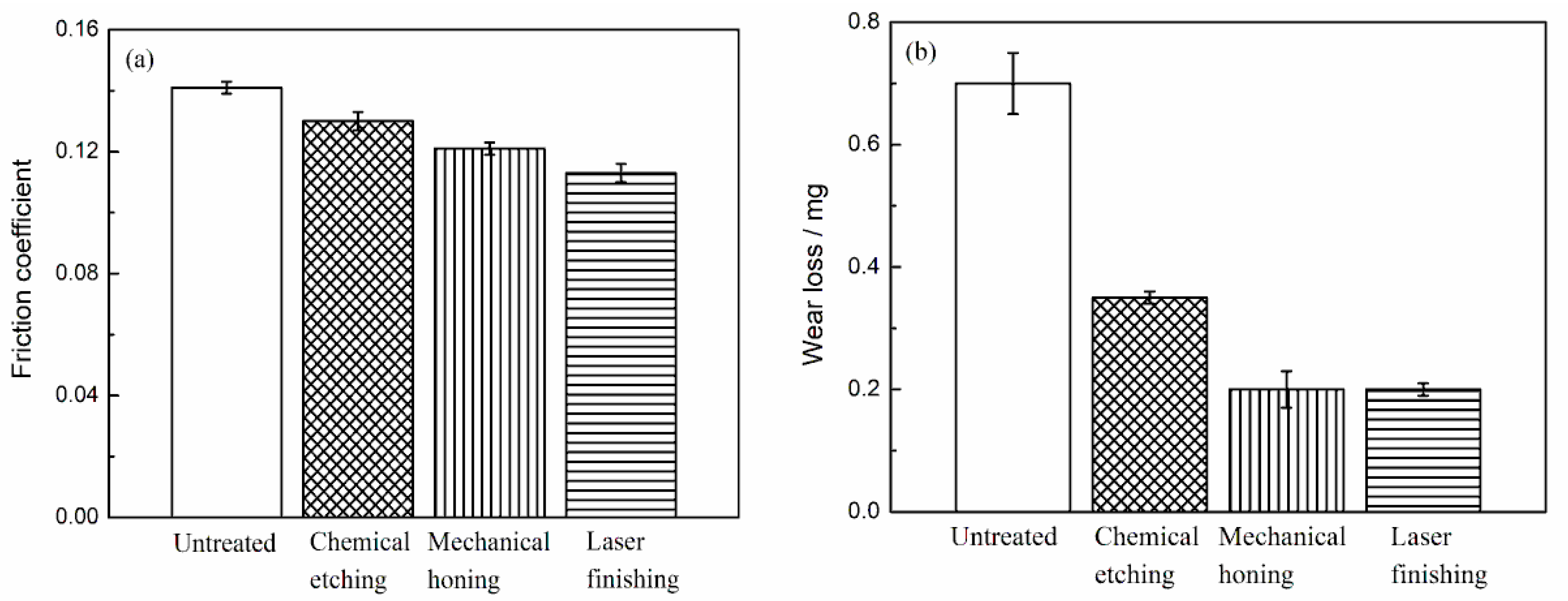
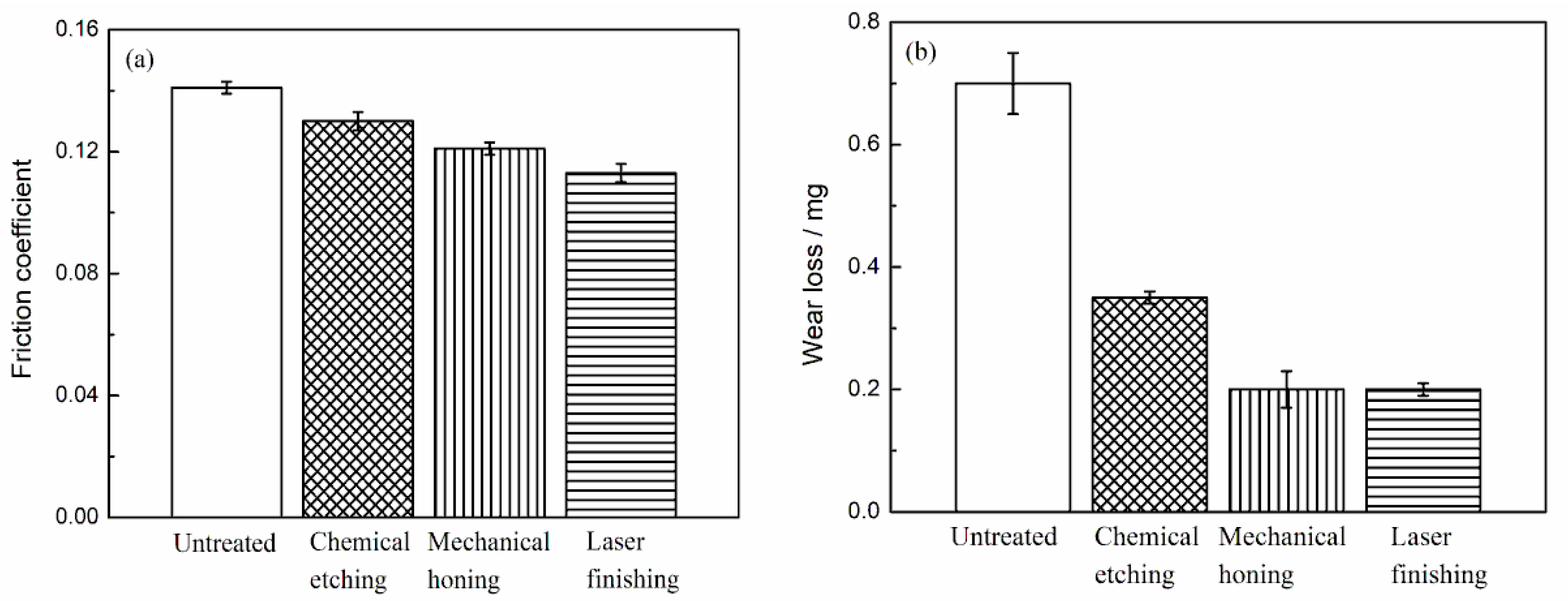
3.5. Anti-Wear Performance Comparisons
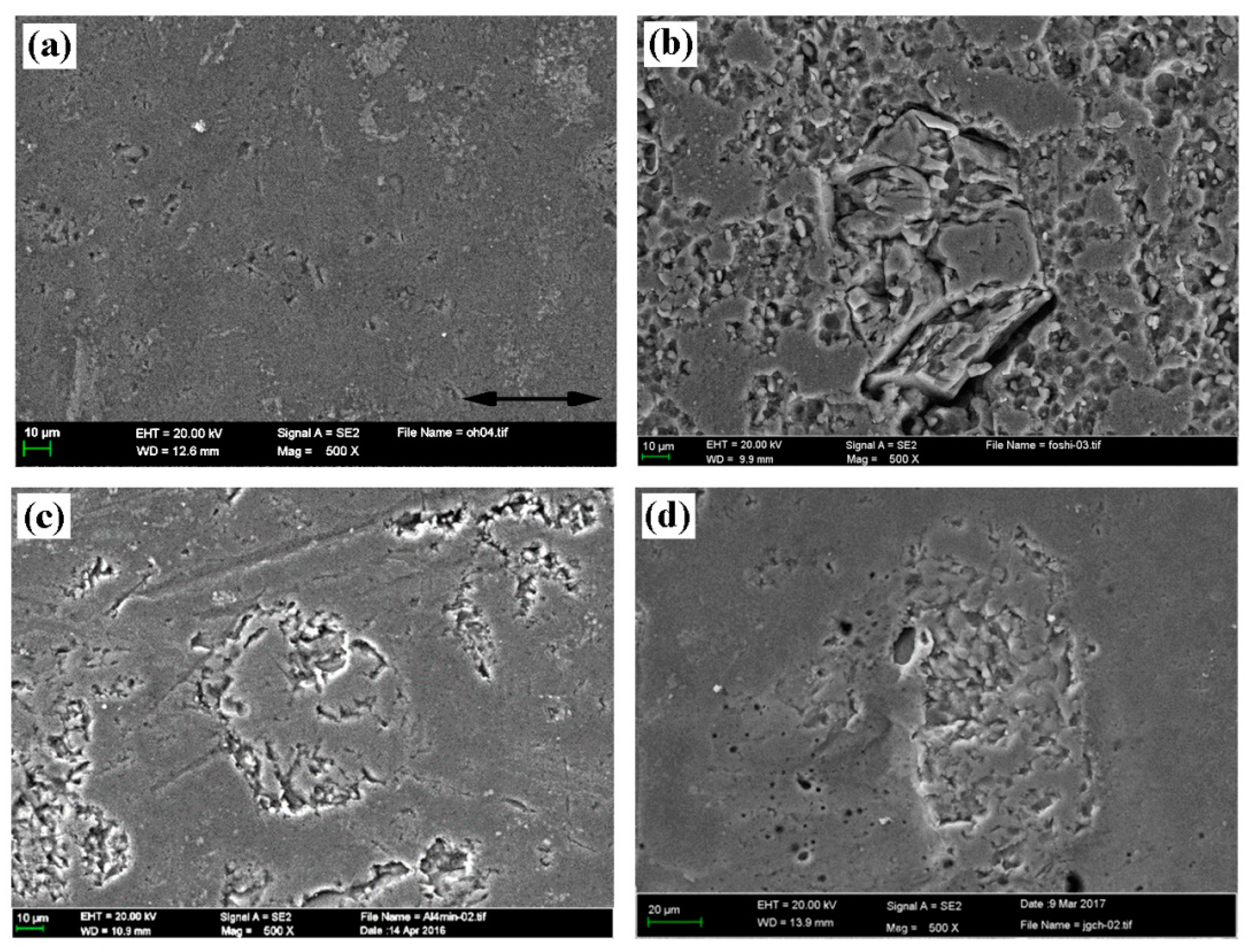
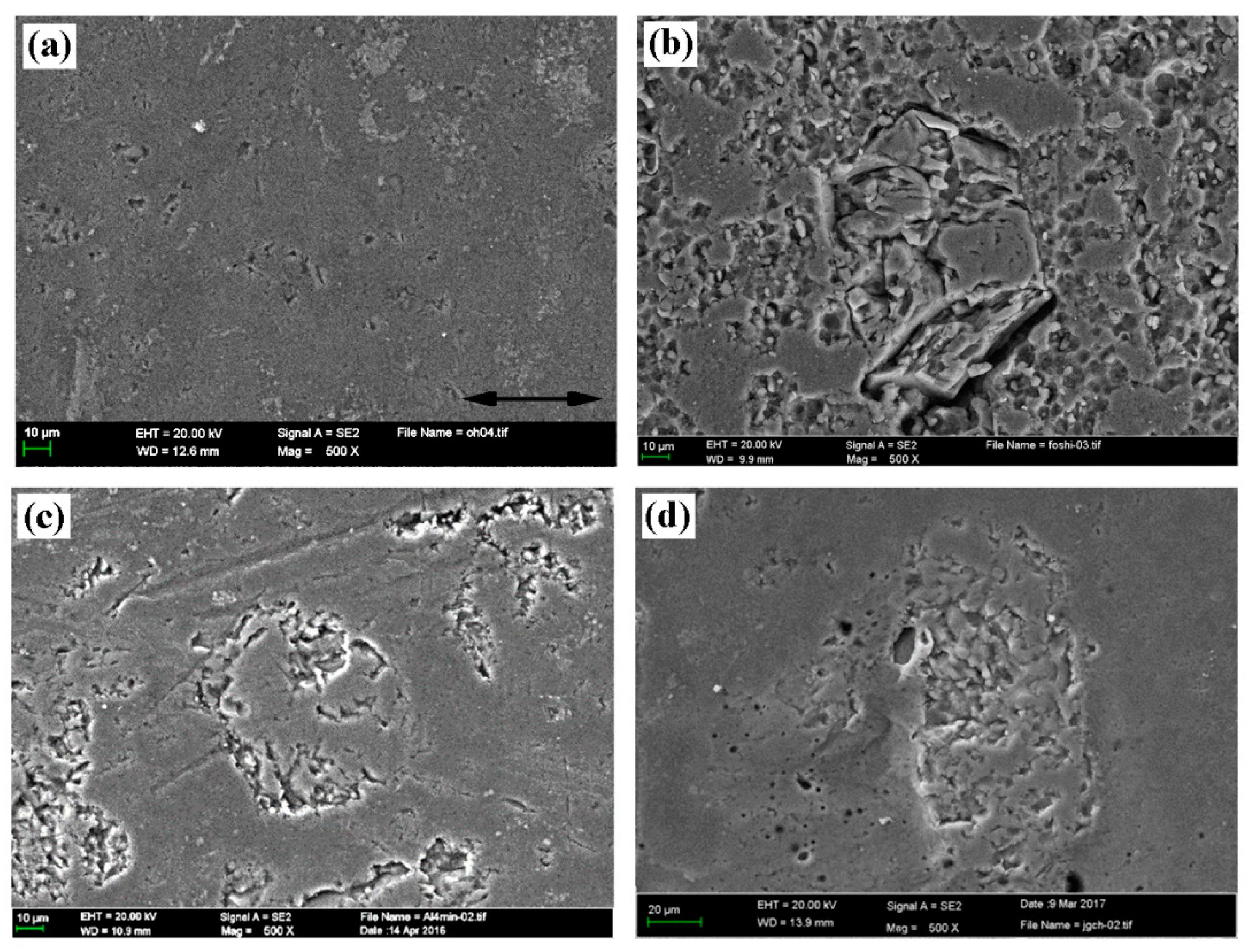
3.6. Surface Morphology of the Worn Cylinder Liner
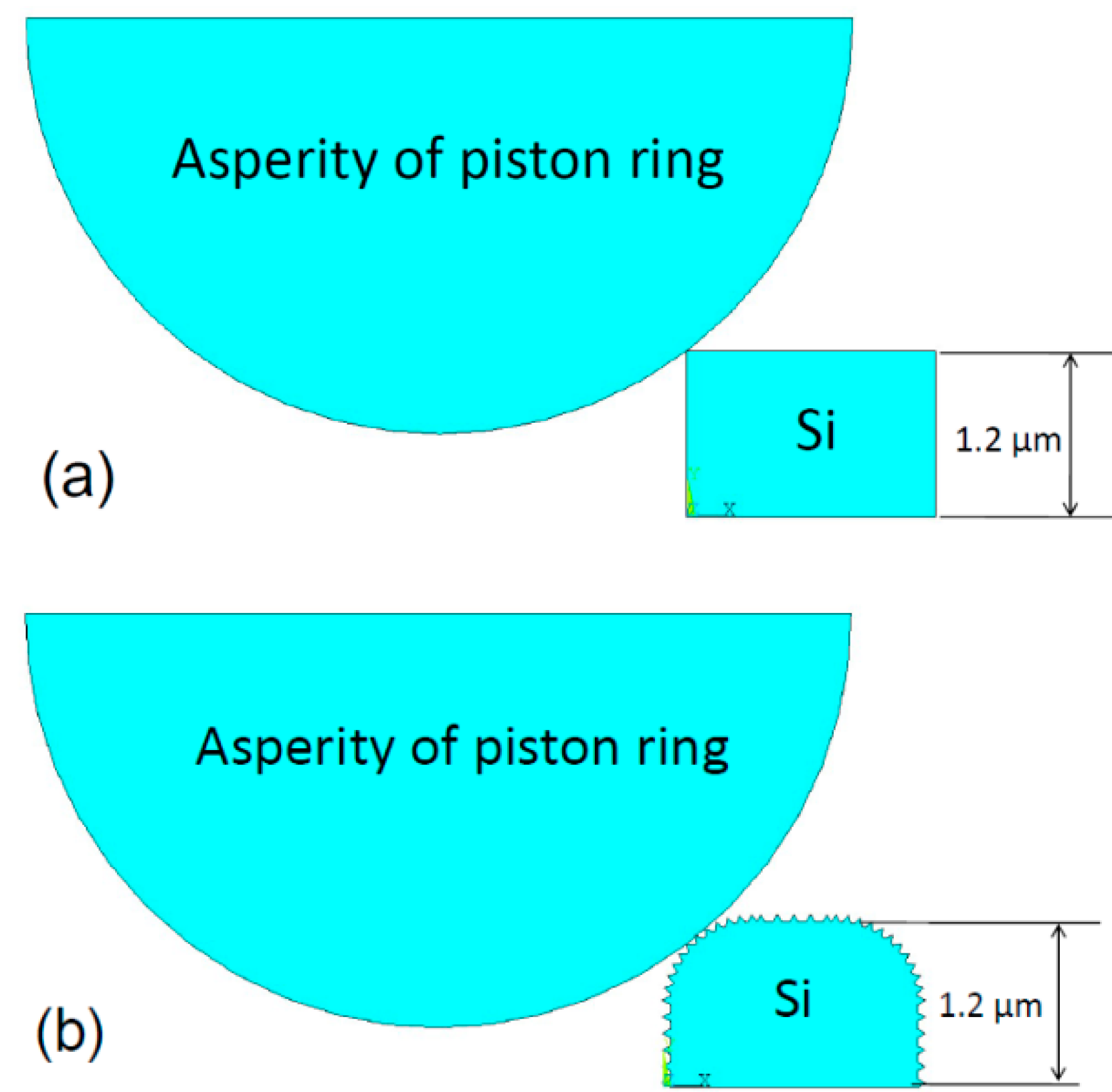
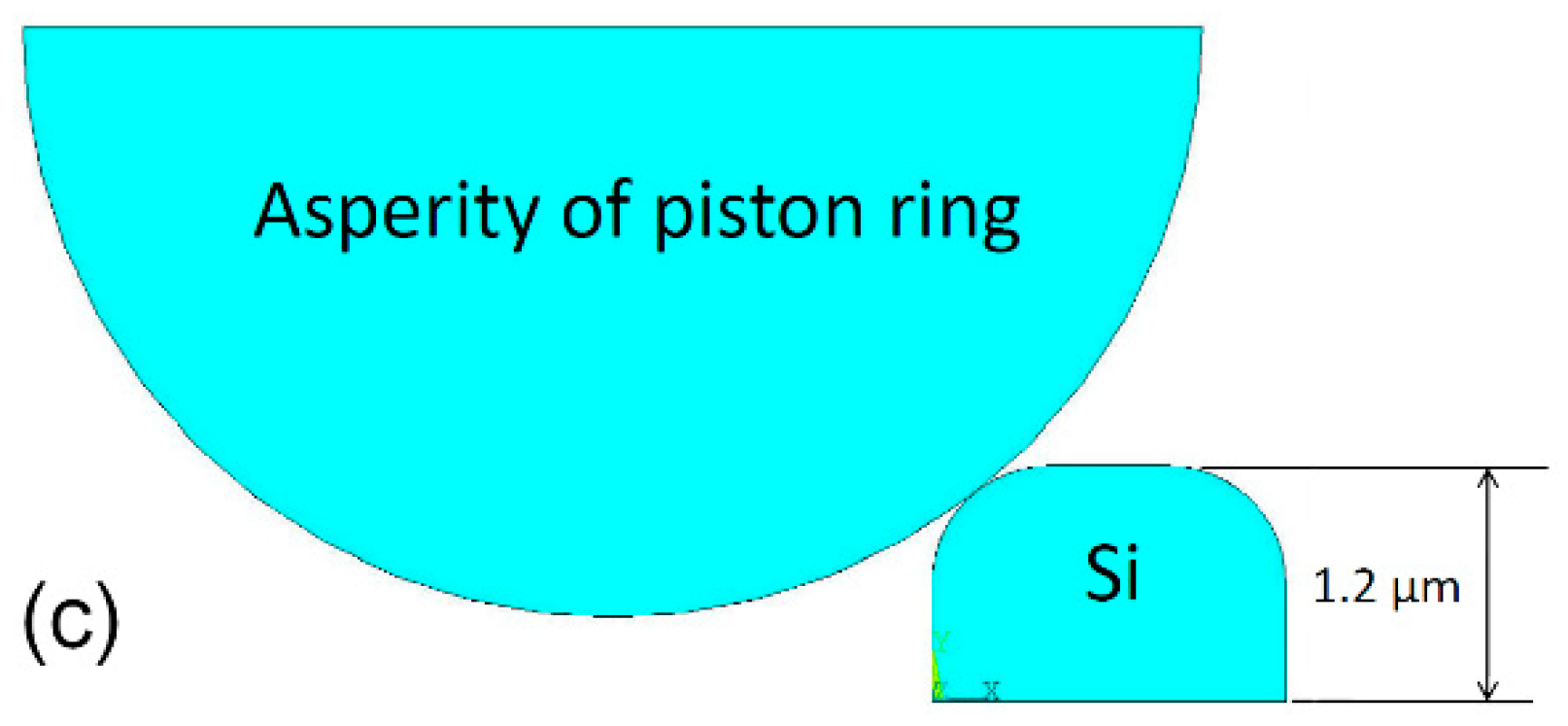
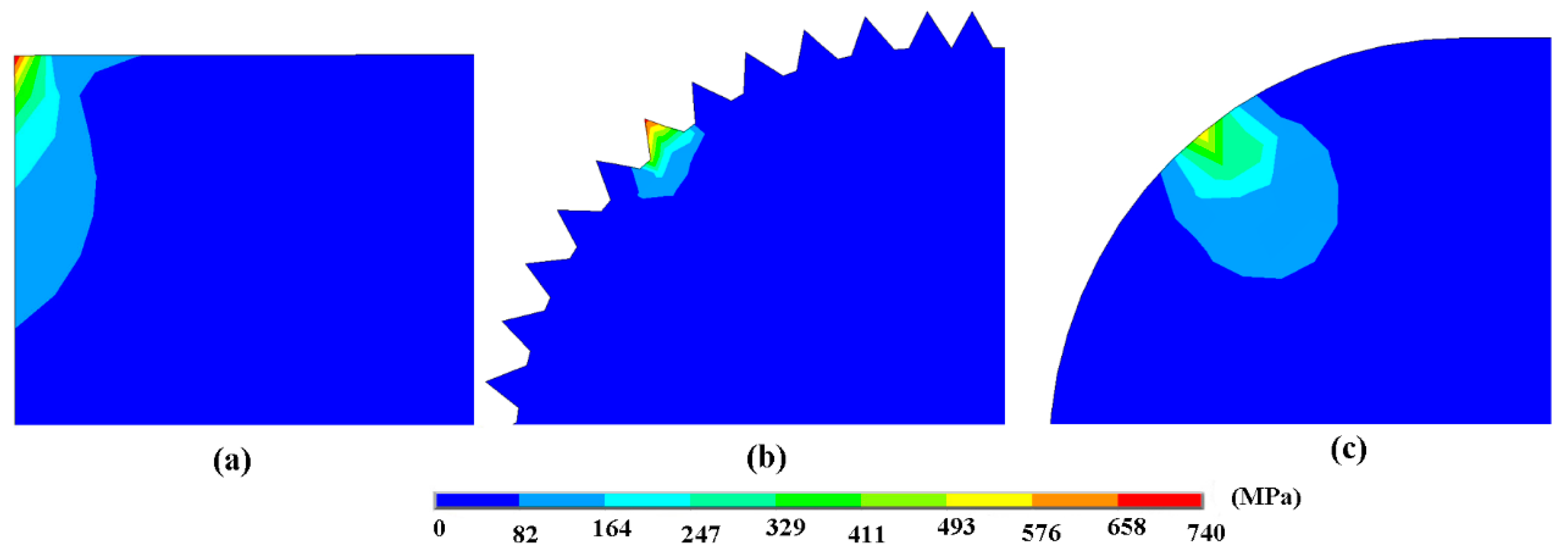
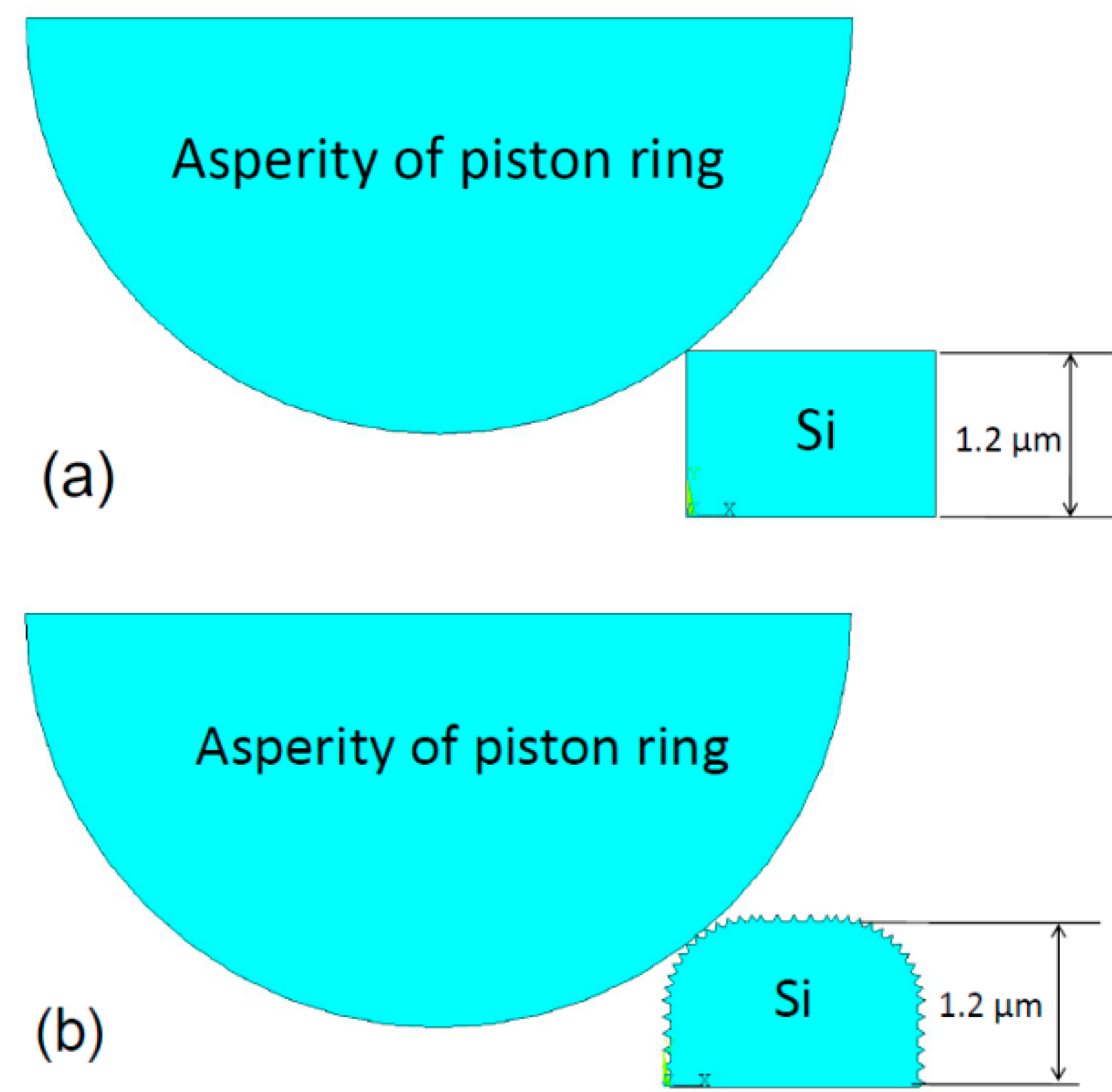
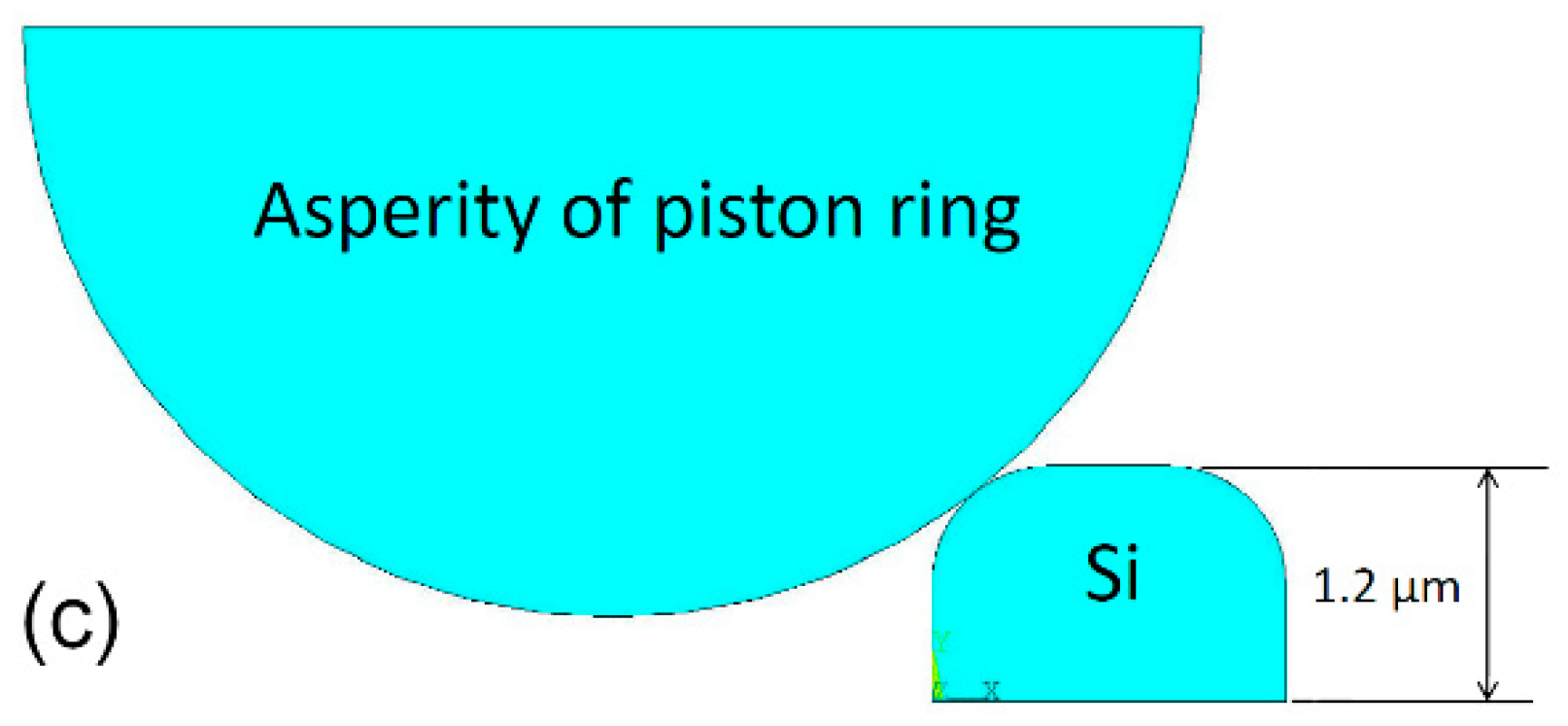
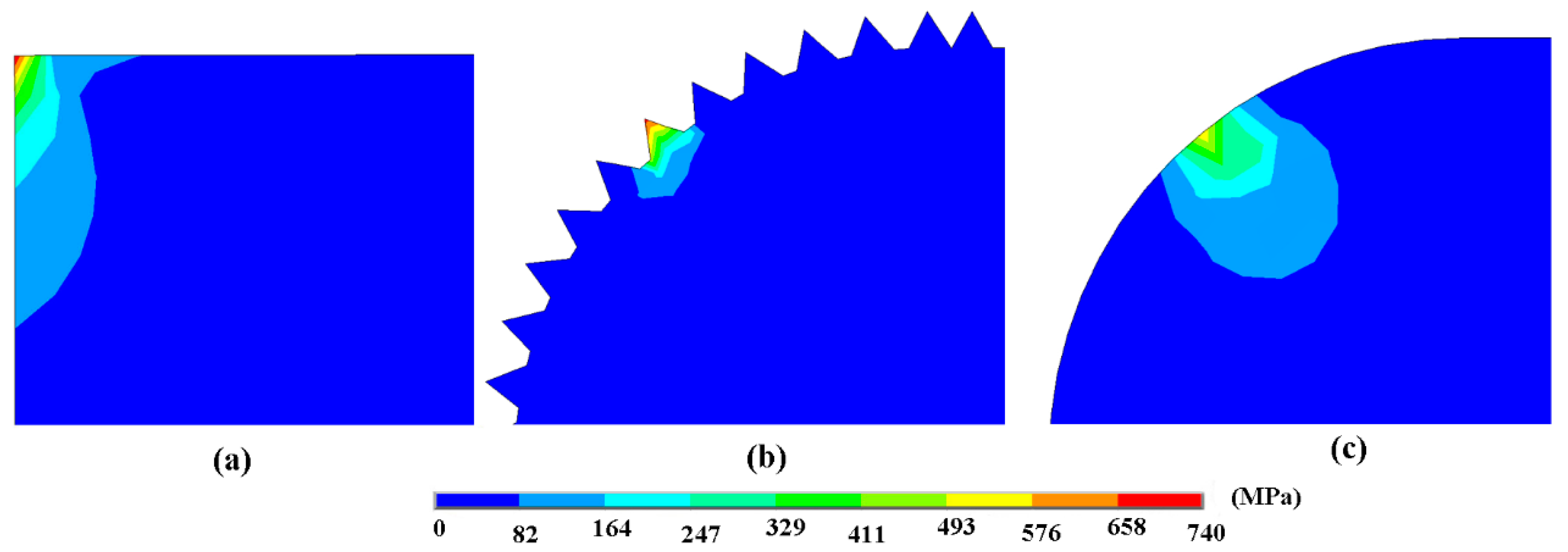
4. Simulation
- The asperity of the piston ring only contacted with the silicon particles.
- The piston ring/silicon particle contact was rigid to flexible, so the piston ring elements could not invade the silicon.
- The worn depth in the three cases was the same, so a downward displacement could be applied on the piston ring, and the value displacement value was set to 0.05 μm.
5. Mechanism of Wear Reduction
6. Conclusions
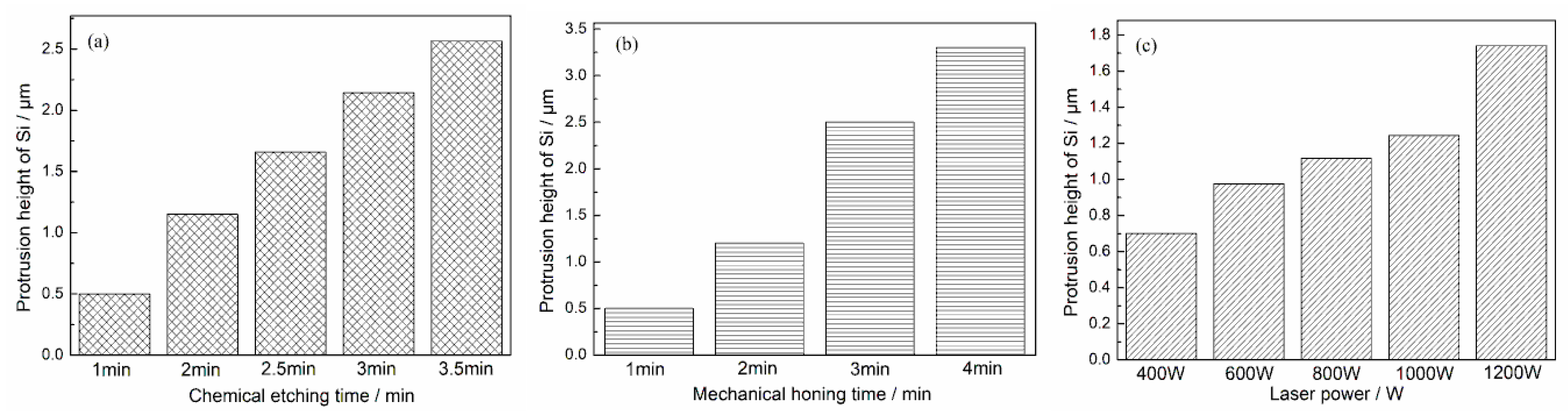
- When etched by a five percent NaOH solution, the friction coefficient and wear loss of the Al–Si alloy cylinder liner tended to first decrease and then increase with the increase in the etching time; the optimal etching time was found to be 2 min.
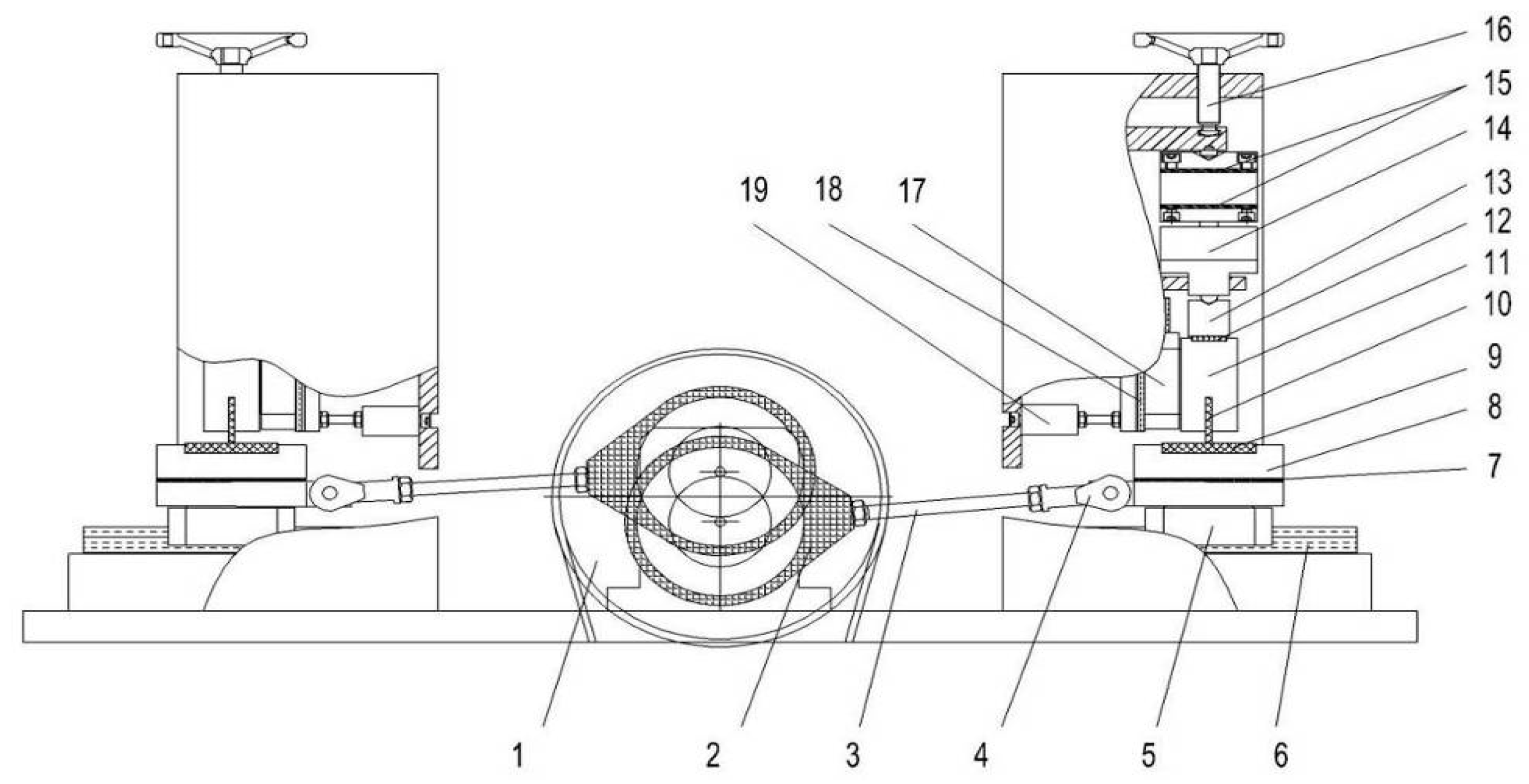
- Based on the self-designed honing machine, the mechanical honing time should not be too long or too short for the Al–Si alloy cylinder liner; the optimal value was found to be 2 min.
- The friction coefficient and wear loss of the Al–Si alloy cylinder liner also first decreased and then increased with the increase of laser power; the optimum laser power was found to be 1000 W.
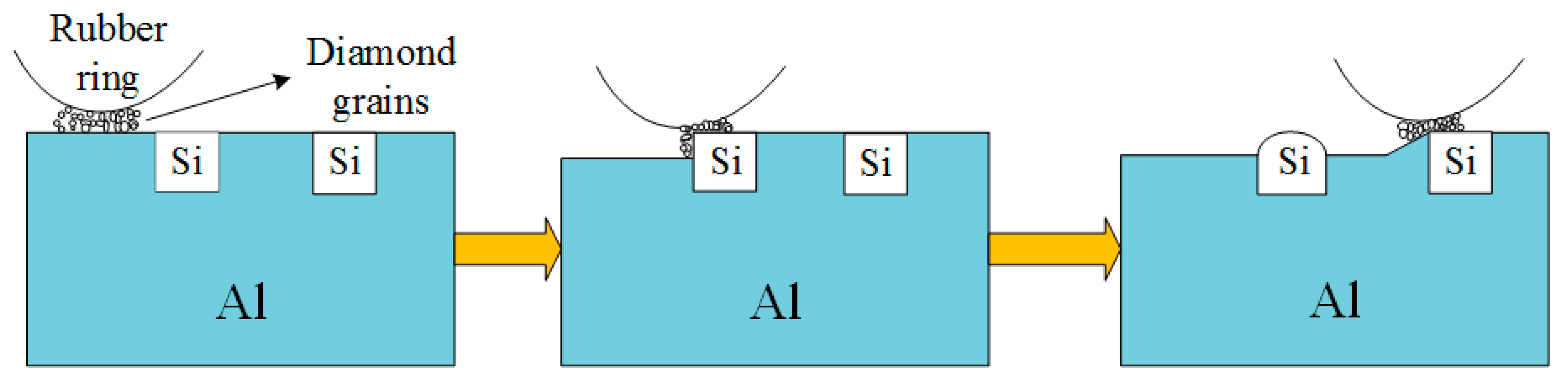
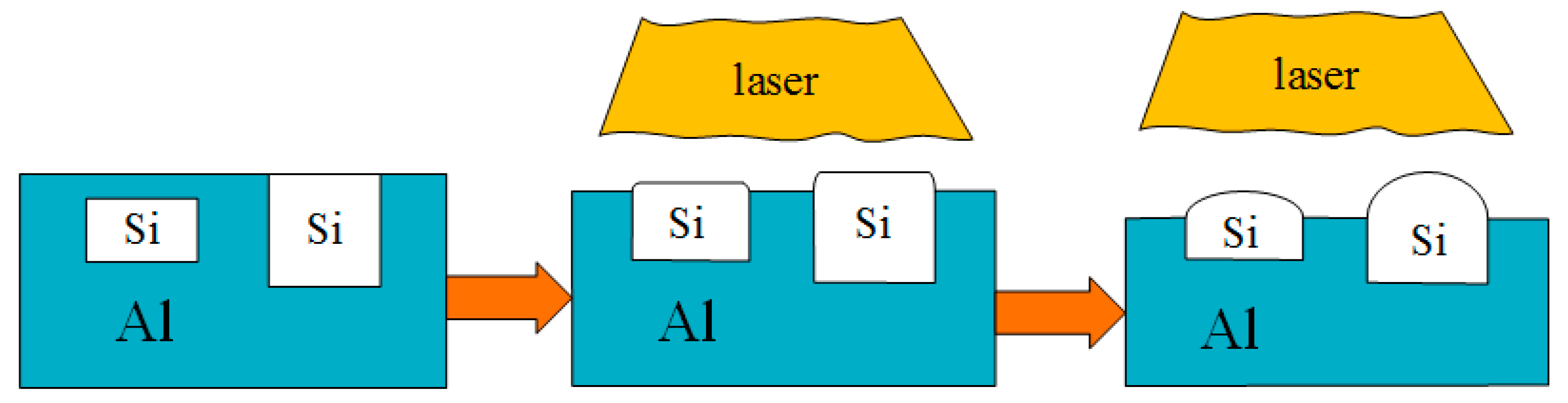
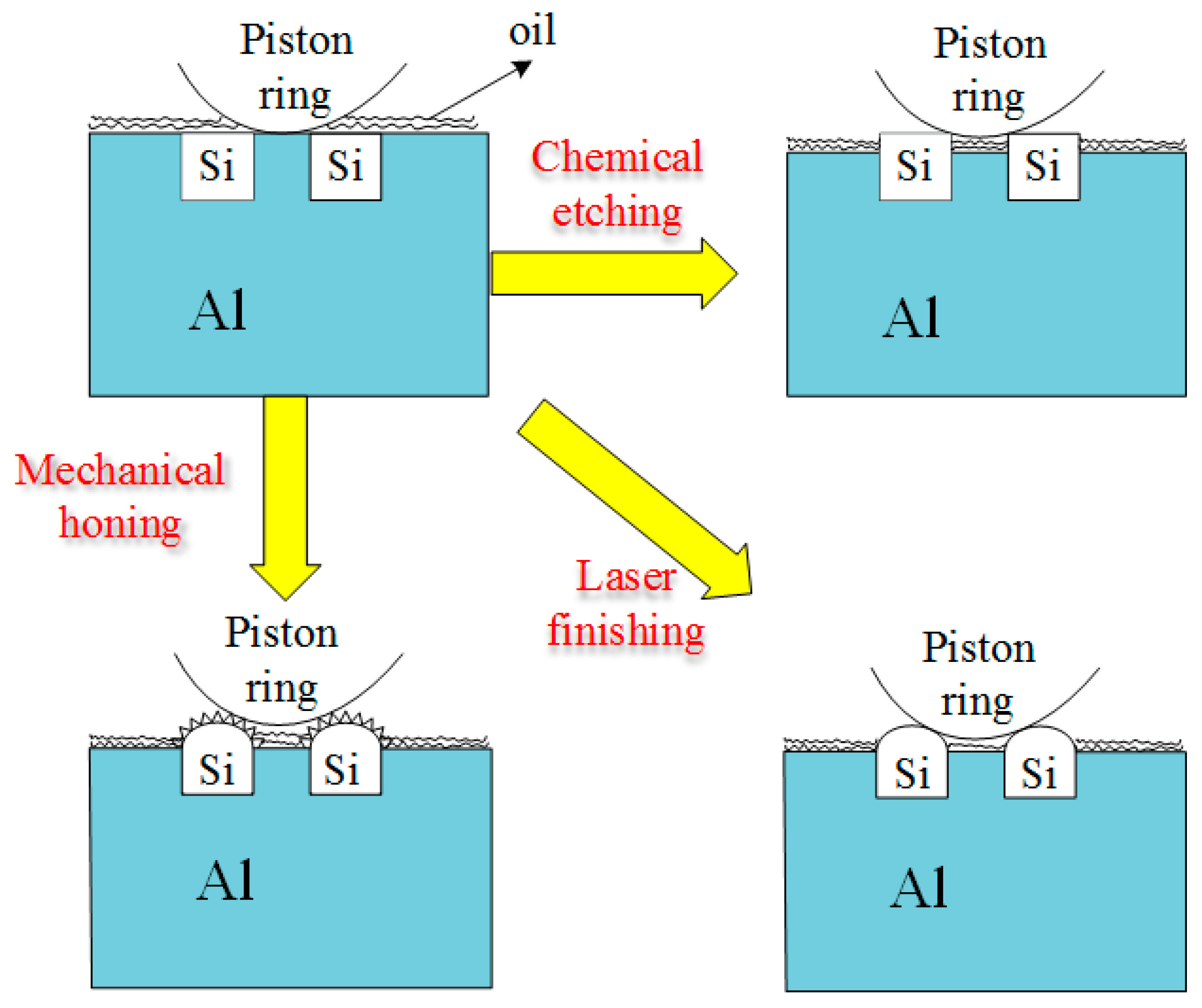
- Chemical etching, mechanical honing, and laser finishing were all found to remove the surface aluminum layer and result in the protrusion of the silicon particles, which bear the load; meanwhile, the lubricating oil was retained in the concave surface to enhance lubrication, resulting in good anti-wear performance.
- Laser finishing resulted in rounded and smooth edges on the silicon particles, which showed the best anti-wear property during the three processing technologies.
Author Contributions
Funding
Conflicts of Interest
References
- Dwivedi, D.K. Adhesive wear behaviour of cast aluminium-silicon alloys: Overview. Mater. Des. 2010, 31, 2517–2531. [Google Scholar] [CrossRef]
- Shahrbabaki, Z.K.M.; Pahlevani, F.; Gorjizadeh, N.; Hossain, R.; Ghasemian, M.B.; Gaikwad, V.; Sahajwalla, V. Direct transformation of metallized paper into Al–Si nano-rod and Al nano-particles using thermal micronizing technique. Materials 2018, 11, 1964. [Google Scholar] [CrossRef] [PubMed]
- Ni, J.Q.; Yu, M.H.; Han, K.Q. Debinding and sintering of an injection-moulded hypereutectic Al–Si alloy. Materials 2018, 11, 807. [Google Scholar] [CrossRef] [PubMed]
- Chiang, K.T.; Tsai, D.C. Effect of silicon particles on the rapidly resolidified layer of Al-Si alloys in the electro discharge machining process. Int. J. Adv. Manuf. Technol. 2008, 36, 707–714. [Google Scholar] [CrossRef]
- Chen, C.; Lu, C.Y.; Feng, X.M.; Shen, Y.F. Effects of annealing on Al–Si coating synthesised by mechanical alloying. Surf. Eng. 2017, 33, 548–558. [Google Scholar] [CrossRef]
- Burkinshaw, M.; Neville, A.; Morina, A.; Sutton, M. ZDDP and its interactions with an organic antiwear additive on both aluminium–silicon and model silicon surfaces. Tribol. Int. 2014, 69, 102–109. [Google Scholar] [CrossRef]
- Ye, H.Z. An overview of the development of Al–Si alloy based material for engine applications. J. Mater. Eng. Perform. 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Elmadagli, M.; Perry, T.; Alpas, A.T. A parametric study of the relationship between microstructure and wear resistance of Al–Si alloys. Wear 2007, 262, 79–92. [Google Scholar] [CrossRef]
- Slattery, B.E.; Perry, T.; Edrisy, A. Microstructural evolution of a eutectic Al–Si engine subjected to severe running conditions. Mat. Sci. Eng. A 2009, 512, 76–81. [Google Scholar] [CrossRef]
- Slattery, B.E.; Edrisy, A.; Perry, T. Investigation of wear induced surface and subsurface deformation in a linerless Al–Si engine. Wear 2010, 269, 298–309. [Google Scholar] [CrossRef]
- Zandrahimi, M.; Rezvanifar, A. Investigation of dislocation characterisation in worn Al–Si alloys with different sliding speeds using X-Ray diffraction. Tribol. Lett. 2012, 46, 255–261. [Google Scholar] [CrossRef]
- Dwivedi, D.K. Wear behaviour of cast hypereutectic aluminium silicon alloys. Mater. Des. 2006, 27, 610–616. [Google Scholar] [CrossRef]
- Chen, M.; Meng-Burany, X.; Perry, T.A.; Alpas, A.T. Micromechanisms and mechanics of ultra-mild wear in Al–Si alloys. Acta Mater. 2008, 56, 5605–5616. [Google Scholar] [CrossRef]
- Chen, M.; Perry, T.A.; Alpas, A.T. Ultra-mild wear in eutectic Al–Si alloys. Wear 2007, 263, 552–561. [Google Scholar] [CrossRef]
- Li, C.D.; Li, B.; Shen, Y.; Jin, M.; Xu, J.J. Effect of surface chemical etching on the lubricated reciprocating wear of honed Al–Si alloy. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 722–731. [Google Scholar] [CrossRef]
- Riahi, A.R.; Perry, T.A.; Alpas, A.T. Scuffing resistances of Al–Si alloys: Effects of etching condition, surface roughness and particle morphology. Mat. Sci. Eng. A 2003, 343, 76–81. [Google Scholar] [CrossRef]
- Das, S.; Perry, T.; Biswas, S.K. Effect of surface etching on the lubricated sliding wear of an eutectic aluminium-silicon alloy. Tribol. Lett. 2006, 21, 193–204. [Google Scholar] [CrossRef]
- Woś, P.; Michalski, J. Effect of initial cylinder liner honing surface roughness on aircraft piston engine performances. Tribol. Lett. 2011, 41, 555–567. [Google Scholar] [CrossRef]
- Pawlus, P.; Cieslak, T.; Mathia, T. The study of cylinder liner plateau honing process. J. Mater. Process. Tech. 2009, 209, 6078–6086. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Sep, J. Tribological characteristics of one-process and two-process cylinder liner honed surfaces under reciprocating sliding conditions. Tribol. Int. 2010, 43, 1882–1892. [Google Scholar] [CrossRef]
- Tang, M.K.; Zhang, L.C.; Shi, Y.S.; Zhu, W.Z.; Zhang, N. Research on the improvement effect and mechanism of micro-scale structures treated by laser micro-engraving on 7075 Al alloy tribological properties. Materials 2019, 12, 630. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, K.; Mccay, M.H.; Dahotre, N.B. Formation of a wear resistant surface on Al by laser aided in-situ synthesis of MoSi2. J. Mater. Process. Tech. 1999, 88, 169–179. [Google Scholar] [CrossRef]
- Tomida, S.; Nakata, K.; Shibata, S. Improvement in wear resistance of hyper-eutetic Al–Si cast alloy by laser surface remelting. Surf. Coat. Technol. 2003, 169, 468–471. [Google Scholar] [CrossRef]
- Sušnik, J.; Šturm, R.; Grum, J. Influence of laser surface remelting on Al–Si alloy properties. Strojniški vestnik-J. Mech. Eng. 2012, 58, 614–620. [Google Scholar] [CrossRef]
- Shen, Y.; Lv, Y.T.; Li, B.; Huang, R.X.; Yu, B.H.; Wang, W.W.; Li, C.D.; Xu, J.J. Reciprocating electrolyte jet with prefabricated-mask machining micro-dimple arrays on cast iron cylinder liner. J. Mater. Process. Tech. 2019, 266, 329–338. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Fe | Cu | Mg | Zn |
|---|---|---|---|---|---|---|
| wt.% | 71 | 20.1 | 0.9 | 5 | 0.6 | 1.0 |
| Item | Value | Test Method |
|---|---|---|
| Kinematic viscosity 100 °C (mm2·s−1) | 14.75 | GB/T 265 |
| Cryogenic dynamic viscosity −25 °C (MPa·s) | 5480 | GB/T 6538 |
| Cryogenic pumping viscosity (no yield stress) −30 °C (MPa·s) | 240 | SH/T 0562 |
| Pour point (°C) | −36 | GB/T3535 |
| Flash point (open) (°C) | 230 | GB/T3536 |
| Moisture (wt.%) | <0.03 | GB/T 260 |
| Mechanical impurities (wt.%) | <0.01 | GB/T 511 |
| High temperature and high shear rate viscosity (150 °C, 106 s−1) (MPa·s) | 4.0 | SH/T 0618 |
| Material | Elasticity Modulus (GPa) | Poisson’s Ratio | Density (g/cm3) |
|---|---|---|---|
| Si | 190 | 0.28 | 2.33 |
| Al | 71.7 | 0.33 | 2.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, F.; Li, C.; Mi, Z.; Shen, Y.; Huang, R.; Han, X.; Dong, Y.; Xu, J. Anti-Wear Property of Aluminum–Silicon Alloy Treated by Chemical Etching, Mechanical Honing and Laser Finishing. Materials 2019, 12, 1273. https://doi.org/10.3390/ma12081273
Du F, Li C, Mi Z, Shen Y, Huang R, Han X, Dong Y, Xu J. Anti-Wear Property of Aluminum–Silicon Alloy Treated by Chemical Etching, Mechanical Honing and Laser Finishing. Materials. 2019; 12(8):1273. https://doi.org/10.3390/ma12081273
Chicago/Turabian StyleDu, Fengming, Chengdi Li, Zetian Mi, Yan Shen, Ruoxuan Huang, Xiaoguang Han, Yong Dong, and Jiujun Xu. 2019. "Anti-Wear Property of Aluminum–Silicon Alloy Treated by Chemical Etching, Mechanical Honing and Laser Finishing" Materials 12, no. 8: 1273. https://doi.org/10.3390/ma12081273
APA StyleDu, F., Li, C., Mi, Z., Shen, Y., Huang, R., Han, X., Dong, Y., & Xu, J. (2019). Anti-Wear Property of Aluminum–Silicon Alloy Treated by Chemical Etching, Mechanical Honing and Laser Finishing. Materials, 12(8), 1273. https://doi.org/10.3390/ma12081273