Influence of Nanoclay Content on Cement Matrix for Oil Wells Subjected to Cyclic Steam Injection



Abstract
:1. Introduction
2. Methodology
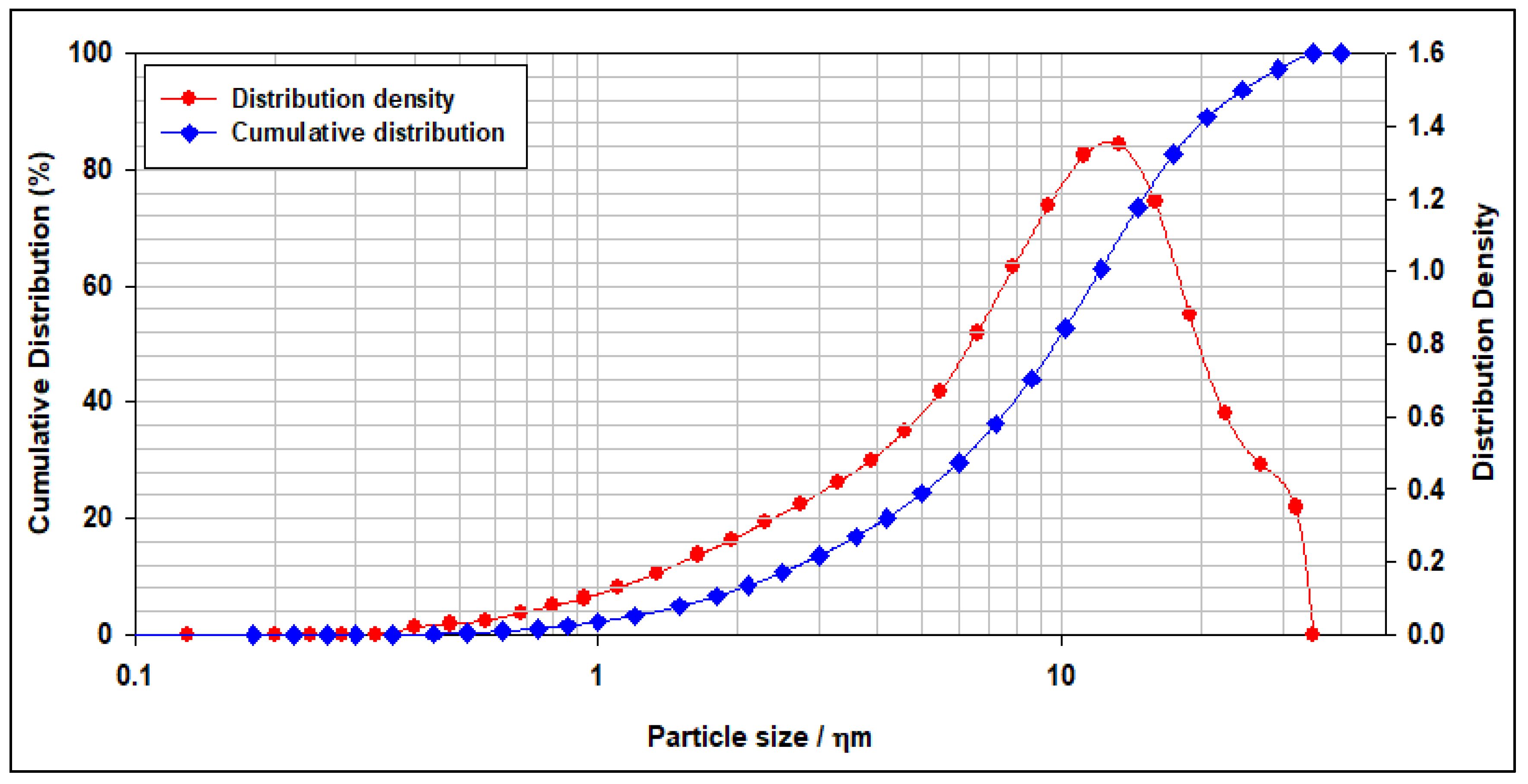
2.1. Materials
2.2. Samples Preparation and Curing
2.3. Compressive Strength Measurement
2.4. Permeability Measurement
2.5. Tensile Strength Measurement
2.6. Non-Evaporable Water Content
2.7. Optical Microscope Images
2.8. Rheology
3. Results and Discussion
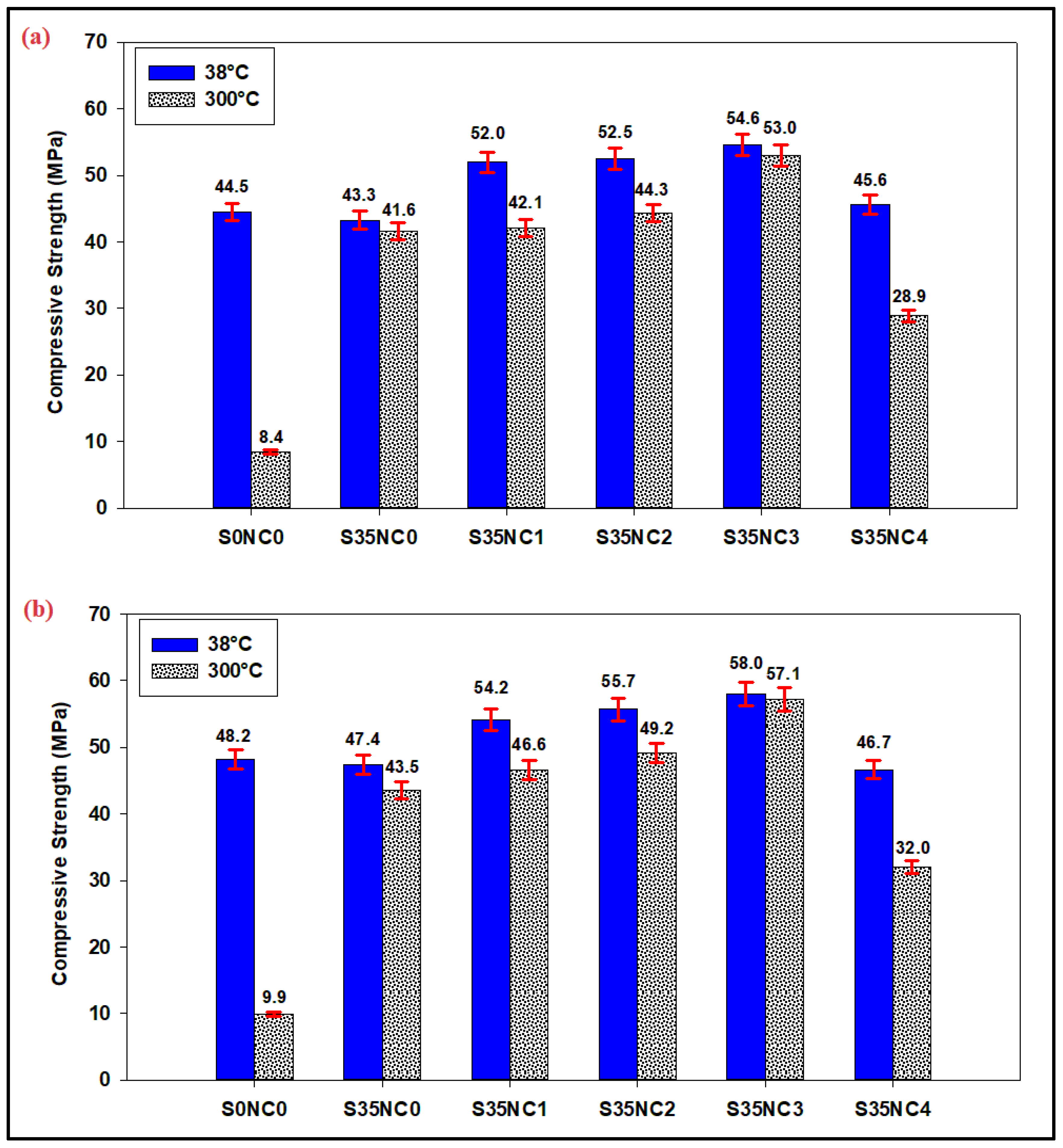
3.1. Compressive Strength Results
3.2. Tensile Strength Results
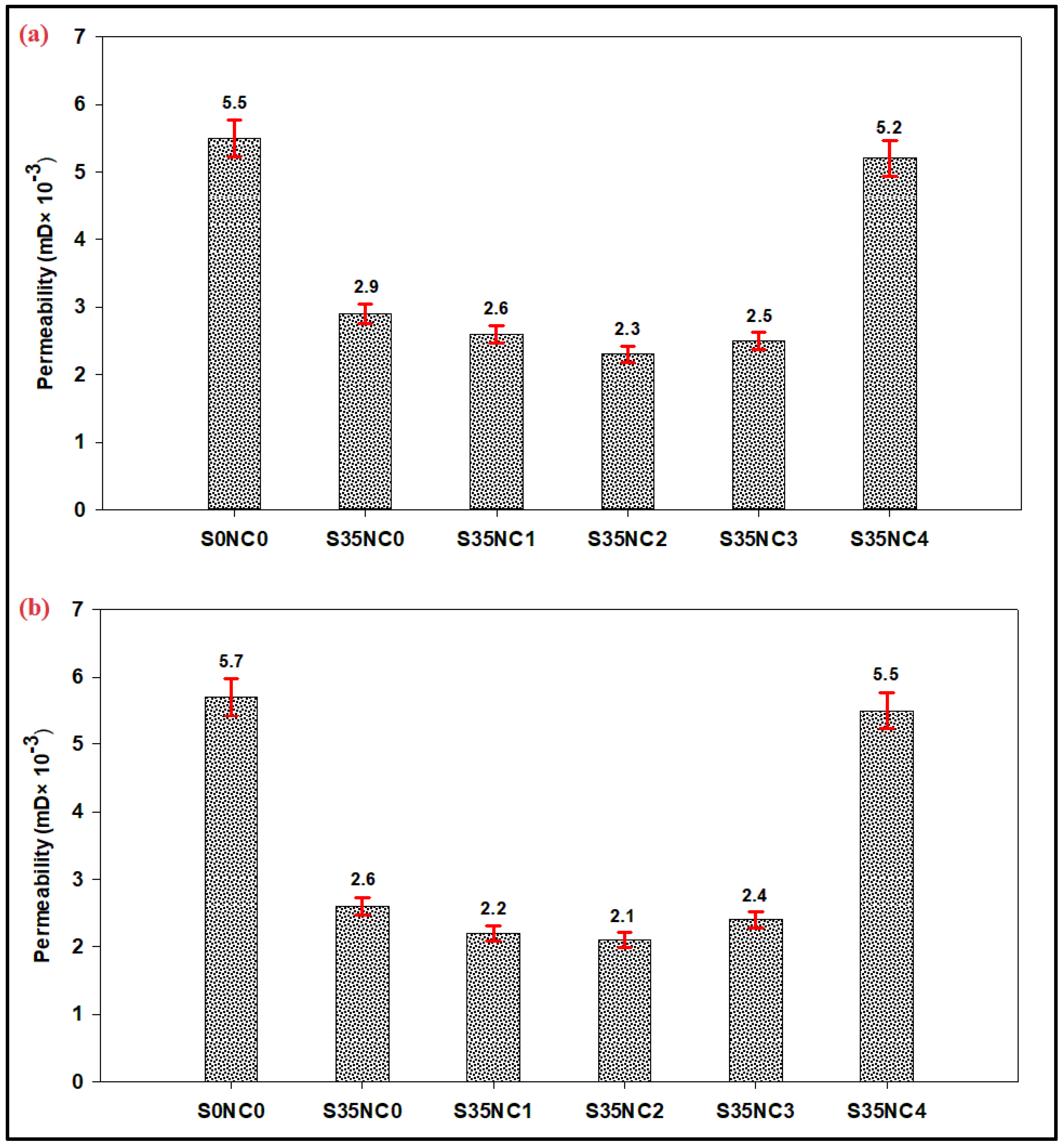
3.3. Permeability Measurement Results
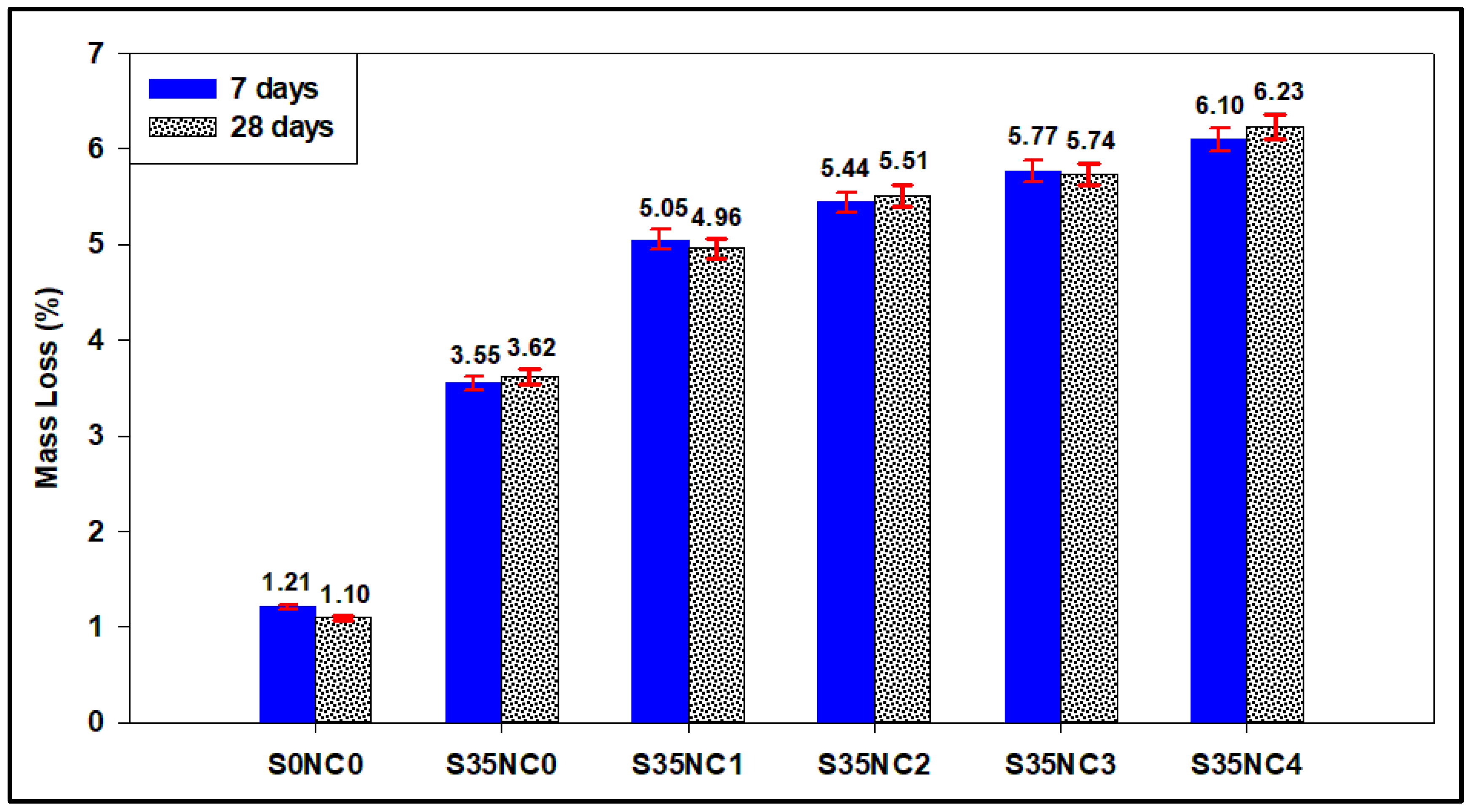
3.4. Non-Evaporable Water Content and Optical Microscope Images
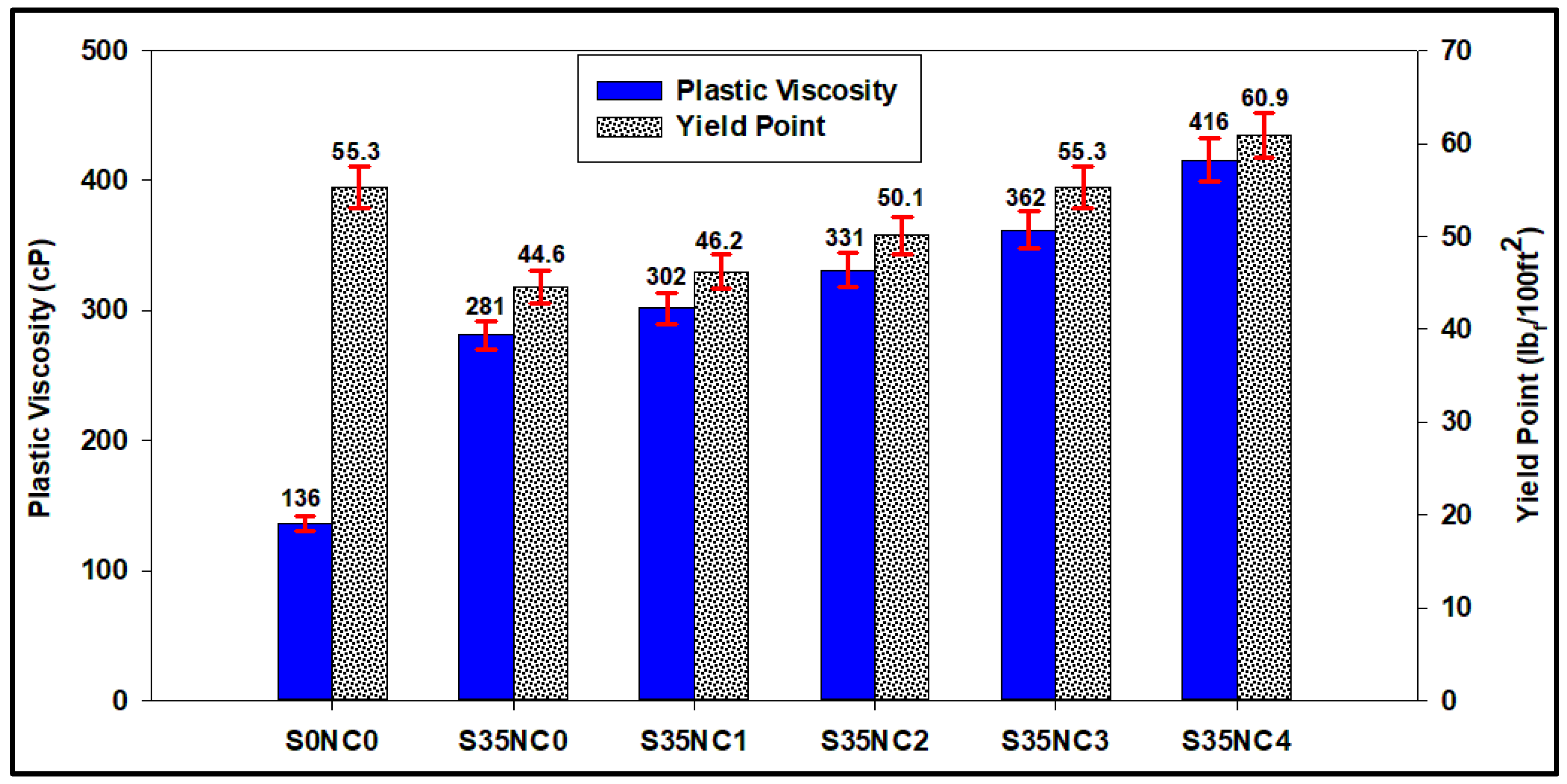
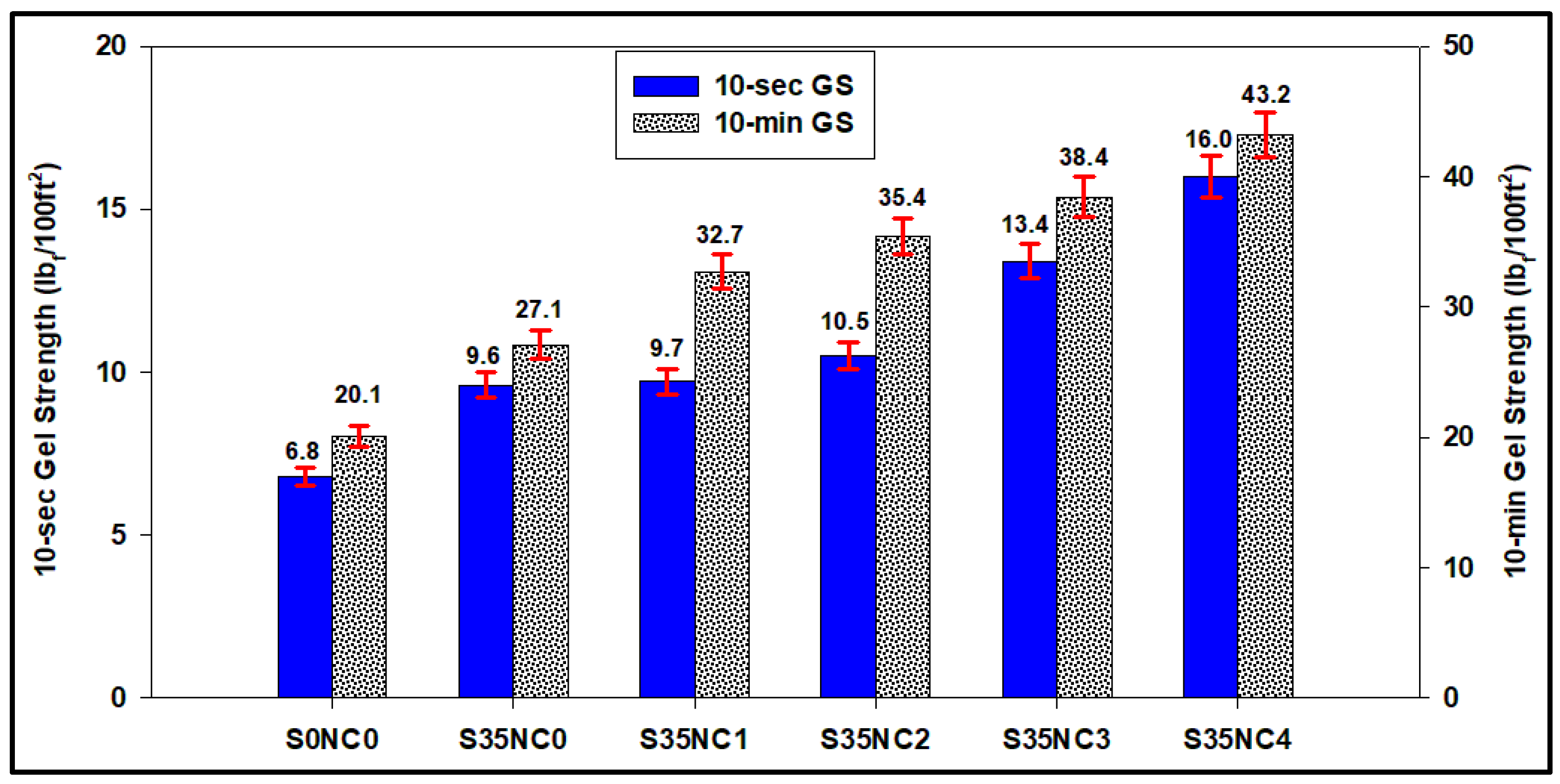
3.5. Effect on Rheological Parameters
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| API | American Petroleum Institute |
| BWOC | By Weight of Cement |
| CH | Calcium Hydroxide (Portlandite) |
| C-S-H | Calcium Silicate Hydrates |
| OPC | Ordinary Portland Cement |
| OWC | Oil Well Cement |
| SF | Silica Flour |
| SG | Specific Gravity |
| mD | Millidarcy |
| NC | Nanoclay |
References
- Rabia, H. Well Engineering and Construction. Entrac Consulting; Entrac Petroleum: London, UK, 2001; Chapter 6; p. 203. [Google Scholar]
- Mitchell, R.F.; Miska, S.Z. Fundamentals of Drilling Engineering; Society of Petroleum Engineers, Inc.: Richardson, TX, USA, 2011; Chapter 4; p. 139. ISBN 978-1-55563-207-6. [Google Scholar]
- Luke, K. Phase studies of pozzolanic stabilized calcium silicate hydrates at 180 °C. Cem. Concr. Res. 2004, 34, 1725–1732. [Google Scholar] [CrossRef]
- Vu, M.; Sulem, J.; Laudet, J.B. Effect of the curing temperature on the creep of a hardened cement paste. Cem. Concr. Res. 2012, 42, 1233–1241. [Google Scholar] [CrossRef]
- Shahab, S.; Moradi, T.; Nikolaev, N.I.; Naseri, Y. Developing high resistant cement systems for high-pressure, high temperature applications. In Proceedings of the SPE Russian Petroleum Technology Conference, Moscow, Russia, 26–28 October 2015. [Google Scholar] [CrossRef]
- Costa, B.L.S.; Souza, G.G.; Freitas, J.C.O.; Araujo, R.G.S.; Santos, P.H.S. Silica content influence on cement compressive strength in wells subjected to steam injection. J. Pet. Sci. Eng. 2017, 158, 626–633. [Google Scholar] [CrossRef]
- Wang, W.C. Compressive strength and thermal conductivity of concrete with nanoclay under Various High Temperatures. Constr. Build. Mater. 2017, 147, 305–311. [Google Scholar] [CrossRef]
- Silva, I.B.; Martinelli, A.E.; Souza, W.R.M.; Freitas, J.C.O.; Rodrigues, M.A.F. Dilatometric behavior and crystallographic characterization of Portland-polyurethane composites for oilwell high-temperature cementing applications. J. Pet. Sci. Eng. 2018, 169, 553–559. [Google Scholar] [CrossRef]
- Bahafid, S.; Ghabezloo, S.; Faure, P.; Duc, M.; Sulem, J. Effect of the hydration temperature on the pore structure of cement paste: Experimental investigation and micromechanical modelling. Cem. Concr. Res. 2018, 111, 1–14. [Google Scholar] [CrossRef]
- Karim, M.R.; Chowdhury, F.I.; Zabed, H.; Saidurd, M.R. Effect of elevated temperatures on compressive strength and microstructure of cement paste containing palm oil clinker powder. Constr. Build. Mater. 2018, 183, 376–383. [Google Scholar] [CrossRef]
- Wang, W.; Liu, X.; Guo, L.; Duan, P. Evaluation of Properties and Microstructure of Cement Paste Blended with Metakaolin Subjected to High Temperatures. Materials 2019, 12, 941. [Google Scholar] [CrossRef] [PubMed]
- Ranachowski, Z.; Ranachowski, P.; Dębowski, T.; Gorzelańczyk, T.; Schabowicz, K. Investigation of Structural Degradation of Fiber Cement Boards Due to Thermal Impact. Materials 2019, 12, 944. [Google Scholar] [CrossRef]
- Huang, S.; Hu, M.; Huang, Y.; Cui, N.; Wang, W. A New Model for Optimal Mechanical and Thermal Performance of Cement-Based Partition Wall. Materials 2018, 11, 615. [Google Scholar] [CrossRef] [PubMed]
- Szeląg, M. The Influence of Metakaolinite on the Development of Thermal Cracks in a Cement Matrix. Materials 2018, 11, 520. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.H.; Lee, J.H.; Hong, S.G.; Moon, J. Microstructural Investigation of Heat-Treated Ultra-High Performance Concrete for Optimum Production. Materials 2017, 10, 1106. [Google Scholar] [CrossRef]
- Alvarez, J.; Han, S. Current overview of cyclic steam injection process. J. Petr. Sci. Res. 2013, 2, 116–127. [Google Scholar]
- Curtis, C.; Kopper, R.; Decoster, E.; Guzman-Garcia, A.; Huggins, C.; Knauer, L.; Minner, M.; Kupsch, N.; Linares, L.; Rough, H.; et al. Heavy-oil reservoirs; Schlumberger: Houston, TX, USA, 2002. [Google Scholar]
- Panait-Patica, A.; Serban, D.; Ilie, N.; Pavel, L.; Barsan, N. Suplacu de Barcau Field—A Case History of a Successful In-Situ Combustion Exploitation (January 1). In Proceedings of the SPE Europec/EAGE Annual Conference and Exhibition, Vienna, Austria, 12–15 June 2006. [Google Scholar] [CrossRef]
- Ichim, A.; Teodoriu, H.C. Investigations on the surface well cement integrity induced by thermal cycles considering an improved overall transfer coefficient. J. Pet. Sci. Eng. 2017, 154, 479–487. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Thomas Telford: London, UK, 2004. [Google Scholar]
- Nelson, E.B.; Guillot, D. Well Cementing, 2nd ed.; Schlumberger: Sugar Land, TX, USA, 2006. [Google Scholar]
- Eilers, L.H.; Root, R.L. Long-term Effects of High Temperature on Strength Retrogression of Cements. In Proceedings of the Annual California Regional Meeting of the Society of Petroleum Engineers of AIME, Long Beach, CA, USA, 7–9 April 1976. [Google Scholar] [CrossRef]
- Richardson, I.G. The calcium silicate hydrates. Cem. Concr. Res. 2008, 38, 137–158. [Google Scholar] [CrossRef]
- Iverson, B.; Maxson, J.; Bour, D. Strength retrogression in cements under high temperature conditions. In Proceedings of the Thirty-fifth Workshop on Geothermal Reservoir Engineering, Stanford, CA, USA, 1–3 February 2010. [Google Scholar]
- Bezerra, U.T.; Martinelli, A.E.; Melo, D.M.A.; Melo, M.A.F.; Oliveira, V.G.; Pessoa, J.; Nova, C.L. The strength retrogression of special class Portland oilwell cement. Cerâmica 2011, 57, 150–154. [Google Scholar] [CrossRef]
- Sanjuán, M.A.; Argiz, C.; Gálvez, J.C.; Moragues, A. Effect of silica fume fineness on the improvement of Portland cement strength performance. Constr. Build. Mater. 2015, 96, 55–64. [Google Scholar] [CrossRef]
- Stefanidou, M.; Papayianni, I. Influence of nano-SiO2 on the Portland cement pastes. Compos. Part B 2012, 43, 2706–2710. [Google Scholar] [CrossRef]
- Hakamy, A.; Shaikh, F.U.A.; Low, I.M. Characteristics of hemp fabric reinforced nanoclay-cement nanocomposites. Cem. Concr. Compos. 2014, 50, 27–35. [Google Scholar] [CrossRef]
- Hakamy, A.; Shaikh, F.U.A.; Low, I.M. Characteristics of nanoclay and calcined nanoclay-cement nanocomposites. Compos. Part B 2015, 78, 174–184. [Google Scholar] [CrossRef]
- Li, Z.; Venkata, H.K.; Rangaraju, P.R. Influence of silica flour–silica fume combination on the properties of high performance cementitious mixtures at ambient temperature curing. Constr. Build. Mater. 2015, 100, 225–233. [Google Scholar] [CrossRef]
- Rahman, M.K.; Murtaza, M.; Al-Majed, A.A.; Al-Zahrani, M.M. Nanoclay-Enhanced Cement Composition for Deep Well Treatment. US Patent US20170240469A1, 4 Sptember 2018. [Google Scholar]
- API Recommended Practice 10B-2-Recommended Practice for Testing Well Cements, 2nd ed.; API RP 10B-2; American Petroleum Institute: Washington, DC, USA, 2013.
- Sanjuán, M.A.; Muñoz-Martialay, R. Influence of the age on the air permeability of concrete. J. Mater. Sci. 1995, 30, 5657–5662. [Google Scholar] [CrossRef]
- Murtaza, M.; Rahman, M.K.; Al-Majed, A.A. Effect of Nanoclay on Mechanical and Rheological Properties of Oil Well Cement Slurry Under HPHT Environment. In Proceedings of the International Petroleum Technology Conference, Bangkok, Thailand, 14–16 November 2016. [Google Scholar]
- Murtaza, M.; Rahman, M.K.; Al-Majed, A.A.; Samad, A. Mechanical, Rheological and Microstructural Properties of Saudi Type G Cement Slurry with Silica Flour Used in Saudi Oil Field under HTHP Conditions. In Proceedings of the SPE Annual Technical Symposium & Exhibition, Al-Khobar, Saudi Arabia, 19–22 May 2013. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties and Materials, 4th ed.; McGraw-Hill Professional: Berkeley, CA, USA, 2013. [Google Scholar]
- Sanjuán, M.A.; Muñoz-Martialay, R. Oven-drying as preconditioning method for air permeability test on concrete. Mater. Lett. 1996, 27, 263–268. [Google Scholar] [CrossRef]
- Shebl, S.S.; Allie, L.; Morsy, M.S.; Aglan, H.A. Mechanical behavior of activated nano silicate filled cement binders. J. Mater. Sci. 2009, 44, 1600–1606. [Google Scholar] [CrossRef]
- Hakamy, A.; Shaikh, F.U.A.; Low, I.M. Thermal and mechanical properties of hemp fabric-reinforced nanoclay-cement nanocomposites. J. Mater. Sci. 2014, 49, 1684–1694. [Google Scholar] [CrossRef]
- Farzadnia, N.; Ali, A.A.A.; Demirboga, R.; Anwar, M.P. Effect of halloysite nanoclay on mechanical properties, thermal behavior and microstructure of cement mortars. Cem. Concr. Res. 2013, 48, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Heikal, M.; El-Didamony, H.; Sokkary, T.M.; Ahmed, I.A. Behavior of composite cement pastes containing microsilica and fly ash at elevated temperature. Constr. Build. Mater. 2013, 38, 1180–1190. [Google Scholar] [CrossRef]
- Heikal, M. Characteristics, textural properties and fire resistance of cement pastes containing Fe2O3 nano-particles. J. Therm. Anal. Calorim. 2016, 126, 1077–1087. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction | Reaction Velocity |
|---|---|
| 2C3S + 6H → C-S-H (61%) + CH | Fast → hours and days |
| 2C2S + 4H → C-S-H (82%) + CH | Fast → days |
| Slow Pozzolans + CH + H → C-S-H (pozzolanic reaction) | Slow → days to months |
| Slurries | Cement (g) | Silica Flour (%BWOC) | Friction Reducer (%BWOC) | Water (%BWOC) | Nanoclay Particles (%BWOC) |
|---|---|---|---|---|---|
| S0NC0 | 600 | 0 | 0.8 | 44 | 0 |
| S35NC0 | 600 | 35 | 0.8 | 44 | 0 |
| S35NC1 | 600 | 35 | 0.8 | 44 | 1 |
| S35NC2 | 600 | 35 | 0.8 | 44 | 2 |
| S35NC3 | 600 | 35 | 0.8 | 44 | 3 |
| S35NC4 | 600 | 35 | 0.8 | 44 | 4 |
| Component | Concentration (wt.%) |
|---|---|
| Silica (SiO2) | 21.6 |
| Alumina (Al2O3) | 3.30 |
| Iron Oxide (Fe2O3) | 5.99 |
| Calcium Oxide, Total (CaO) | 64.2 |
| Magnesium Oxide (MgO) | 1.10 |
| Sulphur Trioxide (SO3) | 2.20 |
| Loss on Ignition | 0.90 |
| Insoluble Residue | 0.30 |
| Equivalent Alkali (as Na2O) | 0.41 |
| Component | Concentration (wt.%) |
|---|---|
| C3A | <1 |
| C3S | 62 |
| C2S | 15 |
| C4AF + 2C3A | 16 |
| Temperature | Curing Time |
|---|---|
| 38 °C | 7 days in the water bath |
| 28 days in the water bath | |
| 300 °C | 7 days, the first 4 days in the water bath and the last 3 days in the curing chamber at 300 °C (one thermal cycle) |
| 28 days, the first 25 days in the water bath and the last 3 days in the curing chamber at 300 °C (one thermal cycle) |
| Sample | 7 days | 28 days | ||
|---|---|---|---|---|
| @ 38 °C | Last 3 days @ 300 °C | @ 38 °C | Last 3 days @ 300 °C | |
| S0NC0 | 3.2 | 5.5 | 2.9 | 5.7 |
| S35NC0 | 3.8 | 2.9 | 3.6 | 2.6 |
| S35NC1 | 2.1 | 2.6 | 1.9 | 2.2 |
| S35NC2 | 1.7 | 2.3 | 1.6 | 2.1 |
| S35NC3 | 1.2 | 2.5 | 1.0 | 2.4 |
| S35NC4 | 2.7 | 5.2 | 2.5 | 5.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahmoud, A.A.; Elkatatny, S.; Ahmed, A.; Gajbhiye, R. Influence of Nanoclay Content on Cement Matrix for Oil Wells Subjected to Cyclic Steam Injection. Materials 2019, 12, 1452. https://doi.org/10.3390/ma12091452
Mahmoud AA, Elkatatny S, Ahmed A, Gajbhiye R. Influence of Nanoclay Content on Cement Matrix for Oil Wells Subjected to Cyclic Steam Injection. Materials. 2019; 12(9):1452. https://doi.org/10.3390/ma12091452
Chicago/Turabian StyleMahmoud, Ahmed Abdulhamid, Salaheldin Elkatatny, Abdulmalek Ahmed, and Rahul Gajbhiye. 2019. "Influence of Nanoclay Content on Cement Matrix for Oil Wells Subjected to Cyclic Steam Injection" Materials 12, no. 9: 1452. https://doi.org/10.3390/ma12091452