1. Introduction
A guideline for developing new construction materials is to improve material performance, optimize supplies and reduce manufacturing costs. Therefore, it is necessary to develop new techniques and take advantage of materials which are considered waste in this and other industries. For decades, the amount of construction and demolition waste (CDW) has been increasing globally, becoming one of the main agents of environmental pollution.
Using the CDW produced during the demolition of concrete structures as a substitute for thick and fine aggregates in masonry mortar mixtures reduces the amount of pollutant waste released to the environment, compensates for the lack of stone aggregates, and represents an innovation in the development of construction materials [
1,
2,
3]. Recycled aggregates (RA) which are used in replacement of natural gravel, are known as recycled thick aggregates (RTA), whereas RA used to replace sand are called recycled fine aggregates (RFA). RFA may be classified into two types: those obtained from concrete, and those obtained from other materials, such as mortar or ceramic.
The use of RA, especially RFAs obtained from mortar elements, has some drawbacks, most of them associated with the nature of these materials, such as their porosity, their high-water absorption potential, and the possibility of containing pollutants. For these reasons, CDW is not recycled as it should be, which causes its accumulation in landfills, generating pollution. This research presents two possible alternatives for the reuse of mortar RFA as a substitute for sand in new mixtures. The analysis was divided into two stages: first, the characteristics of RAs obtained by a “deconstruction” procedure were compared against those obtained through a conventional demolition. In the second stage, two possible scenarios were analyzed: (i) pre-wetting the RFA before mixing, and (ii) using a commercial plasticizer to reduce the amount of water in the mixture. The performance of mortars made with RFA was compared against a conventional mortar mixture (cement, natural sand, and water).
Currently, several researchers support the use of RTA obtained from the demolition of concrete elements as a partial substitute for natural gravel in the preparation of concrete mixtures [
4,
5,
6]. However, they do not recommend the replacement of natural sand by RFA, because they consider this substitution detrimental to the mechanical properties and durability of concrete [
4,
7]. Notwithstanding, some researchers, such as Pereira et al. [
8], Mefteh et al. [
9], Evangelista and de Brito [
10], and Cartuxo et al. [
11] believe that natural sand can be replaced by RFA in a proportion of up to 20% without significantly affecting the mechanical properties of the concrete. Using RFA as a substitute for natural sand in masonry mortar mixes is the best option, because it has fewer structural requirements than concrete. RFA obtained from concrete elements have been studied by researchers such as Braga et al. [
12], Neno et al. [
13], Saiz-Martínez et al. [
14] and Ng and Engelsen [
15], who have proven their viability as a partial substitute for natural sand. However, research on the use of RFA obtained from mortar elements is scarce, due to the inferior physical, mechanical and chemical characteristics of this type of material, such as its high-water absorption potential, porosity, and susceptibility to contain contaminants [
16,
17]. This has resulted in the accumulation of debris from the demolition of prefabricated mortar elements in sanitary landfills and clandestine landfills, in the over overexploitation of river or quarry sandbanks, and in the increase of energy consumption and CO
2 emissions as a consequence of crushing rocks to produce fine aggregates [
11]. Silva et al. [
18] showed that incorporating 10% ceramic RFA improves most of the mortar´s properties. In the research conducted by Jiménez et al. [
19], natural sand was replaced by RFA composed by 54% ceramic and 40% masonry mortar. Experimental results showed that replacing natural sand with this type of RFA in a proportion of 40% does not significantly affect mortar properties in fresh and hardened state. On the other hand, Silva et al. [
20] demonstrated the technical feasibility of recycling RFA resulting from the demolition of bricks or red clay tiles. They concluded that mortars made with replacement ratios of at least 20% generally show a better performance than conventional mortar, giving emphasis to aspects such as flexural and compressive strengths.
Recycled mortar properties depend on RFA quality, the substitution rate of natural sand, cement content, and water-cement (W/C) ratio. Among these factors, RFA quality is perhaps the most important. It is known that RAs usually contain a certain number of sulfates, chlorides, and other contaminants [
21]. These impurities are, for the most part, the product of a lack of demolition planning. Since the reuse of demolition rubble is not considered from the beginning, it is deposited outdoors, or in places where it may be contaminated, allowing its mixture with other materials. Researchers such as Rahal [
22], Cachim [
23], and Debieb et al. [
24] (just to mention a few), have studied the effect of the presence of these impurities on the behavior of concrete which has been manufactured with replacement of natural aggregates by RA. The content of impurities and contaminants in RA can be greatly reduced by means of selective demolition techniques [
25,
26]. Kumbhar et al. [
27], as well as Coelho and de Brito [
28], describe deconstruction techniques for obtaining good quality CDW.
Water absorption potential is a determining factor in RFA quality. This is because, in the RA, mortar is attached to the natural aggregate [
29,
30]. The implication of this RA characteristic is the W/C reduction ratio in the cement paste, which results in poor workability, a greater number of pores, less compression resistance, as well as drying contractions [
31,
32]. Therefore, to guarantee the workability of the cement paste there are two possible solutions: the incorporation of plasticizers in the mixture [
7,
11,
33,
34] or pre-wetting RAs before mixing [
9,
35,
36,
37]. Pereira et al. [
8] conducted one of the first studies on the effect of superplasticizers on the properties of fresh and hardened concrete made with concrete RFA. Together with Cartuxo et al. [
11] and Barbudo et al. [
38], they showed that in mixtures in which sand is replaced by RFA, the use of plasticizers improves the mechanical characteristics of concrete. Zega and Maio [
39] concluded that using a water-reducing additive produces recycled concrete with adequate performance, which follows the specifications established by different international construction standards.
Studies such as those directed by González et al. [
35], Mefteh et al. [
9], and Cuenca-Moyano et al. [
40], have reported the benefits of pre-wetting RAs before making concrete mixtures. In all of these cases, humidity levels below 100% of absorption capacity were recommended. Researchers like Cabral et al. [
41] and Zhao et al. [
42] point out that the best results are obtained with humidities lesser than or equal to 80% of absorption capacity.
The main objective of this research was to separately analyze the influence of pre-wetting RFAs and using commercial plasticizers during the creation of new masonry mortars with partial substitution of natural sand by RFA obtained from mortar elements. It is intended that the results of this research contribute to an increase in the reuse of this type of RAs.
2. Materials and Methods
2.1. Obtaining Recycled Aggregates
The RFAs used in this research were obtained from the renovation of the second floor of the “K” building of the Academic Division of Information Technology and Systems, at the Universidad Juárez Autónoma de Tabasco (UJAT, Cunduacán, Tabasco, Mexico). This two-story building is 18 years old. As part of the renovation, two separation walls made of prefabricated mortar elements (mortar blocks) were demolished. Since the first objective of this research was to determine the effect of using demolition strategies in obtaining the RAs, the demolition of one of the walls was planned and coordinated with the builder. Demolition of the second wall proceeded according to the original plan of the builder (conventional demolition). Therefore, two types of RA were obtained: the RFA*, obtained through a deconstruction process, and the RFA, produced through a conventional demolition.
The proposed deconstruction plan was simple and consisted of five steps: (1) estimation of the CDW volume to be obtained, (2) location of the rubble storage site, (3) removal of surface materials other than mortar (wood, metals, plastics, crystals, etc.) prior to demolition, (4) manual demolition followed by handling and separation of the remaining waste, and (5) crushing and storage. Because the ground floor of the building was empty due to the renovation work, it was used as a CDW warehouse. Before starting with the demolition of the walls, the window glass was removed, and the largest possible amount of paint was removed with a wire brush and spatulas. After the demolition process of the walls, the rubble was moved to the storage point (the ground floor of the building). Once all of the debris was deposited on the ground floor, personnel with safety equipment removed materials such as cables and some electrical devices that remained among the debris. The next step was to crush the rubble, thus obtaining the RFA*. For grinding, a Los Angeles abrasion machine was used. Subsequently, the debris was screened by means of an sieve number 4 (4.75 mm) and stored separately on the ground floor of the building, protecting it from the weather.
The demolition of the second separation wall produced the RFA. The conventional demolition process used by the builder was one that is commonly carried out in this type of remodeling, which consists of three stages: (1) removal of elements contemplated for reuse in the project (in this case none), (2) demolishing of the wall of prefabricated elements using hand tools, and (3) storage of all debris in an area away from the construction zone, to be later transferred to an authorized dumping area. For research purposes, debris from the separation wall was collected before being transferred to the municipal landfill. As in the previous case, before crushing and sieving with the number 4 sieve, materials other than mortar were removed as much as possible. The RFA obtained from this process was stored in a container in front of the building that was being renovated.
2.2. Characterization of the Materials
All the RAs used in this research were characterized according to the UNE-EN 13139 [
43] standard on mortar aggregates. Natural sand (NS) obtained from a riverbank was used as a reference element. The properties that were analyzed, as well as their reference standard, are shown in
Table 1.
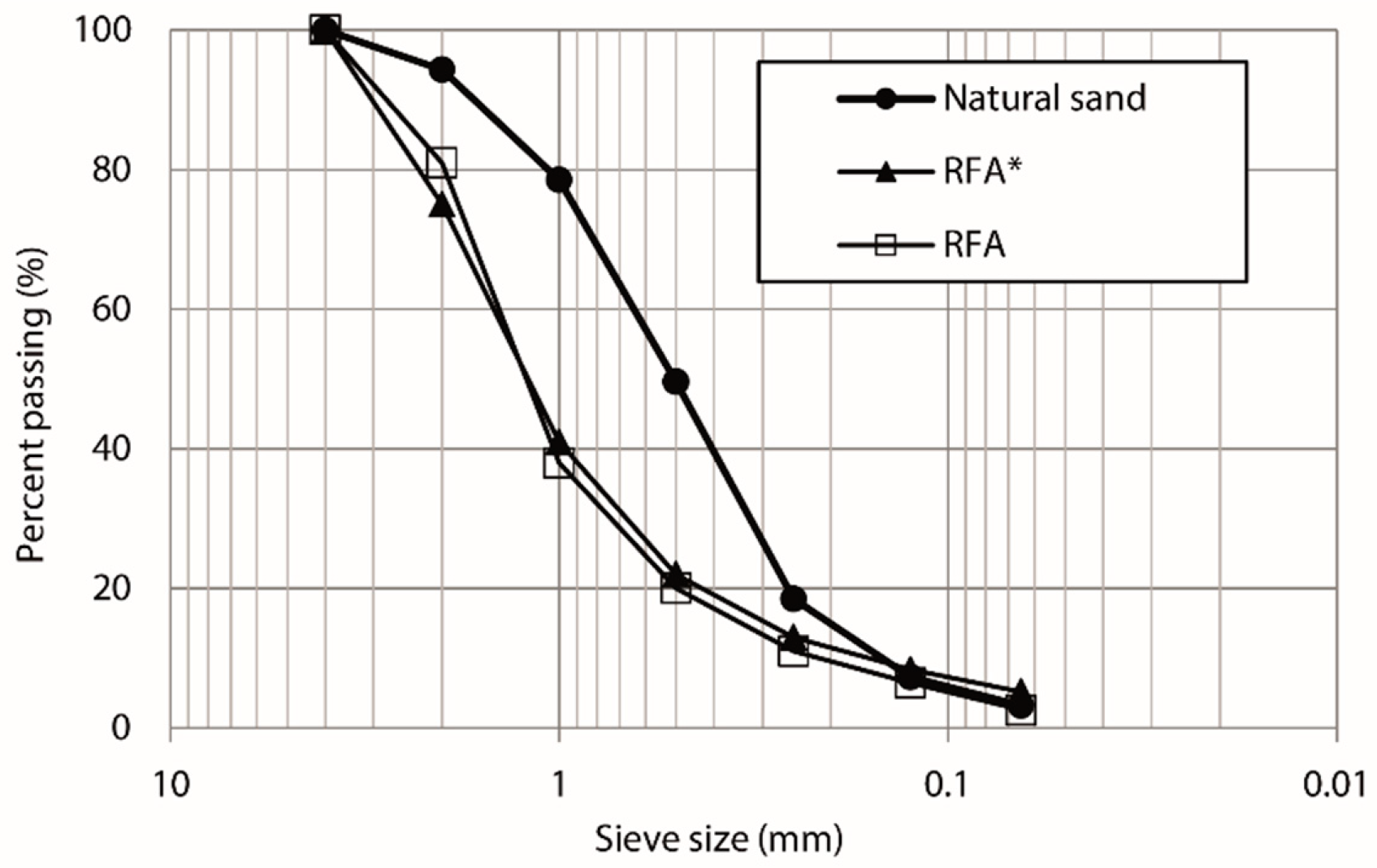
Table 2 and
Figure 1 show the particle size distribution of the sand and recycled aggregates. It was observed that in general, the granulometry of the aggregates obtained from prefabricated mortar pieces (RFA* and RFA) are similar.
The cement that was used is of the PCC 30R type Cemex
® brand (Monterrey, México), referring to a Portland cement compound of resistant class 30 with rapid resistance (3 days). This cement meets the international requirements of ASTM C150 / C150M-09 [
44] and ASTM C595 / C595M-19 [
45].
Table 3 shows its chemical characteristics.
2.3. Mixes
All mixtures were prepared with the same proportion and content of cement. A conventional mortar mixture (cement, natural sand, and water) was developed as a reference parameter. For the first phase of this investigation, two families of mixtures were prepared with the gradual replacement of NS with RA: RFA* was used in one and RFA in the other. For the second phase, two more types of mixtures were made. In all of them, the RFA* was taken as a substitute for sand. In one of them, the RFA* was subjected to pre-wetting before mixing (RFA* + h) and in the other, the RFA* was used with its natural moisture, but a commercial plasticizer was added to the mixture (RFA* + P) (
Table 4). As a result of the above, five families of mortar were defined: NS, RFA*, RFA, RFA* + h, and RFA* + P.
Four replacement ratios were defined: 20%, 40%, 60%, and 100%. The replacement was carried out as a percentage of dry weight [
19,
50]. In total, 19 mixtures were made.
Table 4 shows the nomenclature which was used.
The plasticizer which was used was Sikament 500, which is a medium-range water reducing liquid additive that does not contain chlorides. It complies with ASTM-C-494 Type D [
51] and with ASTM-C-1017 Type II [
52]. Its density is 1.20 ± 0.05 kg/L.
Mortar dosages were implemented according to the characteristics which were obtained for the materials. The following criteria were established:
All the RAs that were used were smaller than 4 mm in particle diameter.
The cement-aggregate ratio used in all mixtures was 1: 4.
The amount of water was adjusted experimentally to achieve a consistency of 175 ± 5 mm in the mixtures.
Pre-wetting of the aggregates was performed only in one type of mixture (RFA* + h). The rest of the aggregates were used with their natural humidity (2.3 ± 0.2). Pre-wetting was performed to reach 80% of the total absorption capacity of the RA, guaranteeing the presence of water in the aggregate and decreasing the migration of water from the mixture to the RA [
5,
41]. The procedure used to achieve the aforementioned wetting was based on that described by Fonseca et al. [
53]: the aggregate was immersed in water for five minutes and then allowed to drain before its use.
The plasticizer was used in a proportion of 1% of cement weight. This value was recommended by the manufacturer.
Table 5 shows mixture proportions used in this research. This table shows that according to the literature that was consulted [
9,
13,
42], mortars containing RA need a larger amount of water to achieve project consistency.
The mixtures were made in a standard mixer, placing the cement and fine aggregate first, then mixing for a minute. Then, during the next 20 s, water was added while the mixer was still mixing the cement and aggregate. The mixing of these materials was continued for three minutes at a speed of 140 rpm. This procedure was followed for all mixtures to which no plasticizer was added. For the latter, we relied on the procedure described by Jiménez et al. [
19]: water and additive were first placed in the mixer´s container, then mixed at low speed (140 rpm) for two minutes, after which cement and aggregate were slowly added. All these materials were mixed at low speed for three minutes.
2.4. Rehearsal Program
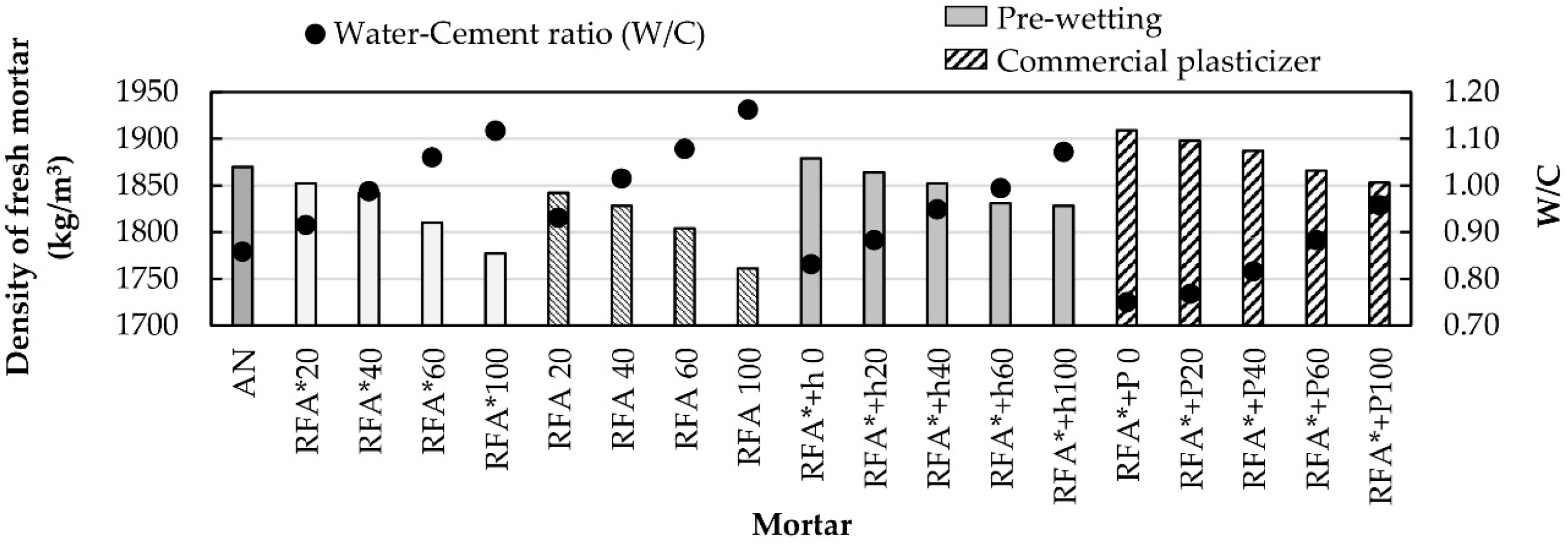
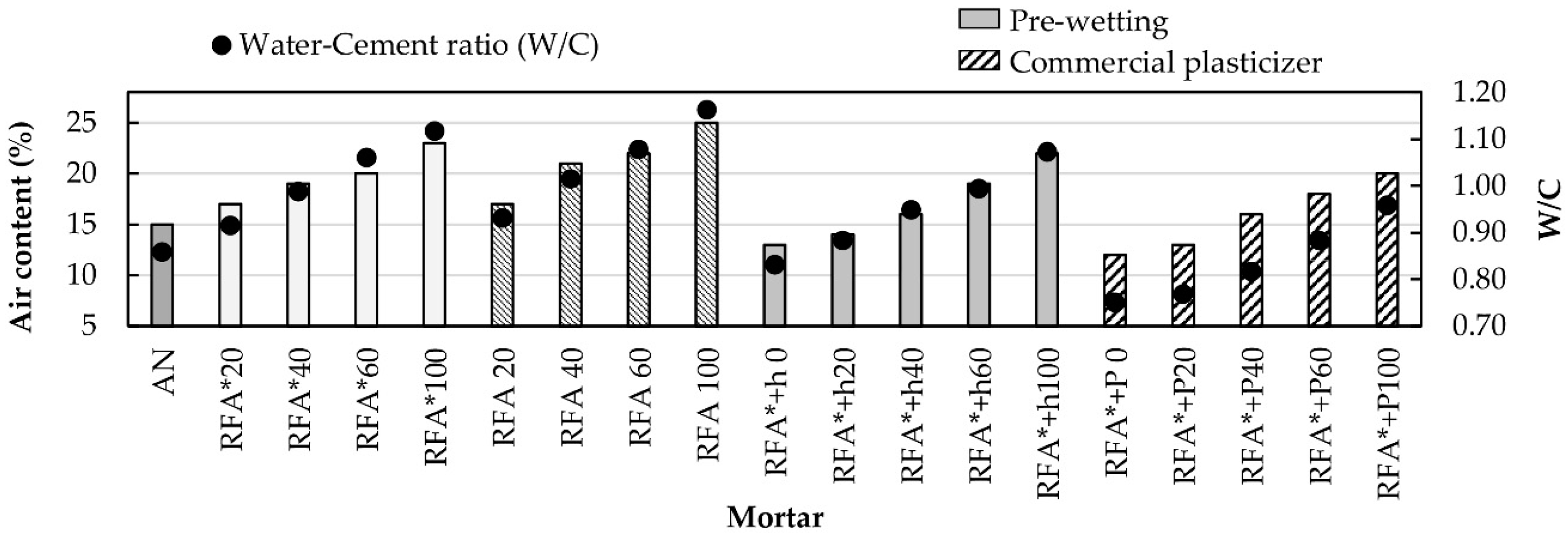
Assessing the properties of the mortar in its fresh state is an important aspect, because its characteristics in this state have a great impact on the performance of the hardened mortar. To evaluate the properties of fresh mortar, bulk density and air content tests were used. Whereas to characterize hardened mortar, dry bulk density, compressive strength, adhesive strength, and water absorption coefficient due to capillary action were tested.
Table 6 shows the standards used during the tests.
4. Conclusions
In this research, the use of RA obtained from mortar elements as a substitute for natural sand in the preparation of masonry mortars was evaluated, as a proposal of a new field of application for these RAs. Two types of recycled aggregates were used in this research: RFA* and RFA. However, mixtures developed using aggregates obtained through a process specifically planned to recover debris for its use as a substitute for sand (RFA*) developed higher bulk density, adhesive strength, and compressive strength for each substitution percentage than those made with aggregates obtained through conventional demolition (RFA). The deconstruction technique used in this study is simple and competitive in terms of cost, since the RA was obtained directly on-site and transport costs were reduced.
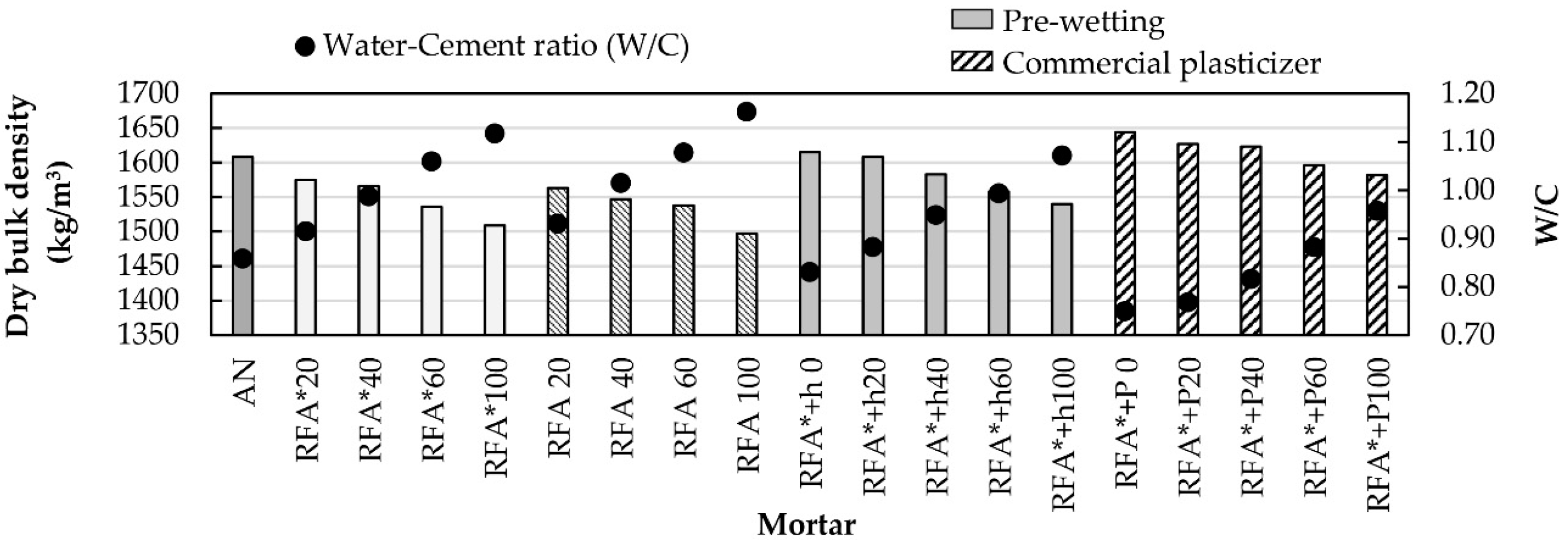
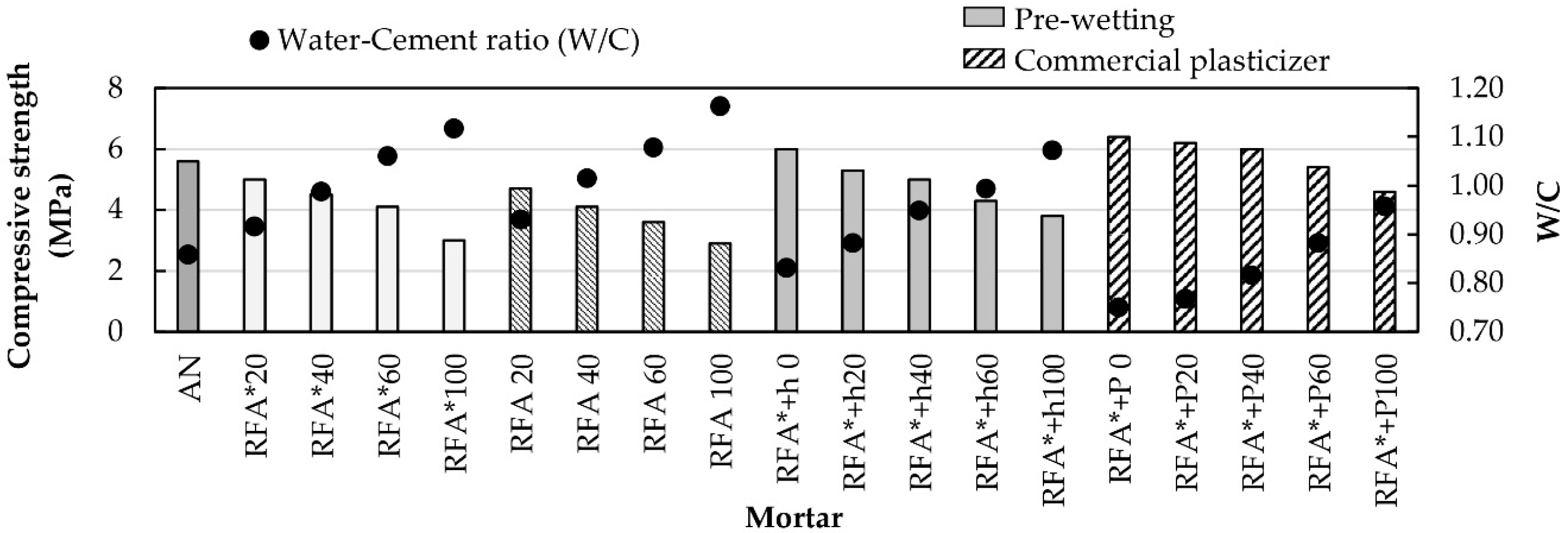
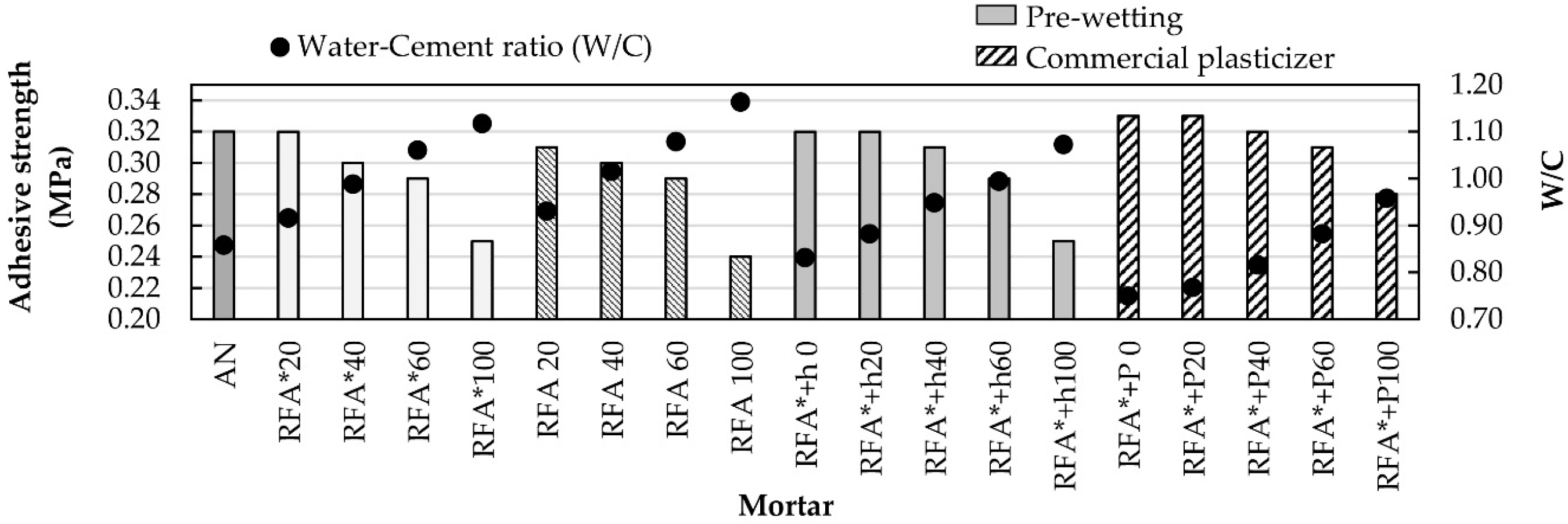
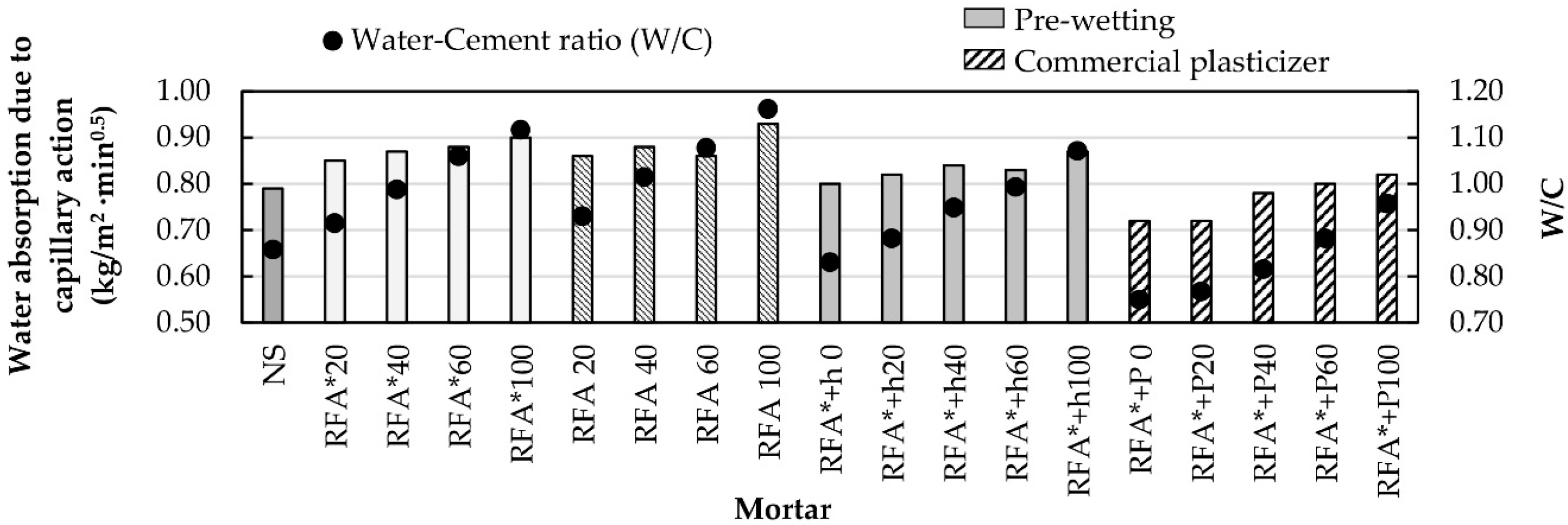
The experimental results show that the bulk densities in the fresh and hardened state, as well as the compressive and adhesive strengths of the mortars, all exhibit the same tendency: they decrease in an almost linear way with the rate of replacement of NS by RA. Regarding the air content and water absorption due to capillary action in the mixtures, it is clear that they increase as the content of RA and the W/C ratio increase. The main agent that causes these behaviors is the high absorption potential of the RAs. As the number of RA increases, it is necessary to add more water to the mixture to achieve project consistency. This is detrimental to the quality of the mortar. It is then concluded that the properties of the recycled mortar are closely linked to the substitution ratio of NS by RA and the W/C ratio.
The pre-wetting of RA at 80% of its absorption capacity before mixing prevents excessive water absorption by the cement paste. Therefore, mixtures that were made with this procedure (RFA* + h) showed an improvement of the analyzed properties, relative to mortar made with RA at natural moisture. The mixtures that were added to by a commercial plasticizer (RFA* + P), which required a smaller amount of water to achieve project consistency than the rest of the mixtures. This brought a considerable improvement of mortar properties, both in fresh and hardened states. Consequently, mortars with the greatest density, greatest strength, best adhesive strength and lowest absorption capacity were those added with plasticizer, followed by those made with pre-wetting of the aggregates. It was observed that, for the first of these two mixtures, a 60% substitution value produces very similar results to those obtained with the reference mortar, so this percentage was established as optimum. Concerning mortars with pre-wetting of the aggregate, the optimum replacement percentage was 40%. As it was demonstrated, these two techniques contribute to reducing the W/C ratio and improving the compacity and the mechanic properties of mortar, also avoiding the appearance of cracks produced by high quantities of free water.
Due to the fact that mortar mixtures made with both techniques have characteristics similar to those of conventional mortars (with their respective optimum percentage of substitution), it is probable that both kinds of mortars have a similar maintenance cost. However, more detailed studies about this topic are needed.
The experimental results show that it is possible to reuse RAs coming from prefabricated mortar elements if adequate debris recovery techniques are established and are used in combination with procedures that reduce the amount of water required in the mixtures.
The use of this type of materials in conventional applications of masonry mortar (indoors and outdoors) will be very important in the near future, since this practice is closely related to sustainability of construction technology.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}