Fracture Toughness of Hollow Glass Microsphere-Filled Iron Matrix Syntactic Foams


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Quantitative Results
3.2. Qualitative Results
4. Conclusions
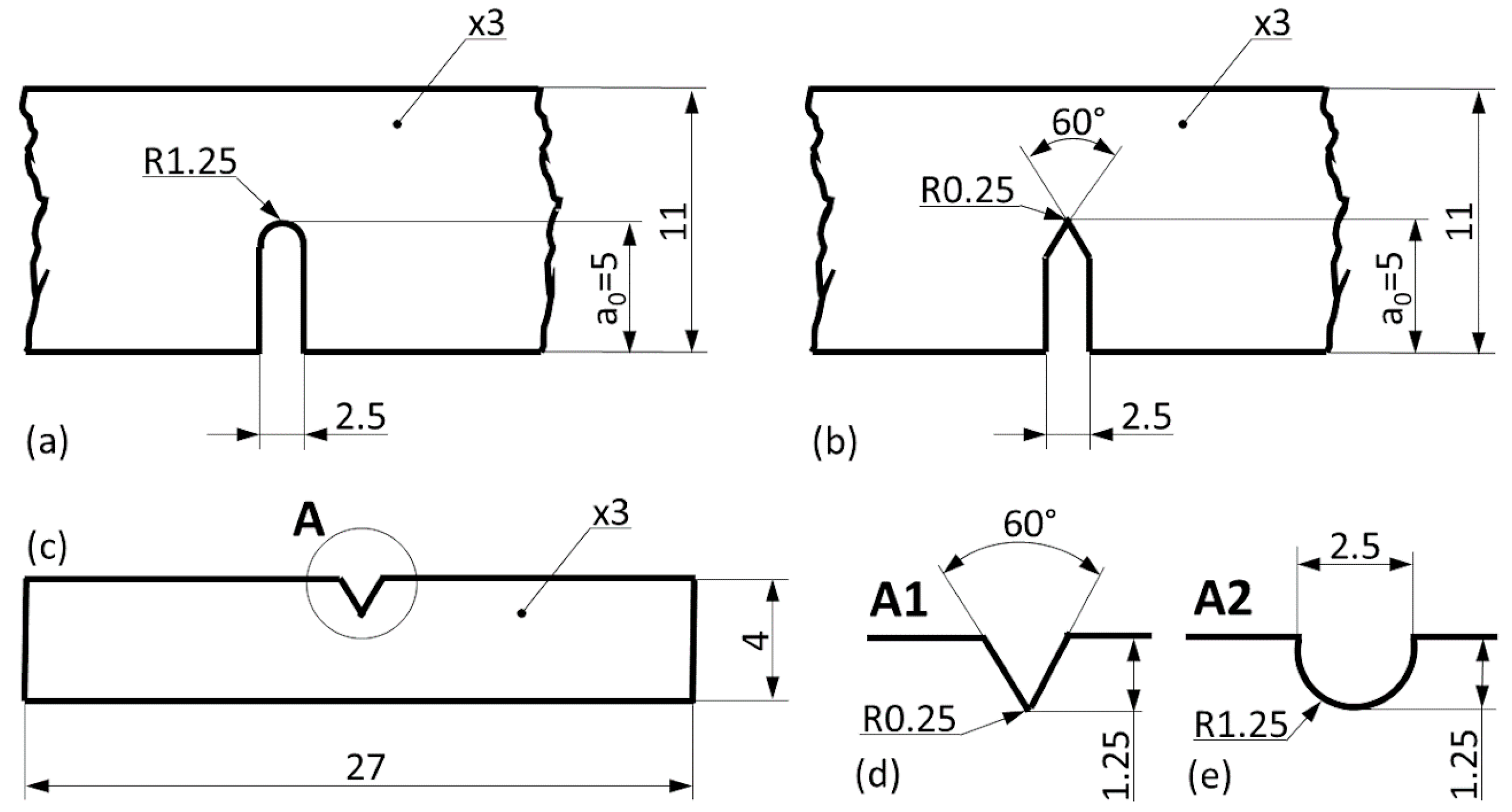
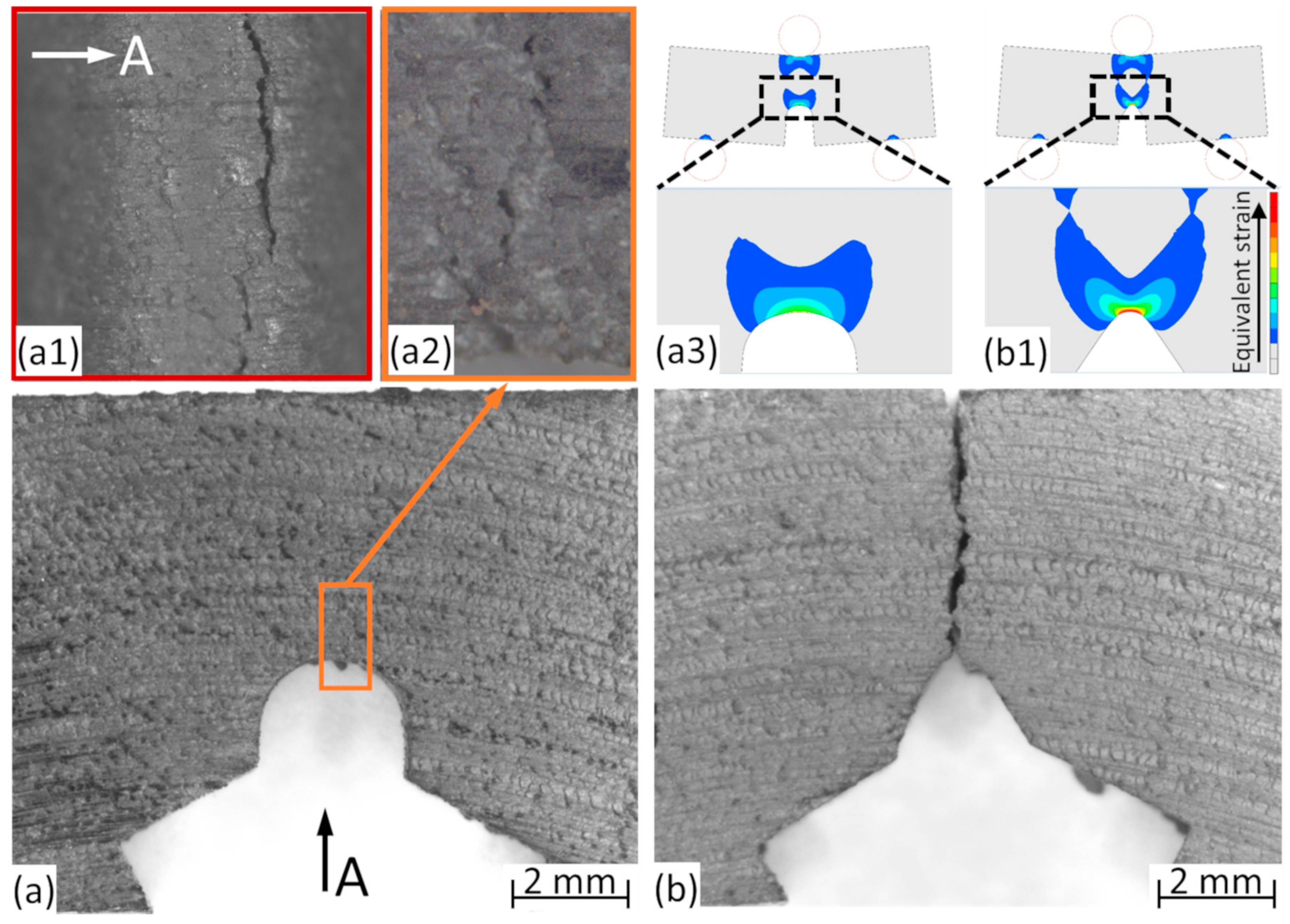
- Sharper notches resulted in lower critical J-integral values, explained by the smaller affected material volume reaching its critical condition sooner compared to the larger volumes in the case of blunter notches;
- U-notched samples showed a 30.1% higher fracture toughness (JIC) and 32.6% higher impact energies under quasi-static and dynamic (impact) conditions, proving a strong notch sensitivity, but independency from the load rate, in the presence of geometrical inhomogeneities (notches);
- Due to the larger affected volumes, the results of the measurements showed larger scatter in the case of U-notched samples;
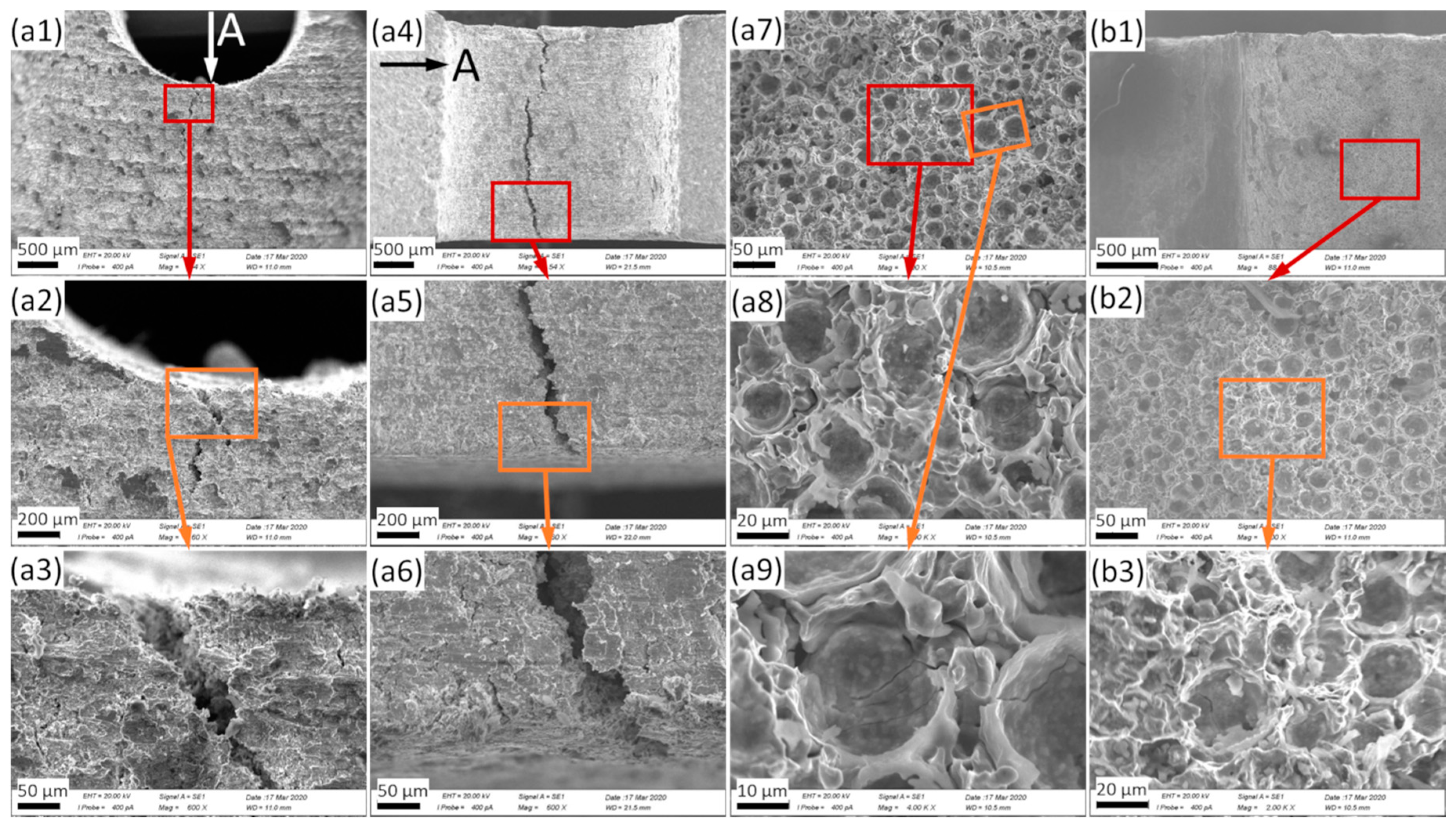
- The SEM investigations supported the notion of ductile behavior on the part of the bulk samples, as opposed to the brittle fracture of the MMSFs. The fracture surfaces of MMSFs showed broken hollow microspheres, which remained strongly bonded to the Fe matrix.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lehmhus, D.; Vesenjak, M.; Schampheleire, S.; Fiedler, T. From Stochastic Foam to Designed Structure: Balancing Cost and Performance of Cellular Metals. Materials 2017, 10, 922. [Google Scholar] [CrossRef] [Green Version]
- Fiedler, T.; Al-Sahlani, K.; Linul, P.A.; Linul, E. Mechanical properties of A356 and ZA27 metallic syntactic foams at cryogenic temperature. J. Alloys Compd. 2020, 813, 152181. [Google Scholar] [CrossRef]
- Goel, M.D.; Parameswaran, V.; Mondal, D.P. High Strain Rate Response of Cenosphere-Filled Aluminum Alloy Syntactic Foam. J. Mater. Eng. Perform. 2019, 28, 4731–4739. [Google Scholar] [CrossRef]
- Lin, Y.; Zhang, Q.; Chang, J.; Wang, H.; Feng, X.; Wang, J. Microstructural characterization and compression mechanical response of glass hollow spheres/Al syntactic foams with different Mg additions. Mater. Sci. Eng. A 2019, 766, 138338. [Google Scholar] [CrossRef]
- Su, M.; Wang, H.; Hao, H.; Fiedler, T. Compressive properties of expanded glass and alumina hollow spheres hybrid reinforced aluminum matrix syntactic foams. J. Alloys Compd. 2019, 821, 153233. [Google Scholar] [CrossRef]
- Anantharaman, H.; Shunmugasamy, V.C.; Strbik, O.M.; Gupta, N.; Cho, K. Dynamic properties of silicon carbide hollow particle filled magnesium alloy (AZ91D) matrix syntactic foams. Int. J. Impact Eng. 2015, 82, 14–24. [Google Scholar] [CrossRef]
- Anbuchezhiyan, G.; Mohan, B.; Sathianarayanan, D.; Muthuramalingam, T. Synthesis and characterization of hollow glass microspheres reinforced magnesium alloy matrix syntactic foam. J. Alloys Compd. 2017, 719, 125–132. [Google Scholar] [CrossRef]
- Braszczyńska-Malik, K.N.; Kamieniak, J. AZ91 magnesium matrix foam composites with fly ash cenospheres fabricated by negative pressure infiltration technique. Mater. Charact. 2017, 128, 209–216. [Google Scholar] [CrossRef]
- Xia, X.; Feng, J.; Ding, J.; Song, K.; Chen, X.; Zhao, W.; Liao, B.; Hur, B. Fabrication and characterization of closed-cell magnesium-based composite foams. Mater. Des. 2015, 74, 36–43. [Google Scholar] [CrossRef]
- Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T. Functionally graded metal syntactic foam: Fabrication and mechanical properties. Mater. Des. 2019, 168, 107652. [Google Scholar] [CrossRef]
- Mohbe, M.; Afzal Khan, D.M.; Mondal, D.P. Microstructural Characterization and Deformation Behavior of Zn--8Al-Cenosphere Hybrid Foam. Trans. Indian Inst. Met. 2019, 72, 2477–2486. [Google Scholar] [CrossRef]
- Movahedi, N.; Murch, E.G.; Belova, V.I.; Fiedler, T. Effect of Heat Treatment on the Compressive Behavior of Zinc Alloy ZA27 Syntactic Foam. Materials 2019, 12, 792. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kashef, S.; Asgari, A.; Hilditch, T.B.; Yan, W.; Goel, V.K.; Hodgson, P.D. Fracture toughness of titanium foams for medical applications. Mater. Sci. Eng. A 2010, 527, 7689–7693. [Google Scholar] [CrossRef]
- Mondal, D.P.; Datta Majumder, J.; Jha, N.; Badkul, A.; Das, S.; Patel, A.; Gupta, G. Titanium-cenosphere syntactic foam made through powder metallurgy route. Mater. Des. 2012, 34, 82–89. [Google Scholar] [CrossRef]
- Kashef, S.; Asgari, A.; Hilditch, T.B.; Yan, W.; Goel, V.K.; Hodgson, P.D. Fatigue crack growth behavior of titanium foams for medical applications. Mater. Sci. Eng. A 2011, 528, 1602–1607. [Google Scholar] [CrossRef]
- Luong, D.D.; Shunmugasamy, V.C.; Gupta, N.; Lehmhus, D.; Weise, J.; Baumeister, J. Quasi-static and high strain rates compressive response of iron and Invar matrix syntactic foams. Mater. Des. 2015, 66, 516–531. [Google Scholar] [CrossRef]
- Peroni, L.; Scapin, M.; Avalle, M.; Weise, J.; Lehmhus, D.; Baumeister, J.; Busse, M. Syntactic Iron Foams—On Deformation Mechanisms and Strain-Rate Dependence of Compressive Properties. Adv. Eng. Mater. 2012, 14, 909–918. [Google Scholar] [CrossRef]
- Peroni, L.; Scapin, M.; Avalle, M.; Weise, J.; Lehmhus, D. Dynamic mechanical behavior of syntactic iron foams with glass microspheres. Mater. Sci. Eng. A 2012, 552, 364–375. [Google Scholar] [CrossRef]
- Luong, D.; Lehmhus, D.; Gupta, N.; Weise, J.; Bayoumi, M. Structure and Compressive Properties of Invar-Cenosphere Syntactic Foams. Materials 2016, 9, 115. [Google Scholar] [CrossRef] [Green Version]
- Weise, J.; Lehmhus, D.; Baumeister, J.; Kun, R.; Bayoumi, M.; Busse, M. Production and properties of 316l stainless steel cellular materials and syntactic foams. Steel Res. Int. 2014, 85, 486–497. [Google Scholar] [CrossRef]
- Orbulov, I.N.; Kemény, A.; Filep, Á.; Gácsi, Z. Compressive characteristics of bimodal aluminium matrix syntactic foams. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105479. [Google Scholar] [CrossRef] [Green Version]
- Szlancsik, A.; Katona, B.; Kemény, A.; Károly, D. On the Filler Materials of Metal Matrix Syntactic Foams. Materials 2019, 12, 2023. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- S-de-la-Muela, A.M.; Cambronero, L.E.G.; Ruiz-Román, J.M. Molten Metal Infiltration Methods to Process Metal Matrix Syntactic Foams. Metals 2020, 10, 149. [Google Scholar] [CrossRef] [Green Version]
- Rabiei, A.; Vendra, L.J. A comparison of composite metal foam’s properties and other comparable metal foams. Mater. Lett. 2009, 63, 533–536. [Google Scholar] [CrossRef]
- Rajak, D.K.; Mahajan, N.N.; Linul, E. Crashworthiness performance and microstructural characteristics of foam-filled thin-walled tubes under diverse strain rate. J. Alloys Compd. 2019, 775, 675–689. [Google Scholar] [CrossRef]
- Marx, J.; Portanova, M.; Rabiei, A. Ballistic Performance of Composite Metal Foam against Large Caliber Threats. Compos. Struct. 2019, 225, 111032. [Google Scholar] [CrossRef]
- Kádár, C.; Szlancsik, A.; Dombóvári, Z.; Orbulov, I.N. Monitoring the failure states of a metal matrix syntactic foam by modal analysis. Mater. Lett. 2019, 257, 126733. [Google Scholar] [CrossRef] [Green Version]
- Kádár, C.; Máthis, K.; Orbulov, I.N.; Chmelík, F. Monitoring the failure mechanisms in metal matrix syntactic foams during compression by acoustic emission. Mater. Lett. 2016, 173, 31–34. [Google Scholar] [CrossRef] [Green Version]
- Lehmhus, D.; Weise, J.; Baumeister, J.; Peroni, L.; Scapin, M.; Fichera, C.; Avalle, M.; Busse, M. Quasi-static and dynamic mechanical performance of glass microsphere- and cenosphere-based 316L syntactic foams. Procedia Mater. Sci. 2014, 4, 383–387. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids—Structure and Properties, 2nd ed.; Cambridge Solid State Science Series; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Chernousov, A.A.; Chan, B.Y.B. Optimising in-situ nitridation in piled aluminium flakes for novel closed cell composites with high fracture stress and toughness. Mater. Des. 2018, 150, 113–123. [Google Scholar] [CrossRef]
- McCullough, K.Y.G.; Fleck, N.A.; Ashby, M.F. Toughness of aluminium alloy foams. Acta Mater. 1999, 47, 2331–2343. [Google Scholar] [CrossRef] [Green Version]
- Olurin, O.B.; Fleck, N.A.; Ashby, M.F. Deformation and fracture of aluminium foams. Mater. Sci. Eng. A 2000, 291, 136–146. [Google Scholar] [CrossRef] [Green Version]
- Olurin, O.B.; McCullough, K.Y.G.; Fleck, N.A.; Ashby, M.F. Fatigue crack propagation in aluminium alloy foams. Int. J. Fatigue 2001, 23, 375–382. [Google Scholar] [CrossRef]
- Motz, C.; Pippan, R. Fracture behaviour and fracture toughness of ductile closed-cell metallic foams. Acta Mater. 2002, 50, 2013–2033. [Google Scholar] [CrossRef]
- Motz, C.; Friedl, O.; Pippan, R. Fatigue crack propagation in cellular metals. Int. J. Fatigue 2005, 27, 1571–1581. [Google Scholar] [CrossRef]
- Combaz, E.; Mortensen, A. Fracture toughness of Al replicated foam. Acta Mater. 2010, 58, 4590–4603. [Google Scholar] [CrossRef]
- Szlancsik, A.; Katona, B.; Károly, D.; Orbulov, I.N. Notch (In)Sensitivity of Aluminum Matrix Syntactic Foams. Materials 2019, 12, 574. [Google Scholar] [CrossRef] [Green Version]
- ASTM. E1820-18 Standard Test Method for Measurement of Fracture Toughness; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Silva, G.B.D. Metal Injection Molding Processing and Properties Characterisation of Iron and Steel Alloys Syntactic Foams. Master’s Thesis, Federal University of Santa Catarina, Florianópolis, Brazil, Fraunhofer Institute of Manufacturing and Advanced Materials, Bremen, Germany, 2009. [Google Scholar]
- Weise, J.; Baumeister, J.; Yezerska, O.; Salk, N.; Silva, G.B.D. Syntactic Iron Foams with Integrated Microglass Bubbles Produced by Means of Metal Powder Injection Moulding. Adv. Eng. Mater. 2010, 12, 604–608. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Impact Energy/KV (J) | |||
|---|---|---|---|---|
| U Notch | V Notch | |||
| Bulk | MMSF | Bulk | MMSF | |
| 1. | 3.28 | 0.27 | 2.47 | 0.21 |
| 2. | 2.95 | 0.41 | 2.35 | 0.17 |
| 3. | 3.17 | 0.23 | 2.27 | 0.29 |
| Average | 3.13 | 0.30 | 2.36 | 0.22 |
| Scatter | 0.17 | 0.10 | 0.10 | 0.06 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lehmhus, D.; Weise, J.; Szlancsik, A.; Orbulov, I.N. Fracture Toughness of Hollow Glass Microsphere-Filled Iron Matrix Syntactic Foams. Materials 2020, 13, 2566. https://doi.org/10.3390/ma13112566
Lehmhus D, Weise J, Szlancsik A, Orbulov IN. Fracture Toughness of Hollow Glass Microsphere-Filled Iron Matrix Syntactic Foams. Materials. 2020; 13(11):2566. https://doi.org/10.3390/ma13112566
Chicago/Turabian StyleLehmhus, Dirk, Jörg Weise, Attila Szlancsik, and Imre Norbert Orbulov. 2020. "Fracture Toughness of Hollow Glass Microsphere-Filled Iron Matrix Syntactic Foams" Materials 13, no. 11: 2566. https://doi.org/10.3390/ma13112566