A Study on the Microstructural Characterization and Phase Compositions of Thermally Sprayed Al2O3-TiO2 Coatings Obtained from Powders and Water-Based Suspensions

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Experimental Methods
2.1. Feedstocks
2.2. Deposition Process
2.2.1. Atmospheric Plasma Spraying (APS)
2.2.2. Suspension Plasma Spraying (SPS)
2.2.3. Suspension High-Velocity Oxygen Fuel Spraying (S-HVOF)
2.3. Sample Characterization
3. Results and Discussion
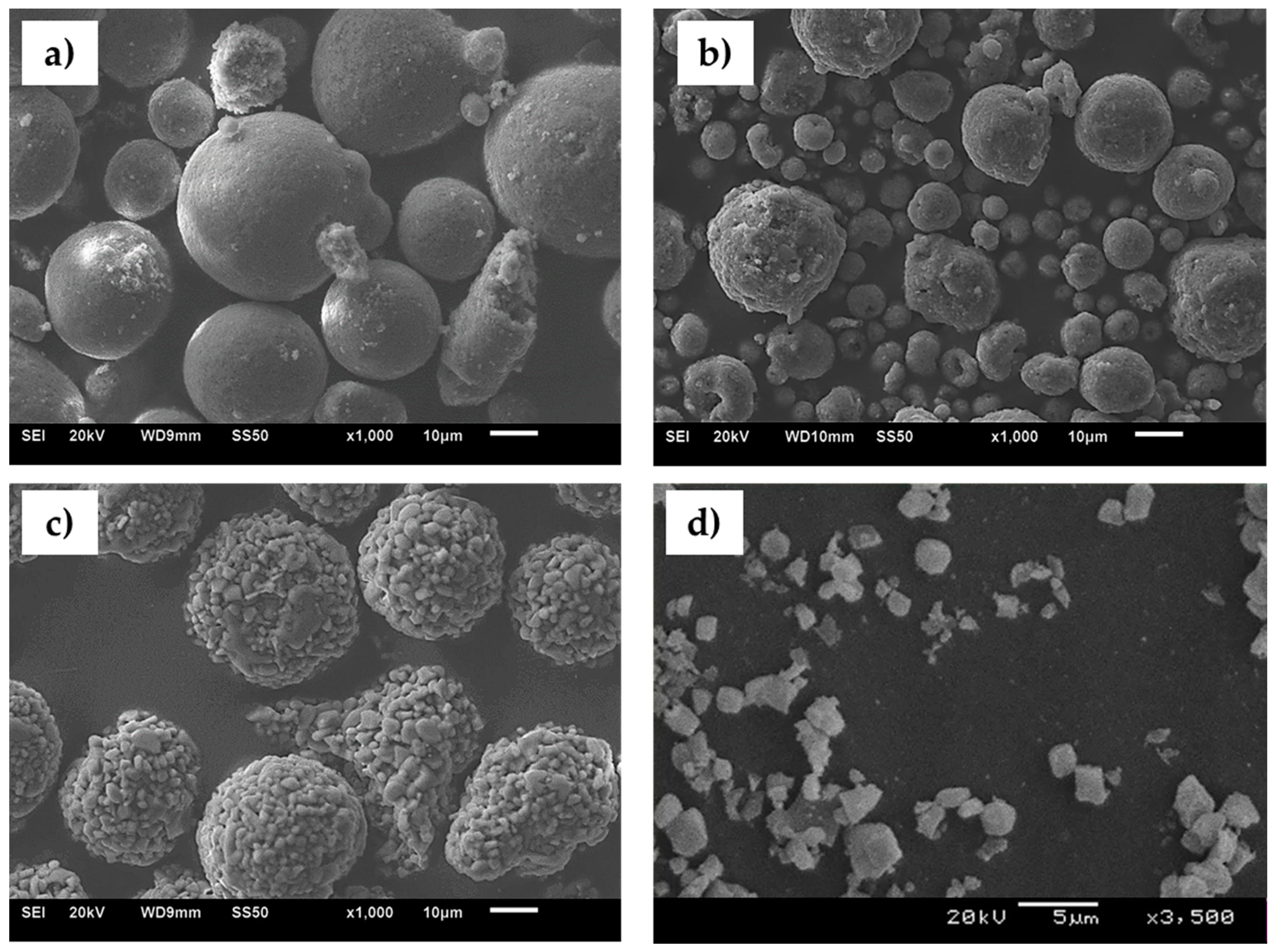
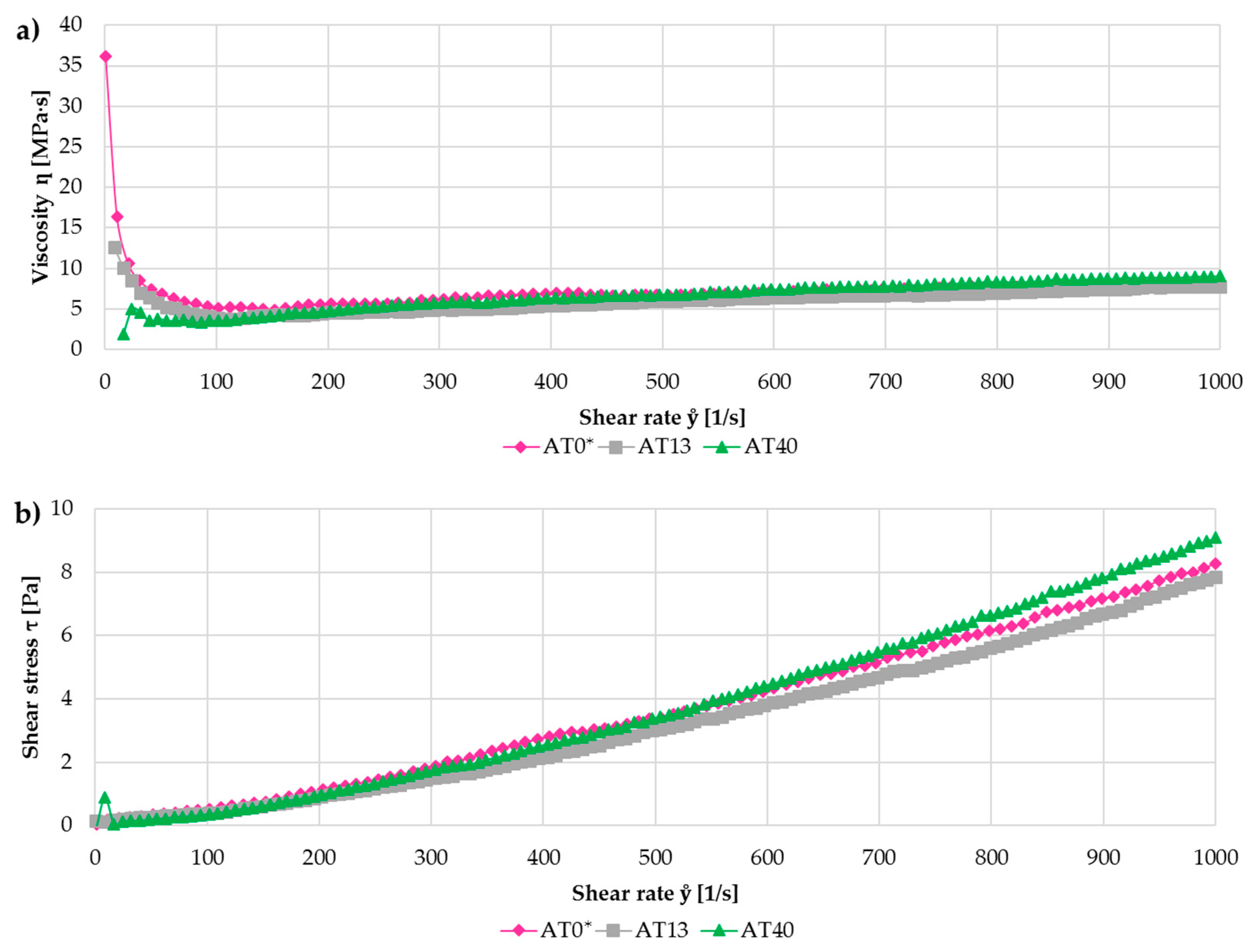
3.1. Feedstocks
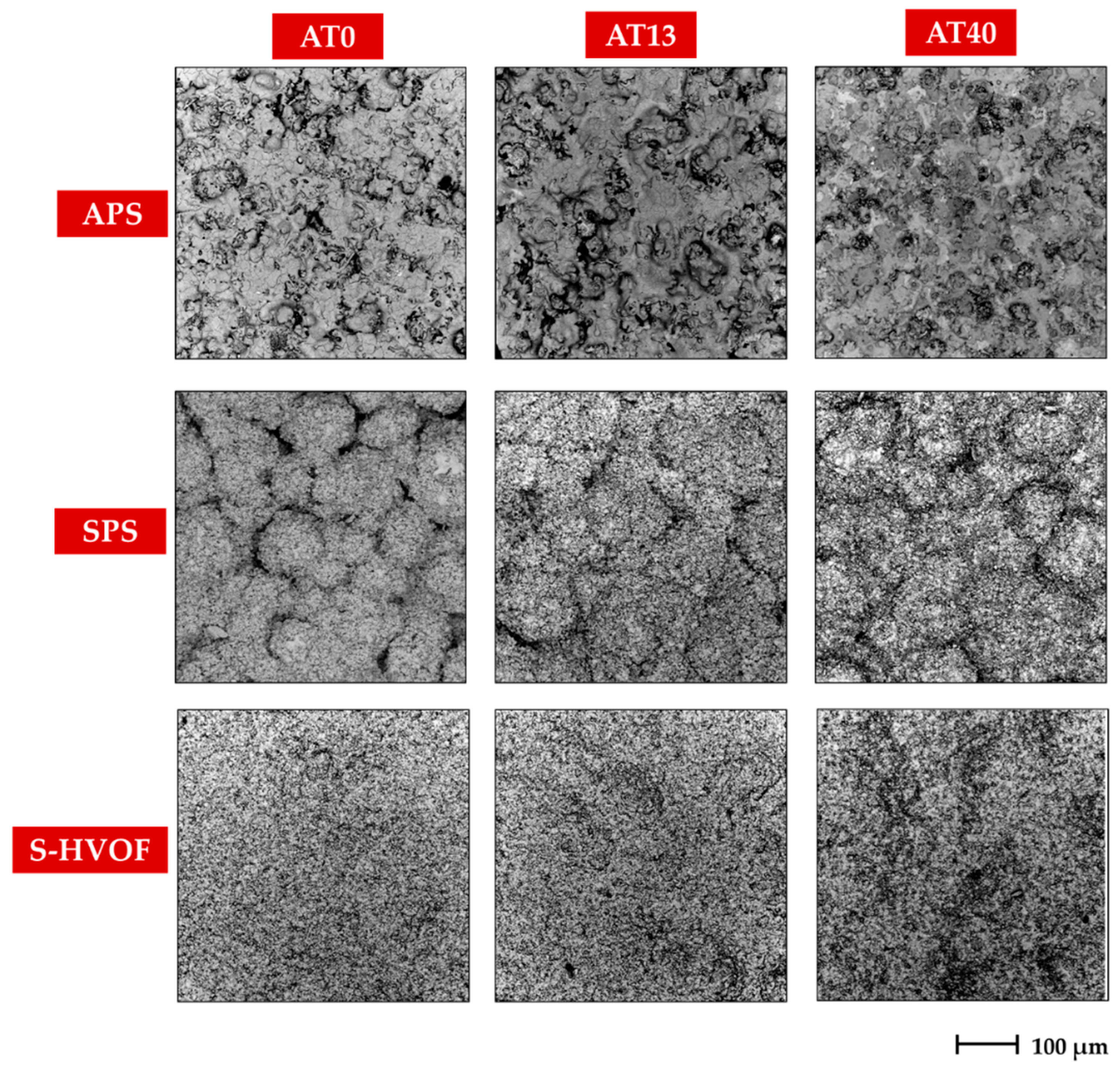
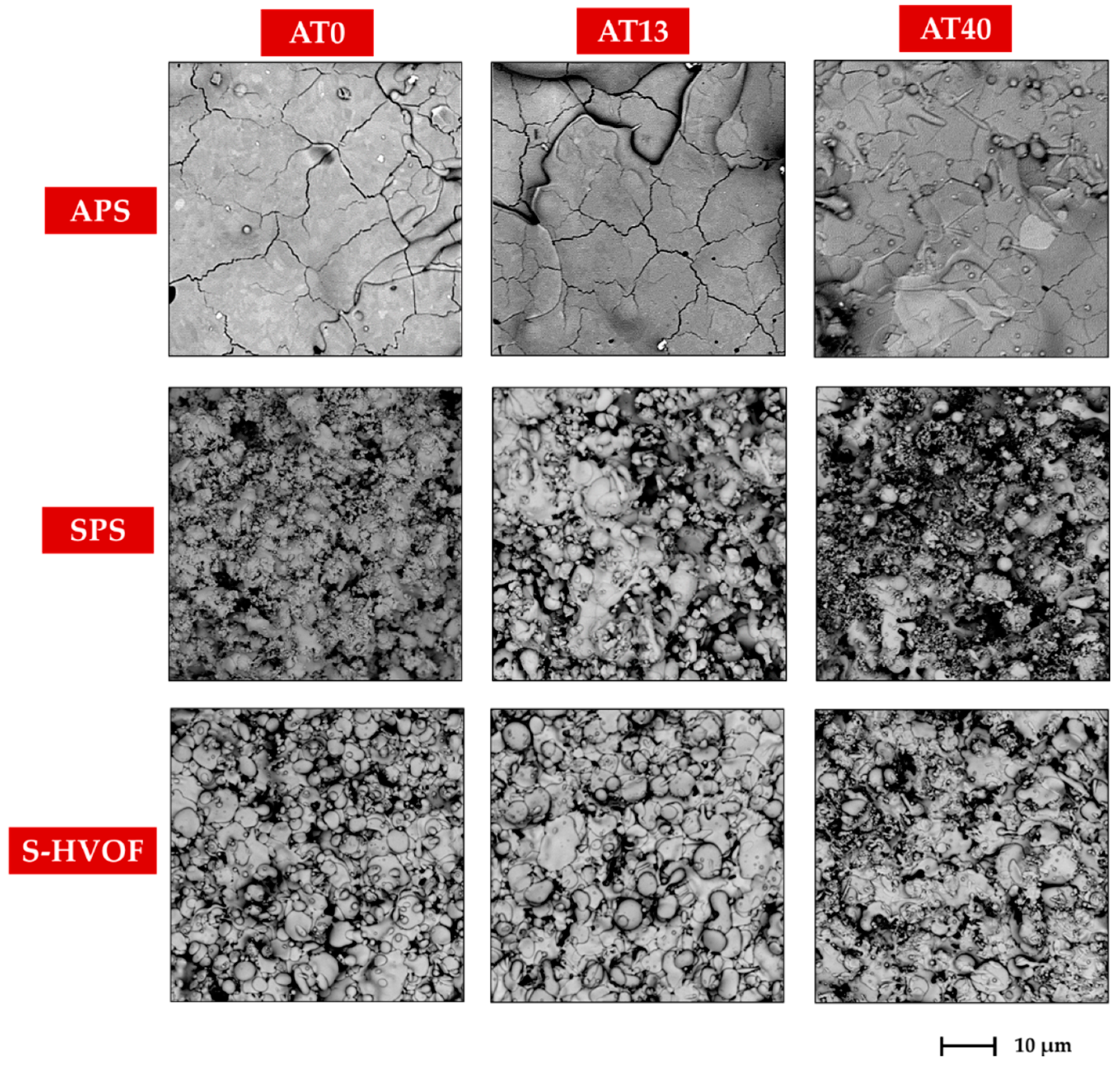
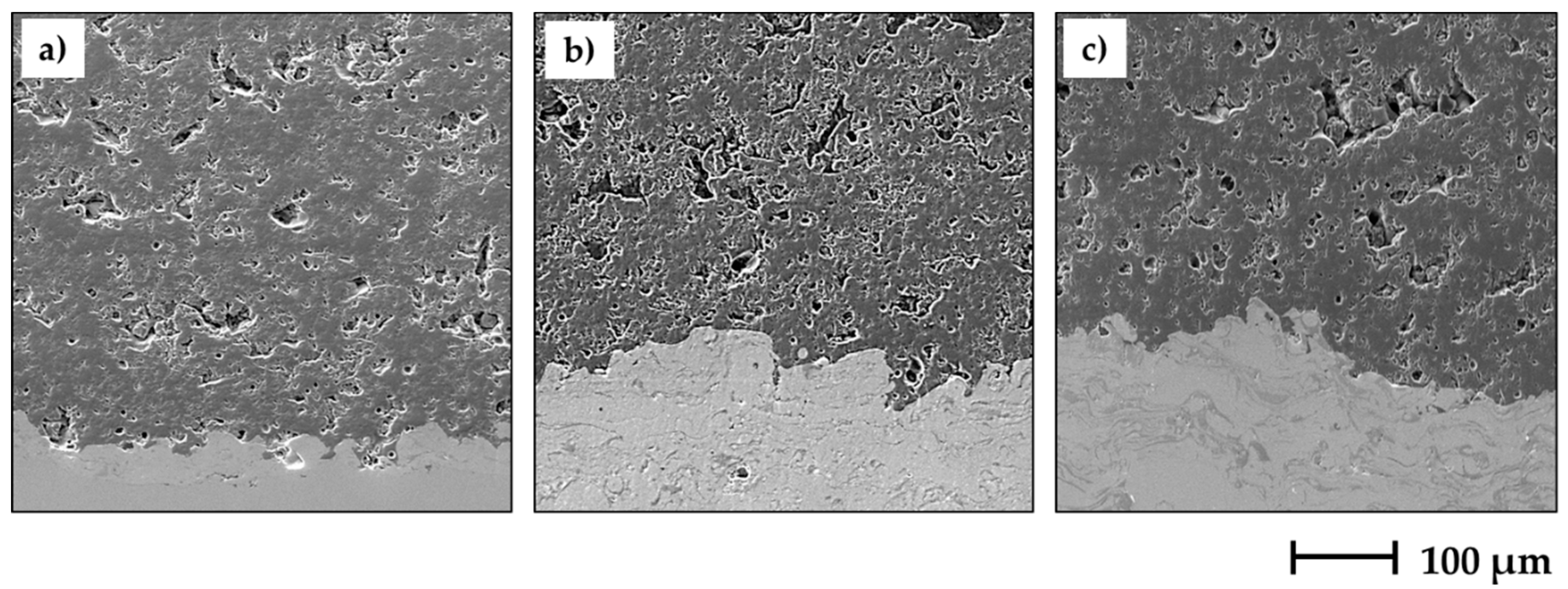
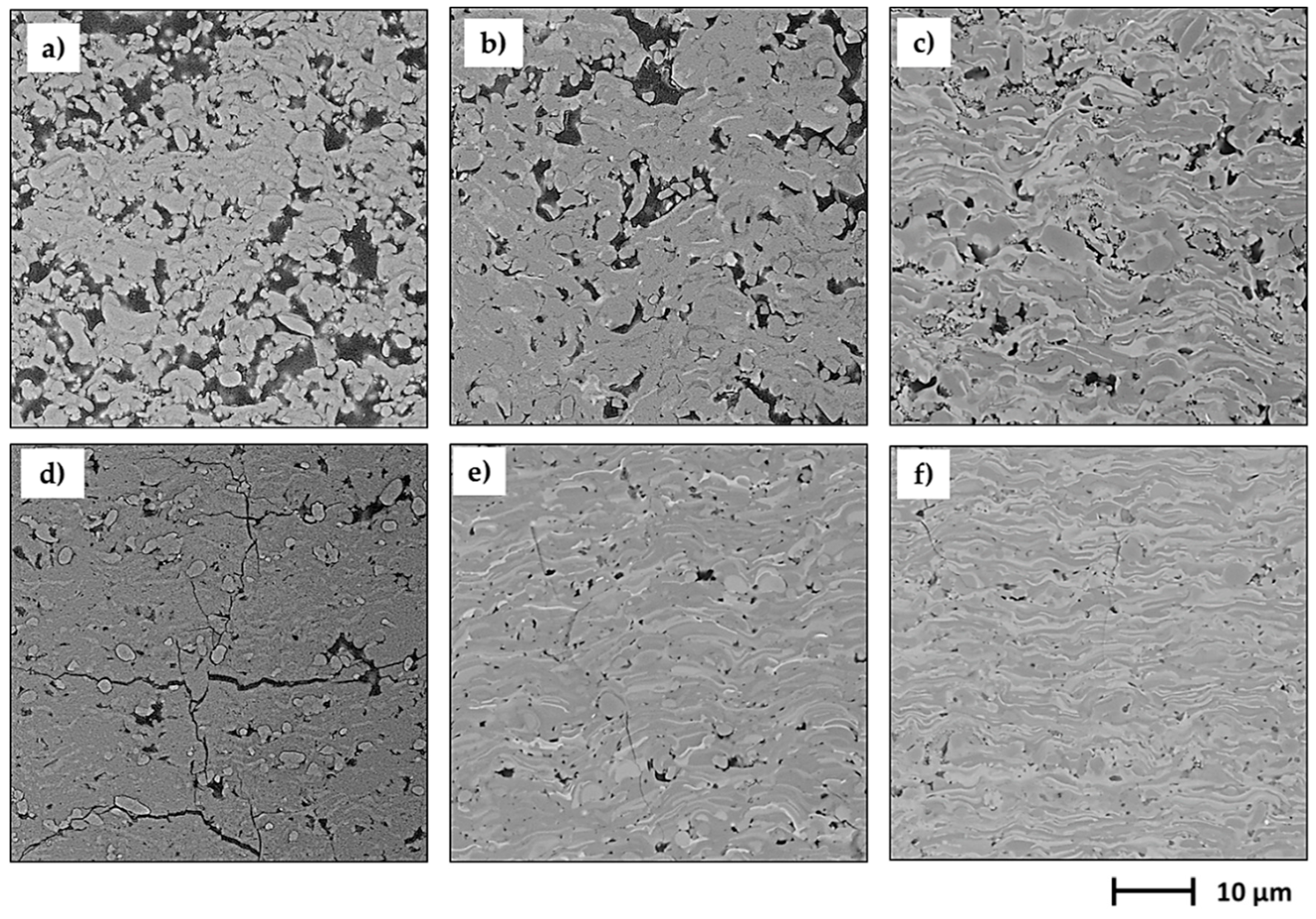
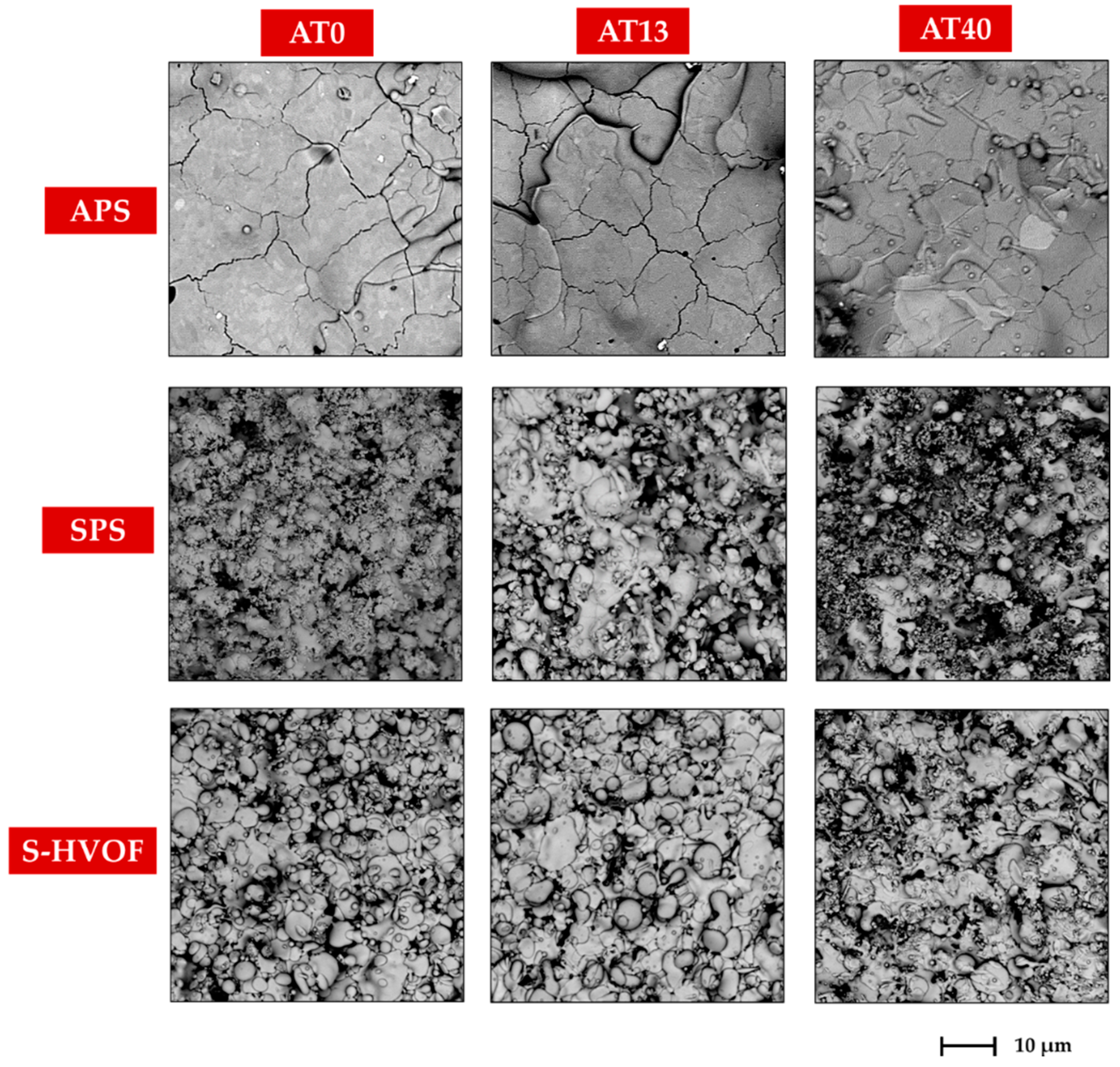
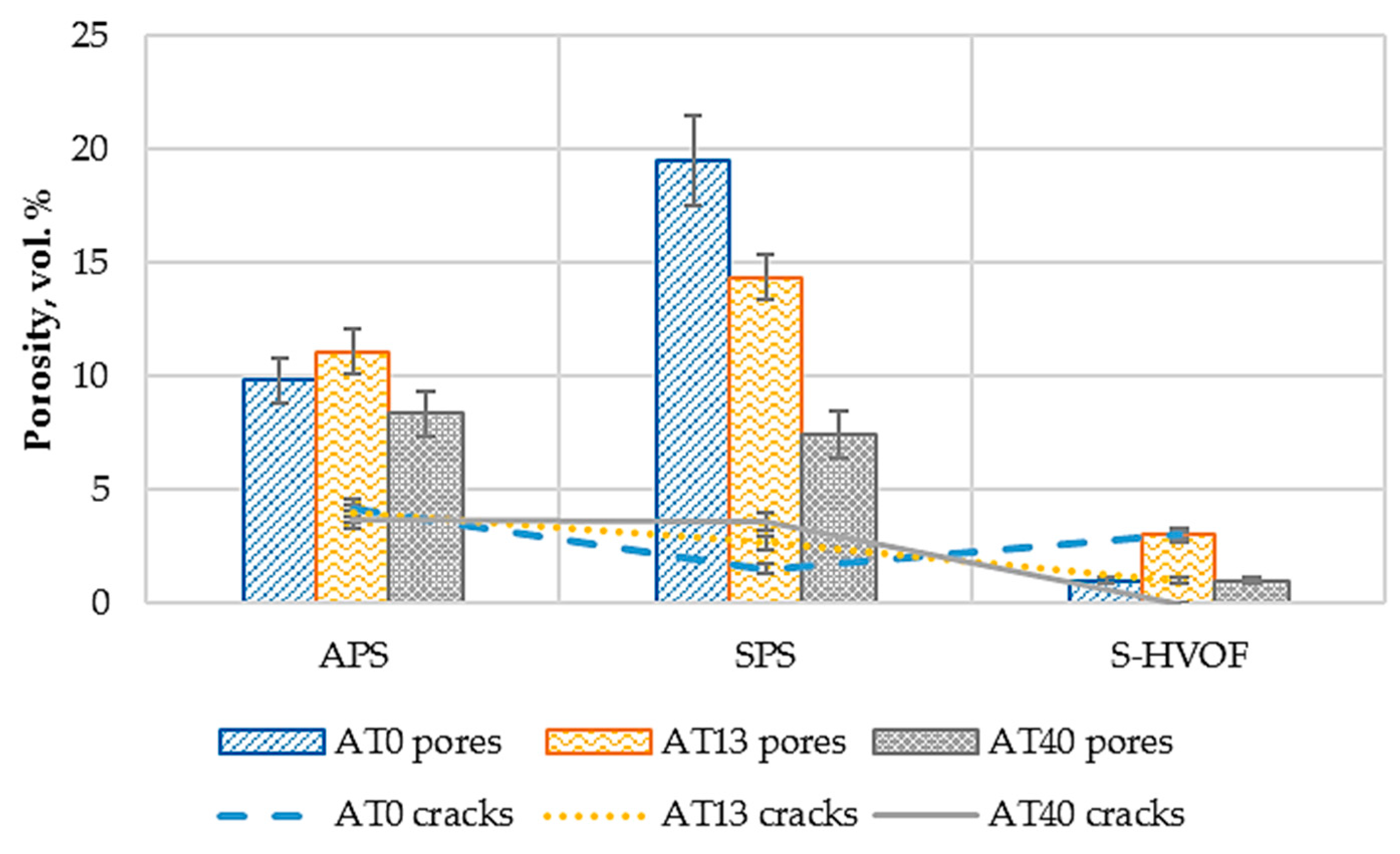
3.2. Morphology and Microstructure of the Coatings
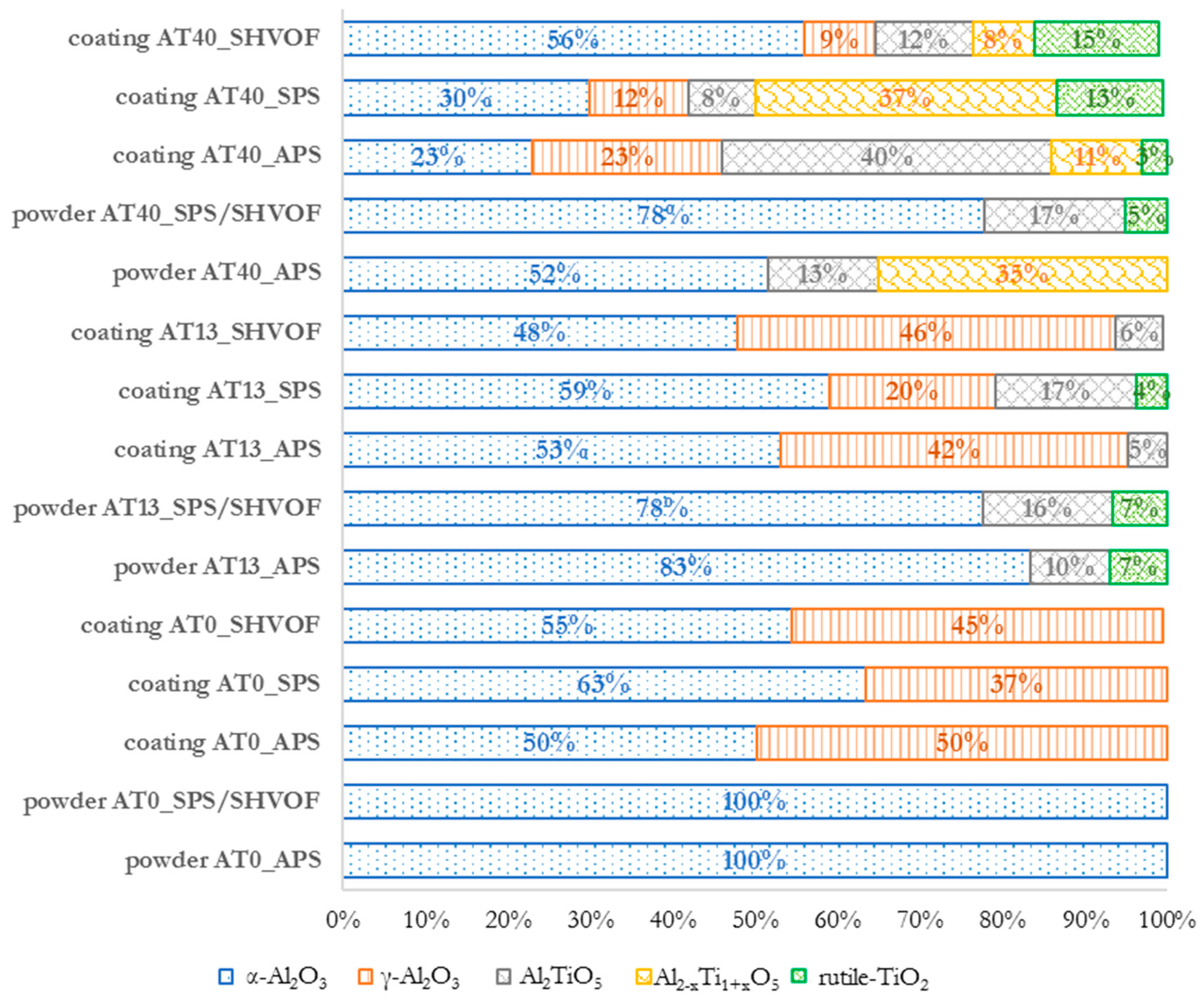
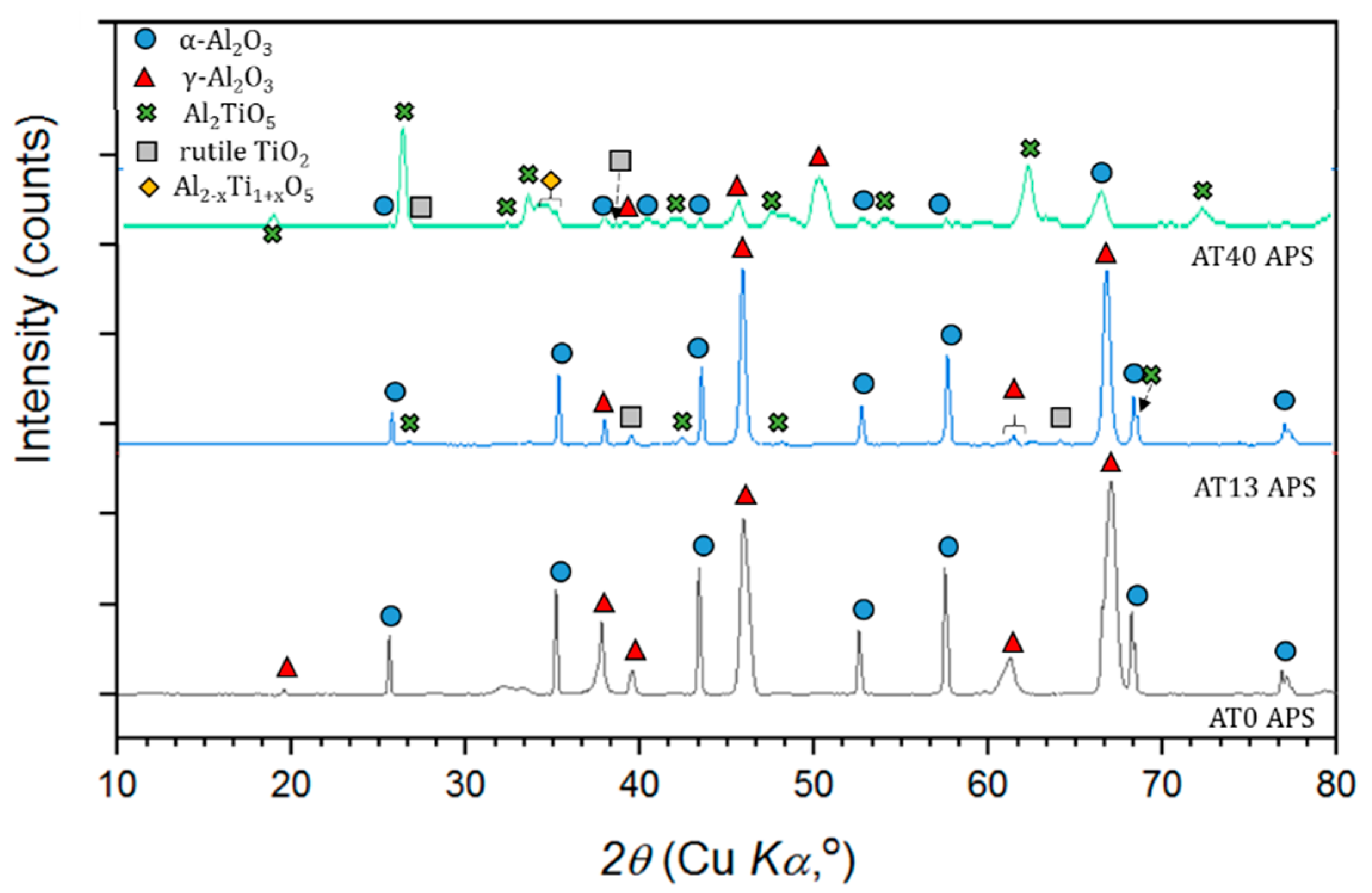
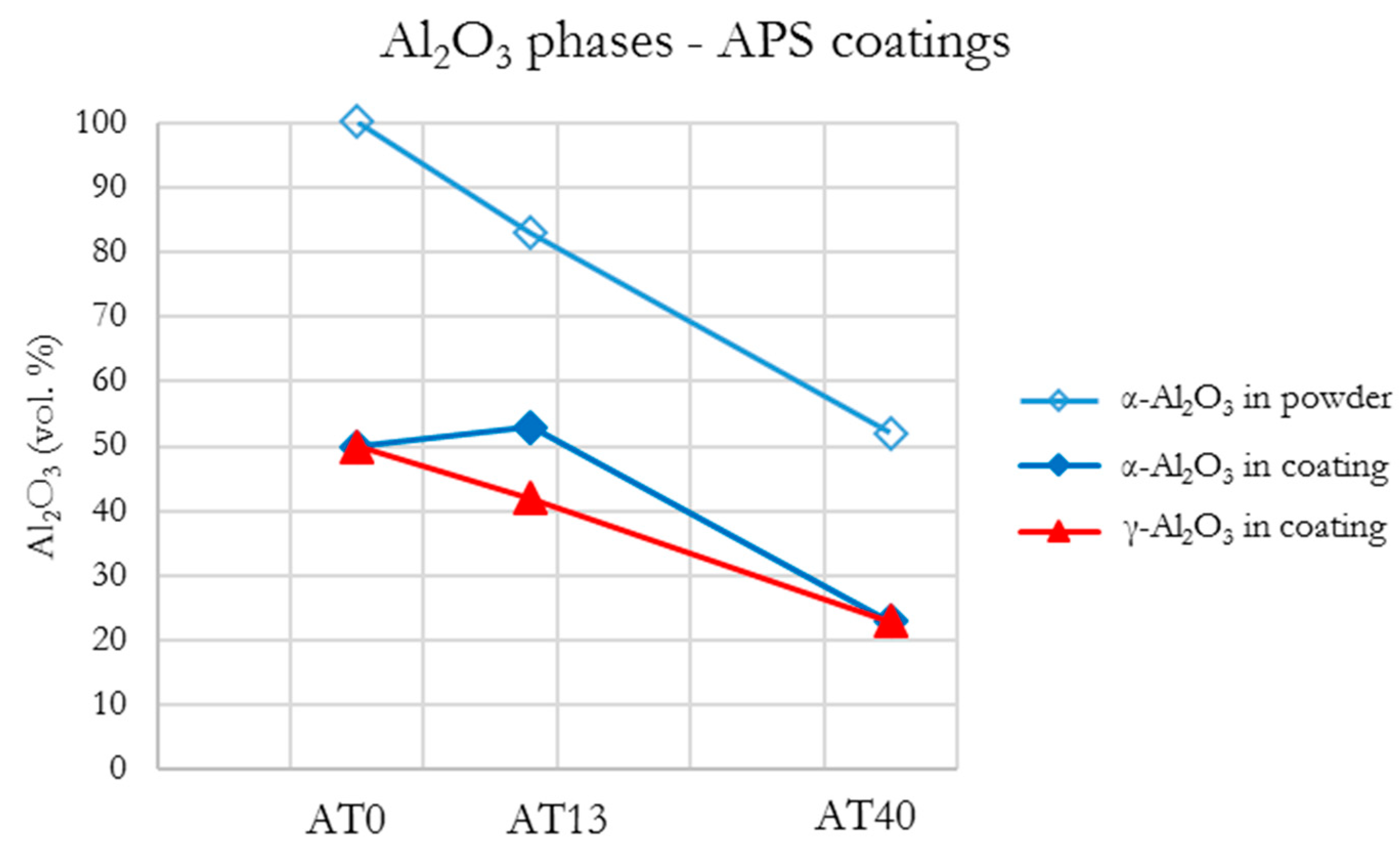
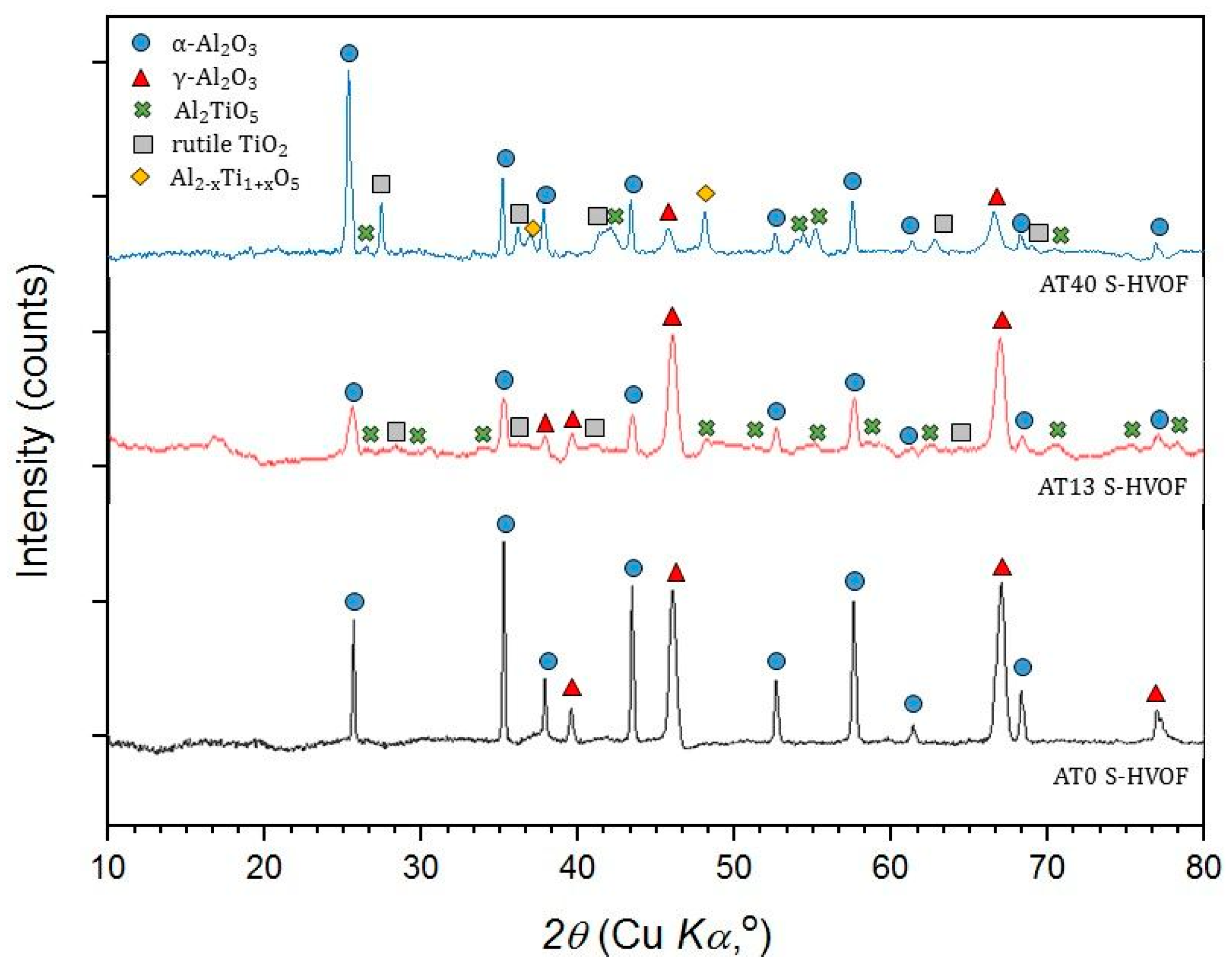
3.3. Phase Composition
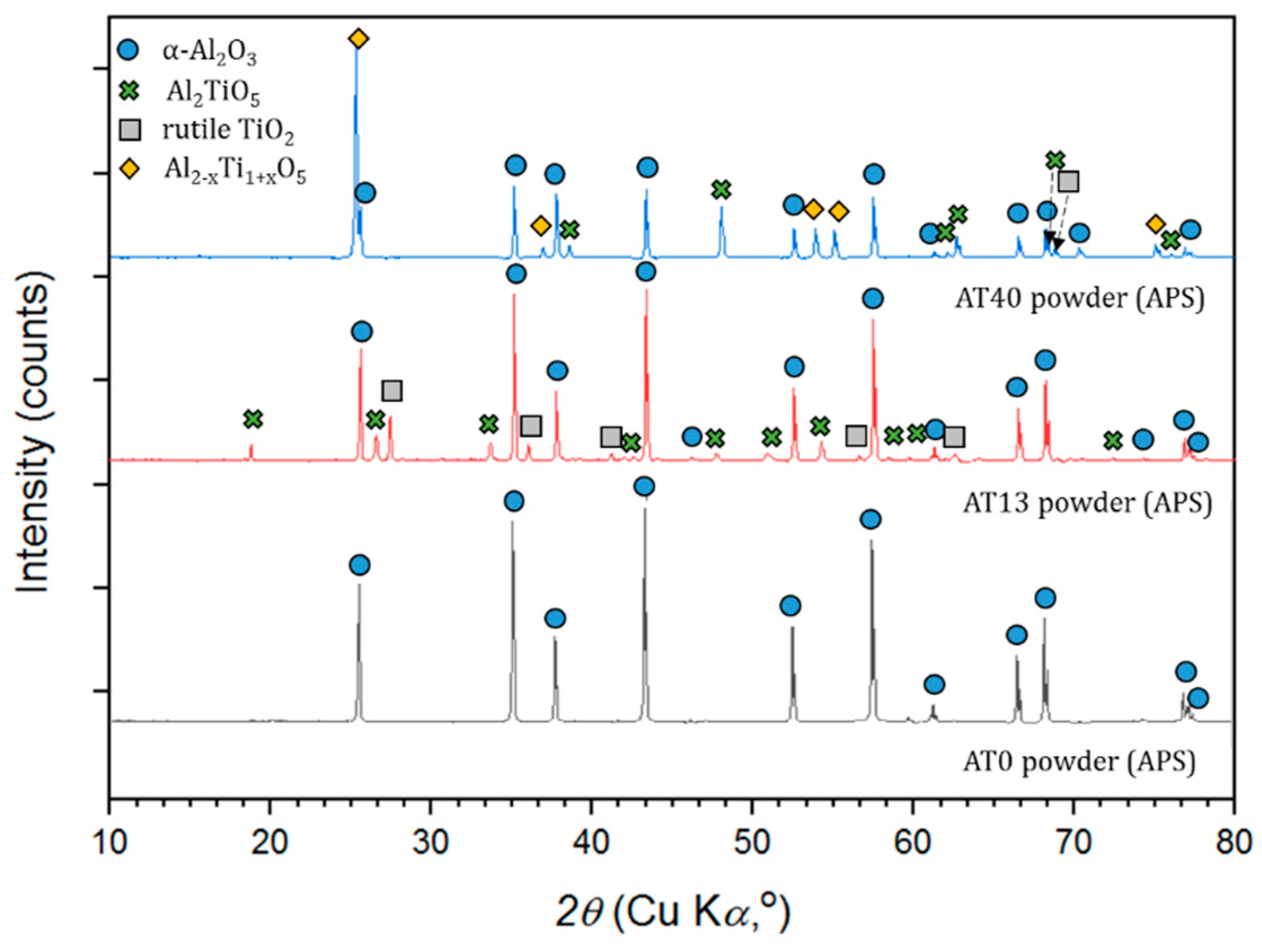
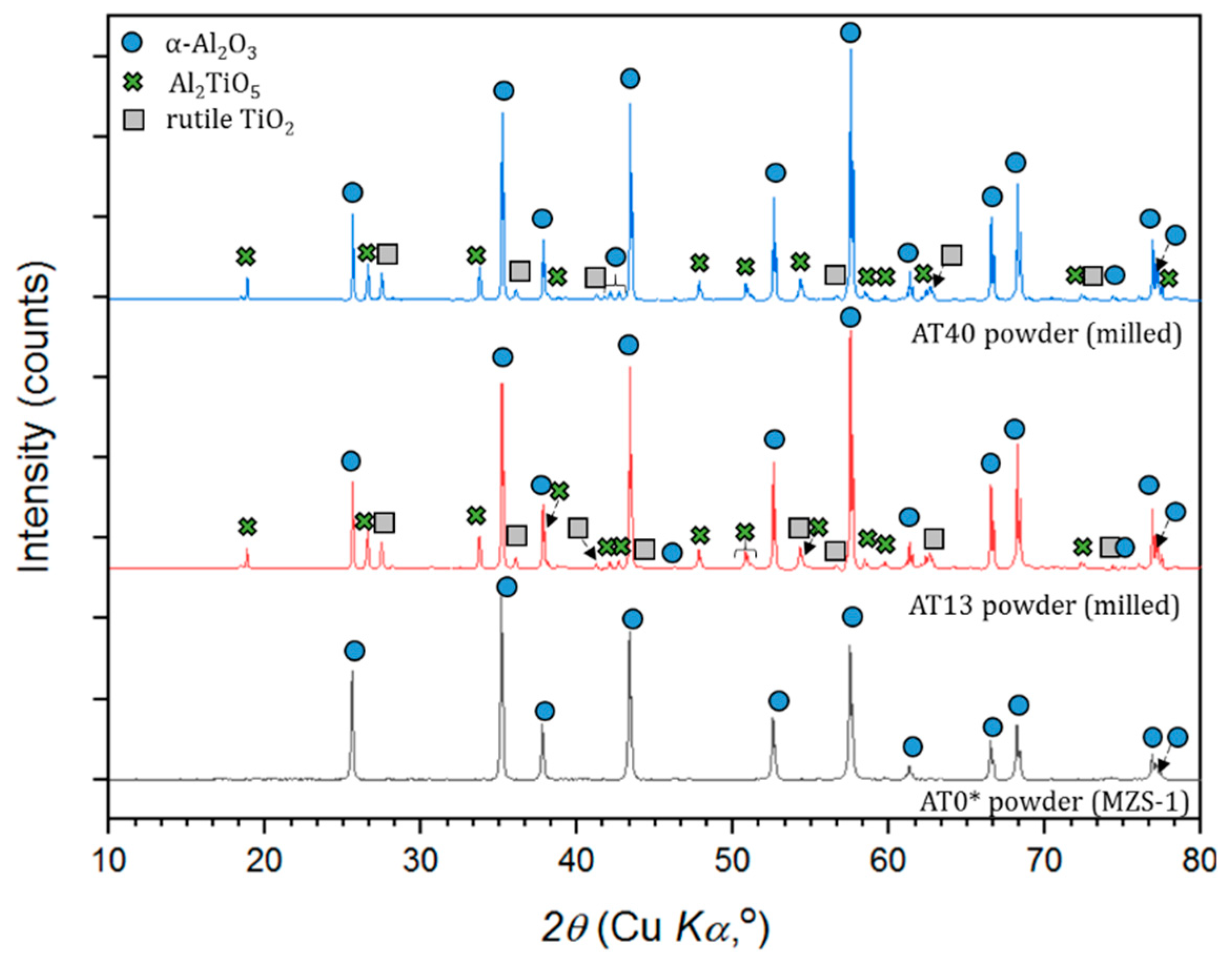
3.3.1. Micrometer- and Submicrometer-Sized Powders
3.3.2. APS Coatings
3.3.3. SPS Coatings
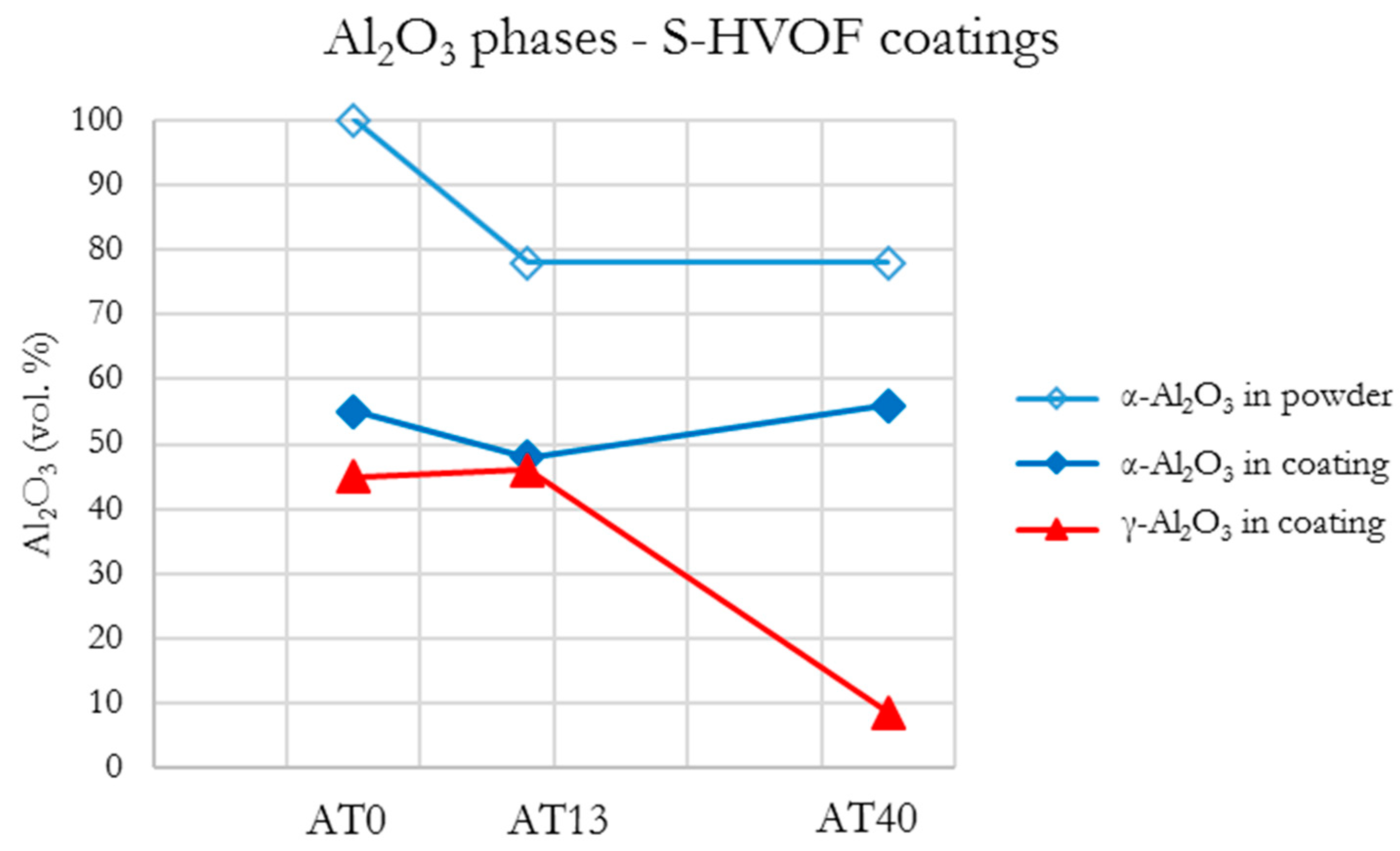
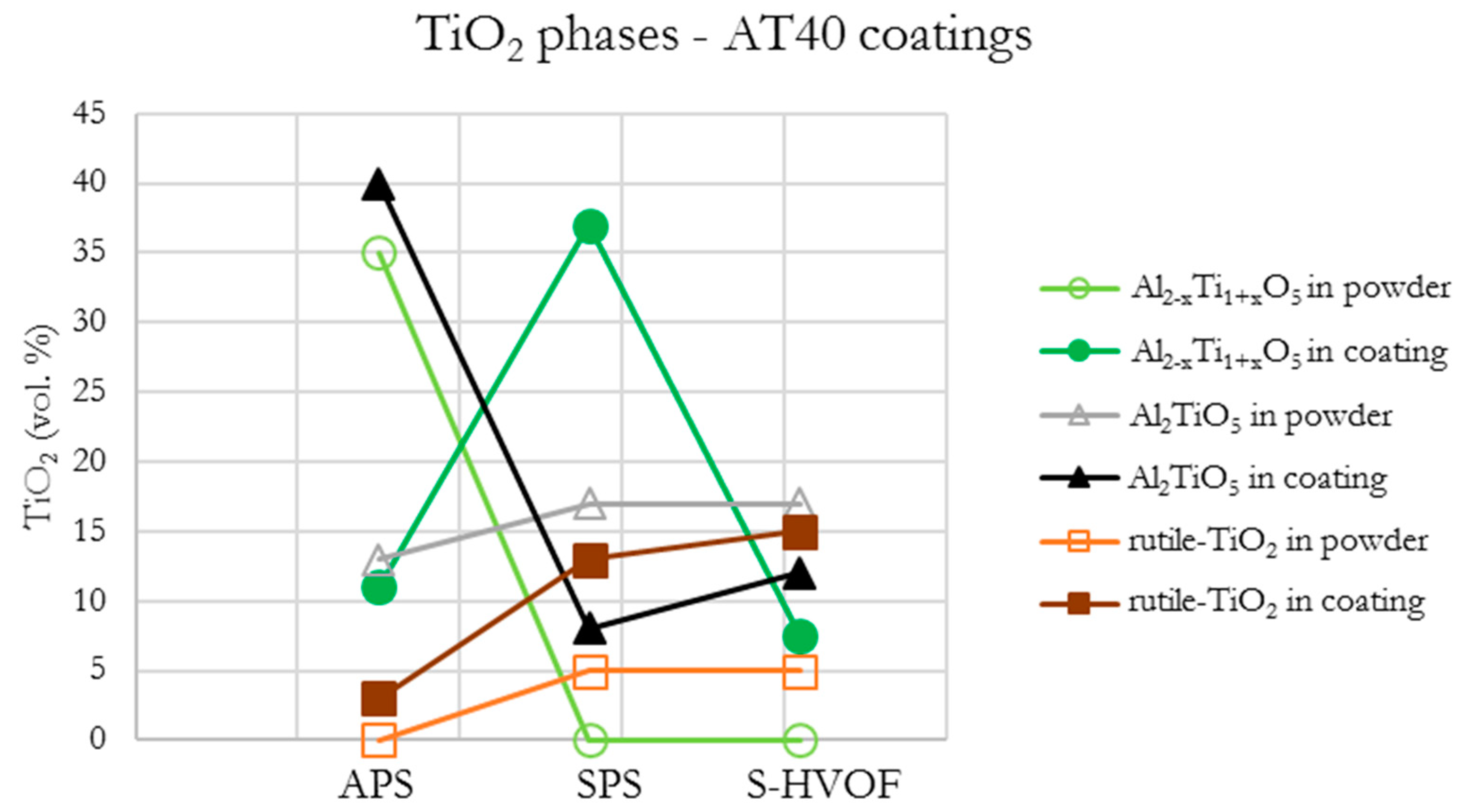
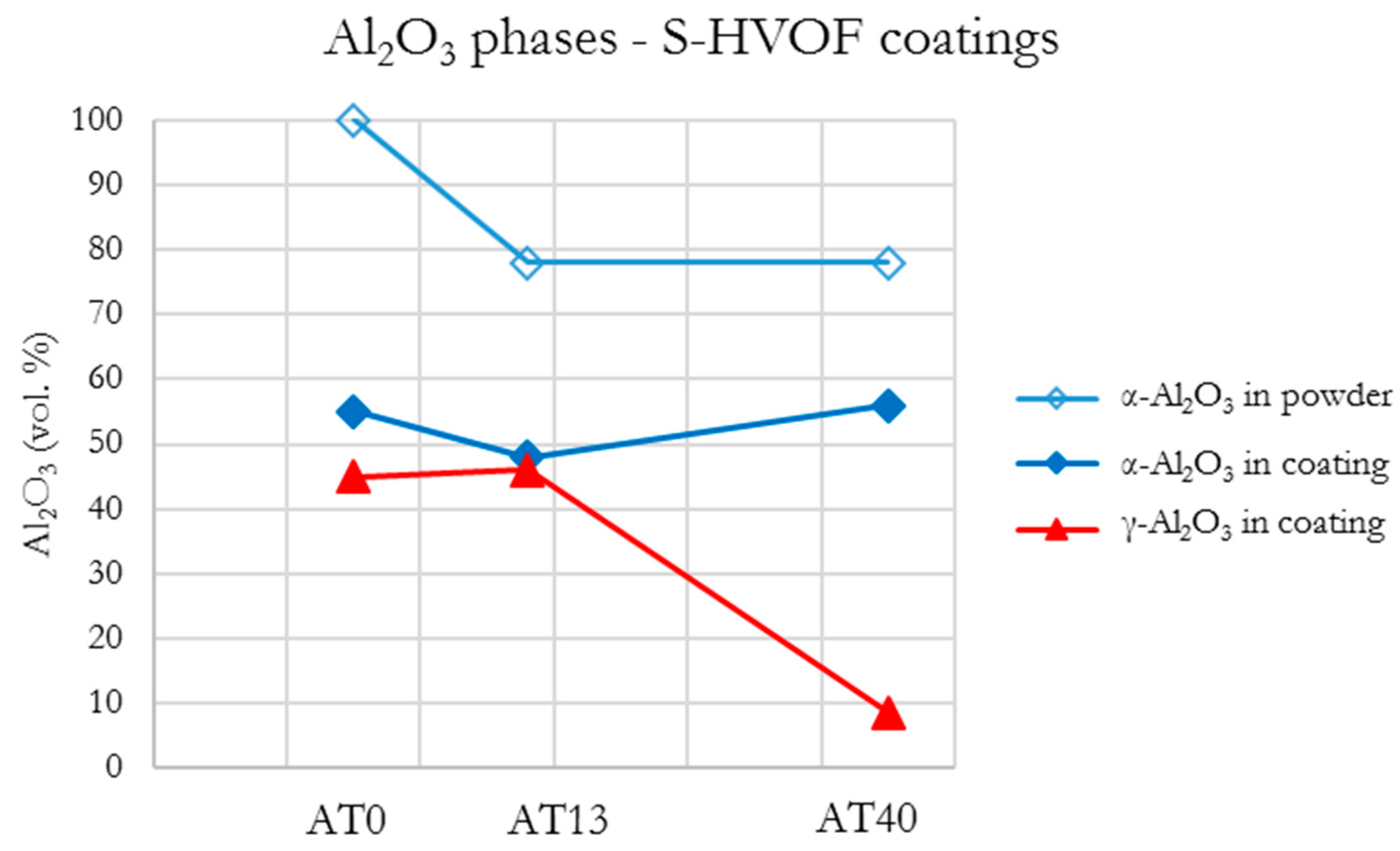
3.3.4. S-HVOF Coatings
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fauchais, P.; Montavon, G. Latest Developments in Suspension and Liquid Precursor Thermal Spraying. J. Therm. Spray Technol. 2010, 19, 226–239. [Google Scholar] [CrossRef]
- Killinger, A.; Gadow, R.; Mauer, G.; Guignard, A.; Vaßen, R.; Stöver, D. Review of New Developments in Suspension and Solution Precursor Thermal Spray Processes. J. Therm. Spray Technol. 2011, 20, 677. [Google Scholar] [CrossRef]
- Gitzhofer, F.; Bouyer, E.; Boulos, M.I. Suspension Plasma Spray. Patent no. US5609921 A, 11 March 1997. [Google Scholar]
- Gadow, R.P.D.; Killinger, A.D.; Kuhn, M.; Martinez, D.L. Verfahren und Vorrichtung zum thermischen Spritzen von Suspensionen. Patent no. DE102005038453A1, 9 June 2011. [Google Scholar]
- Toma, F.-L.; Berger, L.-M.; Stahr, C.C.; Naumann, T.; Langner, S. Thermally Sprayed Al2O3 Coatings Having a High Content of Corundum without any Property-Reducing Additives, and Method for the Production Thereof. Patent no. US8318261 B2, 27 November 2012. [Google Scholar]
- Potthoff, A.; Kratzsch, R.; Barbosa, M.; Kulissa, N.; Kunze, O.; Toma, F.-L. Development and Application of Binary Suspensions in the Ternary System Cr2O3/TiO2/Al2O3 for S-HVOF Spraying. J. Therm. Spray Technol. 2018, 27, 710–717. [Google Scholar] [CrossRef]
- Toma, F.-L.; Berger, L.-M.; Naumann, T.; Langner, S. Microstructures of nanostructured ceramic coatings obtained by suspension thermal spraying. Surf. Coat. Technol. 2008, 202, 4343–4348. [Google Scholar] [CrossRef]
- Gadow, R.; Killinger, A.; Rauch, J. New results in High Velocity Suspension Flame Spraying (HVSFS). Surf. Coat. Technol. 2008, 202, 4329–4336. [Google Scholar] [CrossRef]
- Toma, F.-L.; Stahr, C.C.; Berger, L.-M.; Saaro, S.; Herrmann, M.; Deska, D.; Michael, G. Corrosion Resistance of APS- and HVOF-Sprayed Coatings in the Al2O3-TiO2 System. J. Therm. Spray Technol. 2010, 19, 137–147. [Google Scholar] [CrossRef]
- Bolelli, G.; Rauch, J.; Cannillo, V.; Killinger, A.; Lusvarghi, L.; Gadow, R. Microstructural and Tribological Investigation of High-Velocity Suspension Flame Sprayed (HVSFS) Al2O3 Coatings. J. Therm. Spray Technol. 2008, 18, 35. [Google Scholar] [CrossRef]
- Fauchais, P.; Etchart-Salas, R.; Rat, V.; Coudert, J.F.; Caron, N.; Wittmann-Ténèze, K. Parameters Controlling Liquid Plasma Spraying: Solutions, Sols, or Suspensions. J. Therm. Spray Technol. 2008, 17, 31–59. [Google Scholar] [CrossRef]
- Toma, F.-L.; Potthoff, A.; Barbosa, M. Microstructural Characteristics and Performances of Cr2O3 and Cr2O3-15%TiO2 S-HVOF Coatings Obtained from Water-Based Suspensions. J. Therm. Spray Technol. 2018, 27, 344–357. [Google Scholar] [CrossRef]
- Tingaud, O.; Bertrand, P.; Bertrand, G. Microstructure and tribological behavior of suspension plasma sprayed Al2O3 and Al2O3–YSZ composite coatings. Surf. Coat. Technol. 2010, 205, 1004–1008. [Google Scholar] [CrossRef]
- Kozerski, S.; Toma, F.-L.; Pawlowski, L.; Leupolt, B.; Latka, L.; Berger, L.-M. Suspension plasma sprayed TiO2 coatings using different injectors and their photocatalytic properties. Surf. Coat. Technol. 2010, 205, 980–986. [Google Scholar] [CrossRef]
- Bolelli, G.; Bonferroni, B.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L.; Rauch, J.; Stiegler, N. Wear behaviour of high velocity suspension flame sprayed (HVSFS) Al2O3 coatings produced using micron- and nano-sized powder suspensions. Surf. Coat. Technol. 2010, 204, 2657–2668. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L.; Manfredini, T.; Müller, P. Properties of Al2O3 coatings by High Velocity Suspension Flame Spraying (HVSFS): Effects of injection systems and torch design. Surf. Coat. Technol. 2015, 270, 175–189. [Google Scholar] [CrossRef]
- Rauch, J.; Bolelli, G.; Killinger, A.; Gadow, R.; Cannillo, V.; Lusvarghi, L. Advances in High Velocity Suspension Flame Spraying (HVSFS). Surf. Coat. Technol. 2009, 203, 2131–2138. [Google Scholar] [CrossRef]
- Murray, J.W.; Ang, A.S.M.; Pala, Z.; Shaw, E.C.; Hussain, T. Suspension High Velocity Oxy-Fuel (SHVOF)-Sprayed Alumina Coatings: Microstructure, Nanoindentation and Wear. J. Therm. Spray Technol. 2016, 25, 1700–1710. [Google Scholar] [CrossRef]
- Darut, G.; Ben-Ettouil, F.; Denoirjean, A.; Montavon, G.; Ageorges, H.; Fauchais, P. Dry Sliding Behavior of Sub-Micrometer-Sized Suspension Plasma Sprayed Ceramic Oxide Coatings. J. Therm. Spray Technol. 2010, 19, 275–285. [Google Scholar] [CrossRef]
- Goel, S.; Björklund, S.; Curry, N.; Wiklund, U.; Joshi, S. Axial suspension plasma spraying of Al2O3 coatings for superior tribological properties. Surf. Coat. Technol. 2017, 315, 80–87. [Google Scholar] [CrossRef]
- Owoseni, T.A.; Murray, J.W.; Pala, Z.; Lester, E.H.; Grant, D.M.; Hussain, T. Suspension high velocity oxy-fuel (SHVOF) spray of delta-theta alumina suspension: Phase transformation and tribology. Surf. Coat. Technol. 2019, 371, 97–106. [Google Scholar] [CrossRef]
- Bolelli, G.; Cannillo, V.; Gadow, R.; Killinger, A.; Lusvarghi, L.; Rauch, J.; Romagnoli, M. Effect of the suspension composition on the microstructural properties of high velocity suspension flame sprayed (HVSFS) Al2O3 coatings. Surf. Coat. Technol. 2010, 204, 1163–1179. [Google Scholar] [CrossRef]
- Darut, G.; Klyatskina, E.; Valette, S.; Carles, P.; Denoirjean, A.; Montavon, G.; Ageorges, H.; Segovia, F.; Salvador, M. Architecture and phases composition of suspension plasma sprayed alumina-titania sub-micrometer-sized coatings. Mater. Lett. 2012, 67, 241–244. [Google Scholar] [CrossRef]
- Vicent, M.; Bannier, E.; Carpio, P.; Rayón, E.; Benavente, R.; Salvador, M.D.; Sánchez, E. Effect of the initial particle size distribution on the properties of suspension plasma sprayed Al2O3–TiO2 coatings. Surf. Coat. Technol. 2015, 268, 209–215. [Google Scholar] [CrossRef] [Green Version]
- ASTM B822—17. Standard Test Method for Particle Size Distribution of Metal Powders and Related Compounds by Light Scattering; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Toma, F.-L.; Berger, L.-M.; Scheitz, S.; Langner, S.; Rödel, C.; Potthoff, A.; Sauchuk, V.; Kusnezoff, M. Comparison of the Microstructural Characteristics and Electrical Properties of Thermally Sprayed Al2O3 Coatings from Aqueous Suspensions and Feedstock Powders. J. Therm. Spray Technol. 2012, 21, 480–488. [Google Scholar] [CrossRef] [Green Version]
- Łatka, L.; Niemiec, A.; Michalak, M.; Sokołowski, P. Tribological properties of Al2O3 + TiO2 coatings manufactured by plasma spraying. Tribology 2019, 1, 19–24. [Google Scholar] [CrossRef]
- Łatka, L.; Szala, M.; Michalak, M.; Pałka, T. Impact of Atmospheric Plasma Spray Parameters on Cavitation Erosion Resistance of Al2O3 −13% TiO2 Coatings. Acta Phys. Pol. A 2019, 136, 342–347. [Google Scholar] [CrossRef]
- ASTM E2109-01(2014). Standard Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Prevéy, P.S. X-ray diffraction characterization of crystallinity and phase composition in plasma-sprayed hydroxyapatite coatings. J. Therm. Spray Technol. 2000, 9, 369–376. [Google Scholar] [CrossRef]
- Marcinauskas, L.; Valatkevičius, P. The effect of plasma torch power on the microstructure and phase composition of alumina coatings. Mater. Sci. 2010, 28, 451–458. [Google Scholar]
- Toma, F.-L.; Berger, L.-M.; Stahr, C.C.; Naumann, T.; Langner, S. Microstructures and Functional Properties of Suspension-Sprayed Al2O3 and TiO2 Coatings: An Overview. J. Therm. Spray Technol. 2010, 19, 262–274. [Google Scholar] [CrossRef]
- Carpio, P.; Salvador, M.D.; Borrell, A.; Sánchez, E.; Moreno, R. Alumina-zirconia coatings obtained by suspension plasma spraying from highly concentrated aqueous suspensions. Surf. Coat. Technol. 2016, 307, 713–719. [Google Scholar] [CrossRef] [Green Version]
- Chidambaram Seshadri, R.; Sampath, S. Characteristics of Conventional and Cascaded Arc Plasma Spray-Deposited Ceramic Under Standard and High-Throughput Conditions. J. Therm. Spray Technol. 2019, 28, 690–705. [Google Scholar] [CrossRef]
- Fazilleau, J.; Delbos, C.; Rat, V.; Coudert, J.F.; Fauchais, P.; Pateyron, B. Phenomena Involved in Suspension Plasma Spraying Part 1: Suspension Injection and Behavior. Plasma Chem. Plasma Process. 2006, 26, 371–391. [Google Scholar] [CrossRef]
- Killinger, A. 4—Status and future trends in suspension spray techniques. In Future Development of Thermal Spray Coatings; Espallargas, N., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 81–122. ISBN 978-0-85709-769-9. [Google Scholar]
- Steeper, T.J.; Varacalle, D.J.; Wilson, G.C.; Riggs, W.L.; Rotolico, A.J.; Nerz, J. A design of experiment study of plasma-sprayed alumina-titania coatings. JTST 1993, 2, 251–256. [Google Scholar] [CrossRef] [Green Version]
- Habib, K.A.; Saura, J.J.; Ferrer, C.; Damra, M.S.; Giménez, E.; Cabedo, L. Comparison of flame sprayed Al2O3/TiO2 coatings: Their microstructure, mechanical properties and tribology behavior. Surf. Coat. Technol. 2006, 201, 1436–1443. [Google Scholar] [CrossRef]
- Łatka, L. Thermal Barrier Coatings Manufactured by Suspension Plasma Spraying—A Review. Adv. Mater. Sci. 2018, 18, 95–117. [Google Scholar] [CrossRef] [Green Version]
- Michalak, M.; Łatka, L.; Szymczyk, P.; Sokołowski, P. Computational image analysis of Suspension Plasma Sprayed YSZ coatings. In ITM Web of Conferences; EDP Sciences: Les Ulis, France, 2017; Volume 15, p. 06004. [Google Scholar] [CrossRef]
- Müller, P.; Killinger, A.; Gadow, R. Comparison Between High-Velocity Suspension Flame Spraying and Suspension Plasma Spraying of Alumina. J. Therm. Spray Technol. 2012, 21, 1120–1127. [Google Scholar] [CrossRef]
- Franco, D.; Ageorges, H.; Lopez, E.; Vargas, F. Tribological performance at high temperatures of alumina coatings applied by plasma spraying process onto a refractory material. Surf. Coat. Technol. 2019, 371, 276–286. [Google Scholar] [CrossRef]
- Zuluaga, C.M.S. Mechanical Behavior of Al2O3-13%TiO2 Ceramic Coating at Elevated Temperature. Master’s Thesis, Universidad Nacional de Colombia—Sede Medellín, Antioquia, Colombia, 2016. [Google Scholar]
- Barth, N.; Schilde, C.; Kwade, A. Influence of Particle Size Distribution on Micromechanical Properties of thin Nanoparticulate Coatings—ScienceDirect. Phys. Procedia 2013, 40, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Yang, G.-J.; Suo, X. (Eds.) Advanced Nanomaterials and Coatings by Thermal Spray: Multi-Dimensional Design of Micro-Nano Thermal Spray Coatings, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 978-0-12-813870-0. [Google Scholar]
- Bégin-Colin, S.; Gadalla, A.; Caër, G.; Humbert, O.; Thomas, F.; Barres, O.; Villiéras, F.; Toma, F.L.; Bertrand, G.; Zahraa, O.; et al. On the Origin of the Decay of the Photocatalytic Activity of TiO2 Powders Ground at High Energy. J. Phys. Chem. C 2009, 113, 16589–16602. [Google Scholar] [CrossRef]
- Bégin-Colin, S.; Girot, T.; Le Caër, G.; Mocellin, A. Kinetics and Mechanisms of Phase Transformations Induced by Ball-Milling in Anatase TiO2. J. Solid State Chem. 2000, 149, 41–48. [Google Scholar] [CrossRef]
- Goberman, D.; Sohn, Y.H.; Shaw, L.; Jordan, E.; Gell, M. Microstructure development of Al2O3–13wt.%TiO2 plasma sprayed coatings derived from nanocrystalline powders. Acta Mater. 2002, 50, 1141–1152. [Google Scholar] [CrossRef]
- McPherson, R. Formation of metastable phases in flame- and plasma-prepared alumina. J. Mater. Sci. 1973, 8, 851–858. [Google Scholar] [CrossRef]
- Rico, A.; Rodriguez, J.; Otero, E.; Zeng, P.; Rainforth, W.M. Wear behaviour of nanostructured alumina-titania coatings deposited by atmospheric plasma spray. Wear 2009, 267, 1191–1197. [Google Scholar] [CrossRef]
- Dachille, F.; Simons, P.Y.; Roy, R. Pressure-temperature studies of anatase, brookite, rutile and TiO2-II. Am. Mineral. 1968, 53, 1929–1939. [Google Scholar]
- Shaw, L.L.; Goberman, D.; Ren, R.; Gell, M.; Jiang, S.; Wang, Y.; Xiao, T.D.; Strutt, P.R. The dependency of microstructure and properties of nanostructured coatings on plasma spray conditions. Surf. Coat. Technol. 2000, 130, 1–8. [Google Scholar] [CrossRef]
- Jia, S.; Zou, Y.; Xu, J.; Wang, J.; Yu, L. Effect of TiO2 content on properties of Al2O3 thermal barrier coatings by plasma spraying. Trans. Nonferr. Met. Soc. China 2015, 25, 175–183. [Google Scholar] [CrossRef]
- Dejang, N.; Watcharapasorn, A.; Wirojupatump, S.; Niranatlumpong, P.; Jiansirisomboon, S. Fabrication and properties of plasma-sprayed Al2O3/TiO2 composite coatings: A role of nano-sized TiO2 addition. Surf. Coat. Technol. 2010, 204, 1651–1657. [Google Scholar] [CrossRef]
- Stengl, V.; Ageorges, H.; Ctibor, P.; Murafa, N. Atmospheric plasma sprayed (APS) coatings of Al2O3-TiO2 system for photocatalytic application. Photochem. Photobiol. Sci. 2009, 8, 733–738. [Google Scholar] [CrossRef] [PubMed]
- Vijay, M.; Selvarajan, V.; Yugeswaran, S.; Ananthapadmanabhan, P.V.; Sreekumar, K.P. Effect of Spraying Parameters on Deposition Efficiency and Wear Behavior of Plasma Sprayed Alumina-Titania Composite Coatings. Plasma Sci. Technol. 2009, 11, 666–673. [Google Scholar] [CrossRef]
- Vicent, M.; Bannier, E.; Moreno, R.; Salvador, M.D.; Sánchez, E. Atmospheric plasma spraying coatings from alumina-titania feedstock comprising bimodal particle size distributions. J. Eur. Ceram. Soc. 2013, 33, 3313–3324. [Google Scholar] [CrossRef] [Green Version]
- Richter, A.; Berger, L.-M.; Sohn, Y.J.; Conze, S.; Sempf, K.; Vaßen, R. Impact of Al2O3-40 wt.% TiO2 feedstock powder characteristics on the sprayability, microstructure and mechanical properties of plasma sprayed coatings. J. Eur. Ceram. Soc. 2019, 39, 5391–5402. [Google Scholar] [CrossRef]
- Goldberg, D. Contribution to study of systems formed by alumina and some oxides of trivalent and tetravalent metals especially titanium oxide. Rev. Intern. Hautes Temp. Refractaires 1968, 5, 181–182. [Google Scholar]
- Berger, L.-M.; Sempf, K.; Sohn, Y.J.; Vaßen, R. Influence of Feedstock Powder Modification by Heat Treatments on the Properties of APS-Sprayed Al2O3-40% TiO2 Coatings. J. Therm. Spray Technol. 2018, 27, 654–666. [Google Scholar] [CrossRef]
- Islak, S.; Buytoz, S.; Ersöz, E.; Orhan, N.; Stokes, J.; Saleem Hashmı, M.; Somunkıran, I.; Tosun, N. Effect on microstructure of TiO2 rate in Al2O3-TiO2 composite coating produced using plasma spray method. Optoelectron. Adv. Mater. Rapid Commun. 2012, 6, 844–849. [Google Scholar]
- Freudenberg, F. Etude de la réaction à l’état solide Al2O3 + TiO2 → Al2TiO5: Observation des structures. Ph.D. Thesis, The École Polytechnique Fédérale de Lausanne EPFL, Lausanne, Switzerland, 1988; p. 709. [Google Scholar]
- Hoffmann, S.; Norberg, S.T.; Yoshimura, M. Melt synthesis of Al2TiO5 containing composites and reinvestigation of the phase diagram Al2O3–TiO2 by powder X-ray diffraction. J. Electroceram. 2006, 16, 327–330. [Google Scholar] [CrossRef]
- Sokołowski, P.; Kozerski, S.; Pawłowski, L.; Ambroziak, A. The key process parameters influencing formation of columnar microstructure in suspension plasma sprayed zirconia coatings. Surf. Coat. Technol. 2014, 260, 97–106. [Google Scholar] [CrossRef] [Green Version]
- Stahr, C.C.; Saaro, S.; Berger, L.-M.; Dubsky, J.; Neufuss, K.; Herrmann, M. Dependence of the Stabilization of α-Alumina on the Spray Process. J. Therm. Spray Technol. 2007, 16, 822–830. [Google Scholar] [CrossRef]
- Tesar, T.; Musalek, R.; Medricky, J.; Kotlan, J.; Lukac, F.; Pala, Z.; Ctibor, P.; Chraska, T.; Houdkova, S.; Rimal, V.; et al. Development of suspension plasma sprayed alumina coatings with high enthalpy plasma torch. Surf. Coat. Technol. 2017, 325, 277–288. [Google Scholar] [CrossRef]
- Bannier, E.; Vicent, M.; Rayón, E.; Benavente, R.; Salvador, M.D.; Sánchez, E. Effect of TiO2 addition on the microstructure and nanomechanical properties of Al2O3 Suspension Plasma Sprayed coatings. Appl. Surf. Sci. 2014, 316, 141–146. [Google Scholar] [CrossRef] [Green Version]
- Klyatskina, E.; Rayón, E.; Darut, G.; Salvador, M.D.; Sánchez, E.; Montavon, G. A study of the influence of TiO2 addition in Al2O3 coatings sprayed by suspension plasma spray. Surf. Coat. Technol. 2015, 278, 25–29. [Google Scholar] [CrossRef] [Green Version]
- Klyatskina, E.; Espinosa-Fernández, L.; Darut, G.; Segovia, F.; Salvador, M.D.; Montavon, G.; Agorges, H. Sliding Wear Behavior of Al2O3–TiO2 Coatings Fabricated by the Suspension Plasma Spraying Technique. Tribol. Lett. 2015, 59, 8. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AT0* SPS/S-HVOF | AT13 SPS/S-HVOF | AT40 SPS/S-HVOF | |
|---|---|---|---|
| dv10 | 0.81 µm | 0.67 µm | 0.51 µm |
| dv50 | 1.22 µm | 1.15 µm | 0.67 µm |
| dv90 | 1.82 µm | 1.73 µm | 1.01 µm |
| Spray Variables | AT0 | AT13 | AT40 |
|---|---|---|---|
| Electrical power, kW | 35 | ||
| Ar/H2, L∙min−1 | 45/5 | ||
| Spray distance, mm | 100 | ||
| Relative torch scan velocity, m∙s−1 | 0.3 | ||
| Powder feed rate, g∙min−1 | 20 | ||
| Coating thickness, µm | 200–250 | ||
| Thickness per pass, µm/pass | 29–35 | ||
| Spray Variables | AT0* | AT13 | AT40 |
|---|---|---|---|
| Electrical power, kW | 70 | ||
| Ar/H2, L∙min−1 | 50/6 | ||
| Spray distance, mm | 80 | ||
| Relative torch scan velocity, m∙s−1 | 0.8 | ||
| Suspension feed rate, mL∙min−1 | 35 | 35 | 42 |
| Coating thickness, µm | 200–250 | ||
| Thickness per pass, µm/pass | 9–13 | ||
| Spray Variables | AT0* | AT13 | AT40 |
|---|---|---|---|
| C2H4/O2, L∙min−1 | 75/230 | 75/230 | 65/200 |
| Spray distance, mm | 90 | ||
| Relative torch scan velocity, m∙s−1 | 1.6 | ||
| Suspension feed rate, mL∙min−1 | 35 | ||
| Coating thickness, µm | 200 | ||
| Thickness per pass, µm/pass | 10–12 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michalak, M.; Toma, F.-L.; Latka, L.; Sokolowski, P.; Barbosa, M.; Ambroziak, A. A Study on the Microstructural Characterization and Phase Compositions of Thermally Sprayed Al2O3-TiO2 Coatings Obtained from Powders and Water-Based Suspensions. Materials 2020, 13, 2638. https://doi.org/10.3390/ma13112638
Michalak M, Toma F-L, Latka L, Sokolowski P, Barbosa M, Ambroziak A. A Study on the Microstructural Characterization and Phase Compositions of Thermally Sprayed Al2O3-TiO2 Coatings Obtained from Powders and Water-Based Suspensions. Materials. 2020; 13(11):2638. https://doi.org/10.3390/ma13112638
Chicago/Turabian StyleMichalak, Monika, Filofteia-Laura Toma, Leszek Latka, Pawel Sokolowski, Maria Barbosa, and Andrzej Ambroziak. 2020. "A Study on the Microstructural Characterization and Phase Compositions of Thermally Sprayed Al2O3-TiO2 Coatings Obtained from Powders and Water-Based Suspensions" Materials 13, no. 11: 2638. https://doi.org/10.3390/ma13112638
APA StyleMichalak, M., Toma, F.-L., Latka, L., Sokolowski, P., Barbosa, M., & Ambroziak, A. (2020). A Study on the Microstructural Characterization and Phase Compositions of Thermally Sprayed Al2O3-TiO2 Coatings Obtained from Powders and Water-Based Suspensions. Materials, 13(11), 2638. https://doi.org/10.3390/ma13112638