External Gas-Assisted Mold Temperature Control Improves Weld Line Quality in the Injection Molding Process


Abstract
:1. Introduction
2. Experimental and Simulation Methods
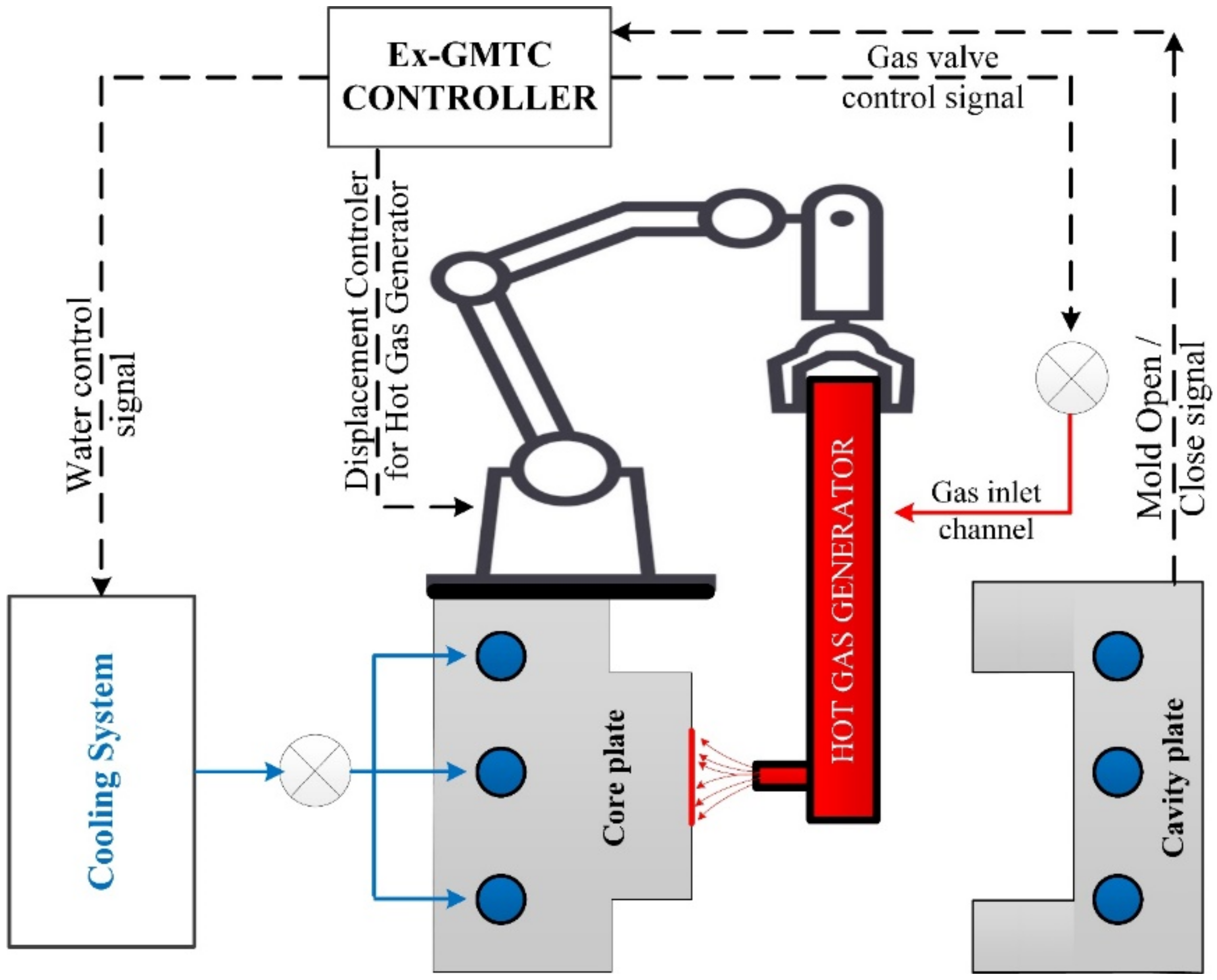
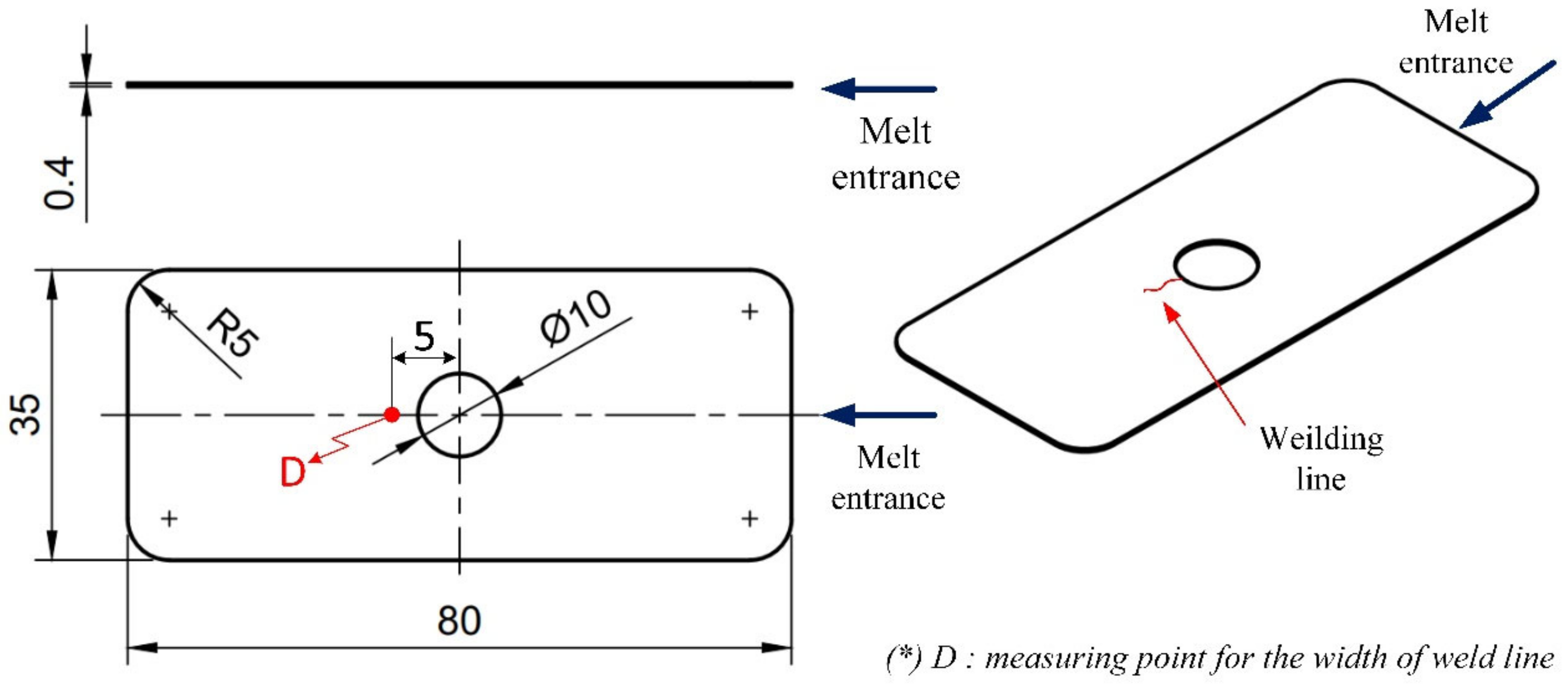
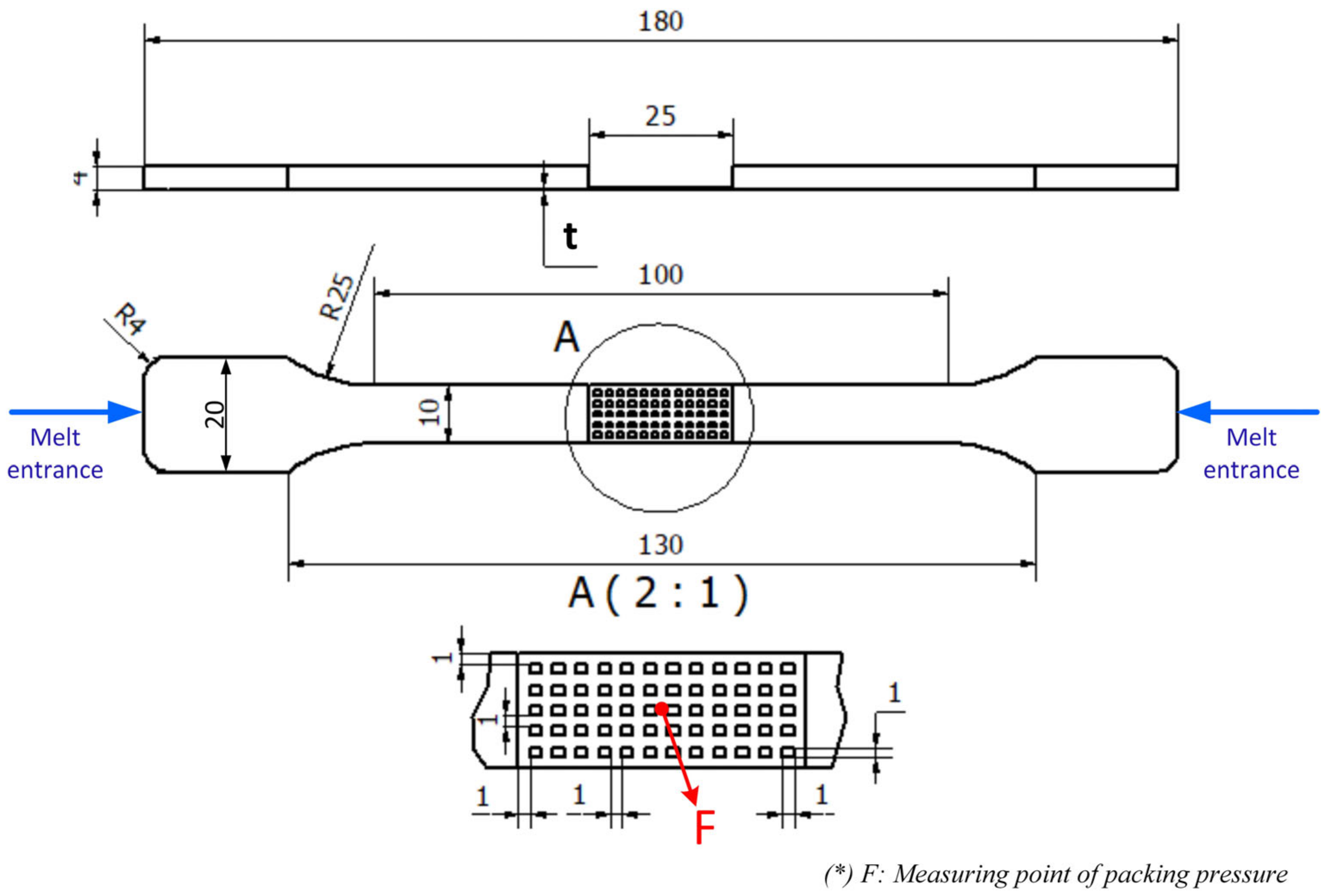
2.1. Experimental Method
2.2. Simulation Method
3. Results and Discussion
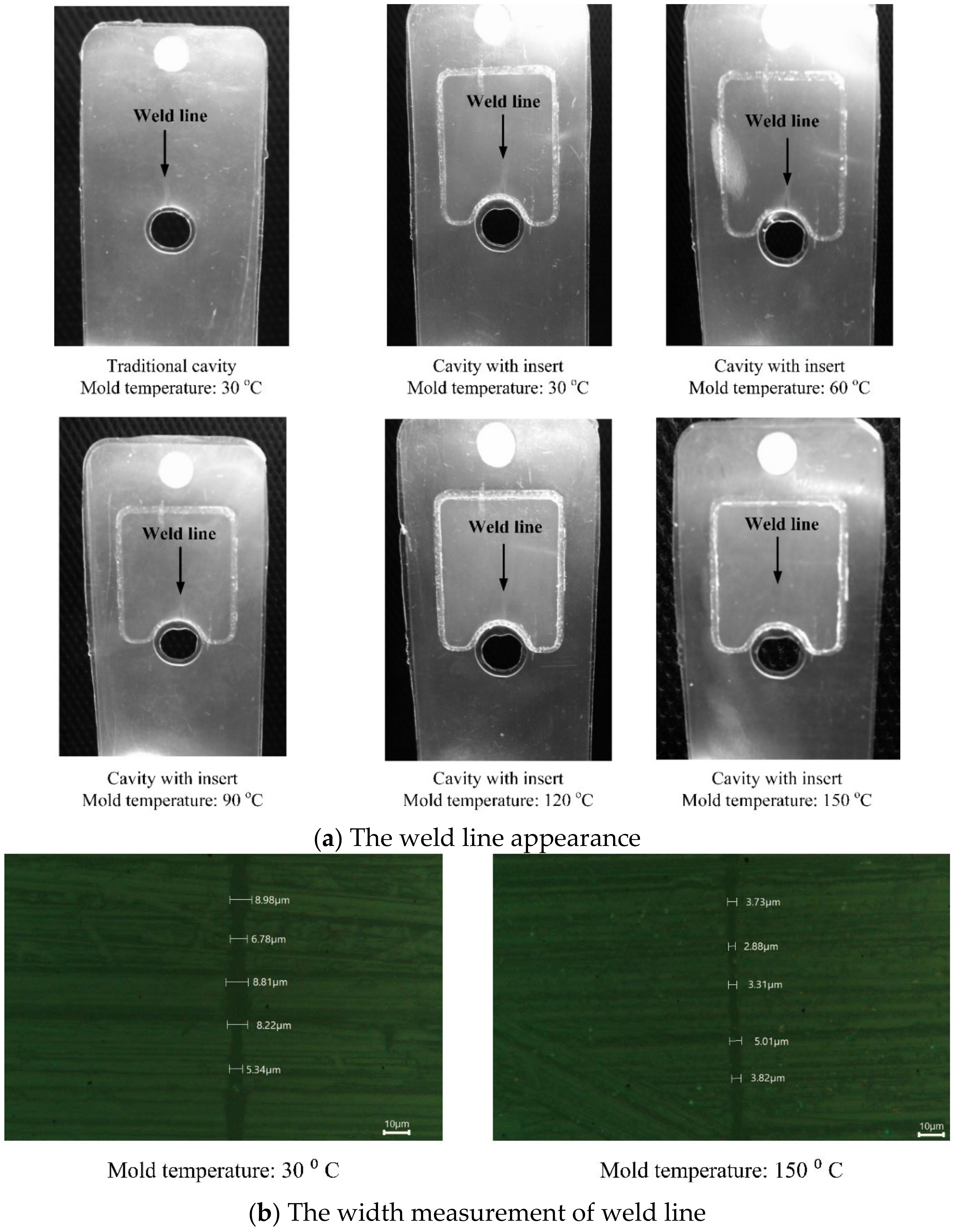
3.1. Effect of Ex-GMTC on Weld Line Appearance
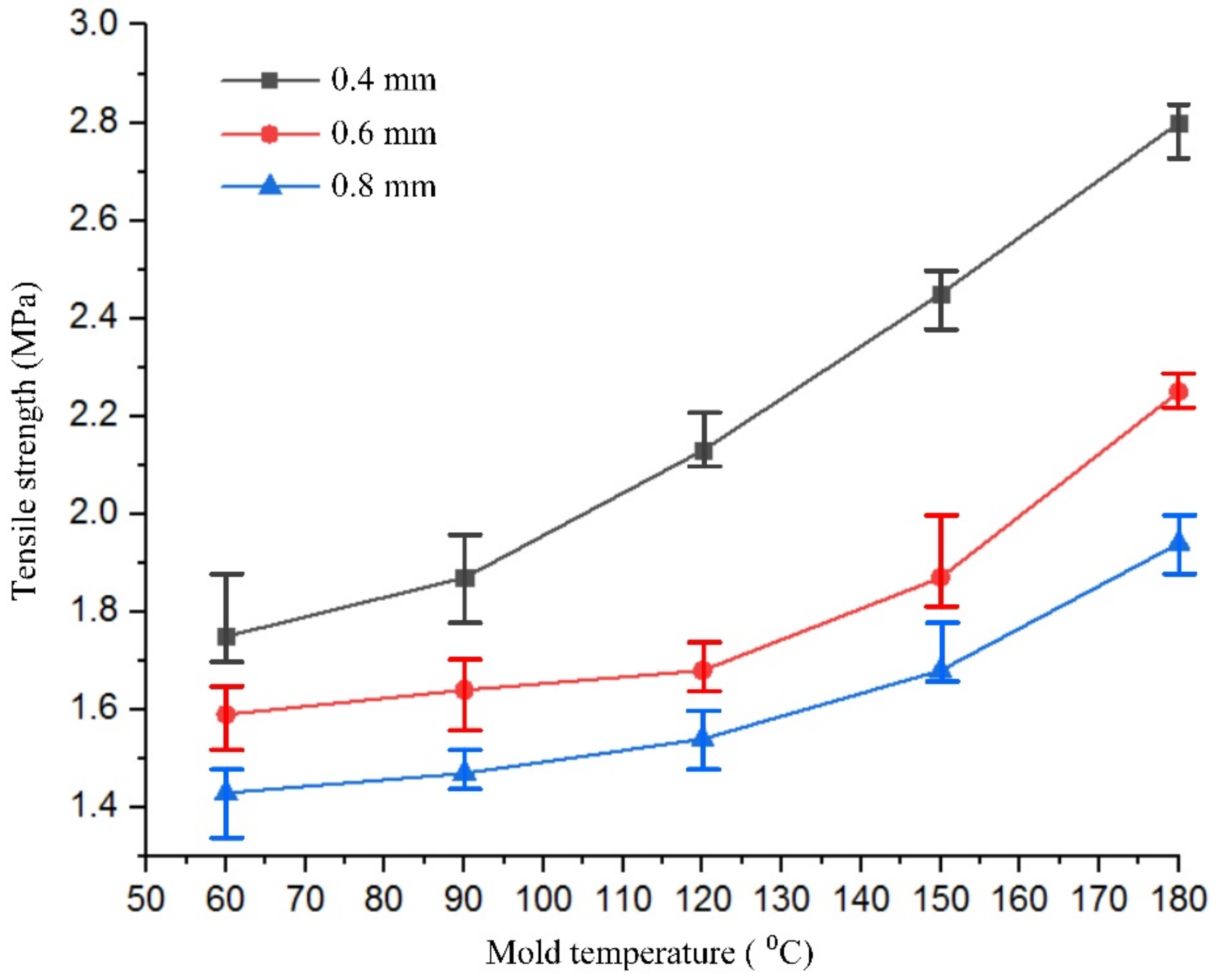
3.2. Effect of Ex-GMTC on Tensile Strength
4. Conclusions
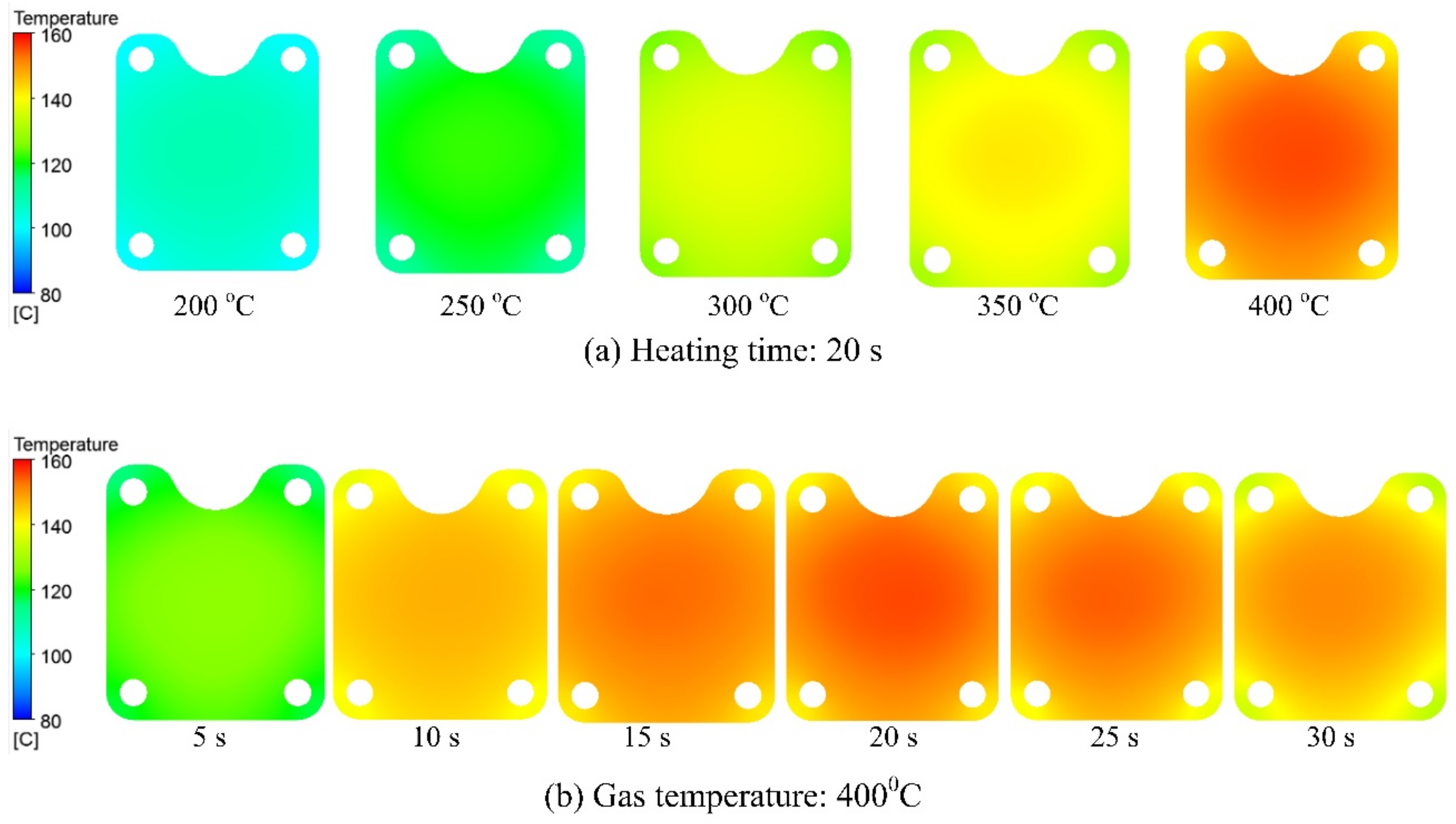
- The temperature distribution simulation results indicated that the higher surface temperature appears near the gas gate. The temperature differences were stronger at the heating starting due to the high heating rate at the gas gate area. This phenomenon was observed for all gas temperatures.
- For gas temperatures of 200 to 400 °C, the first 20 s of heating period has high efficiency. With the 400 °C gas, the heating speed was 19.6 °C/s. After 20 s for heating, the temperature of cavity surface got a limitation. In this case, the insert surface reached 158.6 °C. This mold temperature was appropriately high for reducing the frozen layer of almost the plastic materials.
- Employing Ex-GMTC to the 0.4 mm part thickness improved the weld line appearance of the part. In particular, the weld line appearance diminished with an increase in cavity temperature. At 150 °C, the weld line almost disappeared.
- In the tensile strength test, for mold temperatures of 60 °C to 180 °C, the tensile strength of the product improved with the different mesh thicknesses. The empirical results revealed that the percentage increase in tensile strength was greater with thinner parts.
- For future research, Ex-GMTC should be applied simultaneously to both the cavity and core plate. In addition, the heating efficiency could be improved using a fluid controller for hot air, which could reduce the amount of thermal energy that dissipates with the hot air in the environment. For estimating the heating efficiency, the thermal energy should be compared between different heating models to demonstrate the advantages of Ex-GMTC.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hong, J.; Kim, S.K.; Cho, Y.H. Flow and solidification of semi-crystalline polymer during micro-injection molding. Int. J. Heat Mass Transf. 2020, 153, 1–18. [Google Scholar] [CrossRef]
- Surace, R.; Sorgato, M.; Bellantone, V.; Modica, F.; Lucchetta, G.; Fassi, I. Effect of cavity surface roughness and wettability on the filling flow in micro injection molding. J. Manuf. Process. 2019, 43, 105–111. [Google Scholar] [CrossRef]
- Zhao, P.; Zhang, J.; Dong, Z.; Huang, J.; Zhou, H.; Fu, J.; Turng, L.-S. Intelligent Injection Molding on Sensing, Optimization, and Control. Adv. Polym. Technol. 2020, 2020, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Spina, R. Technological characterization of PE/EVA blends for foam injection molding. Mater. Des. 2015, 84, 64–71. [Google Scholar] [CrossRef]
- Jeng, M.-C.; Chen, S.-C.; Minh, P.S.; Chang, J.-A.; Chung, C. Rapid mold temperature control in injection molding by using steam heating. Int. Commun. Heat Mass Transf. 2010, 37, 1295–1304. [Google Scholar] [CrossRef]
- Hammami, M.; Kria, F.; Baccar, M. Numerical study of thermal control system for rapid heat cycle injection molding process. J. Process Mech. Eng. 2015, 1–15. [Google Scholar] [CrossRef]
- Li, J.; Li, T.; Peng, X.; Liu, F.; Zhou, H.; Jiang, S. Optimal design of heating system for electrical rapid heat cycle mold based on multi-objective optimization, multiple-attribute decision-making, and conformal design theory. Adv. Mech. Eng. 2018, 10, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Hammami, M.; Kria, F.; Baccar, M. Numerical study of the effect of operating parameter on rapid heat cycle molding process. J. Process Mech. Eng. 2017, 231, 1075–1084. [Google Scholar] [CrossRef]
- Shen, S.; Kanbur, B.B.; Zhou, Y.; Duan, F. Thermal and mechanical analysis for conformal cooling channel in plastic injection molding. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Jahan, S.A.; El-Mounayri, H. Optimal Conformal Cooling Channels in 3D Printed Dies for Plastic Injection Molding. Procedia Manuf. 2016, 5, 888–900. [Google Scholar] [CrossRef] [Green Version]
- Kitayamaa, S.; Tamadab, K.; Takanoc, M.; Aiba, S. Numerical optimization of process parameters in plastic injection molding for minimizing weldlines and clamping force using conformal cooling channel. J. Manuf. Process. 2018, 32, 782–790. [Google Scholar] [CrossRef]
- Yu, M.-C.; Young, W.-B.; Hsu, P.-M. Micro-injection molding with the infrared assisted mold heating system. Mater. Sci. Eng. 2007, 460-461, 288–295. [Google Scholar] [CrossRef]
- Chang, P.-C.; Hwang, S.-J. Simulation of infrared rapid surface heating for injection molding. Int. J. Heat Mass Transf. 2016, 49, 3846–3854. [Google Scholar] [CrossRef]
- Macedo, C.; Freitas, C.; Brito, A.M.; Santos, G.; Faria, L.; Laranjeira, J.; Simoes, R. Influence of dynamic temperature control on the injection molding process of plastic components. Procedia Manuf. 2019, 38, 1338–1346. [Google Scholar] [CrossRef]
- Kim, D.H.; Kang, M.H.; Chun, Y.H. Development of a new injection molding technology: Momentary mold surface heating process. J. Inject. Mold. Tech. 2001, 5, 229–232. [Google Scholar]
- Hopmann, C.; Weber, M.; Schöngart, M.; Schäfer, C.; Bobzin, K.; Bagcivan, N.; Brögelmann, T.; Theiß, S.; Münstermann, T.; Steger, M. Injection moulding of optical functional micro structures using laser structured, pvd-coated mould inserts. AIP Conf. Proc. 2015, 1664, 110003. [Google Scholar] [CrossRef] [Green Version]
- Evens, T.; Malek, O.; Castagne, S.; Seveno, D.; Van Bael, A. A novel method for producing solid polymer microneedles using laser ablated moulds in an injection moulding process. Manuf. Lett. 2020, 24, 1–12. [Google Scholar] [CrossRef]
- Guerrier, P.; Nielsen, K.K.; Menotti, S.; Hattel, J.H. An axisymmetrical non-linear finite element model for induction heating in injection molding tools. Finite Elem. Anal. Des. 2016, 110, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Menotti, S.; Hansen, H.N.; Bissacco, G.; Guerrier, P.; Tang, P.T. Comparison of two setups for induction heating in injection molding. J. Adv. Manuf. Technol. 2015, 81, 1–8. [Google Scholar] [CrossRef]
- Chen, S.-C.; Minh, P.S.; Chang, J.-A.; Huang, S.-W.; Huang, C.-H. Mold temperature control using high-frequency proximity effect induced heating. Int. Commu. Heat Mass 2012, 39, 216–223. [Google Scholar] [CrossRef]
- Lin, H.-L.; Chen, S.-C.; Jeng, M.-C.; Minh, P.S.; Chang, J.-A.; Hwang, J.-R. Induction heating with the ring effect for injection molding plates. Int. Commu. Heat Mass 2012, 39, 514–522. [Google Scholar] [CrossRef]
- Menotti, S.; Hansen, H.N.; Bissacco, G.; Calaon, M.; Tang, P.T.; Ravn, C. Injection molding of nanopatterned surfaces in the sub-micrometer range with induction heating aid. Int. J. Adv. Manuf. Technol. 2014, 74, 1–10. [Google Scholar] [CrossRef]
- Guerrier, P.; Tosello, G.; Nielsen, K.K.; Hattel, J.H. Three-dimensional numerical modeling of an induction heated injection molding tool with flow visualization. Int. J. Adv. Manuf. Technol. 2015, 85, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.-C.; Minh, P.S.; Chang, J.-A. Gas-assisted mold temperature control for improving the quality of injection molded parts with fiber additives. Int. Commun. Heat Mass 2011, 38, 304–312. [Google Scholar] [CrossRef]
- Chen, S.-C.; Chien, R.-D.; Lin, S.-H.; Lin, M.-C.; Chang, J.-A. Feasibility evaluation of gas-assisted heating for mold surface temperature control during injection molding process. Int. Commun. Heat Mass 2009, 36, 806–812. [Google Scholar] [CrossRef]
- Wu, C.H.; Liang, W.J. Effects of geometry and injection-molding parameters on weld-line strength. Polym. Eng. Sci. 2005, 45, 1021–1030. [Google Scholar] [CrossRef]
- Chen, S.C.; Chang, Y.; Chang, Y.P.; Chen, Y.C.; Tseng, C.Y. Effect of cavity surface coating on mold temperature variation and the quality of injection molded parts. Int. Commun. Heat Mass 2009, 36, 1030–1035. [Google Scholar] [CrossRef]
- Chen, C.S.; Chen, T.J.; Chien, R.D.; Chen, S.C. Investigation on the weld line strength of thin-wall injection molded ABS parts. Int. Commun. Heat Mass 2007, 34, 448–455. [Google Scholar] [CrossRef]
- Liu, S.J.; Wu, J.Y.; Chang, J.H.; Hung, S.W. An experimental matrix design to optimize the weldline strength in injection molded parts. Polym. Eng. Sci. 2000, 40, 1256–1262. [Google Scholar] [CrossRef]
- Li, H.; Guo, Z.; Li, D. Reducing the effects of weldlines on appearance of plastic products by Taguchi experimental method. Int. J. Adv. Manuf. Technol. 2007, 32, 927–931. [Google Scholar] [CrossRef]
- Dzulkipli, A.A.; Azuddin, M. Study of the Effects of Injection Molding Parameter on Weld Line Formation. Adv. Mater. Process. Technol. Conf. 2017, 184, 663–672. [Google Scholar] [CrossRef]
- Lucchetta, G.; Marinello, F.; Tristo, G.; Balcon, M.; Berton, M. Effects of the cavity surface finishing on the polymer filling flow in micro injection moulding. 13th International Conference on Metrology and Properties of Engineering Surfaces. J. Phys. Conf. Ser. 2011, 311, 1–3. [Google Scholar] [CrossRef]
- Baehr, H.D.; Stephan, K. Heat and Mass Transfer, 2nd ed.; Springer: New York, NY, USA, 2006. [Google Scholar]
- Nasić, E.; Šarić, E.; Halilović, J.; Kovačević, D. Effect of injection molding parameters on weld line tensile strength. J. Trends Dev. Mach. Assoc. Technol. 2018, 21, 13–16. [Google Scholar]
- Geyer, A.; Bonten, C. Enhancing the weld line strength of injection molded components. AIP Conf. Proc. 2019, 2055, 070023-1–070023-5. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Value | |||||
|---|---|---|---|---|---|---|---|
| Hot air temperature | °C | 30 | 200 | 250 | 300 | 350 | 400 |
| Density of hot air [33] | kg/m3 | 1.164 | 0.764 | 0.675 | 0.606 | 0.570 | 0.524 |
| Heat capacity of hot air [33] | J/kg·K | 1004 | 1026 | 1035 | 1046 | 1057 | 1068 |
| Thermal-expansion coefficient of hot air [33] | ×10−3/K | 3.32 | 2.1 | 1.93 | 1.76 | 1.64 | 1.52 |
| Air pressure | MPa | 0.1 | |||||
| Aluminum density—ASTM B209-14 | kg/m3 | 2702 | |||||
| Heat capacity of aluminum—ASTM B209-14 | J/kg·K | 903 | |||||
| Thermal conductivity of aluminum—ASTM B209-14 | W/m·K | 237 | |||||
| Simulation type | Transient | ||||||
| Molding Parameter for Polyamide 6 (Lanxess, Durethan B 30 S 000000, non-Reinforced, ISO 1874-PA 6, GR, 14-030, Cologne, Germany) | |
|---|---|
| Melt temperature | 230 °C |
| Injection pressure | 6.86 MPa |
| Injection time | 0.5 s |
| Packing pressure | 5.88 MPa |
| Packing time | 1.5 s |
| Mold temperature | 30 °C |
| Temperature at the weld line area | 30, 60, 90, 120, or 150 °C |
| Product thickness | 0.4 mm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
The Uyen, T.M.; Truong Giang, N.; Do, T.T.; Anh Son, T.; Son Minh, P. External Gas-Assisted Mold Temperature Control Improves Weld Line Quality in the Injection Molding Process. Materials 2020, 13, 2855. https://doi.org/10.3390/ma13122855
The Uyen TM, Truong Giang N, Do TT, Anh Son T, Son Minh P. External Gas-Assisted Mold Temperature Control Improves Weld Line Quality in the Injection Molding Process. Materials. 2020; 13(12):2855. https://doi.org/10.3390/ma13122855
Chicago/Turabian StyleThe Uyen, Tran Minh, Nguyen Truong Giang, Thanh Trung Do, Tran Anh Son, and Pham Son Minh. 2020. "External Gas-Assisted Mold Temperature Control Improves Weld Line Quality in the Injection Molding Process" Materials 13, no. 12: 2855. https://doi.org/10.3390/ma13122855
APA StyleThe Uyen, T. M., Truong Giang, N., Do, T. T., Anh Son, T., & Son Minh, P. (2020). External Gas-Assisted Mold Temperature Control Improves Weld Line Quality in the Injection Molding Process. Materials, 13(12), 2855. https://doi.org/10.3390/ma13122855