Influence of the Anisotropy on the Microstructure and Mechanical Properties of Ti/Al Laminated Composites

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Metallographic Studies and Fracture Observations
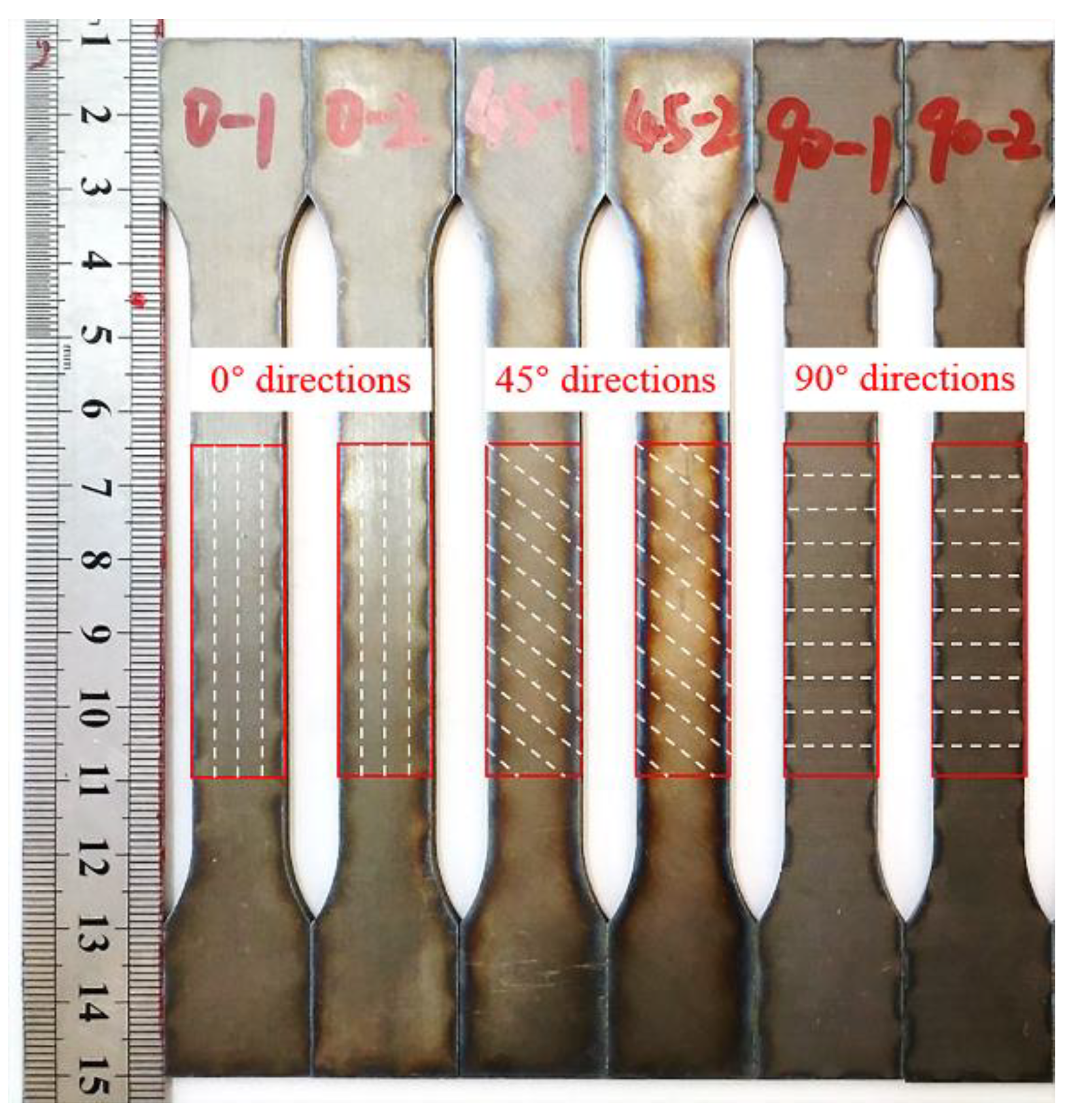
2.3. Mechanical Properties Testing
3. Results and Discussion
3.1. Microstructure and Composition Analyses
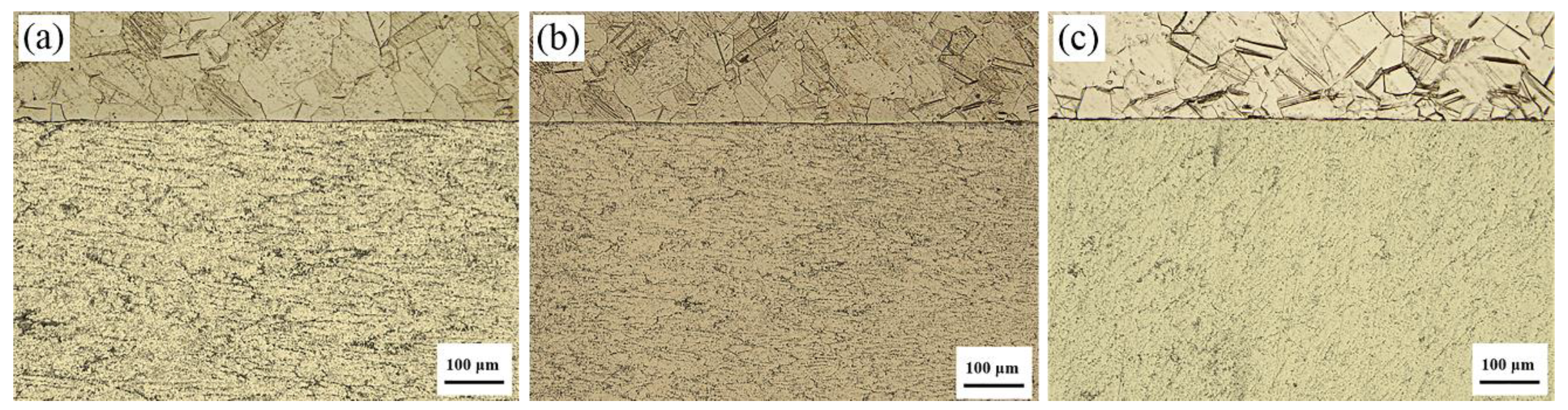
3.1.1. Optical Microscopy Analysis of the Microstructure
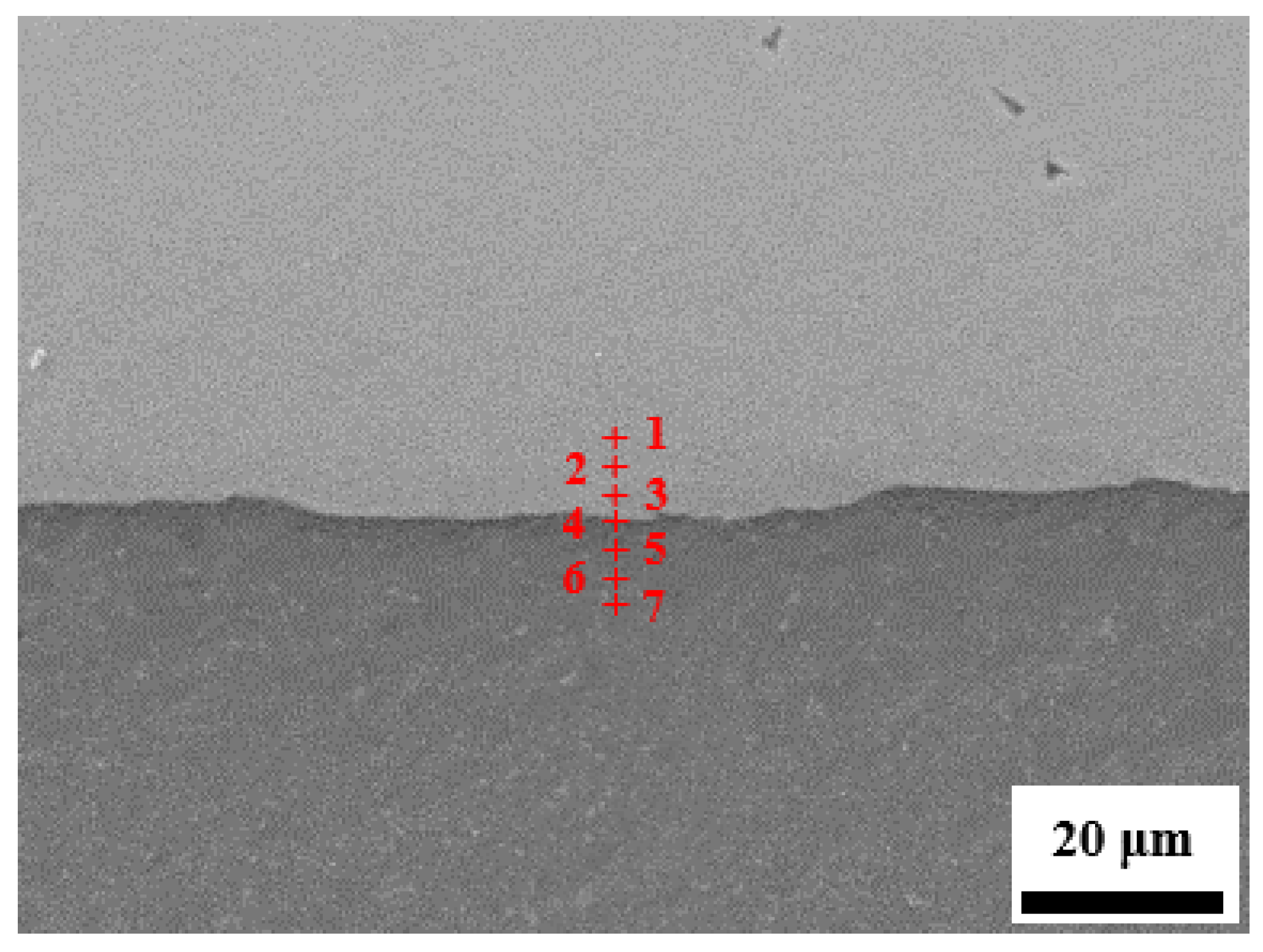
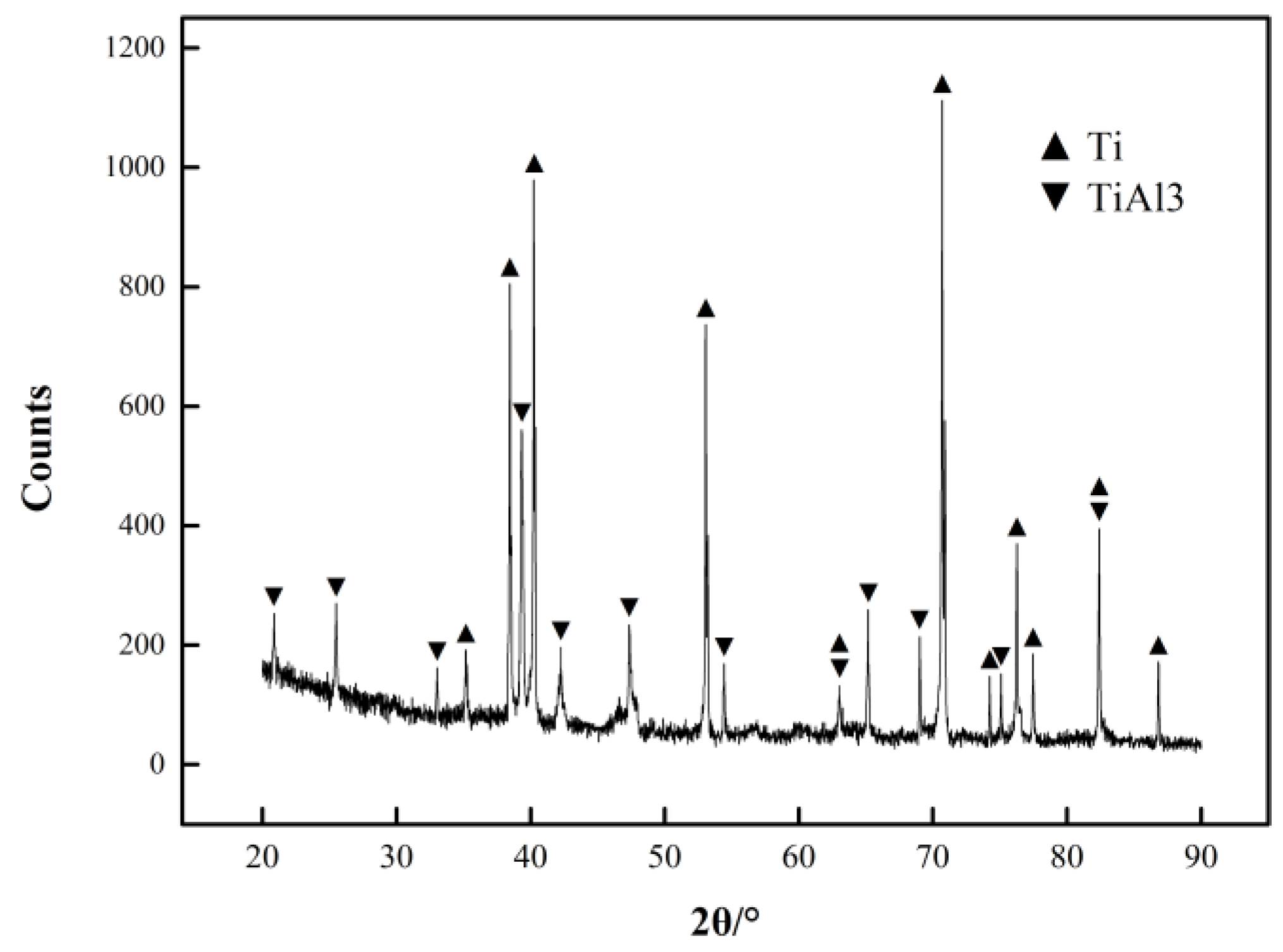
3.1.2. Scanning Electron Microscopy (SEM) Observations and Composition Analysis at the Ti/Al Interface
3.2. Mechanical Properties
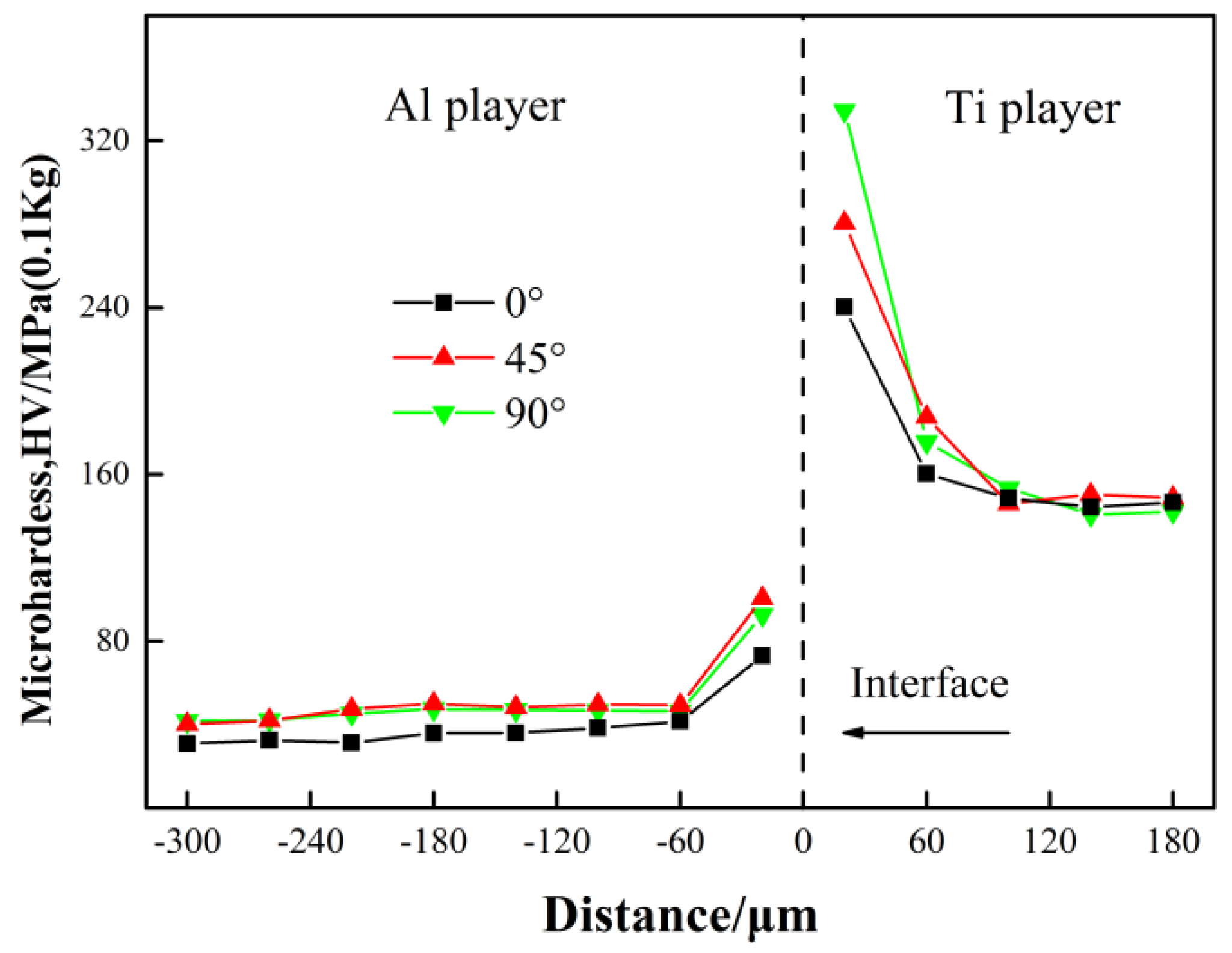
3.2.1. Microhardness
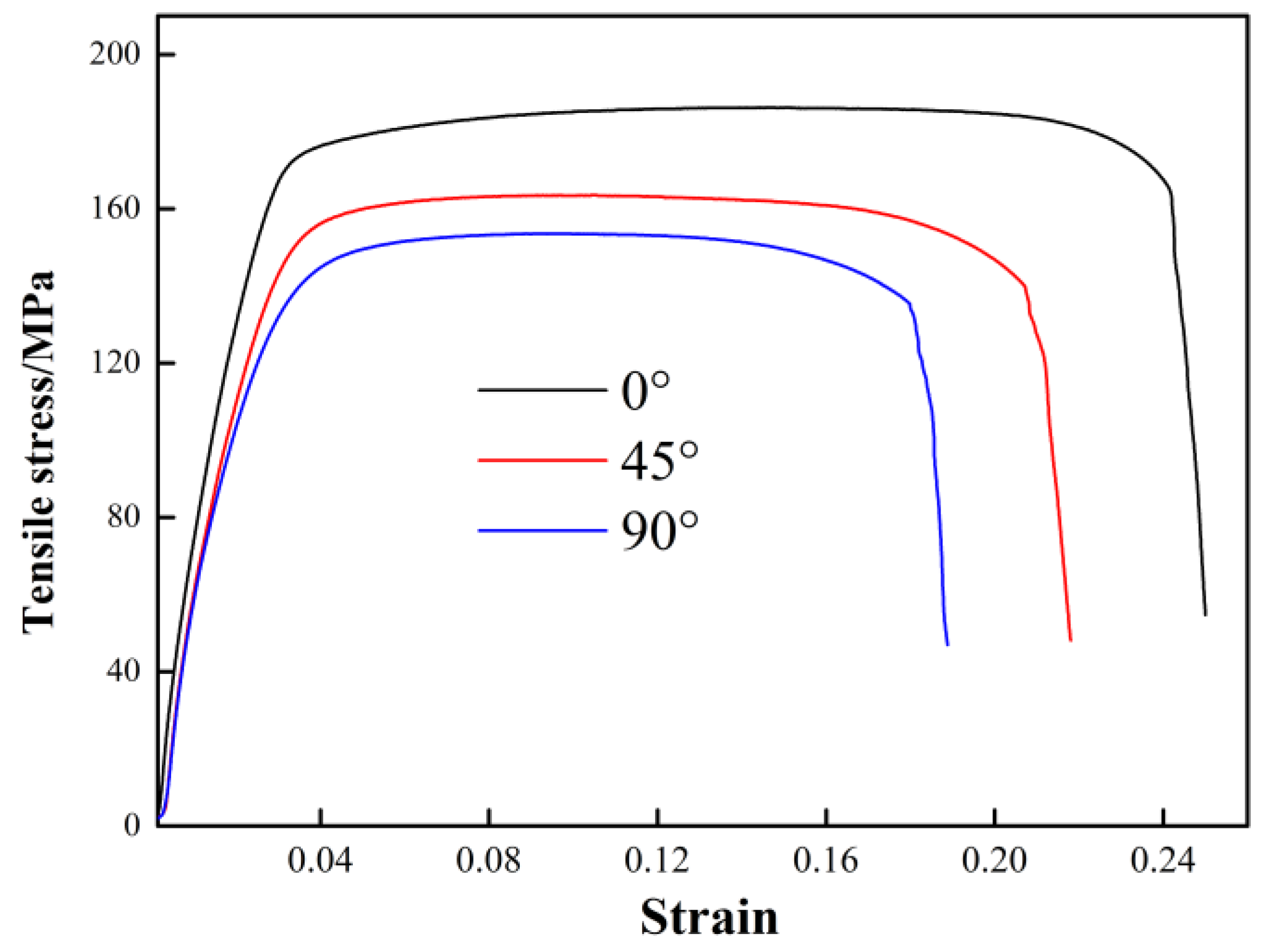
3.2.2. Stress
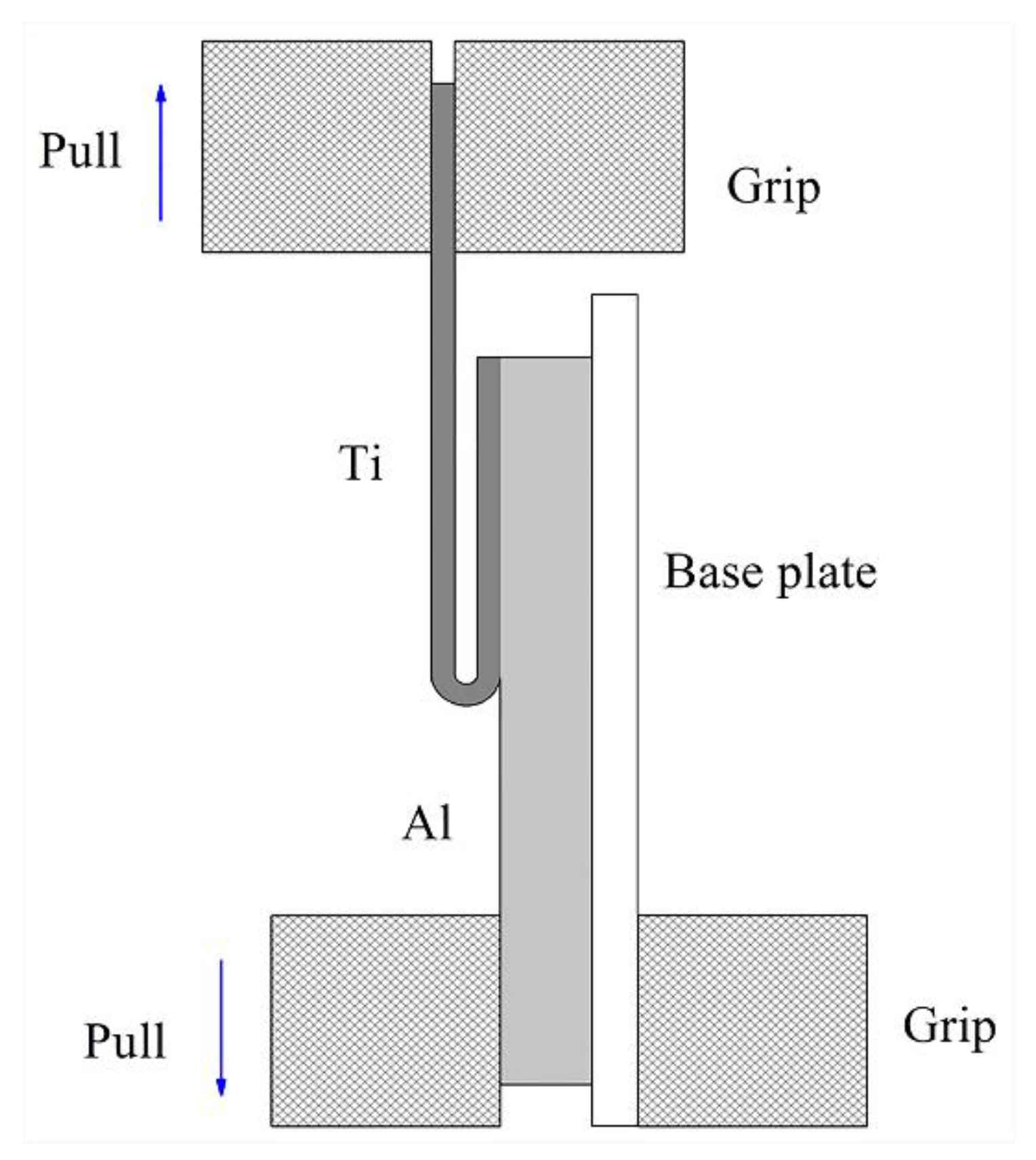
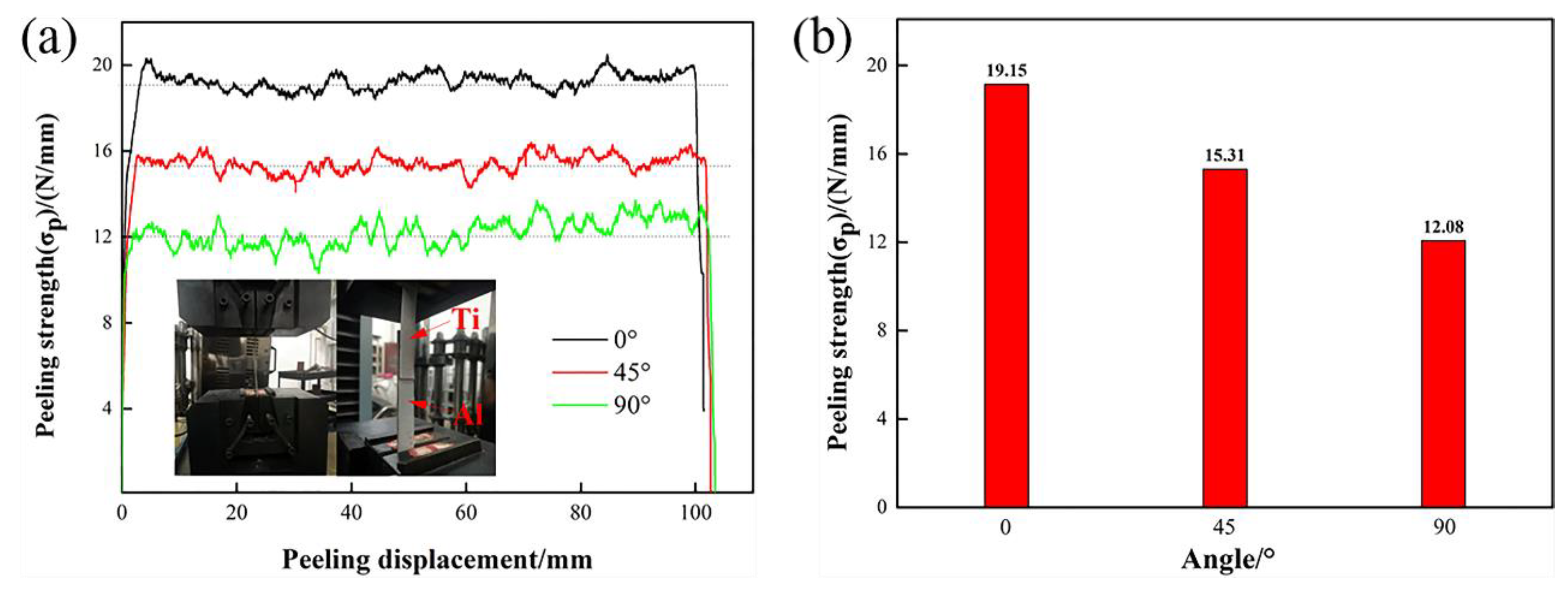
3.2.3. Peel Strength
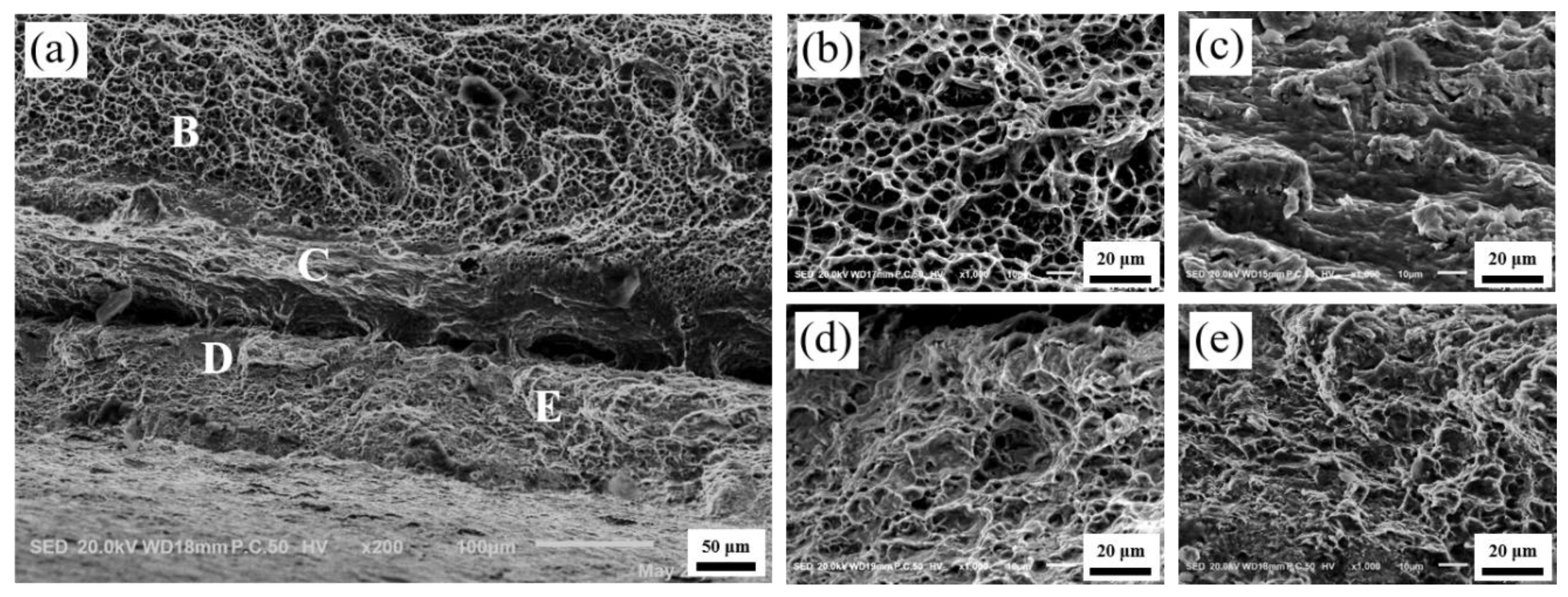
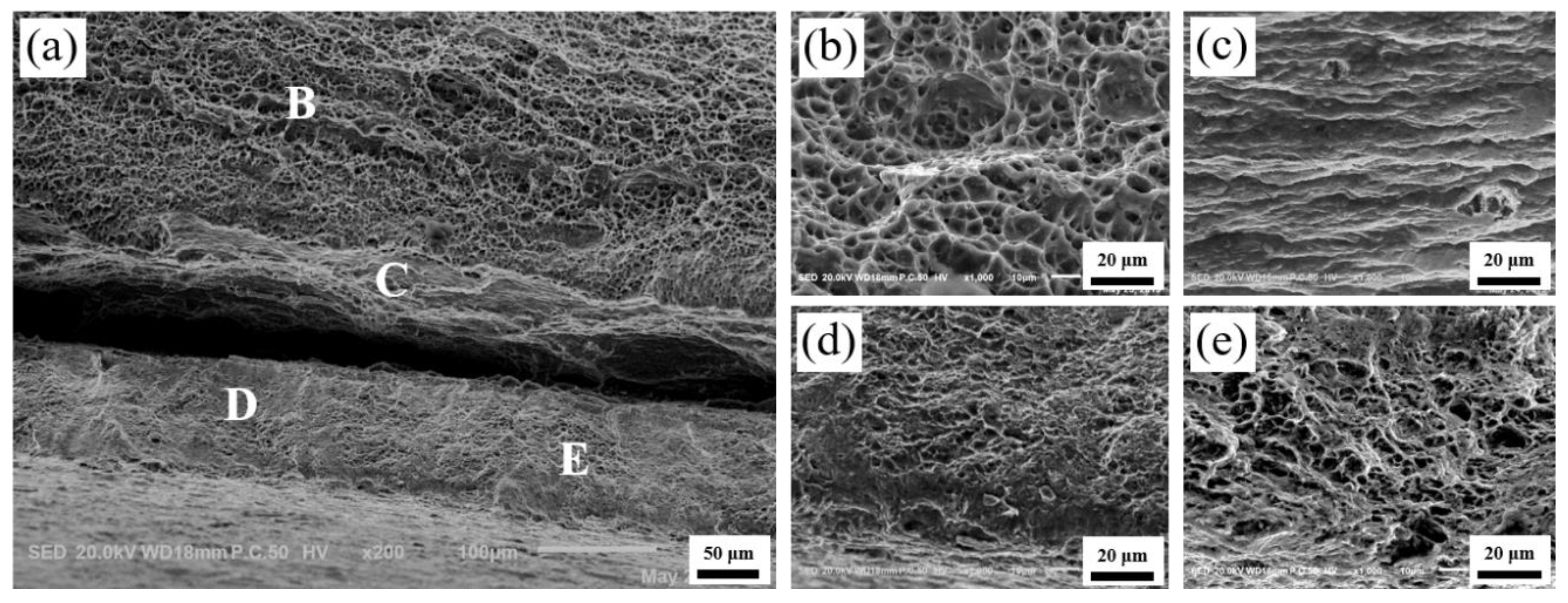
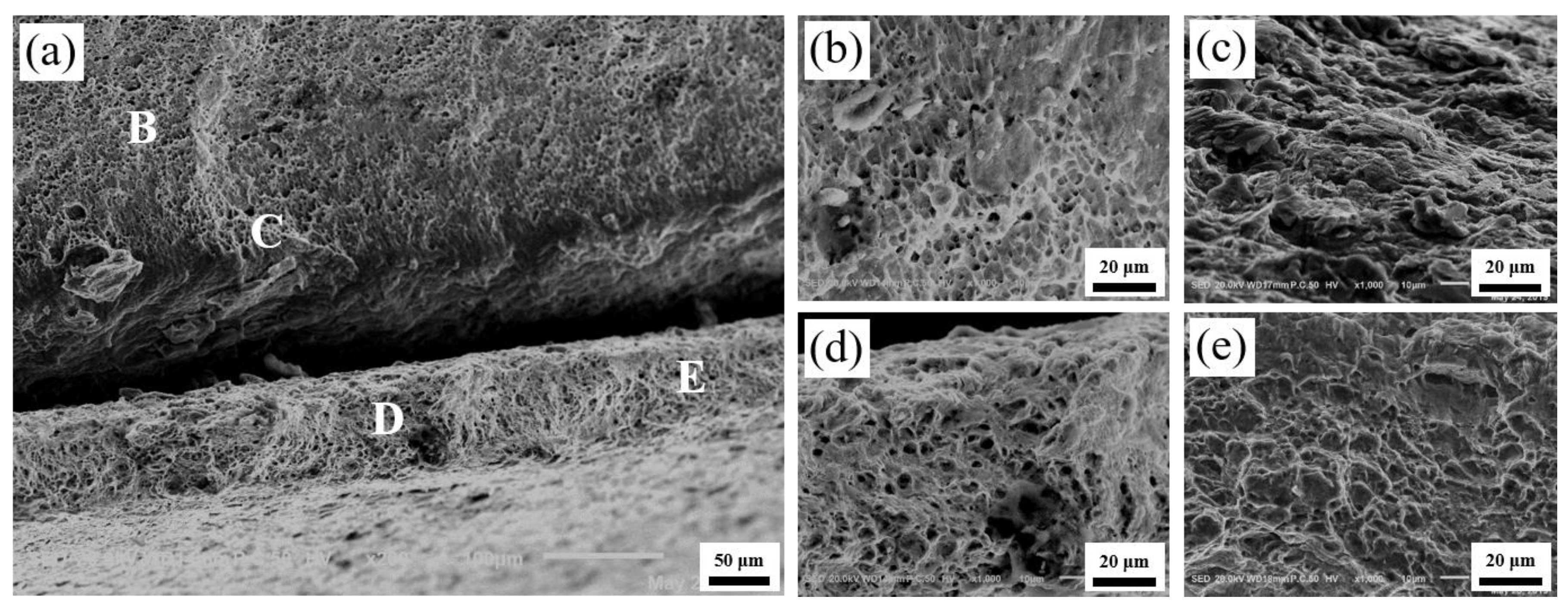
3.3. Analysis of the Fractures of the Tensile Test Specimens
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Rongong, A.J.; Goruppa, A.A.; Buravalla, V.R.; Tomlinson, G.; Jones, F.R. Plasma deposition of constrained layer damping coatings. Proc. Inst. Mech. Eng. Part. C J. Mech. Eng. Sci. 2004, 218, 669–680. [Google Scholar] [CrossRef] [Green Version]
- Catania, G.; Strozzi, M. Damping Oriented Design of Thin-Walled Mechanical Components by Means of Multi-Layer Coating Technology. Coatings 2018, 8, 73. [Google Scholar] [CrossRef] [Green Version]
- Tullu, A.; Ku, T.-W.; Kang, B.-S. Theoretical and numerical predictions of stretch-bending deformation behavior in composite sheet. Compos. Part. B Eng. 2016, 85, 343–354. [Google Scholar] [CrossRef]
- Huang, M.; Xu, C.; Fan, G.; Maawad, E.; Gan, W.; Geng, L.; Lin, F.; Tang, G.; Wu, H.; Du, Y.; et al. Role of layered structure in ductility improvement of layered Ti-Al metal composite. Acta Mater. 2018, 153, 235–249. [Google Scholar] [CrossRef]
- Elias, C.N.; Fernandes, D.J.; De Souza, F.M.; Monteiro, E.D.S.; De Biasi, R.S. Mechanical and clinical properties of titanium and titanium-based alloys (Ti G2, Ti G4 cold worked nanostructured and Ti G5) for biomedical applications. J. Mater. Res. Technol. 2019, 8, 1060–1069. [Google Scholar] [CrossRef]
- Gao, P.; Fu, M.; Zhan, M.; Lei, Z.; Li, Y. Deformation behavior and microstructure evolution of titanium alloys with lamellar microstructure in hot working process: A review. J. Mater. Sci. Technol. 2020, 39, 56–73. [Google Scholar] [CrossRef]
- Huang, T.; Zhan, M.; Wang, K.; Chen, F.; Guo, J.; Li, Y.; Song, Z.; Bai, L. Forming Limit Stress Diagram Prediction of Pure Titanium Sheet Based on GTN Model. Materials 2019, 12, 1783. [Google Scholar] [CrossRef] [Green Version]
- Zohreh, Y.; Mohammad, R.T.; Hossein, E.; Alfonso, H.W.N. Effect of cold rolling parameters on bond strength of Ti particle embedded Al strips. Trans. Indian Inst. Met. 2018, 71, 2497–2504. [Google Scholar]
- Chen, T.-J.; Li, X.-W.; Guo, H.-Y.; Hao, Y. Microstructure and crystal growth direction of Al–Cu alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 1399–1409. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. Effect of stacking fault energy on deformation texture development of nanostructured materials produced by the ARB process. Mater Sci. Eng. A 2014, 598, 263–276. [Google Scholar] [CrossRef]
- Sirous, A.; Ehab, E.D.; Surya, R.K.; Roger, D.D. Strain hardening regimes and microstructural evolution during large strain compression of low stacking fault energy fcc alloys that form deformation twins. Metall. Trans. A 1997, 28, 1781–1795. [Google Scholar]
- Bisht, A.; Kumar, L.; Subburaj, J.; Jagadeesh, G.; Suwas, S. Effect of stacking fault energy on the evolution of microstructure and texture during blast assisted deformation of FCC materials. J. Mater. Process. Technol. 2019, 271, 568–583. [Google Scholar] [CrossRef]
- Ma, M.; Huo, P.; Liu, W.; Wang, G.; Wang, D. Microstructure and mechanical properties of Al/Ti/Al laminated composites prepared by roll bonding. Mater. Sci. Eng. A 2015, 636, 301–310. [Google Scholar] [CrossRef]
- Ahn, K.; Huh, H.; Yoon, J. Strain hardening model of pure titanium considering effects of deformation twinning. Met. Mater. Int. 2013, 19, 749–758. [Google Scholar] [CrossRef]
- Fronczek, D.; Wojewoda-Budka, J.; Chulist, R.; Sypień, A.; Korneva, A.; Szulc, Z.; Schell, N.; Zieba, P. Structural properties of Ti/Al clads manufactured by explosive welding and annealing. Mater. Des. 2016, 91, 80–89. [Google Scholar] [CrossRef]
- Huang, H.; Chen, P.; Ji, C. Solid-liquid cast-rolling bonding (SLCRB) and annealing of Ti/Al cladding strip. Mater. Des. 2017, 118, 233–244. [Google Scholar] [CrossRef]
- Chen, K.; Li, C.; Hu, M.; Hou, X.; Li, C.; Chen, Z.-Q. Deformation Modes and Anisotropy of Anti-Perovskite Ti3AN (A = Al, In and Tl) from First-Principle Calculations. Materials 2017, 10, 362. [Google Scholar] [CrossRef] [Green Version]
- Ning, J.; Zhang, L.-J.; Xie, M.-X.; Yang, H.-X.; Yin, X.-Q.; Zhang, J.-X. Microstructure and property inhomogeneity investigations of bonded Zr/Ti/steel trimetallic sheet fabricated by explosive welding. J. Alloy. Compd. 2017, 698, 835–851. [Google Scholar] [CrossRef]
- Xie, M.-X.; Zhang, L.-J.; Zhang, G.; Zhang, J.-X.; Bi, Z.-Y.; Li, P.-C. Microstructure and mechanical properties of CP-Ti/X65 bimetallic sheets fabricated by explosive welding and hot rolling. Mater. Des. 2015, 87, 181–197. [Google Scholar] [CrossRef]
- Xia, H.-B.; Wang, S.-G.; Ben, H.-F. Microstructure and mechanical properties of Ti/Al explosive cladding. Mater. Des. 2014, 56, 1014–1019. [Google Scholar] [CrossRef]
- Ha, J.S.; Hong, S.I. Deformation and fracture of Ti/439 stainless steel clad composite at intermediate temperatures. Mater. Sci. Eng. A 2016, 651, 805–809. [Google Scholar] [CrossRef]
- GB/T 228.1-2010 Tensile Testing; Standard Press of China (Chinese): Beijing, China, 2010.
- Wronka, B. Testing of explosive welding and welded joints. Wavy character of the process and joint quality. Int. J. Impact Eng. 2011, 38, 309–313. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, Z.; Shen, W.; Wang, J.; Zhang, L.; Chin, B. Microstructure and properties of magnesium AZ31B–aluminum 7075 explosively welded composite plate. Mater. Sci. Eng. A 2010, 527, 2241–2245. [Google Scholar] [CrossRef]
- Nishida, M.; Chiba, A.; Ando, S.; Imamura, K.; Minato, H. Microstructural modifications in an explosively welded Ti/Ti clad material: II. Deformation structures around bonding interface. Met. Mater. Trans. A 1993, 24, 743–750. [Google Scholar] [CrossRef]
- Gao, P.; Lei, Z.; Wang, X.; Zhan, M. Deformation in fatigue crack tip plastic zone and its role in crack propagation of titanium alloy with tri-modal microstructure. Mater. Sci. Eng. A 2019, 739, 198–202. [Google Scholar] [CrossRef]
- Gao, P.; Qin, G.; Wang, X.; Li, Y.; Zhan, M.; Li, G.; Li, J. Dependence of mechanical properties on the microstructural parameters of TA15 titanium alloy with tri-modal microstructure. Mater. Sci. Eng. A 2019, 739, 203–213. [Google Scholar] [CrossRef]
- Qin, L.; Wang, J.; Wu, Q.; Guo, X.; Tao, J. In-situ observation of crack initiation and propagation in Ti/Al composite laminates during tensile test. J. Alloy. Compd. 2017, 712, 69–75. [Google Scholar] [CrossRef]
- Bataev, A.; Bataev, A.; Mali, V.I.; Pavliukova, D. Structural and mechanical properties of metallic–intermetallic laminate composites produced by explosive welding and annealing. Mater. Des. 2012, 35, 225–234. [Google Scholar] [CrossRef]
- Huang, T.; Zhan, M.; Pei, Y.; Xiang, N.; Yang, F.; Li, Y.; Guo, J.; Chen, X.; Chen, F. Establishment of Constitutive Relationships for Laminated Composites Considering the Variation of the Microhardness with the Strain in the Heterostructure Layers and Bonding Regions. JOM 2019, 71, 3962–3970. [Google Scholar] [CrossRef]
- Han, Q.; Kang, Y.; Hodgson, P.D.; Stanford, N. Quantitative measurement of strain partitioning and slip systems in a dual-phase steel. Scr. Mater. 2013, 69, 13–16. [Google Scholar] [CrossRef]
- Pei, Y.; Huang, T.; Chen, F.; Zhan, M.; Guo, J.; Song, Z.; Bai, L. In-situ observation of crack evolution in Ti/Al laminated composite. Compos. Interfaces 2019, 27, 435–448. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G. On the comparison of formability of roll-bonded steel-Cu composite sheet metal in incremental forming and stamping processes. Int. J. Adv. Manuf. Technol. 2016, 87, 267–278. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Area | Ti (At%) | Al (At%) | Phase |
|---|---|---|---|
| 1 | 100 | 0 | Ti Matrix |
| 2 | 99.98 | 0.02 | Ti Matrix |
| 3 | 98.89 | 1.11 | Ti Matrix |
| 4 | 28.32 | 71.68 | TiAl3 |
| 5 | 0.47 | 99.53 | Al Matrix |
| 6 | 0.01 | 99.99 | Al Matrix |
| 7 | 0 | 100 | Al Matrix |
| Specimen | 0°-1 | 0°-2 | 0°-3 | 45°-1 | 45°-2 | 45°-3 | 90°-1 | 90°-2 | 90°-3 |
|---|---|---|---|---|---|---|---|---|---|
| Rm/MPa | 186.23 | 189.08 | 183.63 | 163.46 | 162.69 | 163.07 | 152.85 | 156.67 | 153.46 |
| σh/% | 25.00 | 24.20 | 24.80 | 21.80 | 22.46 | 22.48 | 18.86 | 19.79 | 18.88 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, T.; Song, Z.; Chen, F.; Guo, J.; Pei, Y.; Xing, B.; Xiang, N.; Song, K. Influence of the Anisotropy on the Microstructure and Mechanical Properties of Ti/Al Laminated Composites. Materials 2020, 13, 3556. https://doi.org/10.3390/ma13163556
Huang T, Song Z, Chen F, Guo J, Pei Y, Xing B, Xiang N, Song K. Influence of the Anisotropy on the Microstructure and Mechanical Properties of Ti/Al Laminated Composites. Materials. 2020; 13(16):3556. https://doi.org/10.3390/ma13163556
Chicago/Turabian StyleHuang, Tao, Zhuo Song, Fuxiao Chen, Junqing Guo, Yanbo Pei, Binghui Xing, Nan Xiang, and Kexing Song. 2020. "Influence of the Anisotropy on the Microstructure and Mechanical Properties of Ti/Al Laminated Composites" Materials 13, no. 16: 3556. https://doi.org/10.3390/ma13163556