Microstructure Characteristics and Its Effect on the Fracture in the Triple Junction Region of Friction Stir Welded Mg Alloys Subjected to Tension

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
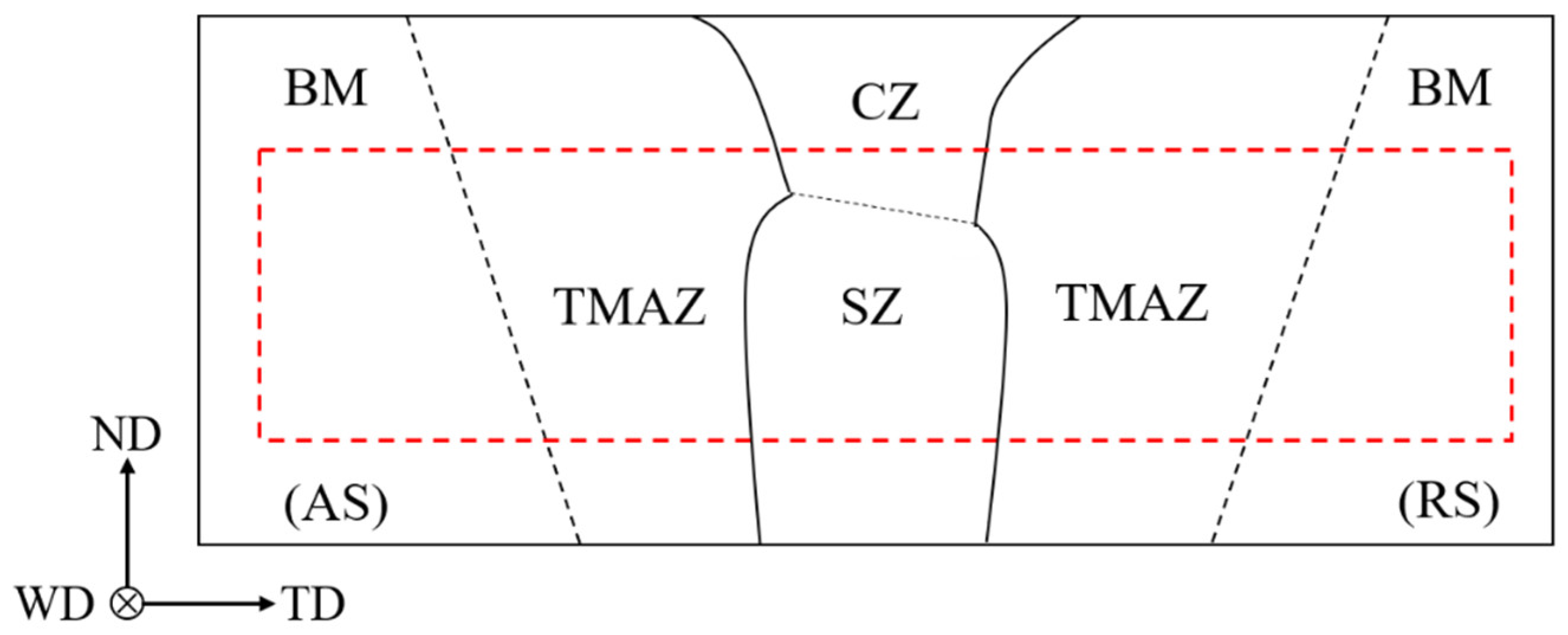
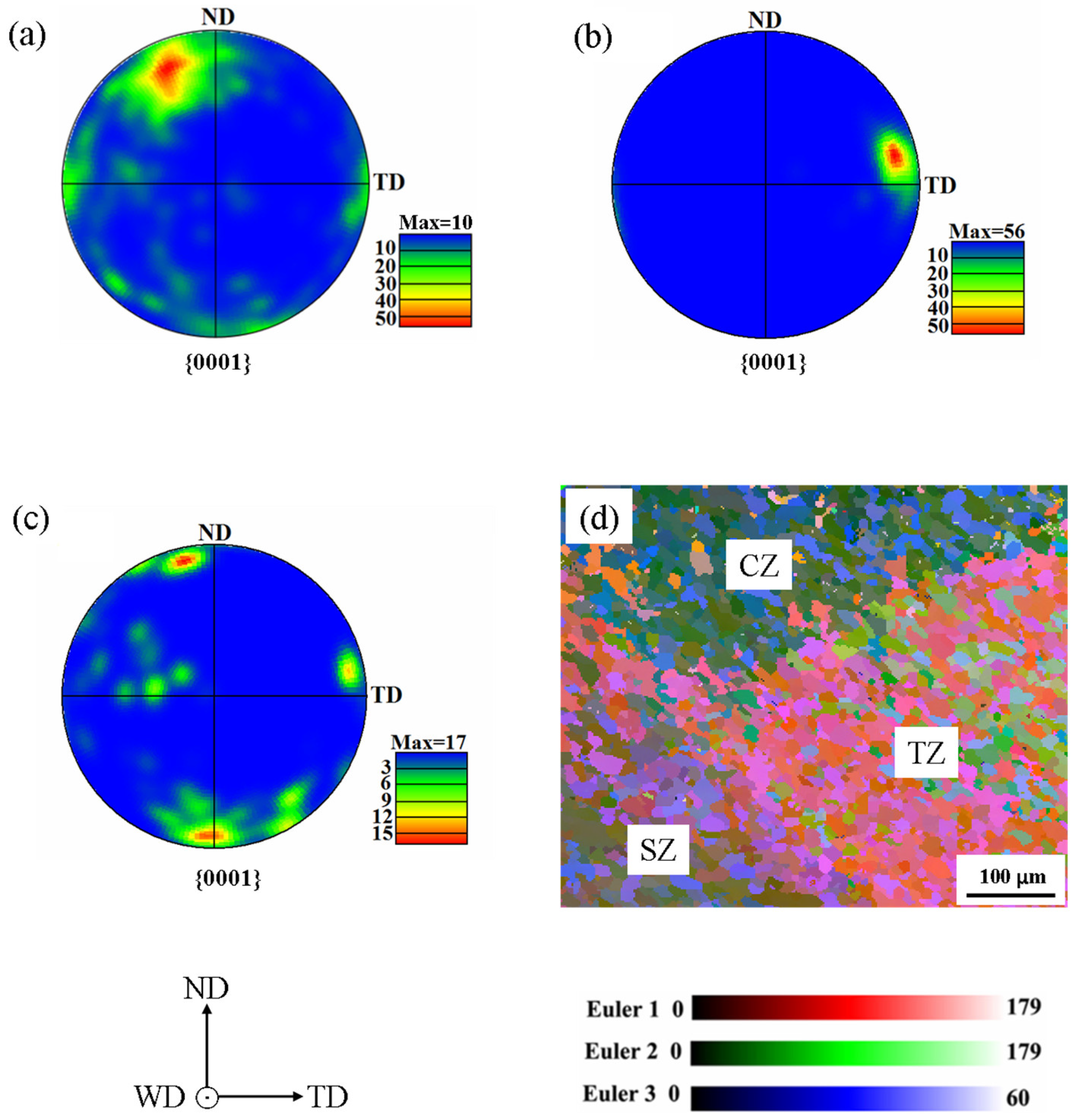
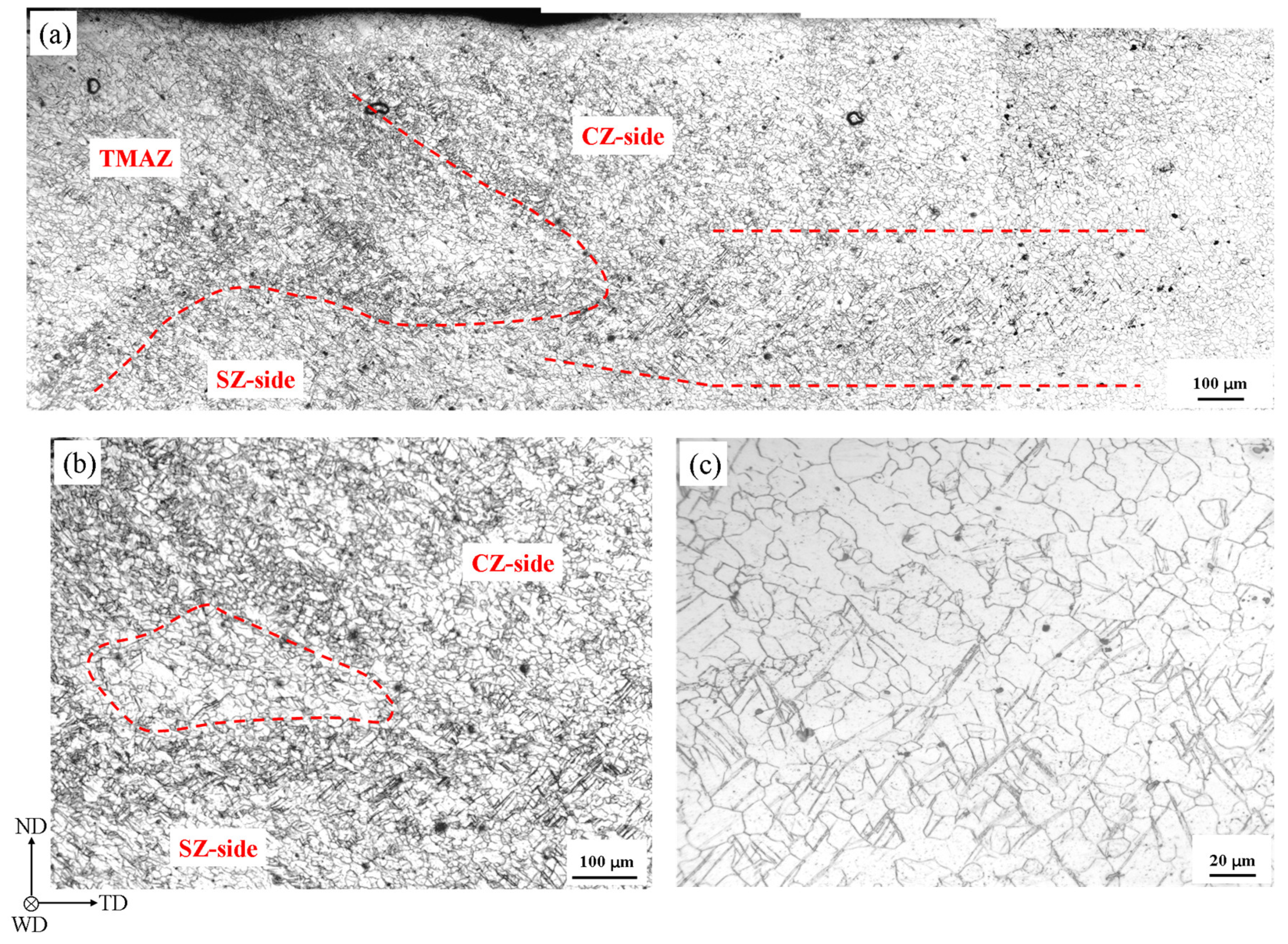
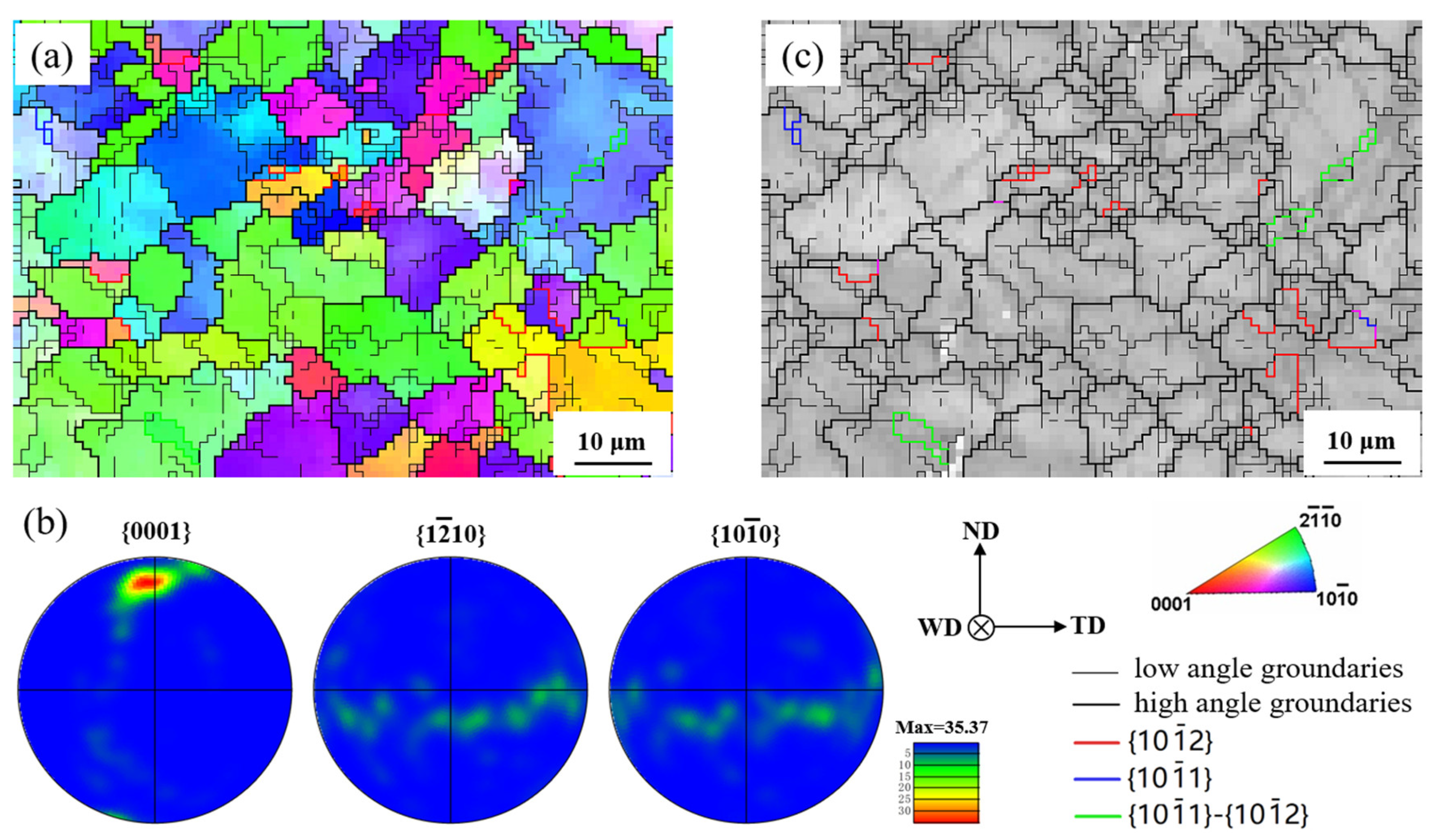
3.1. Undeformed Microstructure
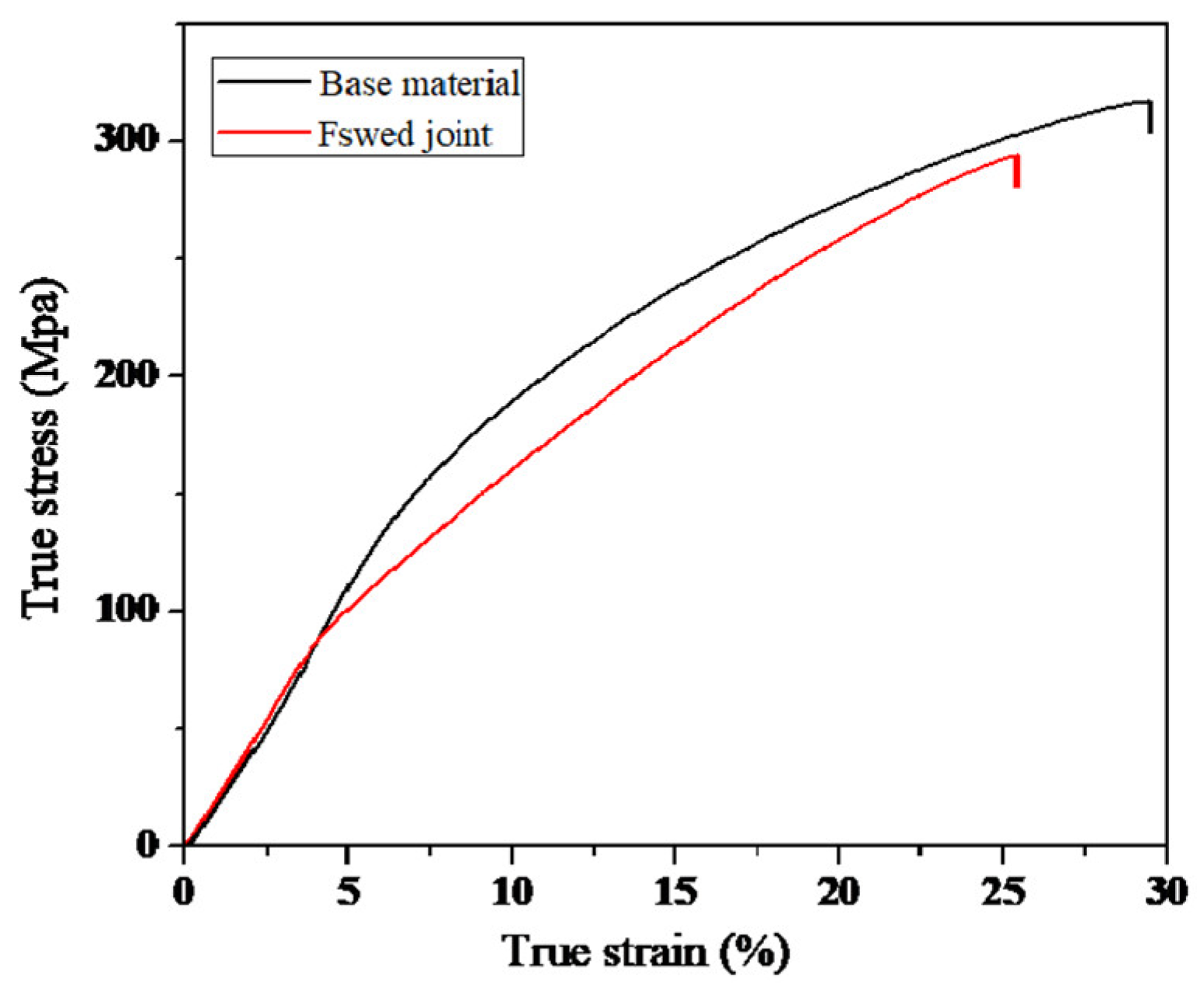
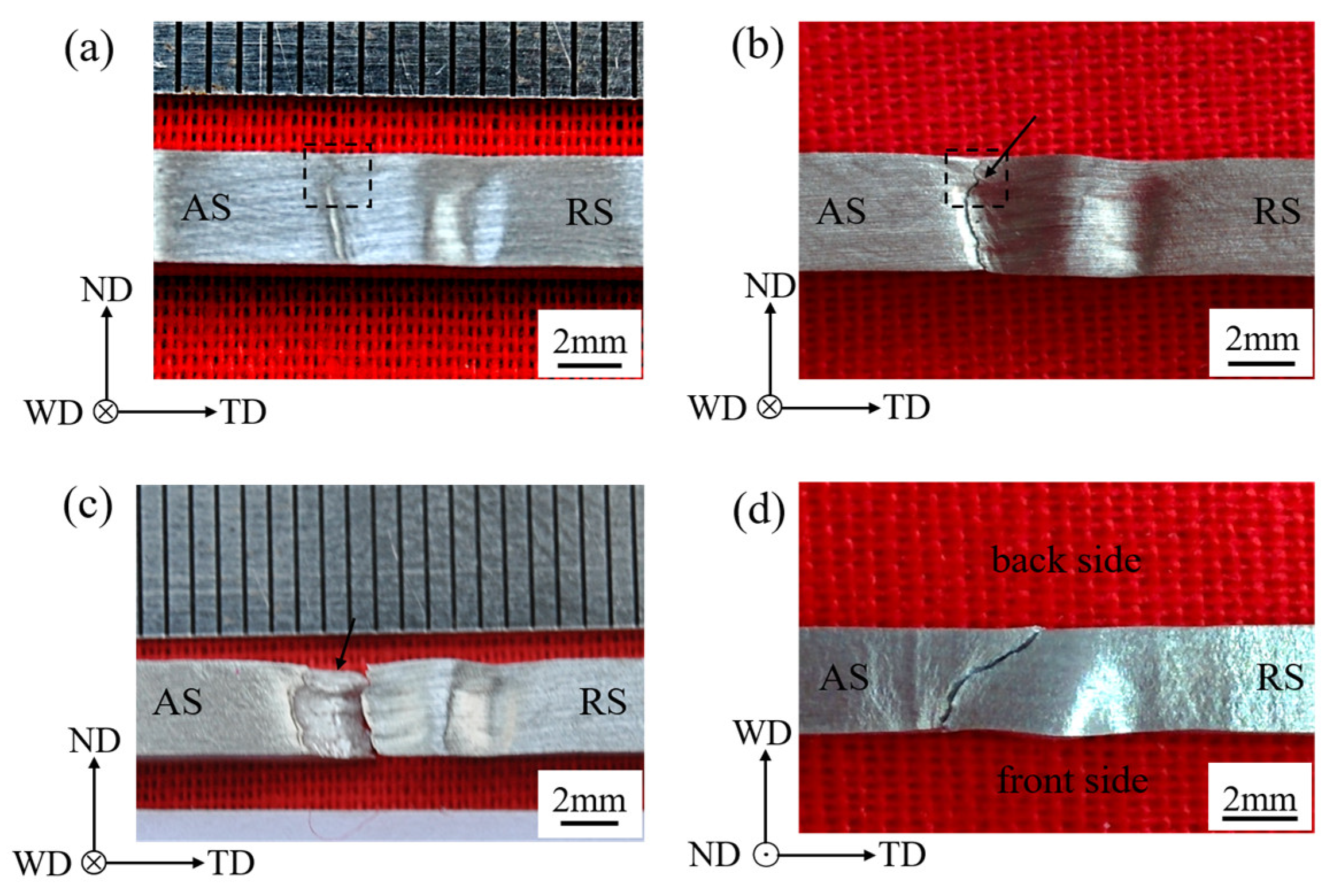
3.2. Mechanical Properties and Deformation Behavior
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jayasathyakawin, S.; Ravichandran, M.; Baskar, N.; Chairmanb, C.A.; Balasundaramb, R. Mechanical properties and applications of Magnesium alloy—Review. Mater. Today 2020, 27, 909–913. [Google Scholar] [CrossRef]
- Hong, S.G.; Park, S.H.; Lee, C.S. Role of {10–12} twinning characteristics in the deformation behavior of a polycrystalline magnesium alloy. Acta Mater. 2010, 58, 5873–5885. [Google Scholar] [CrossRef]
- Liu, D.; Tang, Y.; Shen, M.; Hu, Y.; Zhao, L. Analysis of Weak Zones in Friction Stir Welded Magnesium Alloys from the Viewpoint of Local Texture: A Short Review. Metals 2018, 8, 970. [Google Scholar] [CrossRef] [Green Version]
- Ma, Z.Y. Friction Stir Processing Technology: A Review. Metall. Mater. Trans. A 2008, 39, 642–658. [Google Scholar] [CrossRef]
- Qin, F.; Li, Y.; Zheng, J. The Activation and Evolution of Twinning during Bending of Friction Stir Welded AZ31. Metals 2020, 10, 139. [Google Scholar] [CrossRef] [Green Version]
- Subramani, V.; Jayavel, B.; Sengottuvelu, R.; Lazar, P.J.L. Assessment of Microstructure and Mechanical Properties of Stir Zone Seam of Friction Stir Welded Magnesium AZ31B through Nano-SiC. Materials 2019, 12, 1044. [Google Scholar] [CrossRef] [Green Version]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H. Effect of micro-texture on fracture location in friction stir weld of Mg alloy AZ61 during tensile test. Scr. Mater. 2003, 49, 161–166. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Brown, D.W.; Liaw, P.K.; Feng, Z. Texture variation and its influence on the tensile behavior of a friction-stir processed magnesium alloy. Scr. Mater. 2006, 54, 1859–1864. [Google Scholar] [CrossRef]
- Yuan, W.; Mishra, R.S.; Carlson, B.; Mishra, R.K.; Verma, R.; Kubic, R. Effect of texture on the mechanical behavior of ultrafine grained magnesium alloy. Scr. Mater. 2011, 64, 580–583. [Google Scholar] [CrossRef]
- Xin, R.; Li, B.; Liao, A.; Zhou, Z.; Liu, Q. Correlation Between Texture Variation and Transverse Tensile Behavior of Friction-Stir-Processed AZ31 Mg Alloy. Metall. Mater. Trans. A 2012, 43, 2500–2508. [Google Scholar] [CrossRef]
- Liu, Z.; Xin, R.; Liu, D.; Shu, X.; Liu, Q. Textural variation in triple junction region of friction stir welded Mg alloys and its influence on twinning and fracture. Mater. Sci. Eng. A 2016, 658, 185–191. [Google Scholar] [CrossRef]
- Liu, D.; Xin, R.; Zheng, X.; Zhou, Z.; Liu, Q. Microstructure and mechanical properties of friction stir welded dissimilar Mg alloys of ZK60-AZ31. Mater. Sci. Eng. A 2013, 561, 419–426. [Google Scholar] [CrossRef]
- Xin, R.; Liu, D.; Li, B.; Sun, L.; Zhou, Z.; Liu, Q. Mechanisms of fracture and inhomogeneous deformation on transverse tensile test of friction-stir-processed AZ31 Mg alloy. Mater. Sci. Eng. A 2013, 565, 333–341. [Google Scholar] [CrossRef]
- Xin, R.; Liu, D.; Xu, Z.; Li, B.; Liu, Q. Changes in texture and microstructure of friction stir welded Mg alloy during post-rolling and their effects on mechanical properties. Mater. Sci. Eng. A 2013, 582, 178–187. [Google Scholar] [CrossRef]
- Xin, R.; Sun, L.; Liu, D.; Zhou, Z.; Liu, Q. Effect of subsequent tension and annealing on microstructure evolution and strength enhancement of friction stir welded Mg alloys. Mater. Sci. Eng. A 2014, 602, 1–10. [Google Scholar] [CrossRef]
- Xin, R.; Liu, D.; Shu, X.; Li, B.; Yang, X.; Liu, Q. Influence of welding parameter on texture distribution and plastic deformation behavior of as-rolled AZ31 Mg alloys. J. Alloy. Comp. 2016, 670, 64–71. [Google Scholar] [CrossRef]
- Afrin, N.; Chen, D.L.; Cao, X.; Jahazi, M. Microstructure and tensile properties of friction stir welded AZ31B magnesium alloy. Mater. Sci. Eng. A 2008, 472, 179–186. [Google Scholar] [CrossRef]
- Yang, J.; Xiao, B.; Wang, D.; Ma, Z.Y. Effects of heat input on tensile properties and fracture behavior of friction stir welded Mg-3Al-1Zn alloy. Mater. Sci. Eng. A 2010, 527, 708–714. [Google Scholar] [CrossRef]
- Xin, R.; Li, B.; Liu, Q. Microstructure and Texture Evolution during Friction Stir Processing of AZ31 Mg Alloy. Mater. Sci. Forum 2010, 654–656, 1195–1200. [Google Scholar] [CrossRef]
- Liu, G.; Xin, R.; Li, J.; Liu, D.; Liu, Q. Fracture localisation in retreating side of friction stir welded magnesium alloy. Sci. Technol. Weld. Joi. 2015, 20, 378–384. [Google Scholar] [CrossRef]
- Liu, D.; Xin, R.; Zhao, L.; Hu, Y. Effect of textural variation and twinning activity on fracture behavior of friction stir welded AZ31 Mg alloy in bending tests. J. Alloy. Comp. 2017, 693, 808–815. [Google Scholar] [CrossRef]
- Yang, J.; Wang, D.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. Effects of Rotation Rates on Microstructure, Mechanical Properties, and Fracture Behavior of Friction Stir-Welded (FSW) AZ31 Magnesium Alloy. Metall. Mater. Trans. A 2013, 44, 517–530. [Google Scholar] [CrossRef]
- Mironov, S.; Onuma, T.; Sato, Y.S.; Yoneyama, S.; Kokawa, H. Tensile behavior of friction-stir welded AZ31 magnesium alloy. Mater. Sci. Eng. A 2017, 679, 272–281. [Google Scholar] [CrossRef]
- Liu, D.; Xin, R.; Sun, L.; Zhou, Z.; Liu, Q. Influence of sampling design on tensile properties and fracture behavior of friction stir welded magnesium alloys. Mater. Sci. Eng. A 2013, 576, 207–216. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, D.; Xu, J.; Zheng, X.; Liu, Q.; Xin, R. Microstructural investigation and mechanical properties of dissimilar friction stir welded magnesium alloys. Sci. Technol. Weld. Joi. 2015, 20, 264–270. [Google Scholar] [CrossRef]
- Shang, Q.; Ni, D.R.; Xue, P.; Xiao, B.L.; Ma, Z.Y. Evolution of local texture and its effect on mechanical properties and fracture behavior of friction stir welded joint of extrude Mg-3Al-1Zn. Mater. Char. 2017, 128, 14–22. [Google Scholar] [CrossRef]
- Mironov, S.; Onuma, T.; Sato, Y.S.; Yoneyama, S.; Kokawa, H. Microstructural changes during tension of friction-stir welded AZ31 magnesium alloy. Mater. Char. 2017, 130, 1–8. [Google Scholar] [CrossRef]


© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, G.; Yang, Q.; Cheng, Y. Microstructure Characteristics and Its Effect on the Fracture in the Triple Junction Region of Friction Stir Welded Mg Alloys Subjected to Tension. Materials 2020, 13, 3672. https://doi.org/10.3390/ma13173672
Liu G, Yang Q, Cheng Y. Microstructure Characteristics and Its Effect on the Fracture in the Triple Junction Region of Friction Stir Welded Mg Alloys Subjected to Tension. Materials. 2020; 13(17):3672. https://doi.org/10.3390/ma13173672
Chicago/Turabian StyleLiu, Guodong, Qunying Yang, and Yongshan Cheng. 2020. "Microstructure Characteristics and Its Effect on the Fracture in the Triple Junction Region of Friction Stir Welded Mg Alloys Subjected to Tension" Materials 13, no. 17: 3672. https://doi.org/10.3390/ma13173672