The Mechanical Properties of Kevlar Fabric/Epoxy Composites Containing Aluminosilicates Modified with Quaternary Ammonium and Phosphonium Salts


Abstract
:1. Introduction
2. Experimental Part
2.1. Materials
2.2. Modification of Bentonite with Quaternary Ammonium and Phosphonium Salts
2.3. Preparation of Epoxy Compositions
2.4. Preparation of Kevlar Fabric/Epoxy/Organoclay Composites
2.5. Morphology and Structure Analysis of Kevlar/Epoxy/Organoclay Composites
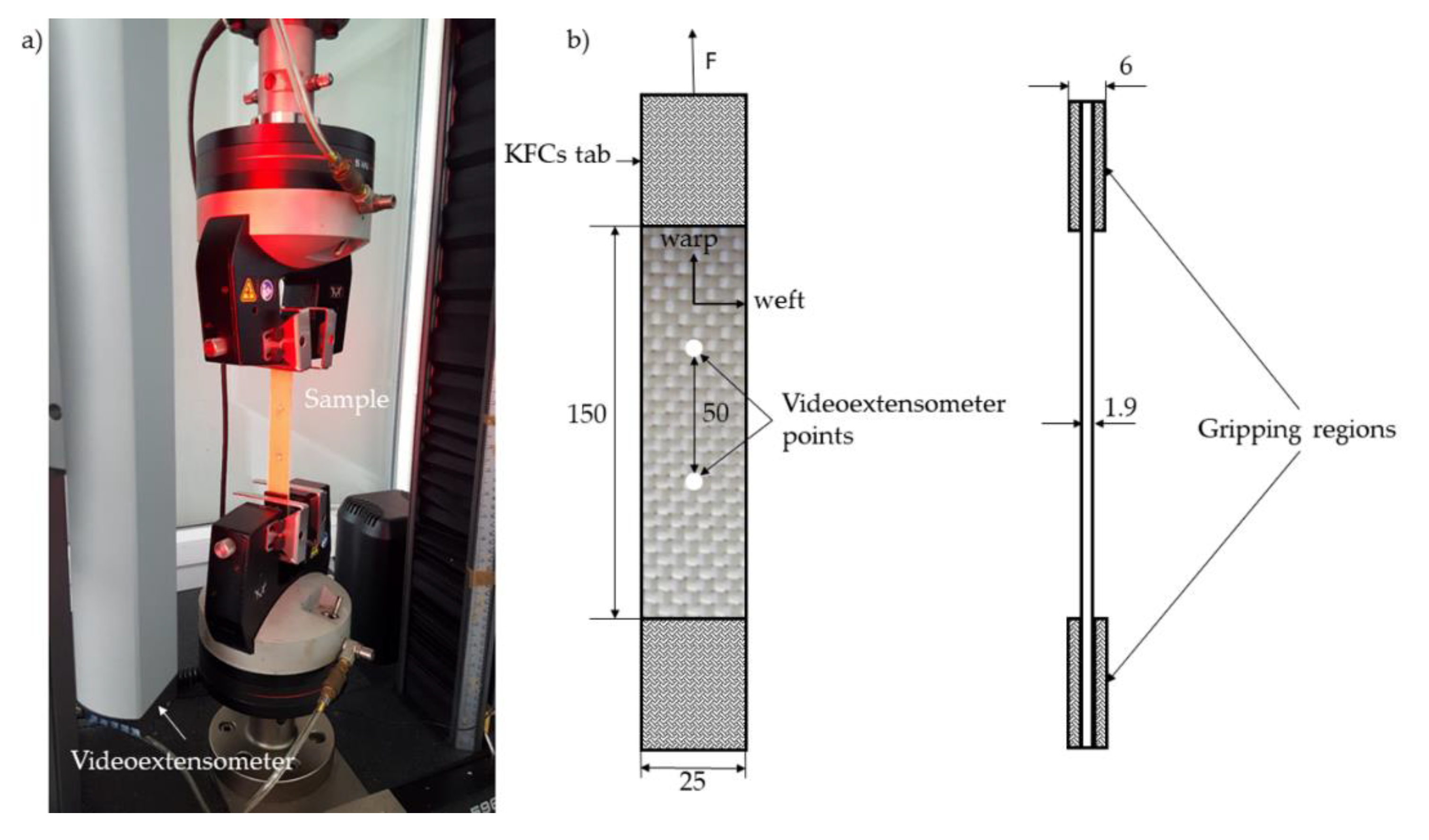
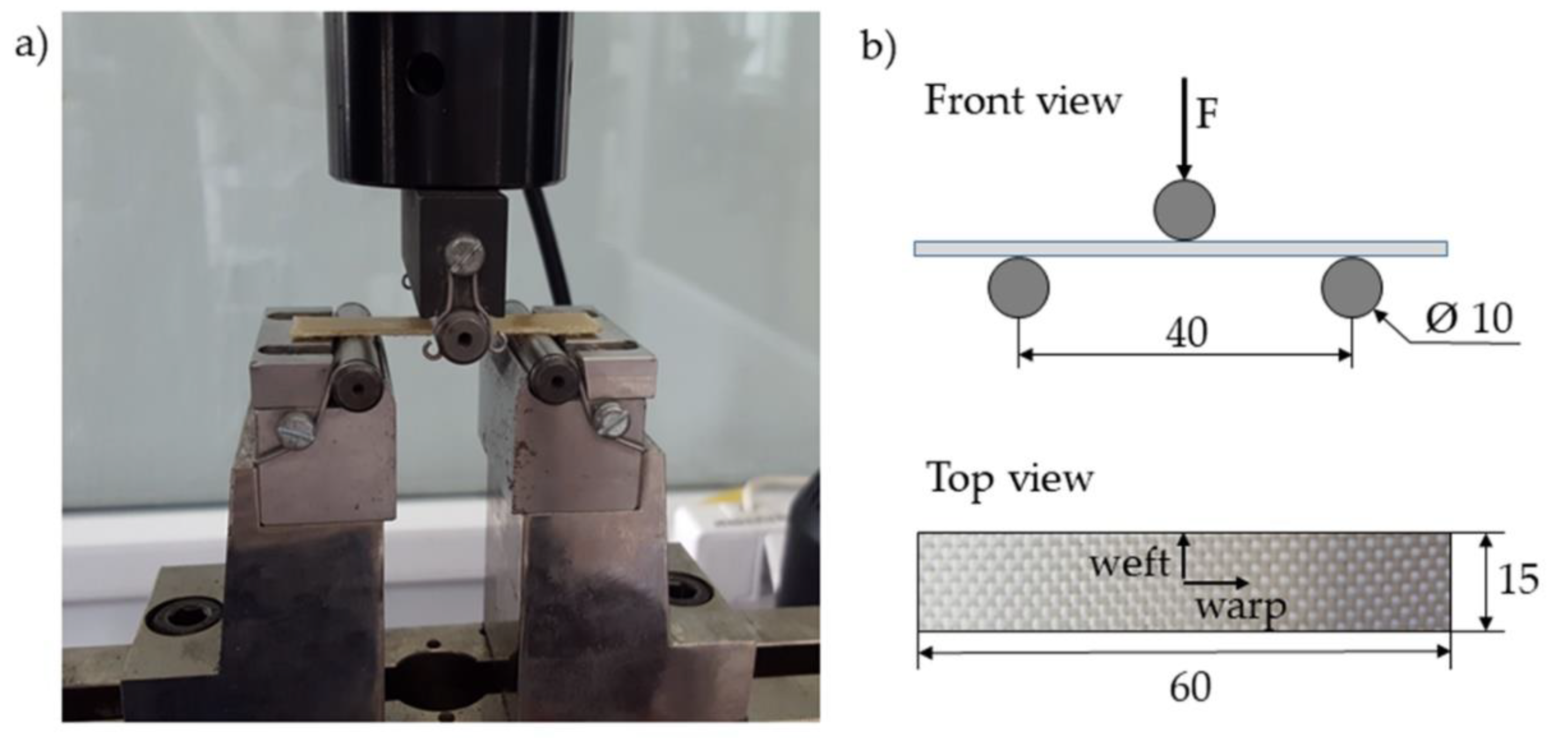
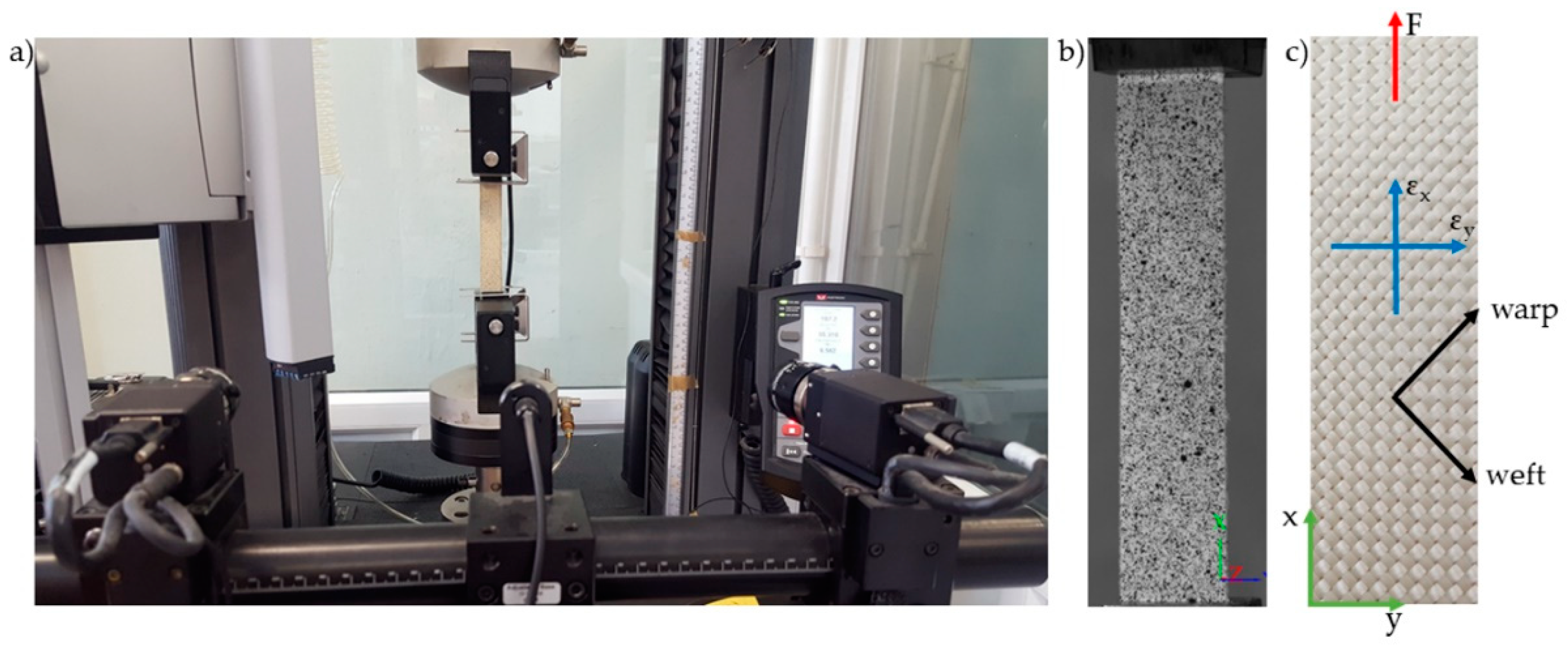
2.6. Study of Mechanical Properties
3. Results
3.1. Mechanical Properties of Kevlar/Epoxy/Organoclay Composites
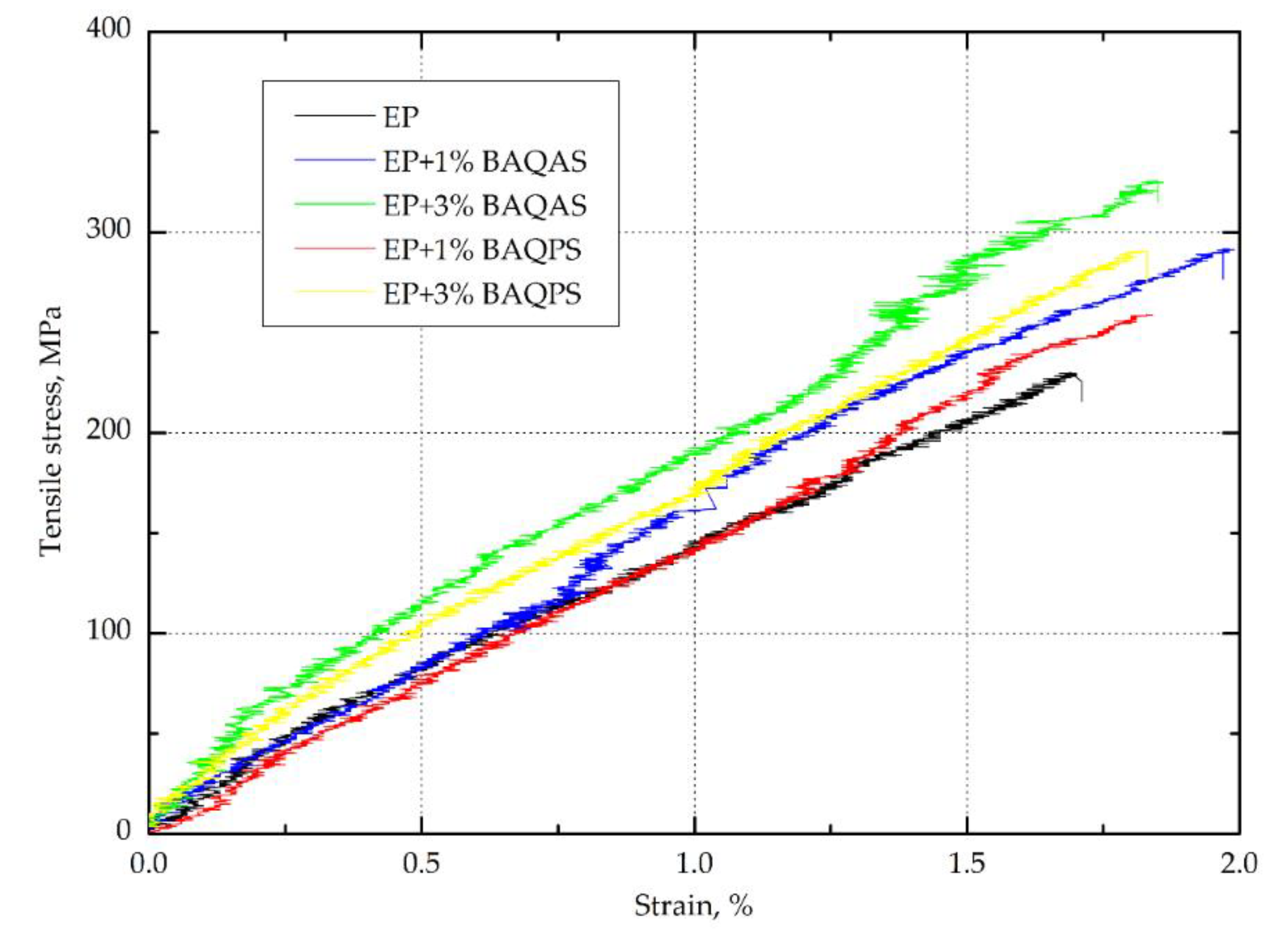
3.1.1. Tensile Strength
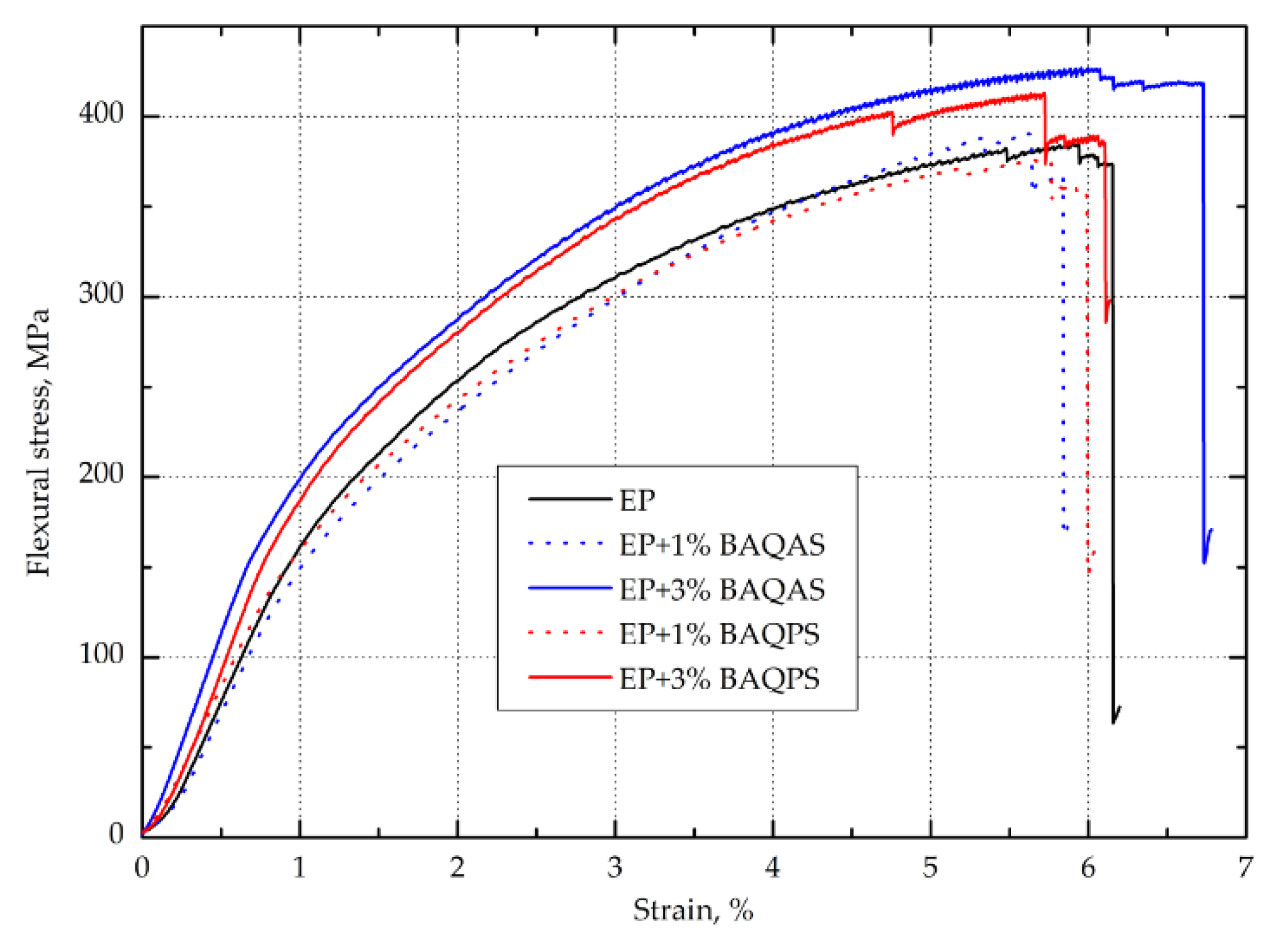
3.1.2. Flexural Strength
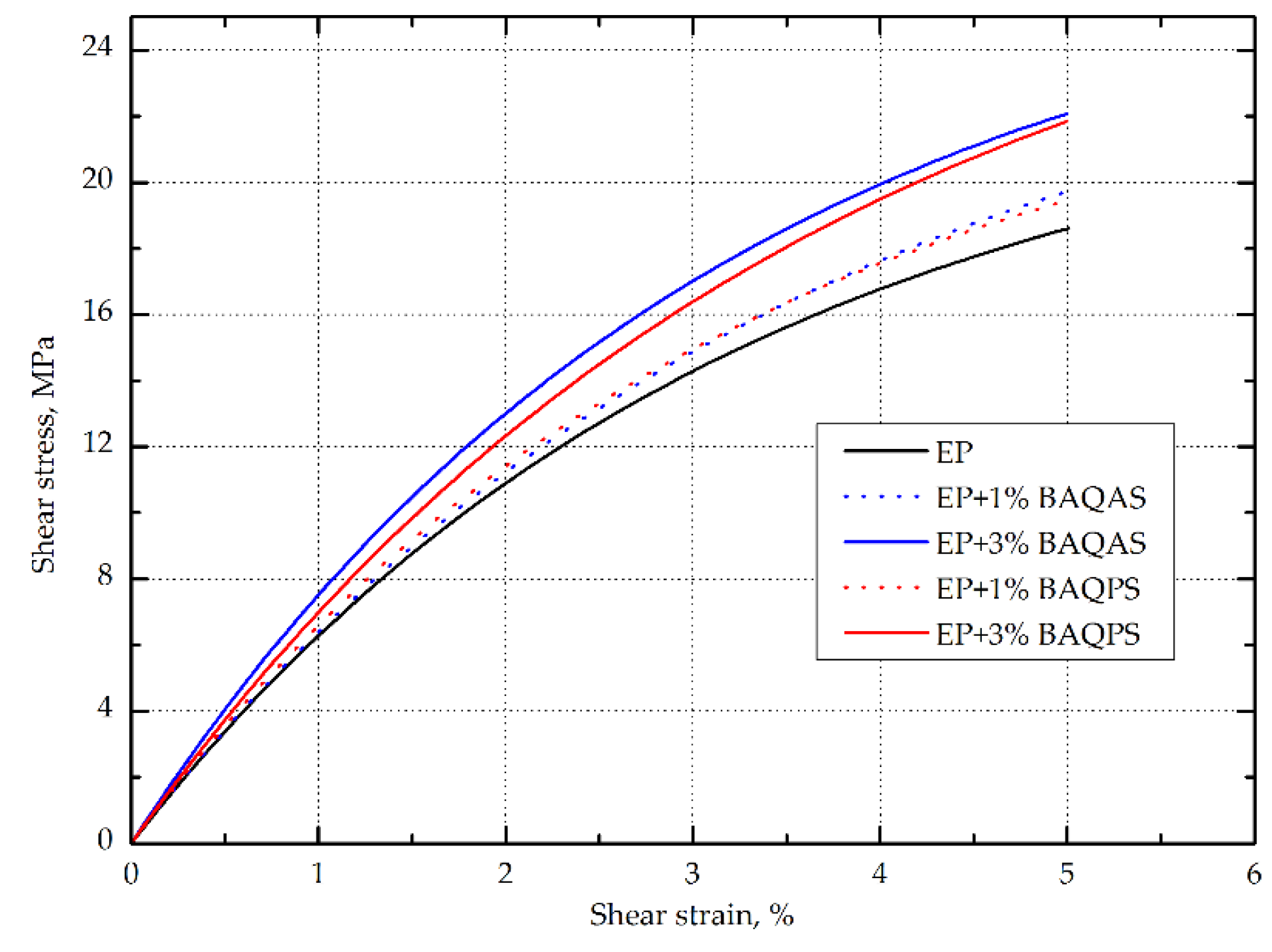
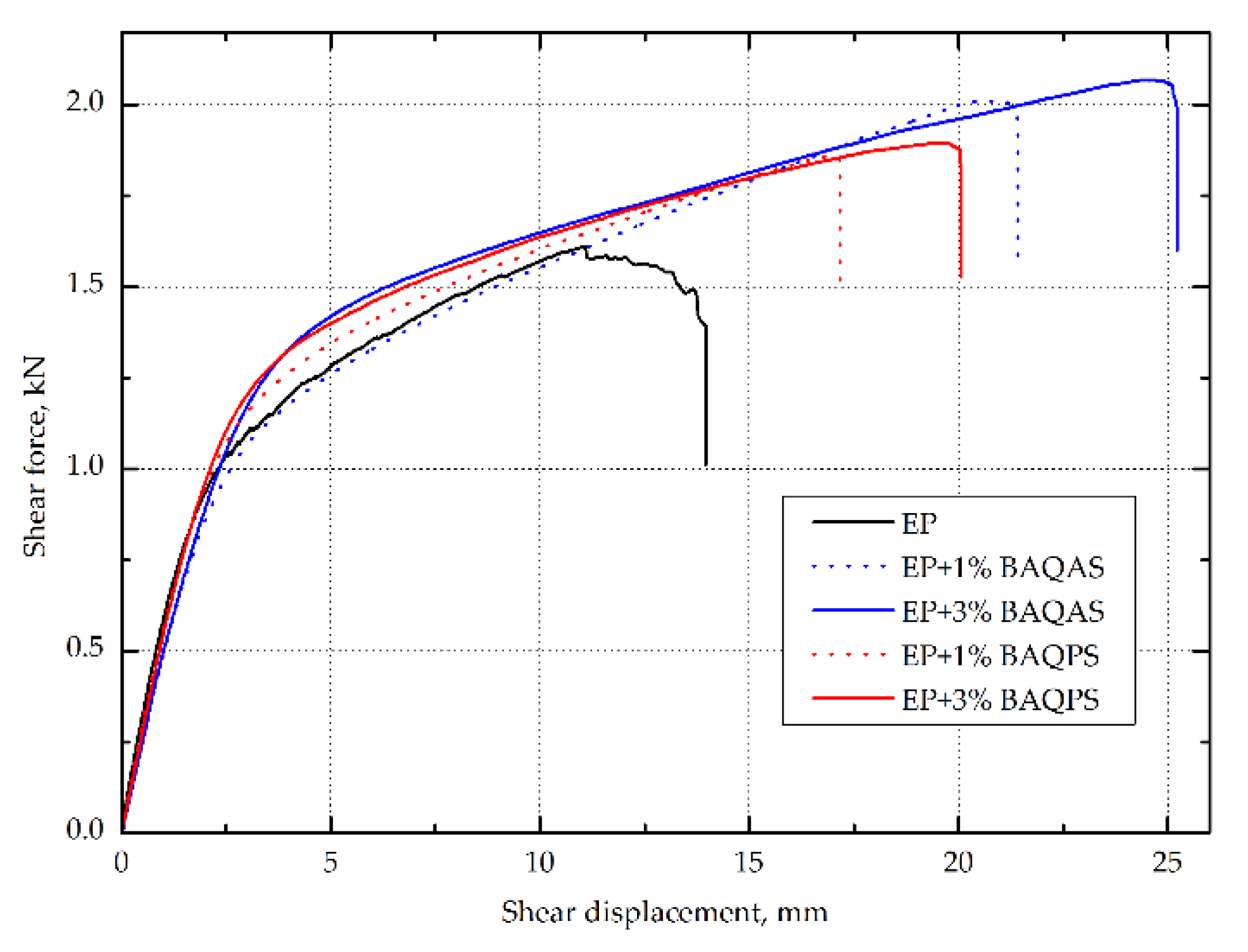
3.1.3. In-Plane Shear Strength
3.2. Morphology and Structure of Kevlar/Epoxy/Organoclay Composites
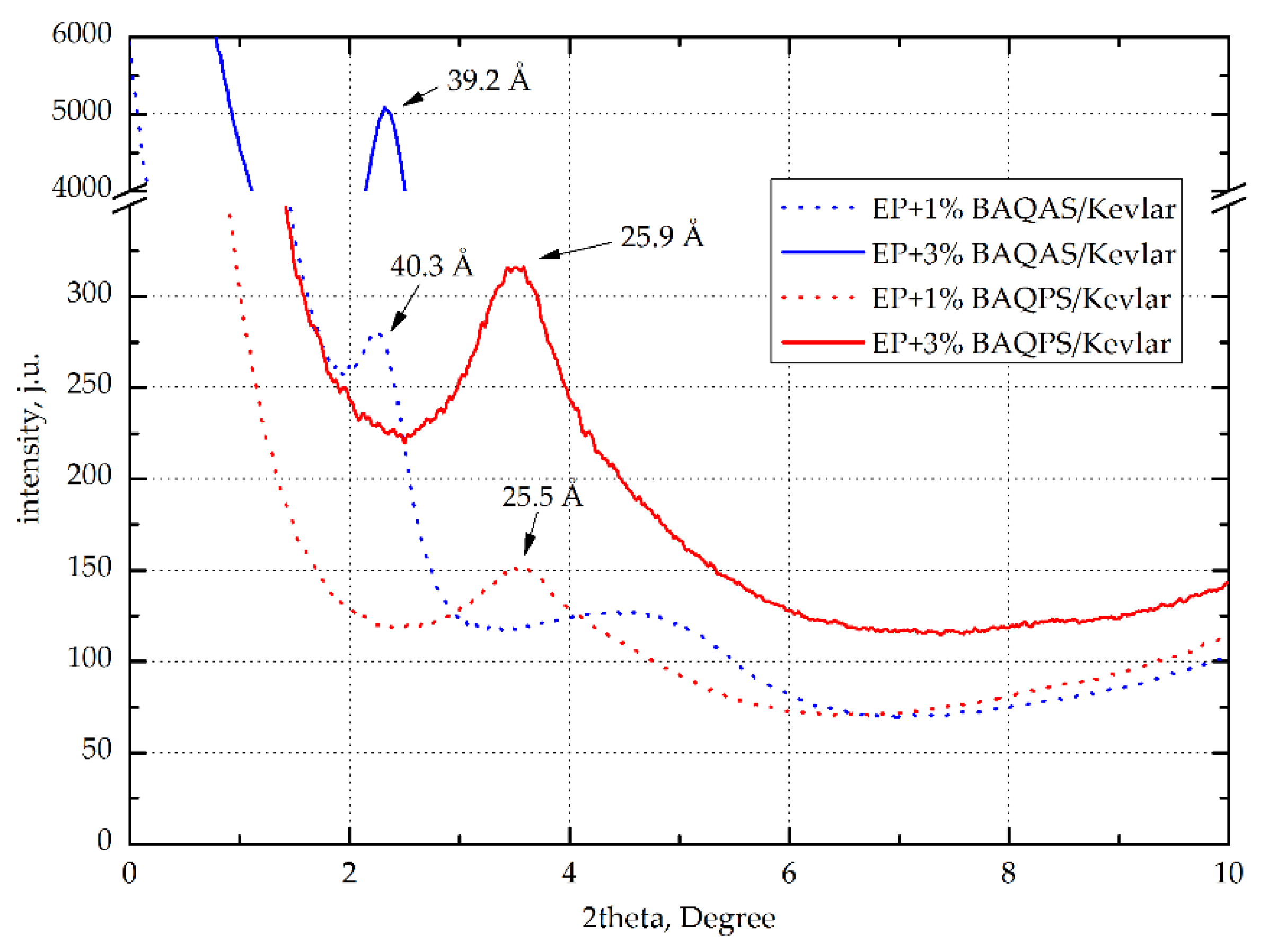
3.2.1. Analysis of Wide-Angle X-ray Diffraction
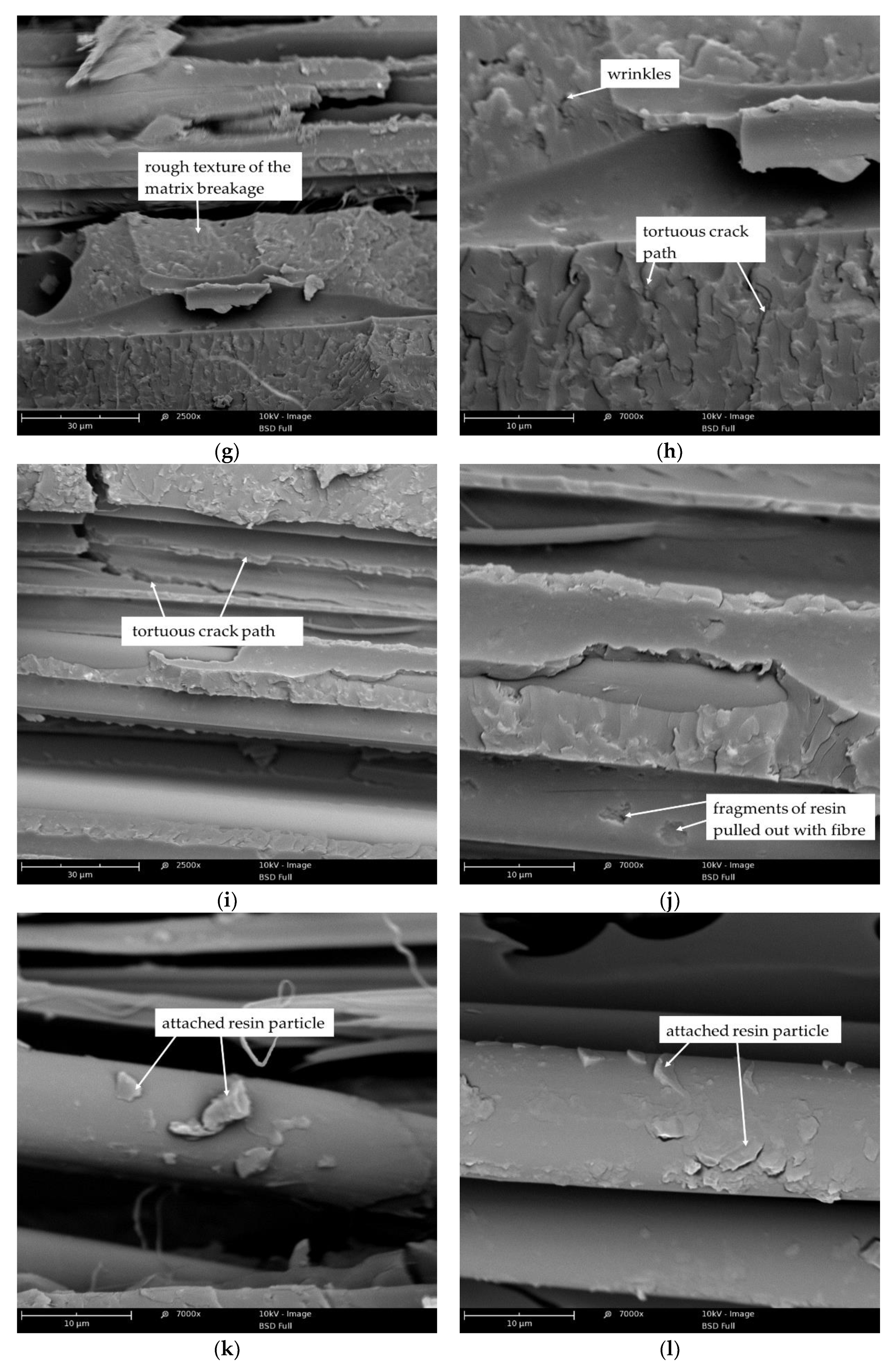
3.2.2. SEM Analysis of Brittle Fracture Surface of Kevlar/Epoxy/Organoclays Composites
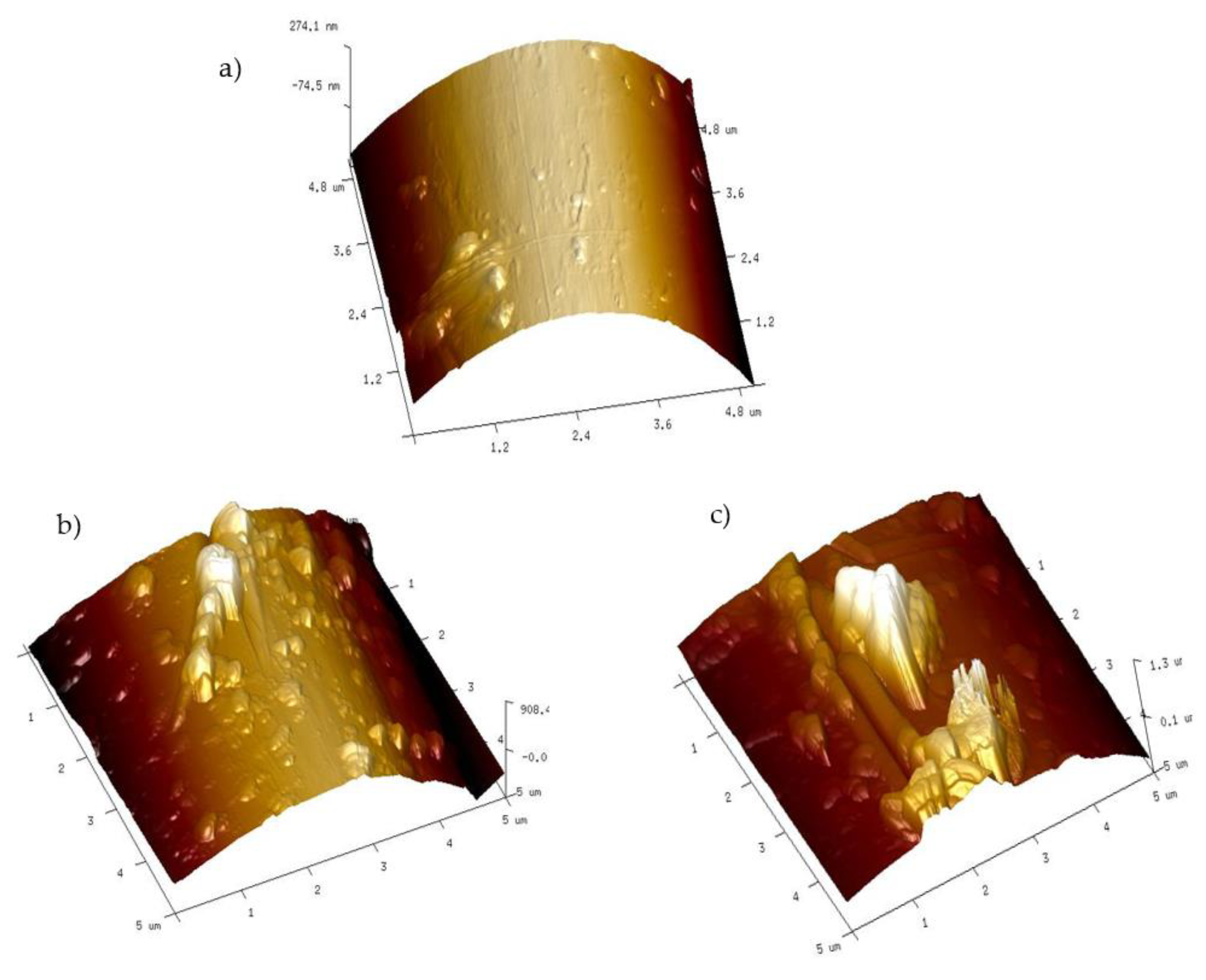
3.2.3. Atomic Force Microscopy Analysis of Fiber Surface
4. Conclusions
Funding
Conflicts of Interest
References
- Gore, P.M.; Kandasubramanian, B. Functionalized Aramid Fibers and Composites for Protective Applications: A Review. Ind. Eng. Chem. Res. 2018, 57, 16537–16563. [Google Scholar] [CrossRef]
- Nunes, S.G.; de Amorim, W.F.; Manes, A.; Amico, S.C. The Effect of Thickness on Vacuum Infusion Processing of Aramid/Epoxy Composites for Ballistic Application. J. Compos. Mater. 2019, 53, 383–391. [Google Scholar] [CrossRef]
- Yanen, C.; Solmaz, M.Y. Ballistic Tests of Lightweight Hybrid Composites for Body Armor. Mater. Test. 2019, 61, 425–433. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Milanezi, T.L.; Louro, L.H.L.; Lima, É.P.; Braga, F.O.; Gomes, A.V.; Drelich, J.W. Novel Ballistic Ramie Fabric Composite Competing with KevlarTM Fabric in Multilayered Armor. Mater. Des. 2016, 96, 263–269. [Google Scholar] [CrossRef]
- Ehlert, G.J.; Sodano, H.A. Zinc Oxide Nanowire Interphase for Enhanced Interfacial Strength in Lightweight Polymer Fiber Composites. ACS Appl. Mater. Interfaces 2009, 1, 1827–1833. [Google Scholar] [CrossRef]
- Zhang, H.; Yuan, L.; Liang, G.; Gu, A. Effect and Origin of the Structure of Hyperbranched Polysiloxane on the Surface and Integrated Performances of Grafted Kevlar Fibers. Appl. Surf. Sci. 2014, 320, 883–894. [Google Scholar] [CrossRef]
- Ai, T.; Wang, R.; Zhou, W. Effect of Grafting Alkoxysilane on the Surface Properties of Kevlar Fiber. Polym. Compos. 2007, 28, 412–416. [Google Scholar] [CrossRef]
- Chen, W.; Qian, X.-M.; He, X.-Q.; Liu, Z.-Y.; Liu, J.-P. Surface Modification of Kevlar by Grafting Carbon Nanotubes. J. Appl. Polym. Sci. 2012, 123, 1983–1990. [Google Scholar] [CrossRef]
- Hazarika, A.; Deka, B.K.; Kim, D.; Park, Y.-B.; Park, H.W. Microwave-Induced Hierarchical Iron-Carbon Nanotubes Nanostructures Anchored on Polypyrrole/Graphene Oxide-Grafted Woven Kevlar® Fiber. Compos. Sci. Technol. 2016, 129, 137–145. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Effect of Layering Sequence and Chemical Treatment on the Mechanical Properties of Woven Kenaf–Aramid Hybrid Laminated Composites. Mater. Des. 2015, 67, 173–179. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.; Jawaid, M.; Leman, Z.; Zainudin, E. Mechanical Performance of Woven Kenaf-Kevlar Hybrid Composites. J. Reinf. Plast. Compos. 2014, 33, 2242–2254. [Google Scholar] [CrossRef]
- Song, J.H. Pairing Effect and Tensile Properties of Laminated High-Performance Hybrid Composites Prepared Using Carbon/Glass and Carbon/Aramid Fibers. Compos. Part B Eng. 2015, 79, 61–66. [Google Scholar] [CrossRef]
- Salehi-Khojin, A.; Bashirzadeh, R.; Mahinfalah, M.; Nakhaei-Jazar, R. The Role of Temperature on Impact Properties of Kevlar/Fiberglass Composite Laminates. Compos. Part B Eng. 2006, 37, 593–602. [Google Scholar] [CrossRef]
- Valença, S.L.; Griza, S.; de Oliveira, V.G.; Sussuchi, E.M.; de Cunha, F.G.C. Evaluation of the Mechanical Behavior of Epoxy Composite Reinforced with Kevlar Plain Fabric and Glass/Kevlar Hybrid Fabric. Compos. Part B Eng. 2015, 70, 1–8. [Google Scholar] [CrossRef]
- Zangana, S.; Epaarachchi, J.; Ferdous, W.; Leng, J. A Novel Hybridised Composite Sandwich Core with Glass, Kevlar and Zylon Fibres—Investigation under Low-Velocity Impact. Int. J. Impact Eng. 2020, 137, 103430. [Google Scholar] [CrossRef]
- Avila, A.F.; de Oliveira, A.M.; Leao, S.G.; Martins, M.G. Aramid Fabric/Nano-Size Dual Phase Shear Thickening Fluid Composites Response to Ballistic Impact. Compos. Part A Appl. Sci. Manuf. 2018, 112, 468–474. [Google Scholar] [CrossRef]
- Zhang, H.-J.; Zhang, Z.-Z.; Guo, F. A Study on the Sliding Wear of Hybrid PTFE/Kevlar Fabric/Phenolic Composites Filled with Nanoparticles of TiO2 and SiO2. Tribol. Trans. 2010, 53, 678–683. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, Z.; Zhang, H.; Liu, W. Tribological Behavior of Kevlar Fabric Composites Filled with Nanoparticles. J. Appl. Polym. Sci. 2009, 111, 2419–2425. [Google Scholar] [CrossRef]
- Zhao, Y.; Dang, W.; Lu, Z.; Deng, J.; Hao, Y.; Su, Z.; Zhang, M. Fabrication of Mechanically Robust and UV-Resistant Aramid Fiber-Based Composite Paper by Adding Nano-TiO2 and Nanofibrillated Cellulose. Cellulose 2018, 25, 3913–3925. [Google Scholar] [CrossRef]
- Ilyin, S.O.; Brantseva, T.V.; Kotomin, S.V.; Antonov, S.V. Epoxy Nanocomposites as Matrices for Aramid Fiber-Reinforced Plastics. Polym. Compos. 2018, 39, E2167–E2174. [Google Scholar] [CrossRef]
- Haro, E.E.; Odeshi, A.G.; Szpunar, J.A. The Energy Absorption Behavior of Hybrid Composite Laminates Containing Nano-Fillers under Ballistic Impact. Int. J. Impact Eng. 2016, 96, 11–22. [Google Scholar] [CrossRef]
- Khodadadi, A.; Liaghat, G.; Vahid, S.; Sabet, A.R.; Hadavinia, H. Ballistic Performance of Kevlar Fabric Impregnated with Nanosilica/PEG Shear Thickening Fluid. Compos. Part B Eng. 2019, 162, 643–652. [Google Scholar] [CrossRef] [Green Version]
- Taraghi, I.; Fereidoon, A.; Taheri-Behrooz, F. Low-Velocity Impact Response of Woven Kevlar/Epoxy Laminated Composites Reinforced with Multi-Walled Carbon Nanotubes at Ambient and Low Temperatures. Mater. Des. 2014, 53, 152–158. [Google Scholar] [CrossRef]
- Taraghi, I.; Fereidoon, A.; Mohyeddin, A. The Effect of MWCNTs on the Mechanical Properties of Woven Kevlar/Epoxy Composites. Steel Compos. Struct. 2014, 17, 825–834. [Google Scholar] [CrossRef]
- Bassyouni, M.I.; Abdel-Hamid, S.M.-S.; Abdel-Aziz, M.H.; Zoromba, M.S. Mechanical and Viscoelastic Study of Functionalized MWCNTs/Epoxy/Kevlar Composites. Polym. Compos. 2018, 39, E2064–E2073. [Google Scholar] [CrossRef]
- Reis, P.N.B.; Ferreira, J.A.M.; Santos, P.; Richardson, M.O.W.; Santos, J.B. Impact Response of Kevlar Composites with Filled Epoxy Matrix. Compos. Struct. 2012, 94, 3520–3528. [Google Scholar] [CrossRef]
- Reis, P.N.B.; Ferreira, J.A.M.; Zhang, Z.Y.; Benameur, T.; Richardson, M.O.W. Impact Response of Kevlar Composites with Nanoclay Enhanced Epoxy Matrix. Compos. Part B Eng. 2013, 46, 7–14. [Google Scholar] [CrossRef]
- Reis, P.N.B.; Ferreira, J.A.M.; Zhang, Z.Y.; Benameur, T.; Richardson, M.O.W. Impact Strength of Composites with Nano-Enhanced Resin after Fire Exposure. Compos. Part B Eng. 2014, 56, 290–295. [Google Scholar] [CrossRef] [Green Version]
- Karippal, J.J.; Murthy, H.N.N.; Rai, K.S.; Sreejith, M.; Krishna, M. Study of Mechanical Properties of Epoxy/Glass/Nanoclay Hybrid Composites. J. Compos. Mater. 2011, 45, 1893–1899. [Google Scholar] [CrossRef]
- Khan, S.U.; Iqbal, K.; Munir, A.; Kim, J.-K. Quasi-Static and Impact Fracture Behaviors of CFRPs with Nanoclay-Filled Epoxy Matrix. Compos. Part A Appl. Sci. Manuf. 2011, 42, 253–264. [Google Scholar] [CrossRef]
- Oleksy, M.; Szwarc-Rzepka, K.; Heneczkowski, M.; Oliwa, R.; Jesionowski, T. Epoxy Resin Composite Based on Functional Hybrid Fillers. Materials 2014, 7, 6064–6091. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oliwa, R.; Heneczkowski, M.; Oleksy, M. Epoxy composites for aviation industry. Polimery 2015, 60, 167–178. [Google Scholar] [CrossRef]
- PL Pat 216 081. Available online: http://pl.espacenet.com/publicationDetails/originalDocument?FT=D&date=20140228&DB=&locale=pl_PL&CC=PL&NR=216081B1&KC=B1&ND=4# (accessed on 28 February 2014).
- PL Pat 217 487. Available online: https://pl.espacenet.com/publicationDetails/originalDocument?FT=D&date=20140731&DB=&locale=pl_PL&CC=PL&NR=217487B1&KC=B1&ND=4# (accessed on 31 July 2014).
- Plastics—Determination of Tensile Properties—Part 4: Test Conditions for Isotropic and Orthotropic Fibre-Reinforced Plastic Composites; Polish Committee for Standardization: Warsaw, Poland, 2000.
- Fibre-Reinforced Plastic Composites—Determination of Flexural Properties; Polish Committee for Standardization: Warsaw, Poland, 2001.
- Fibre-Reinforced Plastic Composites—Determination of the In-Plane Shear Stress/Shear Strain Response, Including the In-Plane Shear Modulus and Strength, by the Plus or Minus 45 Degree Tension Test Method; Polish Committee for Standardization: Warsaw, Poland, 2000.
- Bozkurt, Ö.Y. Hybridization Effects on Tensile and Bending Behavior of Aramid/Basalt Fiber Reinforced Epoxy Composites. Polym. Compos. 2017, 38, 1144–1150. [Google Scholar] [CrossRef]
- Ferreira, J.; Reis, P.; Costa, J.; Richardson, M. Fatigue Behaviour of Kevlar Composites with Nanoclay-Filled Epoxy Resin. J. Compos. Mater. 2012, 47, 1885–1895. [Google Scholar] [CrossRef]
- Isik, I.; Yilmazer, U.; Bayram, G. Impact Modified Epoxy/Montmorillonite Nanocomposites: Synthesis and Characterization. Polymer 2003, 44, 6371–6377. [Google Scholar] [CrossRef]
- Luo, J. Characterization and Modeling of Mechanical Behavior of Polymer/Clay Nanocomposites. Compos. Sci. Technol. 2003, 63, 1607–1616. [Google Scholar] [CrossRef]
- Xu, Y.; Hoa, S.V. Mechanical Properties of Carbon Fiber Reinforced Epoxy/Clay Nanocomposites. Compos. Sci. Technol. 2008, 68, 854–861. [Google Scholar] [CrossRef]
- Ramasamy, N.; Arumugam, V.; Rajkumar, S. Surface Modification of Kevlar Fibre Fabric and Its Influence on the Properties of Kevlar/Epoxy Composites. Bull. Mater. Sci. 2019, 42, 173. [Google Scholar] [CrossRef] [Green Version]
- Sockalingam, S.; Bremble, R.; Gillespie, J.W.; Keefe, M. Transverse Compression Behavior of Kevlar KM2 Single Fiber. Compos. Part A Appl. Sci. Manuf. 2016, 81, 271–281. [Google Scholar] [CrossRef]
- Kanitkar, Y.M.; Kulkarni, A.P.; Wangikar, K.S. Investigation of Flexural Properties of Glass-Kevlar Hybrid Composite. Eur. J. Eng. Res. Sci. 2016, 1, 5. [Google Scholar]
- Ekşı, S.; Genel, K. Comparison of Mechanical Properties of Unidirectional and Woven Carbon, Glass and Aramid Fiber Reinforced Epoxy Composites. Acta Phys. Pol. A 2017, 132, 879–882. [Google Scholar] [CrossRef]
- LeBaron, P.C.; Wang, Z.; Pinnavaia, T.J. Polymer-Layered Silicate Nanocomposites: An Overview. Appl. Clay Sci. 1999, 15, 11–29. [Google Scholar] [CrossRef]
- Liu, W.; Hoa, S.V.; Pugh, M. Morphology and Performance of Epoxy Nanocomposites Modified with Organoclay and Rubber. Polym. Eng. Sci. 2004, 44, 1178–1186. [Google Scholar] [CrossRef]
- Zainuddin, S.; Hosur, M.V.; Barua, R.; Kumar, A.; Jeelani, S. Effects of Ultraviolet Radiation and Condensation on Static and Dynamic Compression Behavior of Neat and Nanoclay Infused Epoxy/Glass Composites. J. Compos. Mater. 2011, 45, 1901–1918. [Google Scholar] [CrossRef]
- Tsai, J.-L.; Kuo, J.-C.; Hsu, S.-M. Organoclay Effect on Transverse Compressive Strength of Glass/Epoxy Nanocomposites. J. Mater. Sci. 2006, 41, 7406–7412. [Google Scholar] [CrossRef]
- Luo, L.; Wang, Y.; Dai, Y.; Yuan, Y.; Meng, C.; Cheng, Z.; Wang, X.; Liu, X. The Introduction of Asymmetric Heterocyclic Units into Poly(p-Phenylene Terephthalamide) and Its Effect on Microstructure, Interactions and Properties. J. Mater. Sci. 2018, 53, 13291–13303. [Google Scholar] [CrossRef]
- Andres Leal, A.; Deitzel, J.M.; McKnight, S.H.; Gillespie, J.W. Interfacial Behavior of High Performance Organic Fibers. Polymer 2009, 50, 1228–1235. [Google Scholar] [CrossRef]
- Peng, D.; Qin, W.; Wu, X. Improvement of the Atomic Oxygen Resistance of Carbon Fiber-Reinforced Cyanate Ester Composites Modified by POSS-Graphene-TiO2. Polym. Degrad. Stab. 2016, 133, 211–218. [Google Scholar] [CrossRef]
- Tang, X.-Z.; Yu, B.; Hansen, R.V.; Chen, X.; Hu, X.; Yang, J. Grafting Low Contents of Branched Polyethylenimine onto Carbon Fibers to Effectively Improve Their Interfacial Shear Strength with an Epoxy Matrix. Adv. Mater. Interfaces 2015, 2, 1500122. [Google Scholar] [CrossRef]
- Cheng, Z.; Liu, Y.; Meng, C.; Dai, Y.; Luo, L.; Liu, X. Constructing a Weaving Structure for Aramid Fiber by Carbon Nanotube-Based Network to Simultaneously Improve Composites Interfacial Properties and Compressive Properties. Compos. Sci. Technol. 2019, 182, 107721. [Google Scholar] [CrossRef]
- Almeida, J.H.S.; Angrizani, C.C.; Botelho, E.C.; Amico, S.C. Effect of Fiber Orientation on the Shear Behavior of Glass Fiber/Epoxy Composites. Mater. Des. (1980-2015) 2015, 65, 789–795. [Google Scholar] [CrossRef]
- Tsai, J.-L.; Wu, M.-D. Organoclay Effect on Mechanical Responses of Glass/Epoxy Nanocomposites. J. Compos. Mater. 2008, 42, 553–568. [Google Scholar] [CrossRef]
- Boufaida, Z.; Farge, L.; André, S.; Meshaka, Y. Influence of the Fiber/Matrix Strength on the Mechanical Properties of a Glass Fiber/Thermoplastic-Matrix Plain Weave Fabric Composite. Compos. Part A Appl. Sci. Manuf. 2015, 75, 28–38. [Google Scholar] [CrossRef]
- Bilisik, K.; Erdogan, G.; Sapanci, E.; Gungor, S. Three-Dimensional Nanoprepreg and Nanostitched Aramid/Phenolic Multiwall Carbon Nanotubes Composites: Experimental Determination of in-Plane Shear. J. Compos. Mater. 2019, 53, 4077–4096. [Google Scholar] [CrossRef]
- Bilisik, K.; Karaduman, N.; Erdogan, G.; Sapanci, E.; Gungor, S. In-Plane Shear of Nanoprepreg/Nanostitched Three-Dimensional Carbon/Epoxy Multiwalled Carbon Nanotubes Composites. J. Compos. Mater. 2019, 53, 3413–3431. [Google Scholar] [CrossRef]
- Bergmann, T.; Heimbs, S.; Maier, M. Mechanical Properties and Energy Absorption Capability of Woven Fabric Composites under ±45° Off-Axis Tension. Compos. Struct. 2015, 125, 362–373. [Google Scholar] [CrossRef]
- Jacob, G.C.; Fellers, J.F.; Simunovic, S.; Starbuck, J.M. Energy Absorption in Polymer Composites for Automotive Crashworthiness. J. Compos. Mater. 2002, 36, 813–850. [Google Scholar] [CrossRef]
- Lian, M.; Fan, J.; Shi, Z.; Li, H.; Yin, J. Kevlar®-Functionalized Graphene Nanoribbon for Polymer Reinforcement. Polymer 2014, 55, 2578–2587. [Google Scholar] [CrossRef]
- Timmerman, J.F.; Hayes, B.S.; Seferis, J.C. Nanoclay Reinforcement Effects on the Cryogenic Microcracking of Carbon Fiber/Epoxy Composites. Compos. Sci. Technol. 2002, 62, 1249–1258. [Google Scholar] [CrossRef]
- Siddiqui, N.A.; Woo, R.S.C.; Kim, J.-K.; Leung, C.C.K.; Munir, A. Mode I Interlaminar Fracture Behavior and Mechanical Properties of CFRPs with Nanoclay-Filled Epoxy Matrix. Compos. Part A Appl. Sci. Manuf. 2007, 38, 449–460. [Google Scholar] [CrossRef] [Green Version]
- Chen, P.; Zhang, C.; Zhang, X.; Wang, B.; Li, W.; Lei, Q. Effects of Oxygen Plasma Treatment Power on Surface Properties of Poly(p-Phenylene Benzobisoxazole) Fibers. Appl. Surf. Sci. 2008, 255, 3153–3158. [Google Scholar] [CrossRef]
- Szymańska, J.; Bakar, M.; Białkowska, A.; Kostrzewa, M. Study on the Adhesive Properties of Reactive Liquid Rubber Toughened Epoxy-Clay Hybrid Nanocomposites. J. Polym. Eng. 2018, 38, 231–238. [Google Scholar] [CrossRef]
- Oliwa, R.; Heneczkowski, M.; Oliwa, J.; Oleksy, M. Mechanical Strength of Epoxy/Organoclay/Carbon Fiber Hybrid Composites. Polimery 2017, 62, 658–665. [Google Scholar] [CrossRef]
- Nasser, J.; Lin, J.; Steinke, K.; Sodano, H.A. Enhanced Interfacial Strength of Aramid Fiber Reinforced Composites through Adsorbed Aramid Nanofiber Coatings. Compos. Sci. Technol. 2019, 174, 125–133. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, J.; Teng, C. Covalent Functionalization of Aramid Fibers with Zinc Oxide Nano-Interphase for Improved UV Resistance and Interfacial Strength in Composites. Compos. Sci. Technol. 2020, 188, 107996. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ultimate Tensile Strength, MPa | Young’s Modulus, GPa | Elongation at Break, % |
|---|---|---|---|
| EP/Kevlar | 233.9 ± 12.5 | 13.9 ± 1.2 | 1.6 ± 0.2 |
| EP+1%BAQAS/Kevlar | 303.1 ± 11.8 | 13.1 ± 0.9 | 1.9 ± 0.4 |
| EP+3%BAQAS/Kevlar | 302.9 ± 17.7 | 16.3 ± 3.0 | 1.6 ± 0.5 |
| EP+1%BAQPS/Kevlar | 260.3 ± 9.0 | 12.8 ± 1.0 | 1.8 ± 0.3 |
| EP+3%BAQPS/Kevlar | 285.7 ± 19.6 | 15.5 ± 0.2 | 1.7 ± 0.3 |
| Material | Ultimate Flexural Strength, MPa | Flexural Modulus, GPa | Elongation at Break, % |
|---|---|---|---|
| EP/Kevlar | 389.9 ± 22.0 | 20.8 ± 0.8 | 6.3 ± 0.3 |
| EP+1%BAQAS/Kevlar | 381.0 ± 19.3 | 20.3 ± 0.6 | 6.1 ± 0.4 |
| EP+3%BAQAS/Kevlar | 401.5 ± 20.6 | 23.4 ± 0.9 | 6.6 ± 0.5 |
| EP+1%BAQPS/Kevlar | 379.8 ± 19.9 | 20.2 ± 1.0 | 6.0 ± 0.6 |
| EP+3%BAQPS/Kevlar | 394.9 ± 23.3 | 21.7 ± 0.9 | 6.6 ± 0.5 |
| Material | Shear Strength at 5% Shear Strain, MPa | Shear Displacement at 5% Shear Strain, mm | Shear Modulus, MPa | Max Shear Strength, MPa | Max Shear Displacement, mm |
|---|---|---|---|---|---|
| EP/Kevlar | 18.3 ± 1.0 | 3.53 | 474.7 ± 24.0 | 23.3 ± 1.1 | 12.5 ± 2.1 |
| EP+1%BAQAS/Kevlar | 20.6 ± 0.9 | 4.10 | 609.1 ± 26.6 | 30.7 ± 4.4 | 23.1 ± 2.4 |
| EP+3%BAQAS/Kevlar | 22.8 ± 0.8 | 4.18 | 674.0 ± 27.1 | 34.7 ± 3.1 | 25.9 ± 2.6 |
| EP+1%BAQPS/Kevlar | 20.2 ± 1.2 | 4.13 | 591.0 ± 19.6 | 28.1 ± 2.1 | 19.5 ± 2.3 |
| EP+3%BAQPS/Kevlar | 21.9 ± 0.6 | 4.23 | 677.0 ± 17.3 | 29.4 ± 3.3 | 17.4 ± 3.5 |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliwa, R. The Mechanical Properties of Kevlar Fabric/Epoxy Composites Containing Aluminosilicates Modified with Quaternary Ammonium and Phosphonium Salts. Materials 2020, 13, 3726. https://doi.org/10.3390/ma13173726
Oliwa R. The Mechanical Properties of Kevlar Fabric/Epoxy Composites Containing Aluminosilicates Modified with Quaternary Ammonium and Phosphonium Salts. Materials. 2020; 13(17):3726. https://doi.org/10.3390/ma13173726
Chicago/Turabian StyleOliwa, Rafał. 2020. "The Mechanical Properties of Kevlar Fabric/Epoxy Composites Containing Aluminosilicates Modified with Quaternary Ammonium and Phosphonium Salts" Materials 13, no. 17: 3726. https://doi.org/10.3390/ma13173726
APA StyleOliwa, R. (2020). The Mechanical Properties of Kevlar Fabric/Epoxy Composites Containing Aluminosilicates Modified with Quaternary Ammonium and Phosphonium Salts. Materials, 13(17), 3726. https://doi.org/10.3390/ma13173726