1. Introduction
According to Pei et al [
1], the development of four-dimensional printing (4DP) has been encouraged by the rapid development of Additive Manufacturing (AM) and Shape Memory Materials (SMMs). Notably, 4DP parts can morph or change shape, depending on the passage of time and the given environment conditions [
2]. They have a potential to enable complex actuation devices and moving components to be built, in which sensors, mechanical parts and batteries can be eliminated. Smart materials, including Shape Memory Alloys (SMAs) or Shape Memory Polymers (SMPs) and other organic materials such as paper and wood, that are stimuli-responsive bio-composites, can be adapted for 4DP [
3]. These SMMs can be restored to their original shape by environmental stimulation without external force after the programming step [
4]. For shape recovery and deformation in 4DP, a stimuli is required to facilitate the shape change. Examples of stimuli include water, heat, pH, UV light, magnets, or combined sources of stimuli. Combining AM with smart materials through 4D printing, offers opportunities to design and build smart and active structures [
5,
6,
7,
8]. Statistics indicate that the market size for SMPs is expected to grow from US
$1bn in 2021 to US
$3.4bn in 2025 [
9]. With the development of widely available SMPs, new 4DP applications within the product design industry are expected to grow. This paper focuses on SMPs, as polymeric materials are lighter, cheaper and easier to manufacture than SMAs, and they have a better recovery strain when compared to SMAs [
10,
11]. Felton et al. [
12], demonstrated the use of AM with SMPs to produce self-assembly and self-folding parts. However, current research has not extensively examined how material extrusion build parameters may influence the shape memory effect of 4DP parts.
The aim of this study is to present a framework that will guide users to effectively predict the change in shape memory effect of bending, according to the influence of the build parameters using Polylactic acid (PLA). PLA has been chosen for this work due to its commercial availability and cost effectiveness. The outcome of this research will provide a better understanding of how shape changing behaviors can be effectively controlled through material extrusion print patterns and infill densities. Raviv et al. [
13], found that intentionally specified build parameters can have a positive effect on the quality of the printed components and their mechanical properties. Therefore, research into the determination of optimal parameters is an important factor when designing 4DP parts [
14]. A review of the literature has found that very little guidance is available for the selection of SMPs and whether build settings could influence the shape changing behavior.
3. Results and Development of a Tool
Firstly, the experiments showed that a 20% infill density produced the best recovery result of the tri-hexagon pattern, with a grade of 2 at each 65 °C, 70 °C and 75 °C; and the worst result was the line pattern, with a grade of 9 at each degree. In terms of time, the cubic-subdivision pattern took the shortest duration of time of 6 s at 75 °C; and the concentric pattern took the longest duration of 21 s at 65 °C. Secondly, the experiments showed that a 40% infill density produced the best recovery result of the quarter-cubic, tri-hexagon and zigzag pattern, with a grade of 2 at 75 °C; and worst result from the line pattern, with a grade of 8 at 65 °C. In terms of time, the cross, gyroid and line pattern took the shortest duration of 10 s at 75 °C; and the concentric pattern took the longest duration of 25 s at 65 °C. Thirdly, the experiments showed that a 60% infill density produced the best recovery result of the cubic and quarter-cubic pattern with a grade of 2 at 75 °C; and worst result was from the line pattern, with a grade of 7 at 65 °C. In terms of time, the cross, cubic-subdivision, grid and gyroid pattern took the shortest duration of 12 s at 75 °C; and the concentric pattern took the longest duration of 28 s at 65 °C. Next, the experiments showed that a 80% infill density produced the best recovery result of the grid and quarter-cubic pattern with a grade of 1 at 75 °C; and worst result of the cubic-subdivision and line pattern, with a grade of 7 at 65 °C. In terms of time, the cross pattern took the shortest duration of 12 s at 75 °C; and the concentric pattern took the longest duration of 29 s at 65 °C. Lastly, the experiments showed that a 100% infill density produced the best recovery result of the octet and quarter-cubic pattern, with a grade of 1 at 70 °C and 75 °C; and worst result was the cubic-subdivision pattern, with a grade of 8 at 65 °C. In terms of time, the cross and cubic-subdivision pattern took the shortest duration of 13 s at 75 °C; and the concentric pattern took the longest duration of 29 s at 65 °C.
The experiments showed that the best recovery result came from an infill density of 100% for the octet and quarter-cubic pattern with a grade of 1; and the worst recovery result came from an infill density of 20% for the line pattern, with a grade of 9. The shortest period of recovery time was achieved from an infill density of 20% for the cubic-subdivision pattern with a time of 6 s; and longest period of recovery time was achieved from an infill density of 100% for the concentric pattern, with a time of 29 s. The findings are in line with Yang et al. [
21], who investigated the relationship between the part density and extrusion temperature, concluding that dense SMP structures caused greater recovery stress during recovery.
To disseminate the findings, and to make the results usable by the research community, the collected information was compiled in the form of a matrix, for designers, engineers and manufacturers to be able to appreciate and implement the possibilities of applying shape changing behaviors when developing 4DP parts. This is achieved by the selection of the material, the print pattern and the infill density, as well as the activation temperature. In addition, the information gathered would help users to determine whether the accuracy of the shape recovery or the time it took to return to its original form was more important. This toolkit has two main advantages. Firstly, 4DP parts can be designed and programmed through the control and selection of patterns and infill densities. Secondly, it can potentially facilitate the diagnosis of errors in the print output, and to analyze the interaction between the programming elements and the AM machine. The initial information from the experimental results described in
Section 2.4 was quantified in the table shown in
Figure 8.
It was then represented as a graph in
Figure 9 as a single visual reference guide. As shown in the bottom of
Figure 9, the distribution diagram from the results was divided according to the infill density, temperature and pattern. The 12 patterns were expressed in the form of a numerical value from 1 to 12. Patterns according to numbers are arranged alphabetically. No. 1—Concentric pattern, No. 2—Cross Line pattern, No. 3—Cubic pattern, No. 4—Cubic-subdivision pattern, No. 5—Grid pattern, No. 6—Gyroid pattern, No. 7—Line pattern, No. 8—Octet pattern, No. 9—Quarter-cubic pattern, No. 10—Triangle pattern, No. 11—Tri-hexagon pattern and No. 12—Zigzag pattern. The
X-axis represents the time it takes for the part to recover to its original printed shape. The
Y-axis represents the grade of the shape recovery result, and the lower the grade, the better the shape recovery. The graph shows the distribution of a total of 180 shape recovery, and the time results with 5 print densities, 12 print patterns and 3 shape recovery temperatures of 65 °C, 70 °C and 75 °C. The results with excellent shape recovery and fast recovery time are shown in the upper right of the matrix. Conversely, the results of poor shape recovery and slow recovery time are shown at the bottom left of the matrix. The blue arrows indicate the sequential direction of the printing parameters. As a result of the printing parameters, the shape recovery result and time are generally evenly distributed in the graph, as shown within the red circle. This means that except for a specific pattern, the print parameters greatly affect the shape recovery quality result and time.
The information from
Figure 9 was further developed into a graphical layout in
Figure 10, to improve access to the information. The single digits in the horizontal rows colored in red describe the grade of the shape recovery result, where a lower grade represents better shape recovery. The horizontal rows colored in blue describe the time taken for the parts to recover to its original printed shape. Elements of the 12 print patterns, as well as the 5 print densities, are also illustrated in the image, in addition to 3 different shape recovery temperatures, of 65 °C, 70 °C and 75 °C.
Figure 10 shows that the lowest recovery grade pattern in the 20% infill density is the line pattern (since it has a numerical value of 9), with poor results at 65 °C, 70 °C and 75 °C. Similarly, the longest recovery time was recorded by observing the concentric pattern with a 100% infill density, taking over 65 s and at 65 °C. Using this graphical method, it is possible to check all the recorded results from the 5 infill densities, 12 patterns, and 3 different temperatures.
From the table in
Figure 10, the quarter-cubic and octet print patterns showed the best recovery quality, and the line pattern showed the worst recovery quality. Taking it a step further, we also wanted to analyze which print patterns could provide a good recovery of 4DP parts. The information showing the quality of recovery was divided into 3 groups. Grades from 1–3 (
Figure 11) showed the highest quality of recovery and reflected with the represented print patterns. Grades from 4–6 (
Figure 12) showed a medium quality of recovery; and grades from 7–9 (
Figure 13) showed print patterns that represent the worst quality of recovery.
Adopting the same approach using the data from
Figure 10, we were able to identify which print patterns influenced the recovery time of the 4DP parts. The information showing the time taken for recovery was divided into 3 groups.
Figure 14 showed the shortest time for recovery,
Figure 15 with a moderate time for recovery, and
Figure 16 with the longest time for recovery. Moreover, 1–10 s was the fastest recovery time, 11–20 s reflects a moderate recovery time, and 21–30 s reflects the longest recovery time. The shortest recovery time is mainly due to a low percentage of infill density of 20% and 40%; and using high temperatures with patterns such as cross, cubic-subdivision, grid, gyroid, line, octet and tri-hexagon being used. The moderate recovery time took up the largest proportion. Slow recovery times were mainly due to having a high percentage of infill density of 80% and 100% and with a low temperature. Therefore, a low percentage infill density with a high temperature results in a much shorter recovery time. Conversely, a high percentage infill density with a low temperature would result in a slow recovery time. In conclusion, the results show that the recovery time is largely influenced by the pattern, infill density and the temperature.
Finally, a physical version of the toolkit in
Figure 17 was produced, with each of the information sheets from
Figure 10,
Figure 11,
Figure 12,
Figure 13,
Figure 14,
Figure 15 and
Figure 16 printed onto transparent acetate film, so that users could intuitively filter information or identify overlapping areas. This physical version was tested with potential users for feedback, which received a very positive response for the accuracy of information and ease of use. However, future work would aim to undertake more thorough testing of the kit, involving more participants, and with a view of making this more widely accessible and available in a digital format.
4. Discussion
In conclusion, the print pattern and infill density of PLA samples were tested using the same water-bath process to ensure consistency and rigor. The purpose of the test was to confirm the findings from
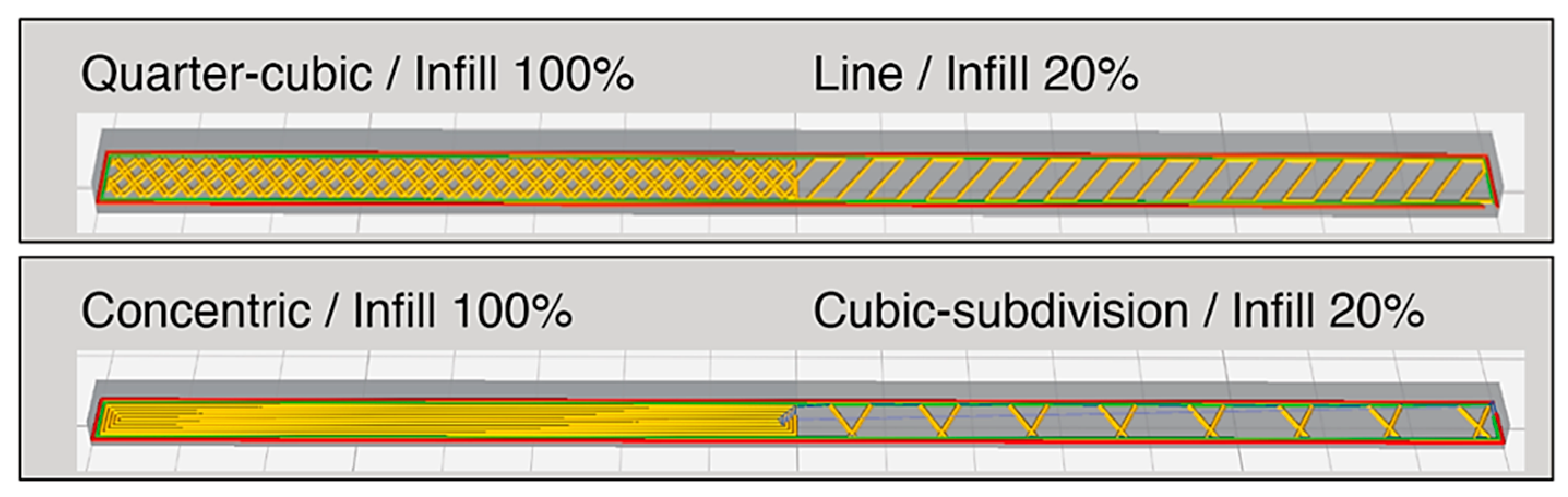
Section 3, and to also validate the use of the toolkit. Due to time and resource constraints, it was not possible to evaluate every single element. An objective comparison method was used, in which the pattern and infill density of the highest and lowest recovery results, and the pattern and infill density of the fastest and slowest recovery time, would be tested. The ‘Quarter-cubic’ pattern with a 100% infill density (with an assumed best recovery result); and the ‘Line’ pattern with a 20% infill density (with an assumed worst recovery result) were selected. In addition, the ‘Cubic-subdivision’ pattern with a 20% infill density (with an assumed shortest recovery time); and the ‘Concentric’ pattern with a 100% infill density (with an assumed longest recovery time) were selected (
Figure 18). The PLA samples were fabricated using the same Qidi X-Pro printer using the identical print parameters. To further extend our understanding of the subject matter, and to validate the results, each sample would contain two different print patterns with two different infill densities using a rectangular sample of 160 mm × 6 mm × 3 mm (each pattern consists of 80 mm × 6 mm × 3 mm). Having two different patterns and infill densities in a single sample should show a clear difference when they are immersed in the water bath.
After the physical samples were produced, the results were similar from the previous experiments. In terms of recovery quality, the ‘Line’ pattern achieved a grade of 9 at 65 °C, a grade of 8 at 70 °C, and a grade of 7 at 75 °C, showing a slight difference of grades 1 and 2 from the previous experiment. The ‘Quarter-cubic’ pattern recovery quality showed the same results, of a grade of 3 at 65 °C, a grade of 1 at 70 °C, and a grade of 1 at 75 °C. In terms of recovery time, there was only a difference of between one to two seconds when compared to earlier experiments. The comparison of the ‘Concentric’ pattern and the ‘Cubic-subdivision’ pattern also showed similar results. The ‘Concentric’ pattern achieved a grade of 4 at 65 °C, a grade of 2 at 70 °C, and a grade of 1 at 75 °C. The ‘Cubic-subdivision’ pattern achieved a grade of 3 at 65 °C, a grade of 2 at 70 °C, and of grade 2 at 75 °C. Both patterns showed the same recovery quality, except 70 °C, as shown in
Figure 19. In terms of recovery time, there was only a difference of one to two seconds when compared to earlier experiments. The samples on the left in
Figure 19 show the use of patterns that display the best and worst recovery results; and the samples on the right display the fastest and slowest recovery time. The results are in line with Wu et al [
16], who conducted an experiment on the influence of process parameters of the SME. The results revealed that the SME of AM parts using PLA were mostly influenced by the recovery temperature, followed by the deformation temperature and print parameters (layer thickness and raster angle). However, results from this research showed that parameters such as pattern and infill density also largely affect the SME. Further experiments are still required to verify the results with greater accuracy and repeatability.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}