Microstructure and Mechanical Properties of Tungsten Inert Gas Weld Joints of Sprayed and Cast Aluminium–Lithium Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
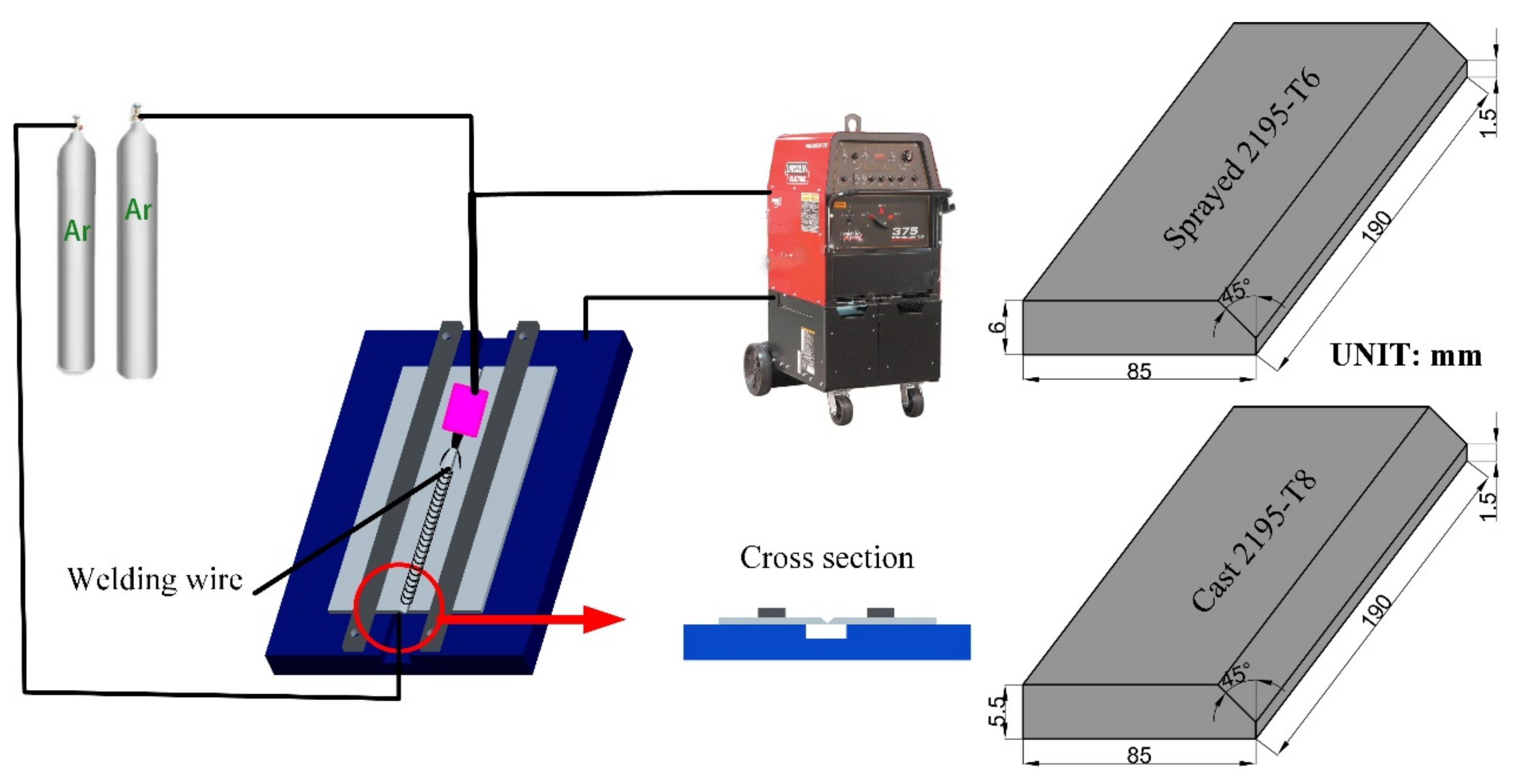
2.2. Welding Equipment
2.3. Microstructure and Microhardness Test
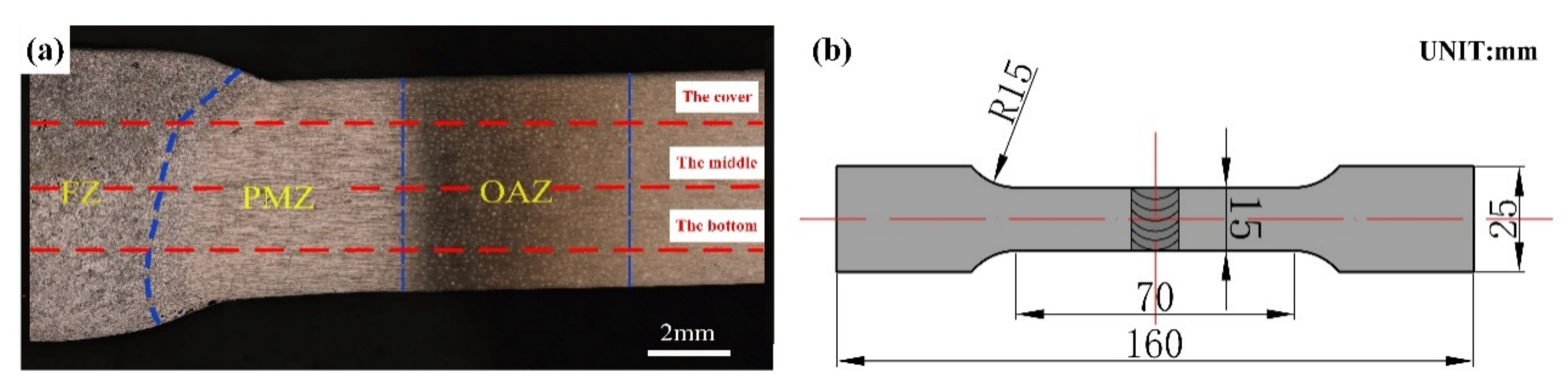
2.4. Tensile Properties Test
3. Results and Discussion
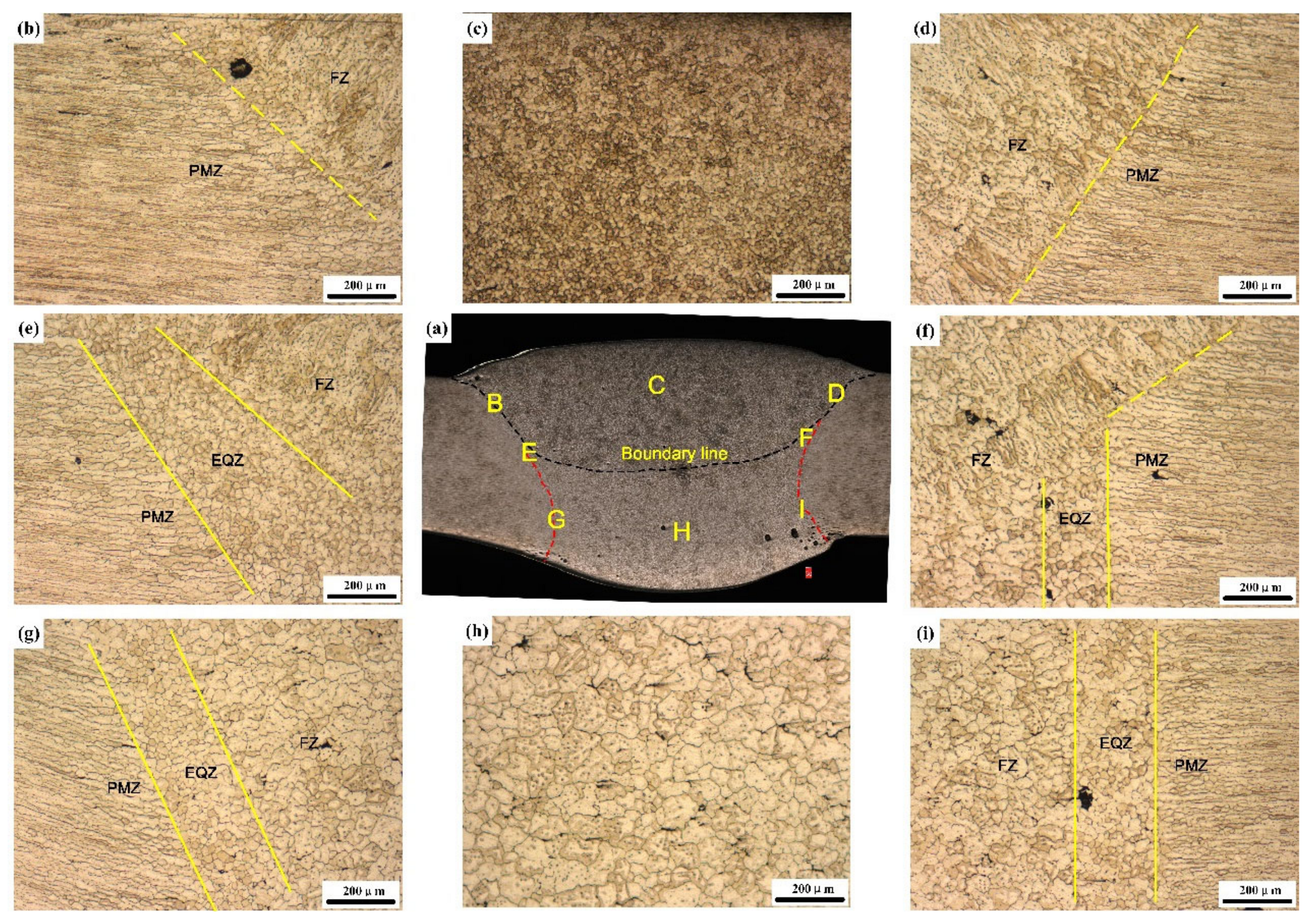
3.1. Microstructures
- = travel speed of the torch;
- φ and θ = dendrite alignment angle and grain alignment angle;
- A = 2[−2 m (1 − k) C0RΓ/D]1/2;
- D = liquid diffusivity;
- m = liquidus slope;
- k = partition coefficient;
- G = Gibbs–Thompson parameter;
- R = grain growth rate.
3.2. Al/Cu Element Distribution
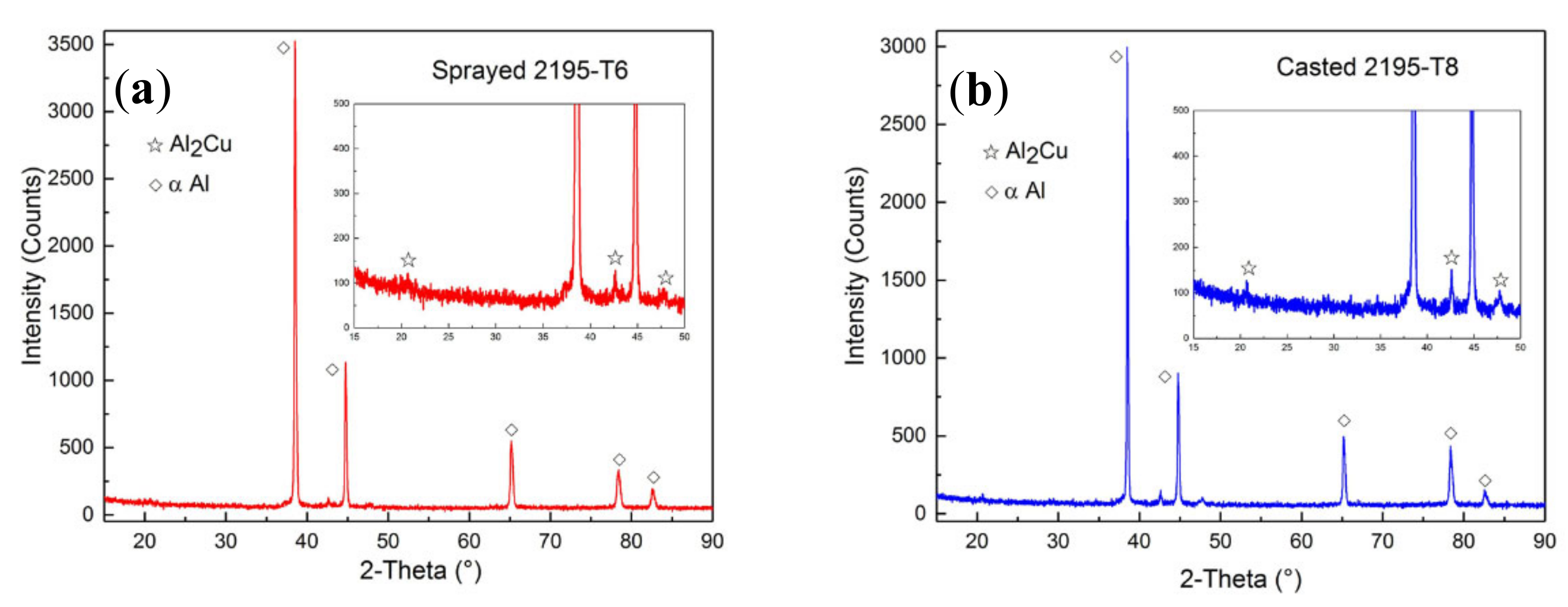
3.2.1. XRD Analysis
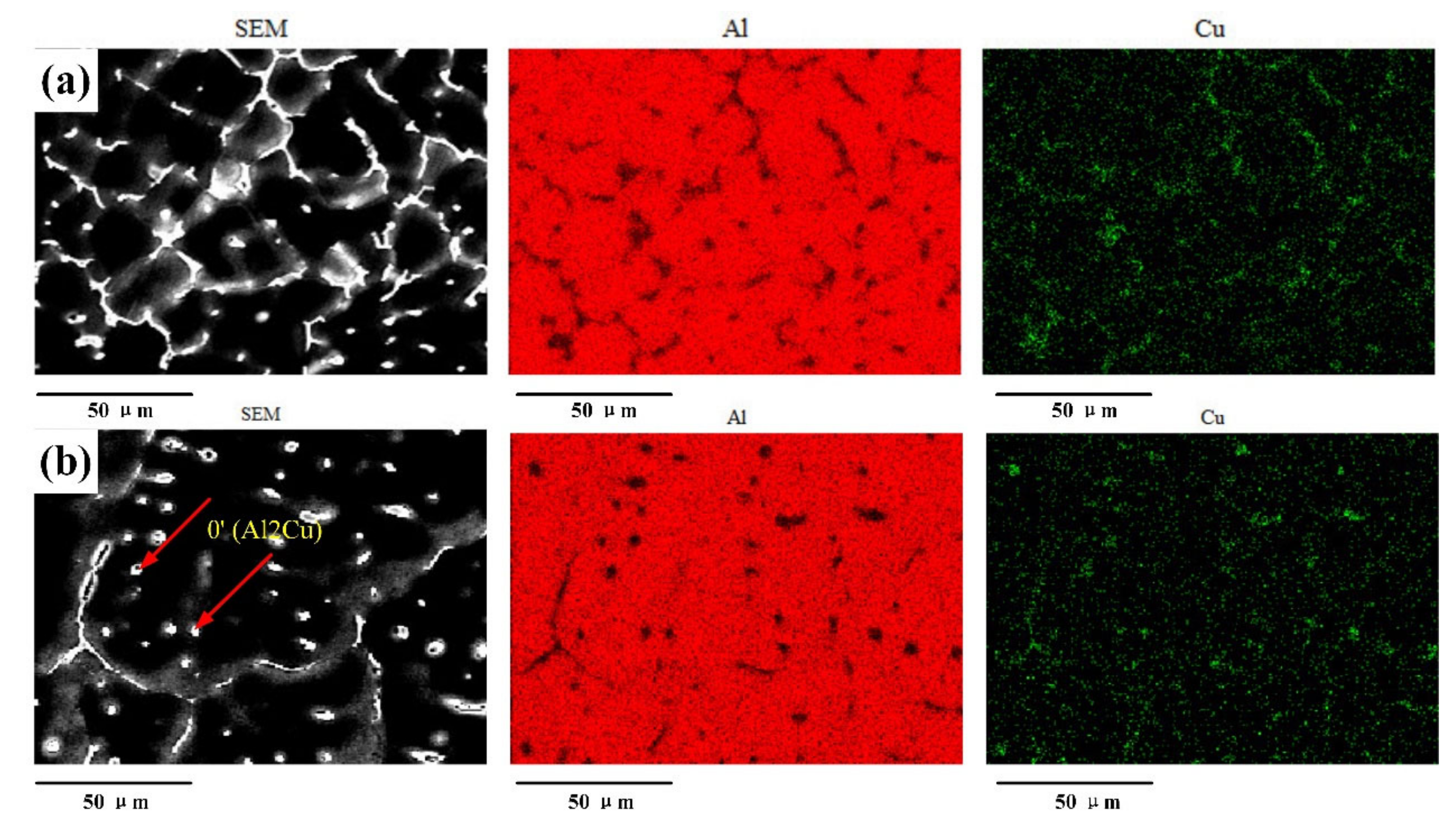
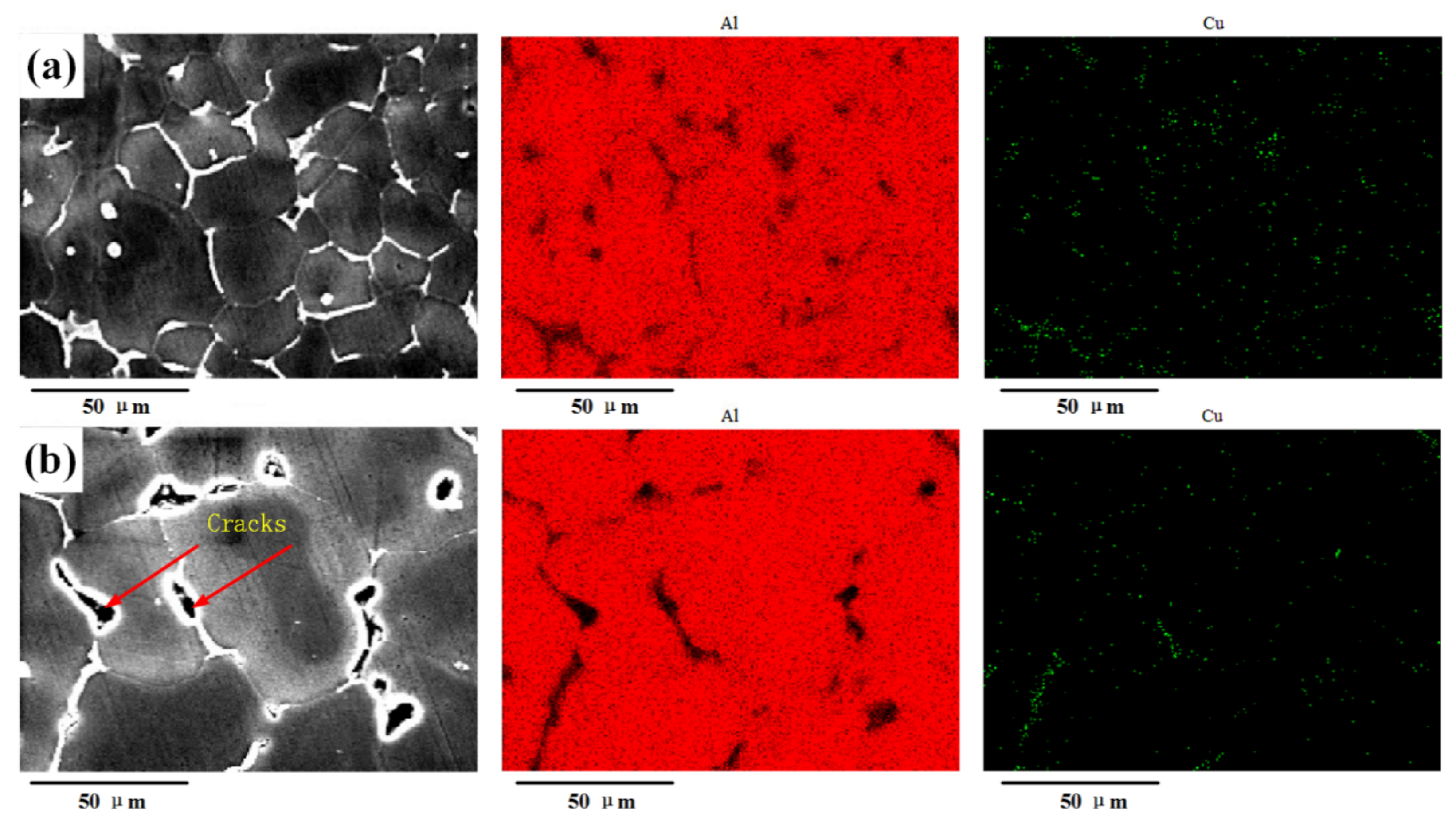
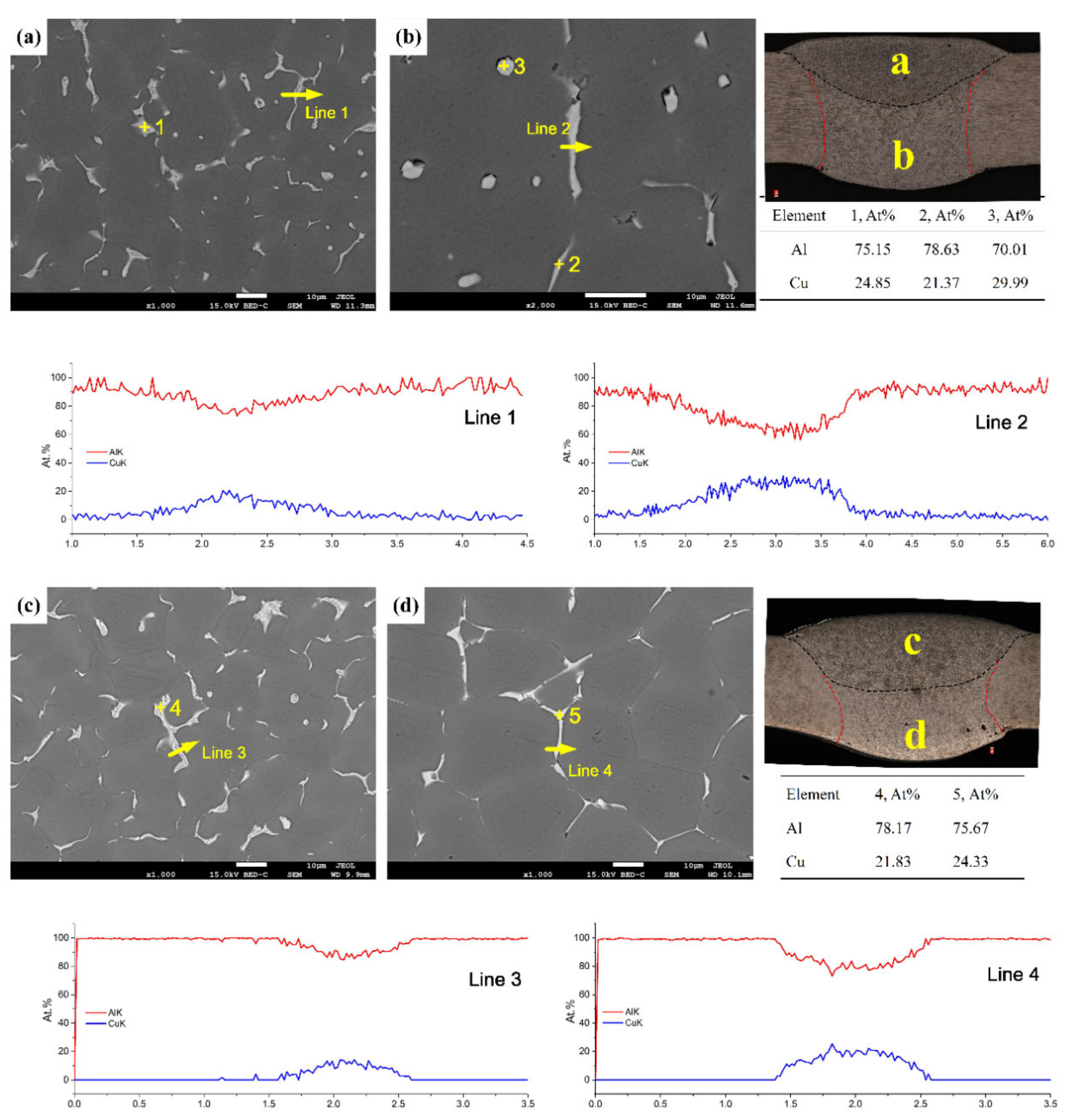
3.2.2. Element Analysis
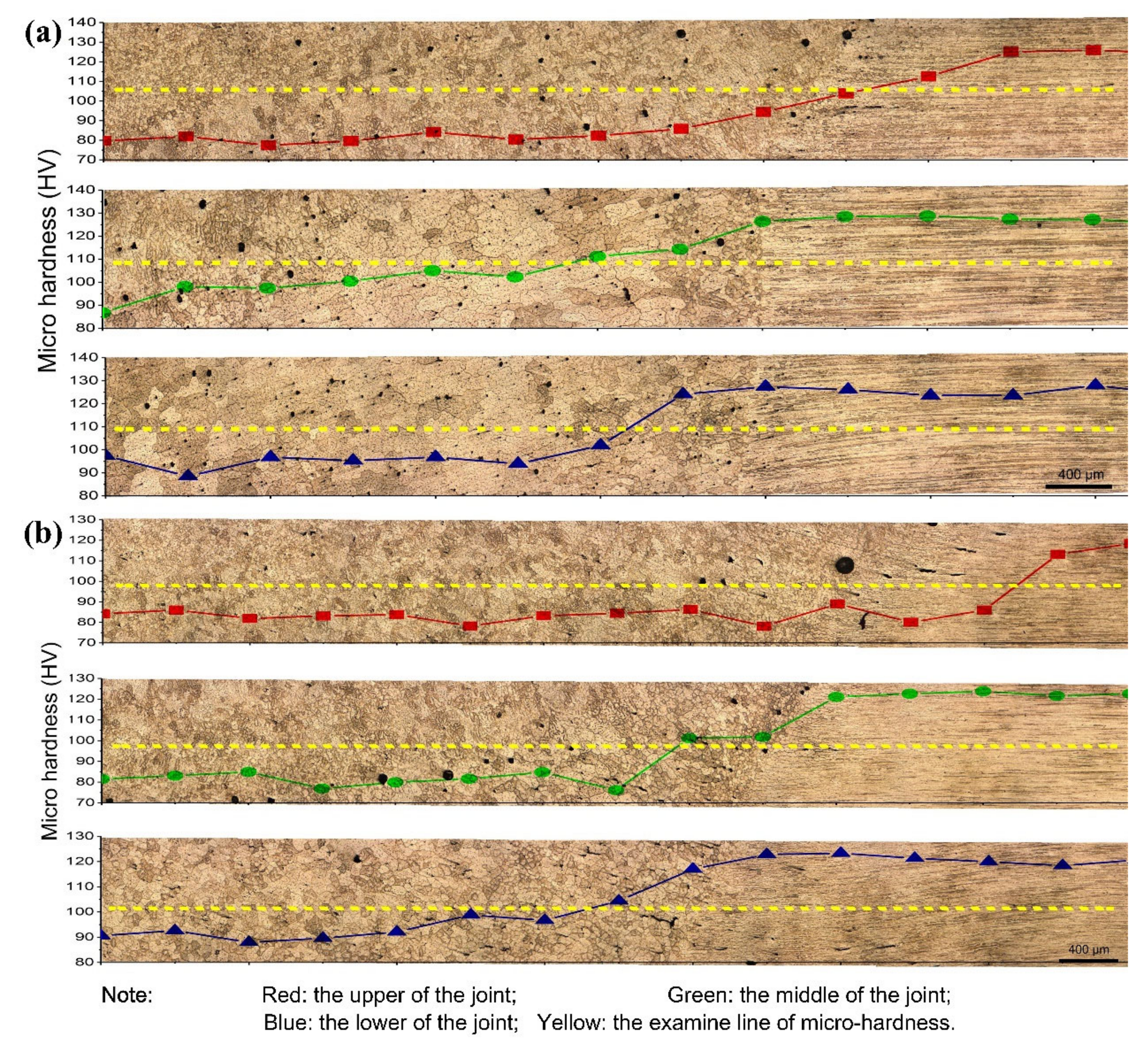
3.3. Microhardness Analysis of Weld Joints
3.4. Tensile Properties
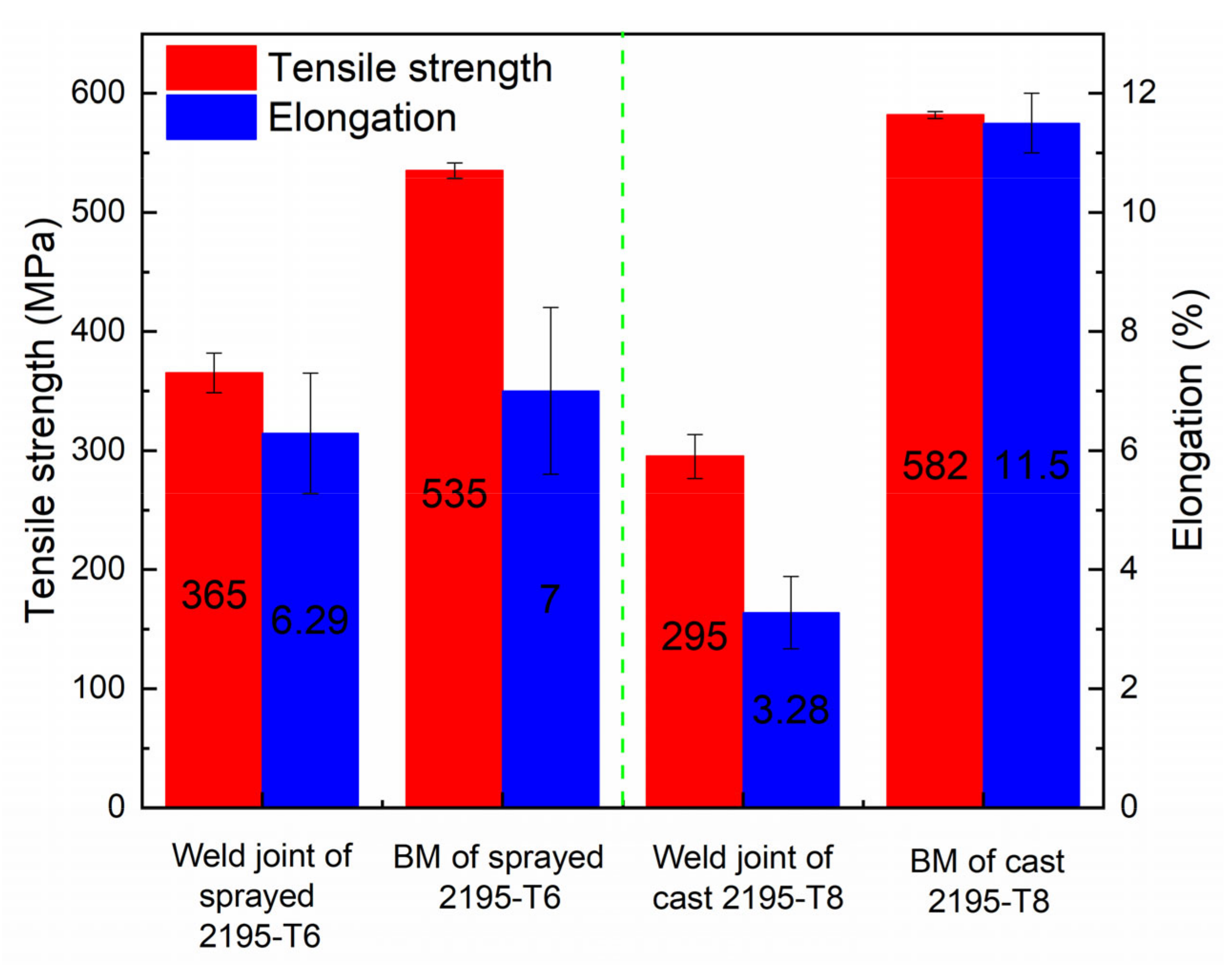
3.4.1. Tensile Strength and Elongation of the Weld Joints
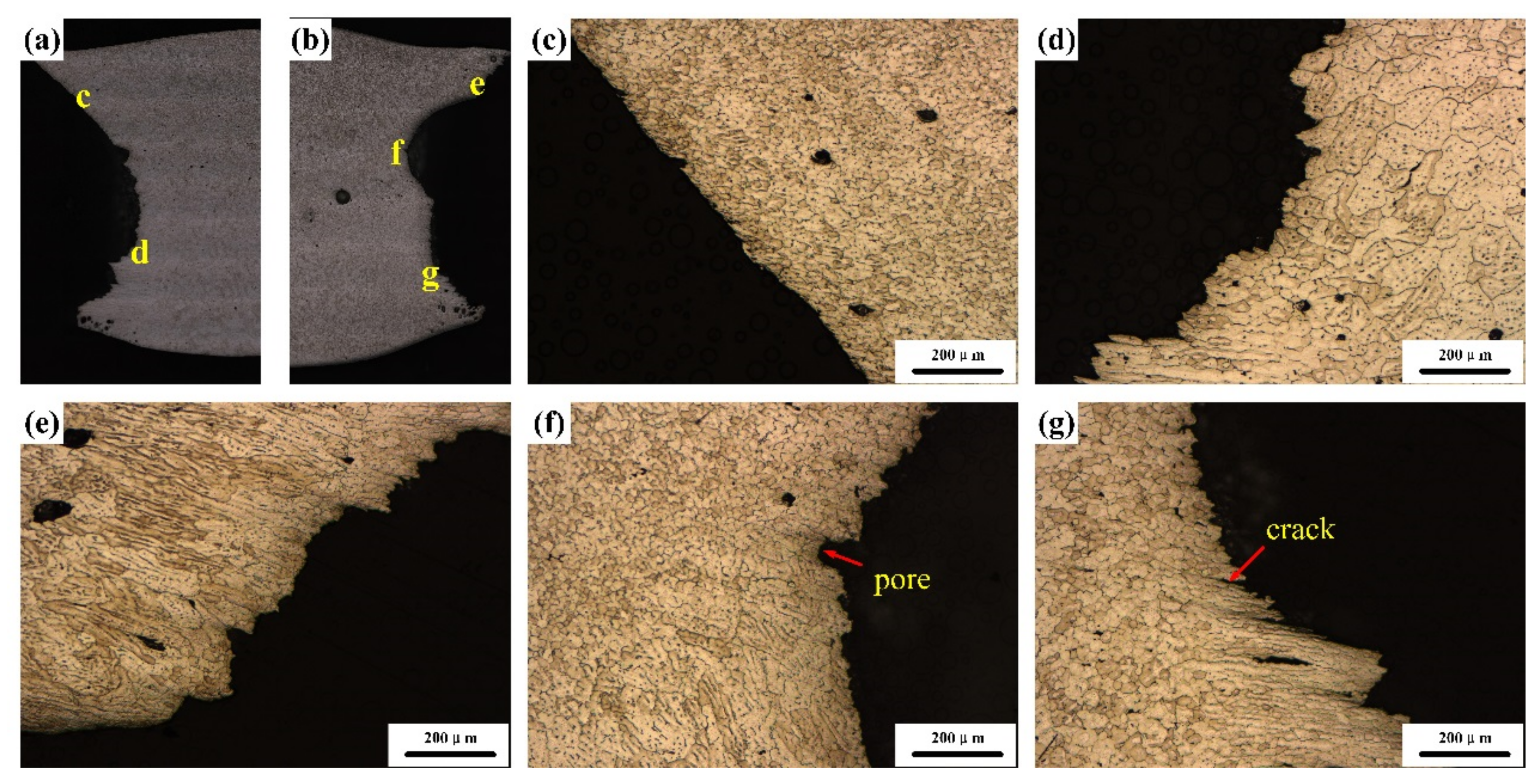
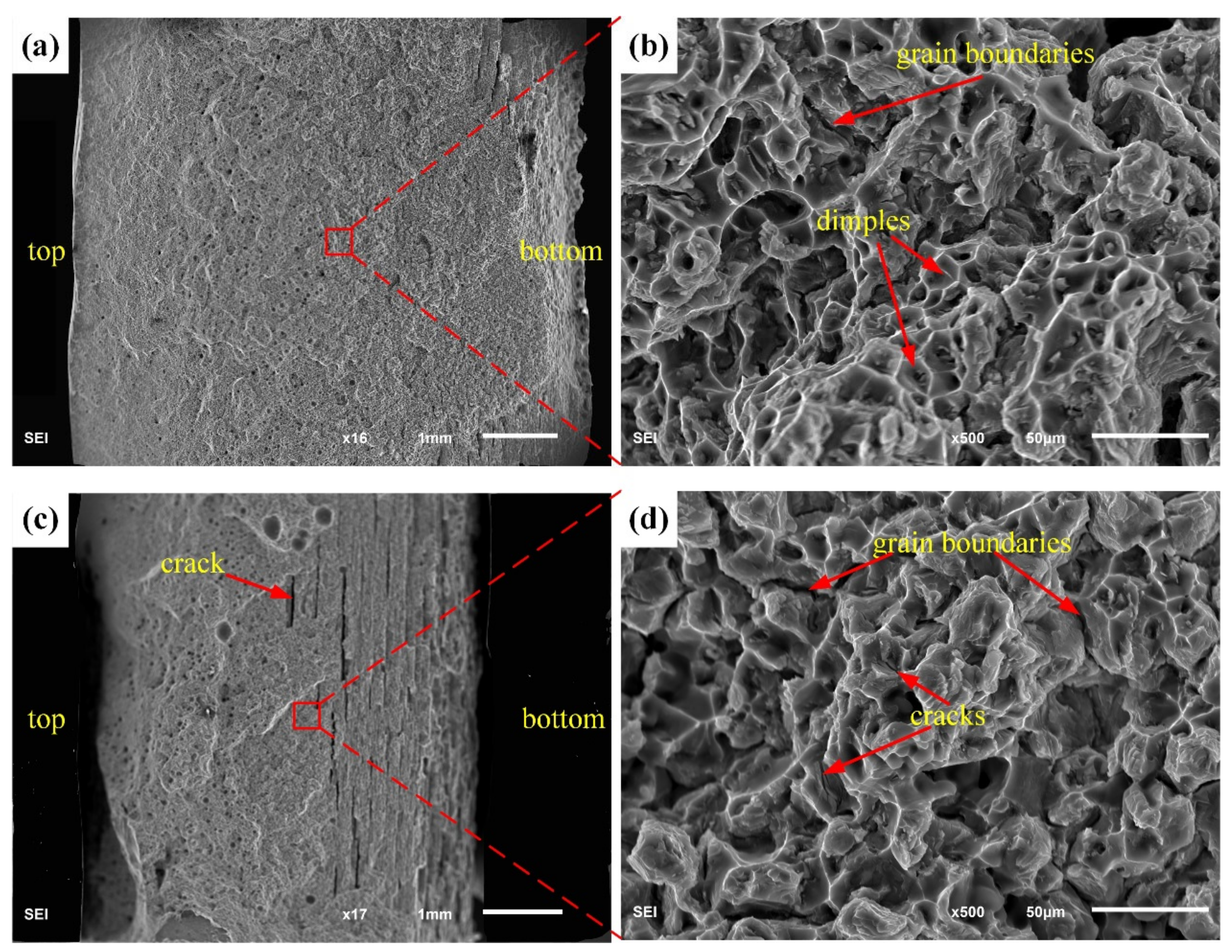
3.4.2. Fracture Morphology of Weld Joints
4. Conclusions
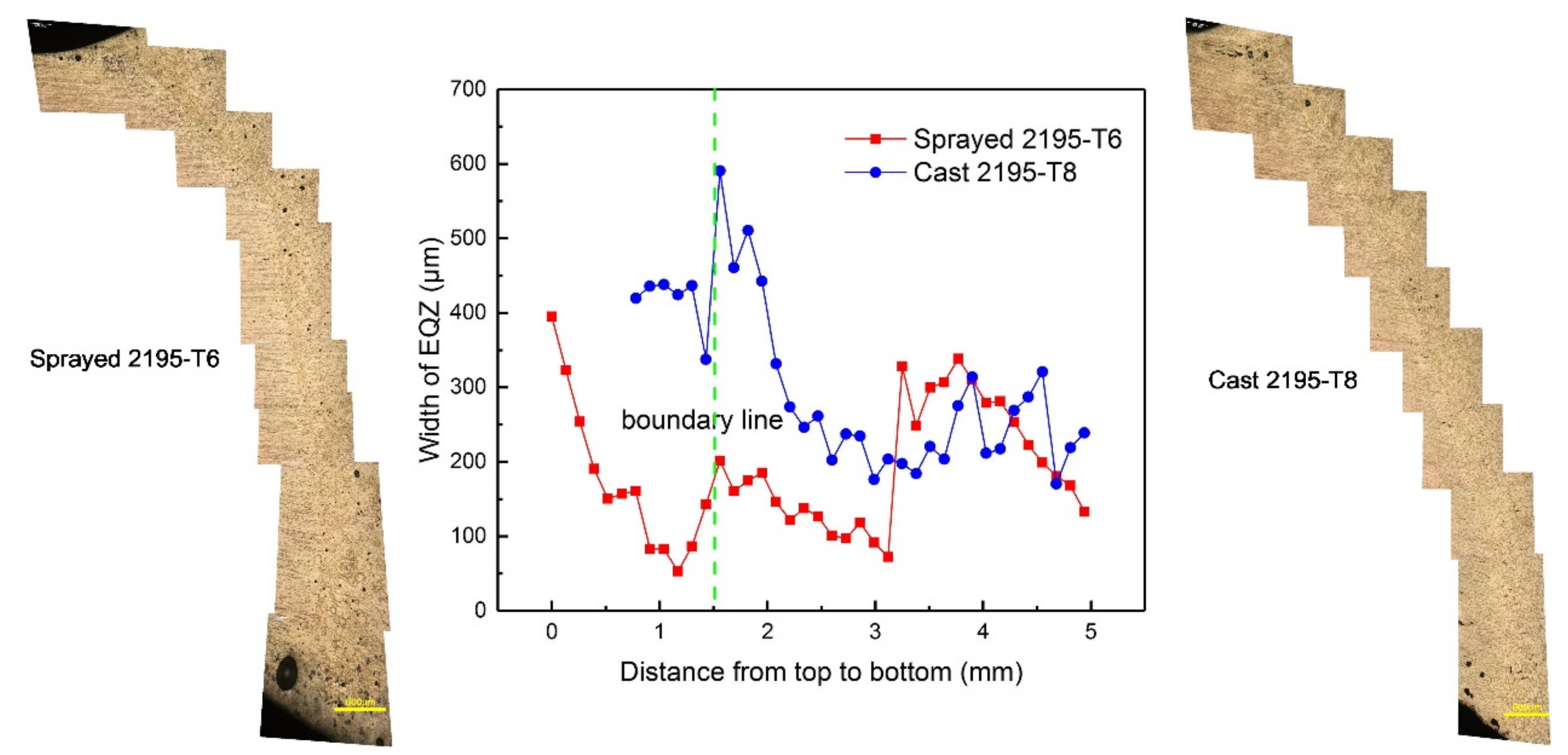
- The width of the EQZ in a TIG weld joint with cast 2195-T8 Al–Li alloy was approximately 1.6 times larger than the EQZ width found in a weld joint sprayed with 2195-T6 Al–Li alloy. The amount of the second phase θ’(Al2Cu) was greater in the weld joint of the cast 2195-T8 Al–Li alloy than that of the sprayed 2195-T6 Al–Li alloy.
- Cu elements in the weld were mainly distributed at the boundary of the cast 2195 aluminium alloy, whereas the Cu elements were mainly distributed among the grains and at the grain boundaries in the sprayed 2195-T6 Al–Li alloy, which increased the precipitation strengthening effect.
- The microhardness was approximately 10 HV higher in the bottom layer than in the top layer. In addition, the microhardness was about 10 HV higher in the FZ and PMZ of the joint with sprayed 2195-T6 Al–Li alloy.
- The fracture positions are all in the EQZ and PMZ. The tensile strength and elongation of the weld joint sprayed with 2195-T6 Al–Li alloy were approximately 68.2% and 89.7% that of the base metal, respectively. However, the tensile strength and elongation of the weld joint with cast 2195-T8 Al–Li alloy were approximately 50.7% and 28.3% that of the base metal.
- The joint using sprayed 2195-T6 Al–Li alloy showed a mixed fracture mode dominated by a plastic fracture with more dimples. However, the joint using cast 2195-T8 Al–Li alloy showed a mixed fracture mode dominated by a brittle fracture with more pores and cracks.
Author Contributions
Funding
Conflicts of Interest
References
- Abd El-Aty, A.; Xu, Y.; Guo, X.; Zhang, S.-H.; Ma, Y.; Chen, D. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al–Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef] [PubMed]
- Li, J.-F.; Liu, P.-L.; Chen, Y.-L.; Zhang, X.-H.; Zheng, Z.-Q. Microstructure and mechanical properties of Mg, Ag and Zn multi-microalloyed Al–(3.2–3.8)Cu–(1.0–1.4)Li alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 2103–2112. [Google Scholar] [CrossRef]
- Hekmat-Ardakan, A.; Elgallad, E.M.; Ajersch, F.; Chen, X.-G. Microstructural evolution and mechanical properties of as-cast and T6-treated AA2195 DC cast alloy. Mater. Sci. Eng. A 2012, 558, 76–81. [Google Scholar] [CrossRef]
- Prasad, N.E.; Gokhale, A.; Wanhill, R.J.H. Aluminum-Lithium Alloys: Processing, Properties, and Applications; Butterworth-Heinemann: Oxford, UK, 2013; pp. 4–20. [Google Scholar]
- Wang, Y.; Zhao, G.; Xu, X.; Chen, X.; Zhang, W. Microstructures and mechanical properties of spray deposited 2195 Al–Cu–Li alloy through thermo-mechanical processing. Mater. Sci. Eng. A 2018, 727, 78–89. [Google Scholar] [CrossRef]
- Mazzer, E.M.; Afonso, C.R.M.; Galano, M.; Kiminami, C.S.; Bolfarini, C. Microstructure evolution and mechanical properties of Al–Zn–Mg–Cu alloy reprocessed by spray-forming and heat treated at peak aged condition. J. Alloys Compd. 2013, 579, 169–173. [Google Scholar] [CrossRef]
- Liu, B.; Lei, Q.; Xie, L.; Wang, M.; Li, Z. Microstructure and mechanical properties of high product of strength and elongation Al-Zn-Mg-Cu-Zr alloys fabricated by spray deposition. Mater. Des. 2016, 96, 217–223. [Google Scholar] [CrossRef]
- Godinho, H.A.; Beletati, A.L.R.; Giordano, E.J.; Bolfarini, C. Microstructure and mechanical properties of a spray formed and extruded AA7050 recycled alloy. J. Alloys Compd. 2014, 586, S139–S142. [Google Scholar] [CrossRef]
- Zhang, J.; Feng, X.S.; Gao, J.S.; Huang, H.; Ma, Z.Q.; Guo, L.J. Effects of welding parameters and post-heat treatment on mechanical properties of friction stir welded AA2195-T8 Al–Li alloy. J. Mater. Sci. Technol. 2018, 34, 219–227. [Google Scholar] [CrossRef]
- Zhao, L.; Wang, S.; Jin, Y.; Chen, Y. Microstructural characterization and mechanical performance of Al–Cu–Li alloy electron beam welded joint. Aerosp. Sci. Technol. 2018, 82–83, 61–69. [Google Scholar] [CrossRef]
- Zhang, X.; Huang, T.; Yang, W.; Xiao, R.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam-welded AA2060 Al–Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Solórzano, I.G.; Darwish, F.A.; de Macedo, M.C.; de Menezes, S.O. Effect of weld metal microstructure on the monotonic and cyclic mechanical behavior of tig welded 2091 Al–Li alloy joints. Mater. Sci. Eng. A 2003, 348, 251–261. [Google Scholar] [CrossRef]
- Chen, D.L.; Chaturvedi, M.C. Effects of welding and weld heat-affected zone simulation on the microstructure and mechanical behavior of a 2195 aluminum-lithium alloy. Metall. Mater. Trans. A 2001, 32, 2729–2741. [Google Scholar] [CrossRef]
- Qin, H.; Zhang, H.; Wu, H. The evolution of precipitation and microstructure in friction stir welded 2195-T8 Al–Li alloy. Mater. Sci. Eng. A 2015, 626, 322–329. [Google Scholar] [CrossRef]
- Metallic Materials–Tensile Testing—Part 1: Method of Test at Room Temperature; Standardization Administration of the People’s Republic of China: Beijing, China, 2010.
- Tensile Test Method on Welded Joints; Standardization Administration of the People’s Republic of China: Beijing, China, 2008.
- Lin, D.C.; Wang, G.-X.; Srivatsan, T.S. A mechanism for the formation of equiaxed grains in welds of aluminum–lithium alloy 2090. Mater. Sci. Eng. A 2003, 351, 304–309. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, L.-J.; Bai, Q.-L.; Yin, X.-Q.; Niu, J.; Zhang, J.-X. Comparison of the microstructure and mechanical performance of 2A97 Al–Li alloy joints between autogenous and nonautogenous laser welding. Mater. Des. 2017, 120, 144–156. [Google Scholar] [CrossRef]
- Cross, C.E.; Grong, Ø.; Mousavi, M. Model for equiaxed grain formation along the weld metal fusion line. Scr. Mater. 1999, 40, 1139–1144. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cu | Li | Mg | Ag | Zr | Fe | Mn | Si | Cr | Ti | Zn | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sprayed 2195-T6 | 3.66 | 0.88 | 0.45 | 0.31 | 0.12 | 0.036 | 0.0006 | 0.067 | - | - | - | Bal. |
| Cast 2195-T8 | 4.02 | 1.0 | 0.4 | 0.41 | 0.11 | 0.16 | - | 0.03 | - | - | - | Bal. |
| Filler wire | 5.6 | - | - | - | 0.095 | 0.378 | 0.327 | - | 0.084 | - | - | Bal. |
| A92195 | 3.7–4.3 | 0.8–1.2 | 0.25–0.8 | 0.25–0.6 | 0.08–0.16 | ≤0.15 | ≤0.25 | ≤0.12 | - | ≤0.1 | ≤0.25 | Bal. |
| Materials | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|
| Sprayed 2195-T6 | 535 | 7.0 |
| Cast 2195-T8 | 590 | 11.6 |
| Materials | Ibottom (A) | Ubottom (V) | Vbottom (mm/min) | Heat Input (KJ/cm) | Itop (A) | Utop (V) | Vbottom (mm/min) | Heat Input (KJ/cm) |
|---|---|---|---|---|---|---|---|---|
| Sprayed 2195-T6 | 198 | 14.5 | 115.8 | 14.9 | 173 | 16.0 | 126.6 | 13.1 |
| Cast 2195-T8 | 185 | 14.4 | 126 | 12.7 | 169 | 15.6 | 135 | 11.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, C.; Li, H.; Zhang, Y.; Li, J.; Wen, Y.; Yang, L. Microstructure and Mechanical Properties of Tungsten Inert Gas Weld Joints of Sprayed and Cast Aluminium–Lithium Alloy. Materials 2020, 13, 3787. https://doi.org/10.3390/ma13173787
Luo C, Li H, Zhang Y, Li J, Wen Y, Yang L. Microstructure and Mechanical Properties of Tungsten Inert Gas Weld Joints of Sprayed and Cast Aluminium–Lithium Alloy. Materials. 2020; 13(17):3787. https://doi.org/10.3390/ma13173787
Chicago/Turabian StyleLuo, Chuanguang, Huan Li, Yuhui Zhang, Jianguo Li, Yuanhua Wen, and Lijun Yang. 2020. "Microstructure and Mechanical Properties of Tungsten Inert Gas Weld Joints of Sprayed and Cast Aluminium–Lithium Alloy" Materials 13, no. 17: 3787. https://doi.org/10.3390/ma13173787