The Impact of Selected Atmospheric Conditions on the Process of Abrasive Wear of CFRP

 , , and
, , and
Abstract
:
1. Introduction
2. Research Methods
2.1. Materials
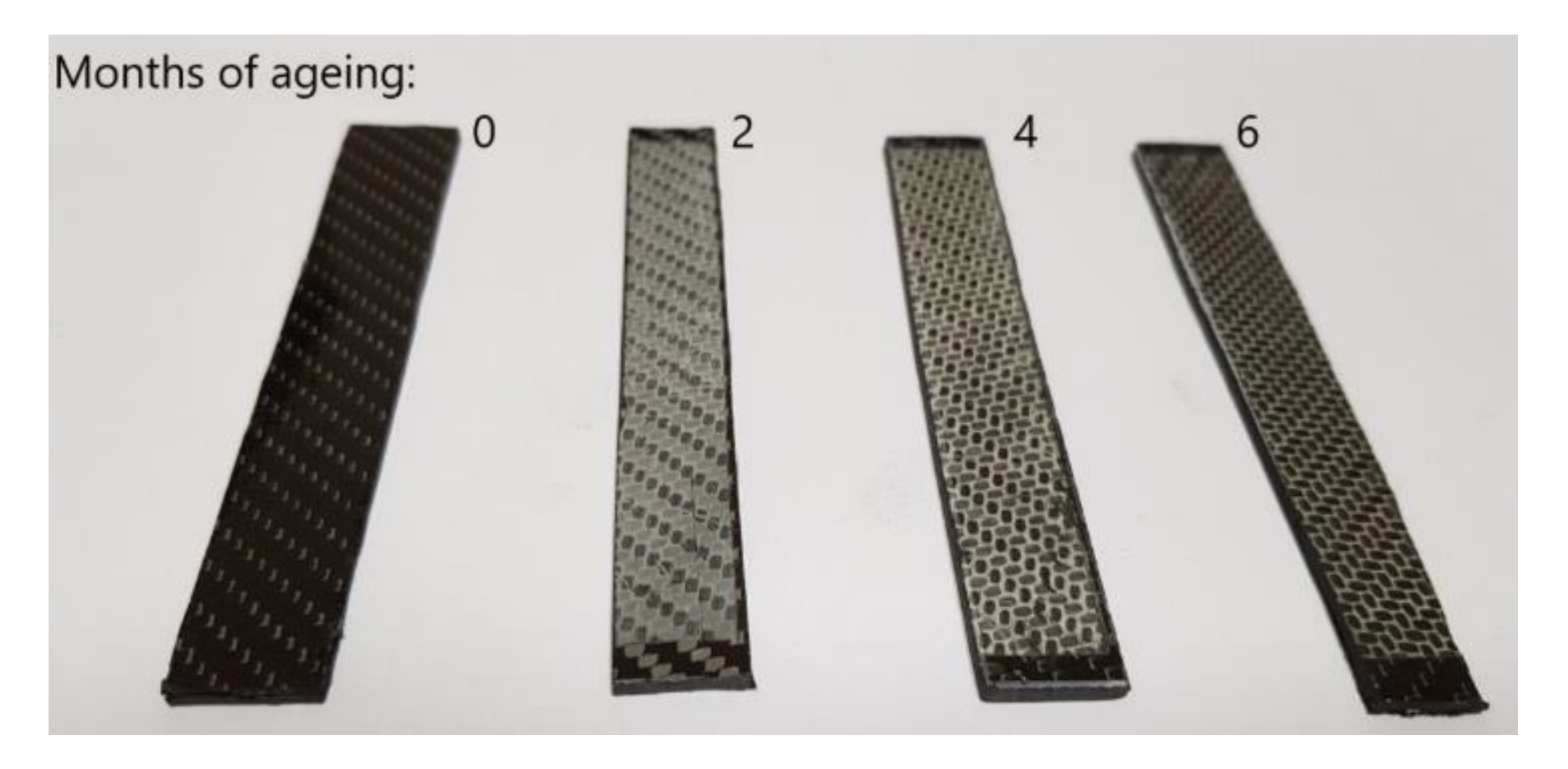
2.2. Accelerated UV-A Weathering
2.3. Thermal Shocks
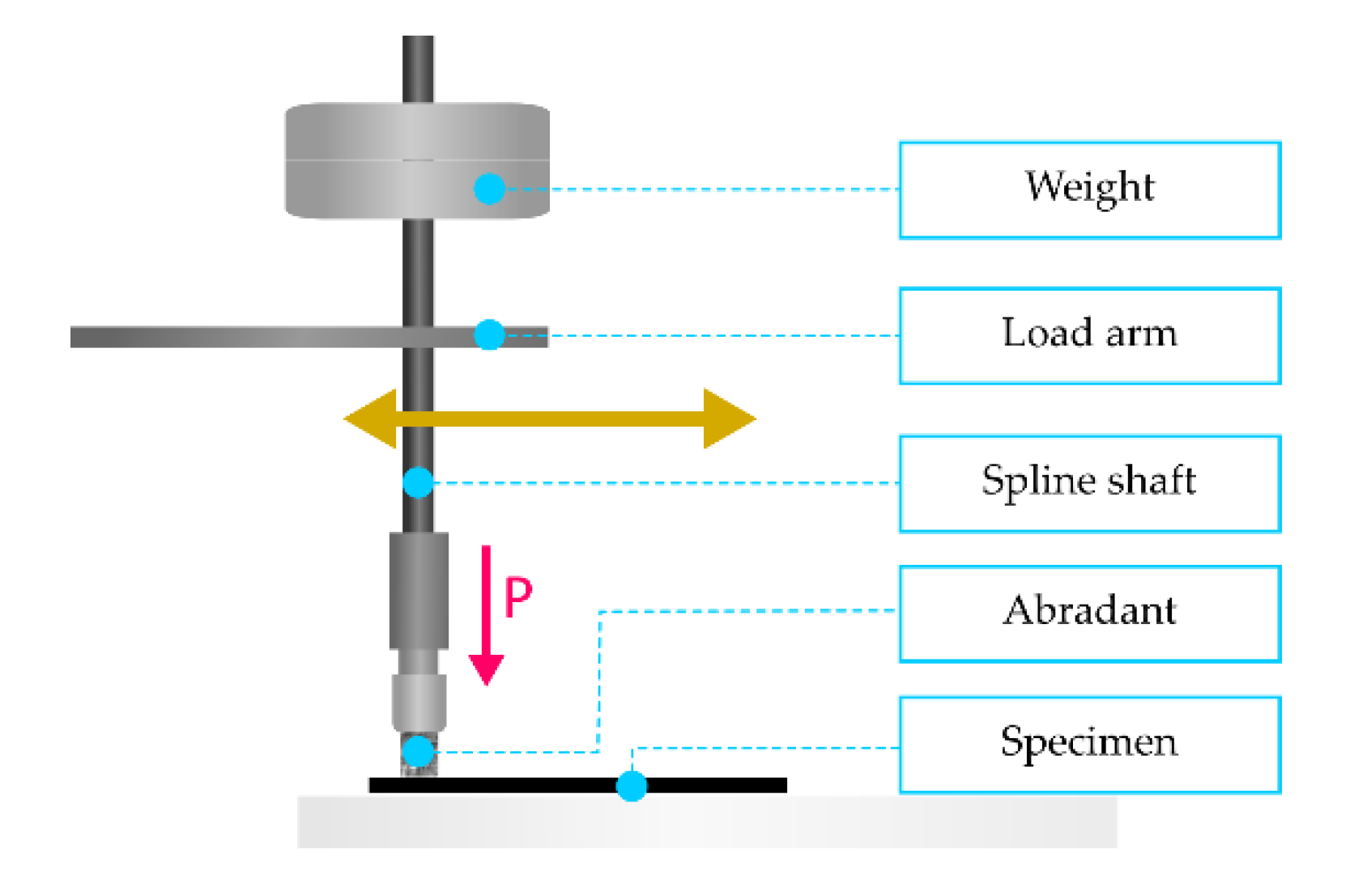
2.4. Abrasive Wear
3. Tests Results
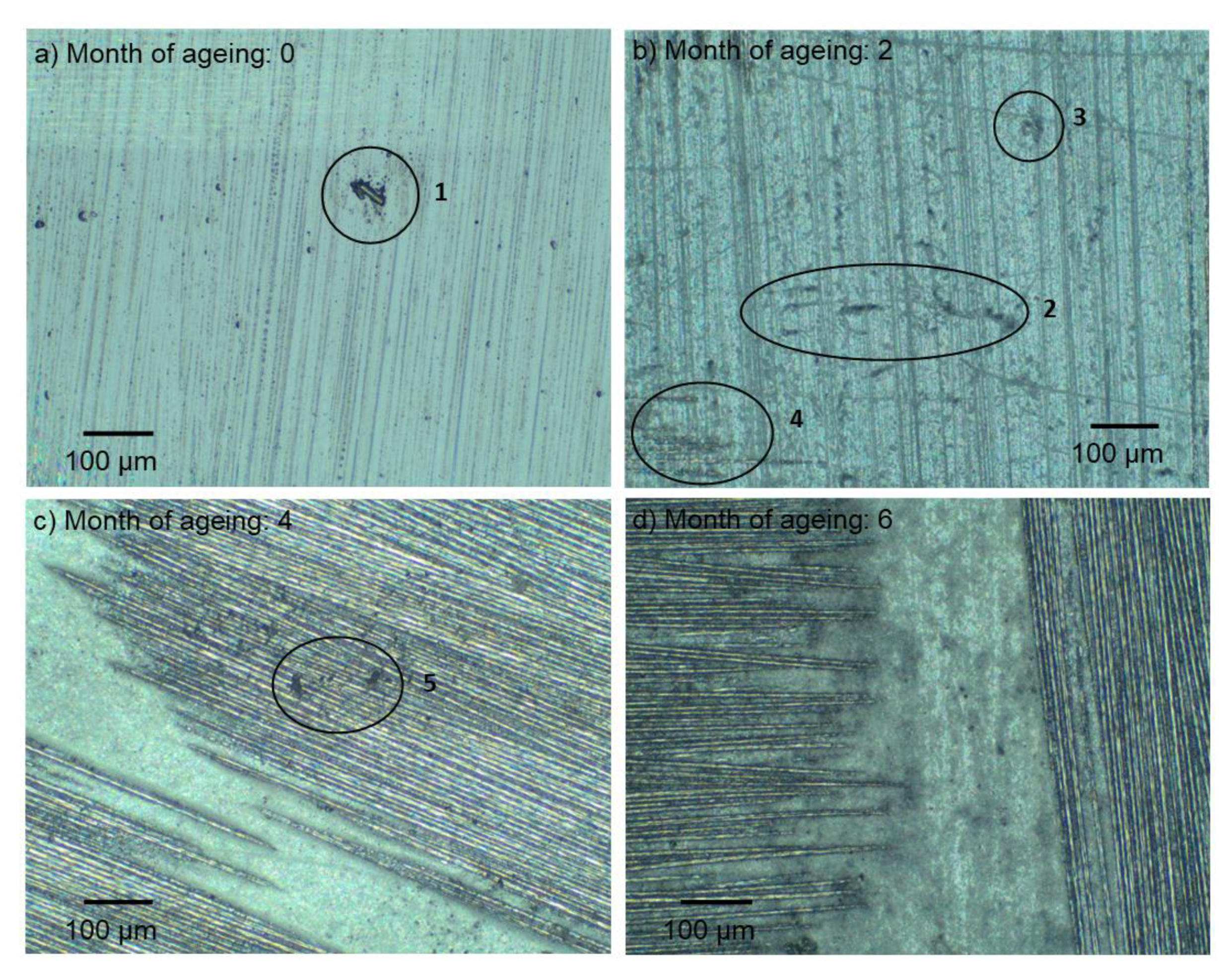
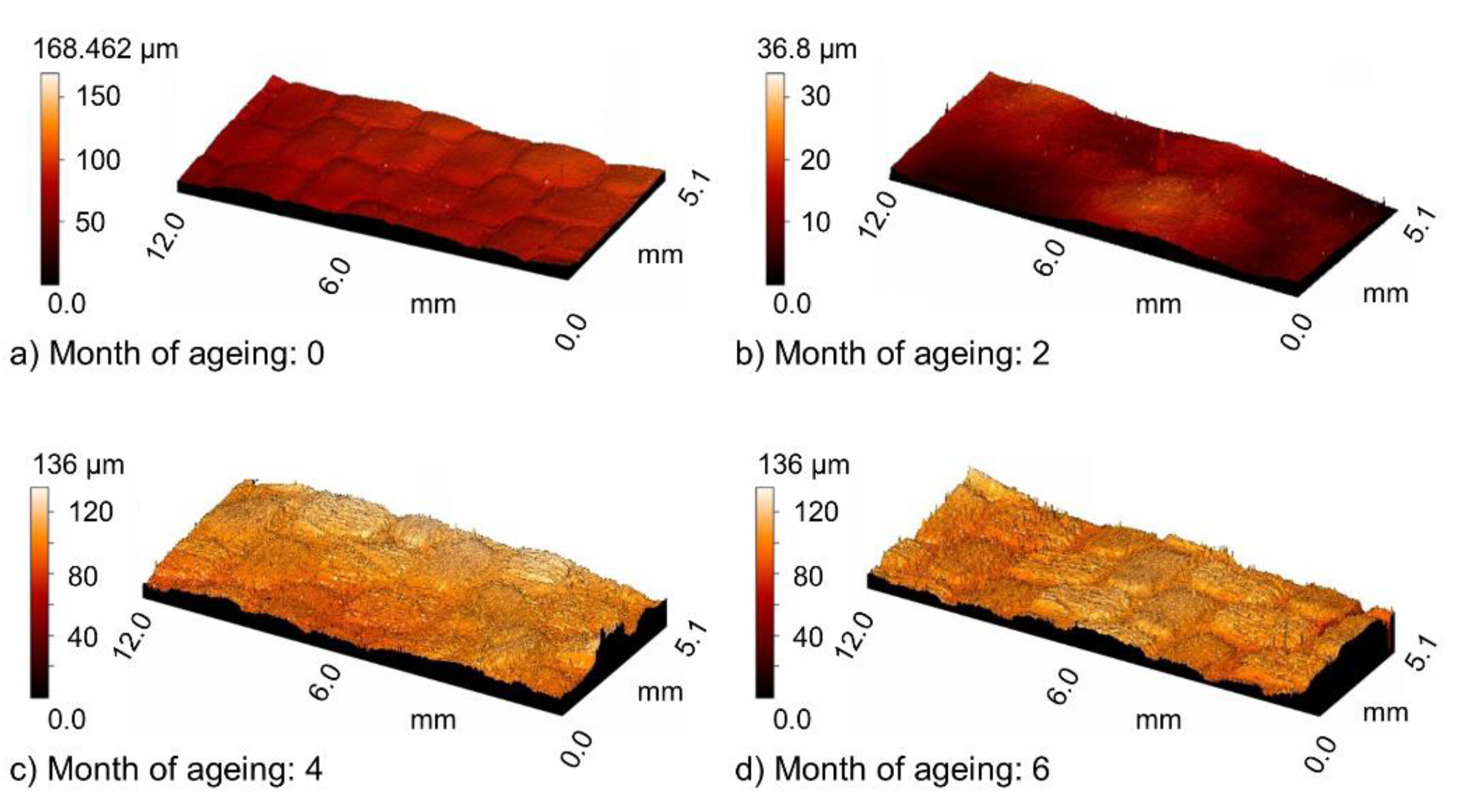
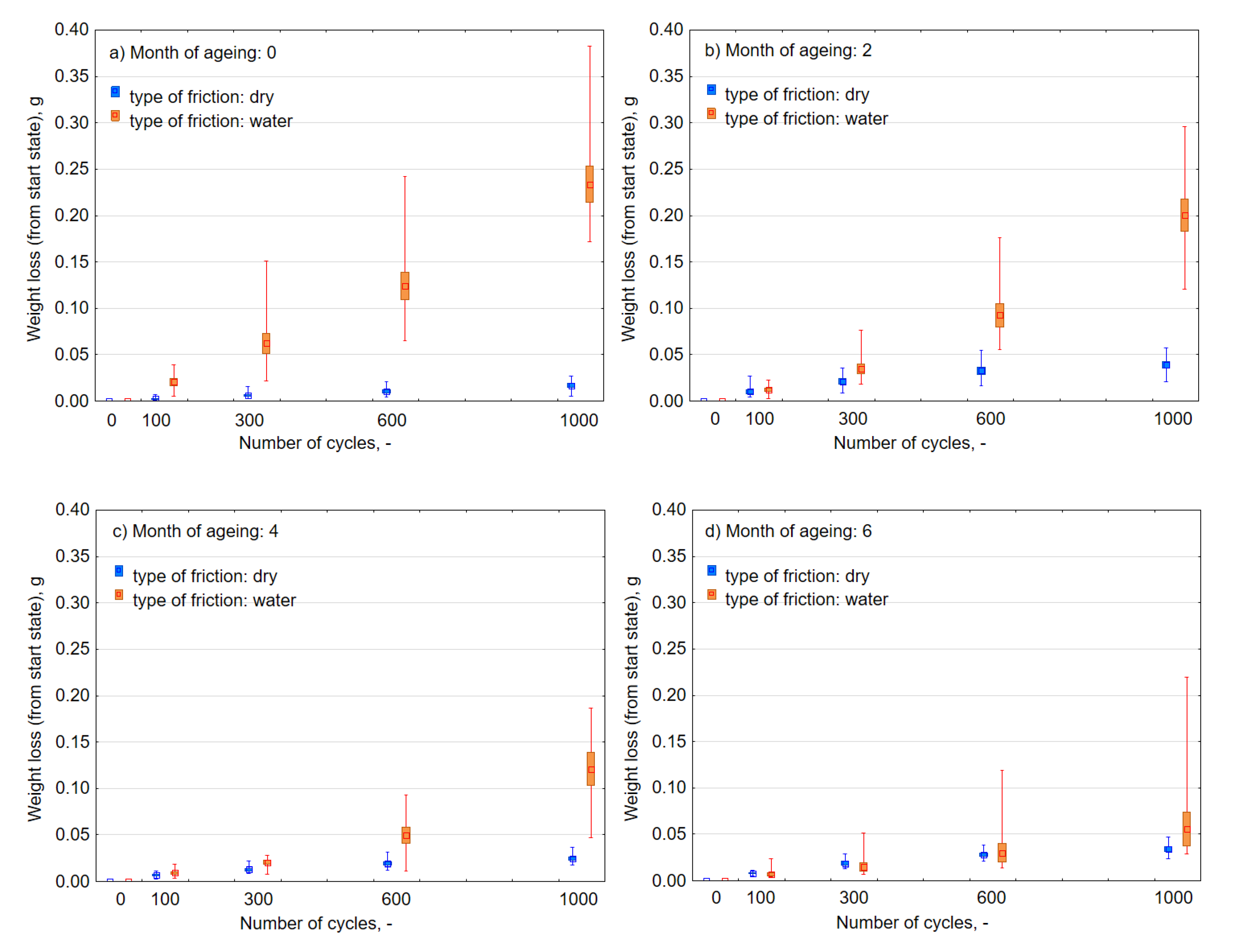
3.1. Evaluation of Abrasive Wear under the Influence of UV-A
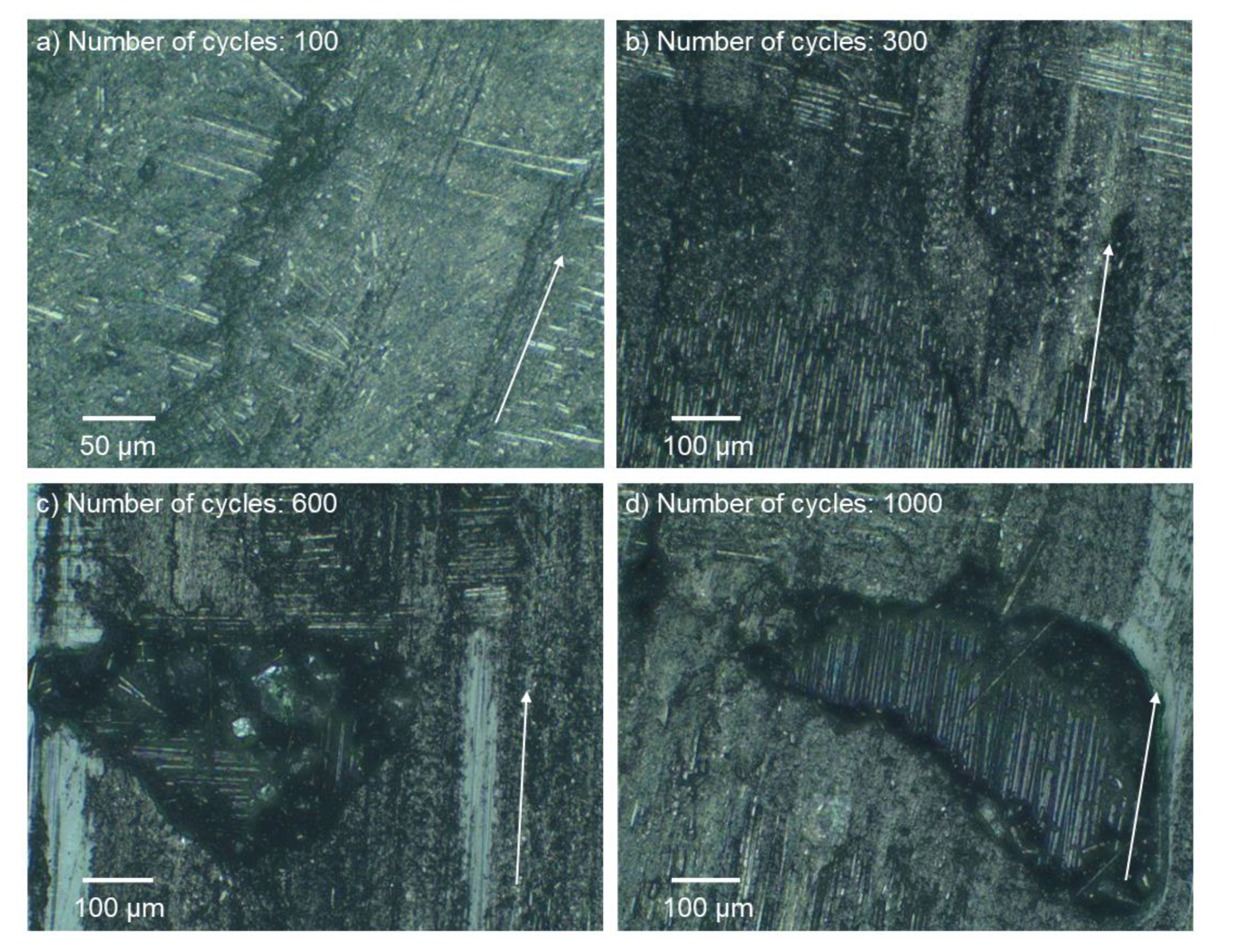
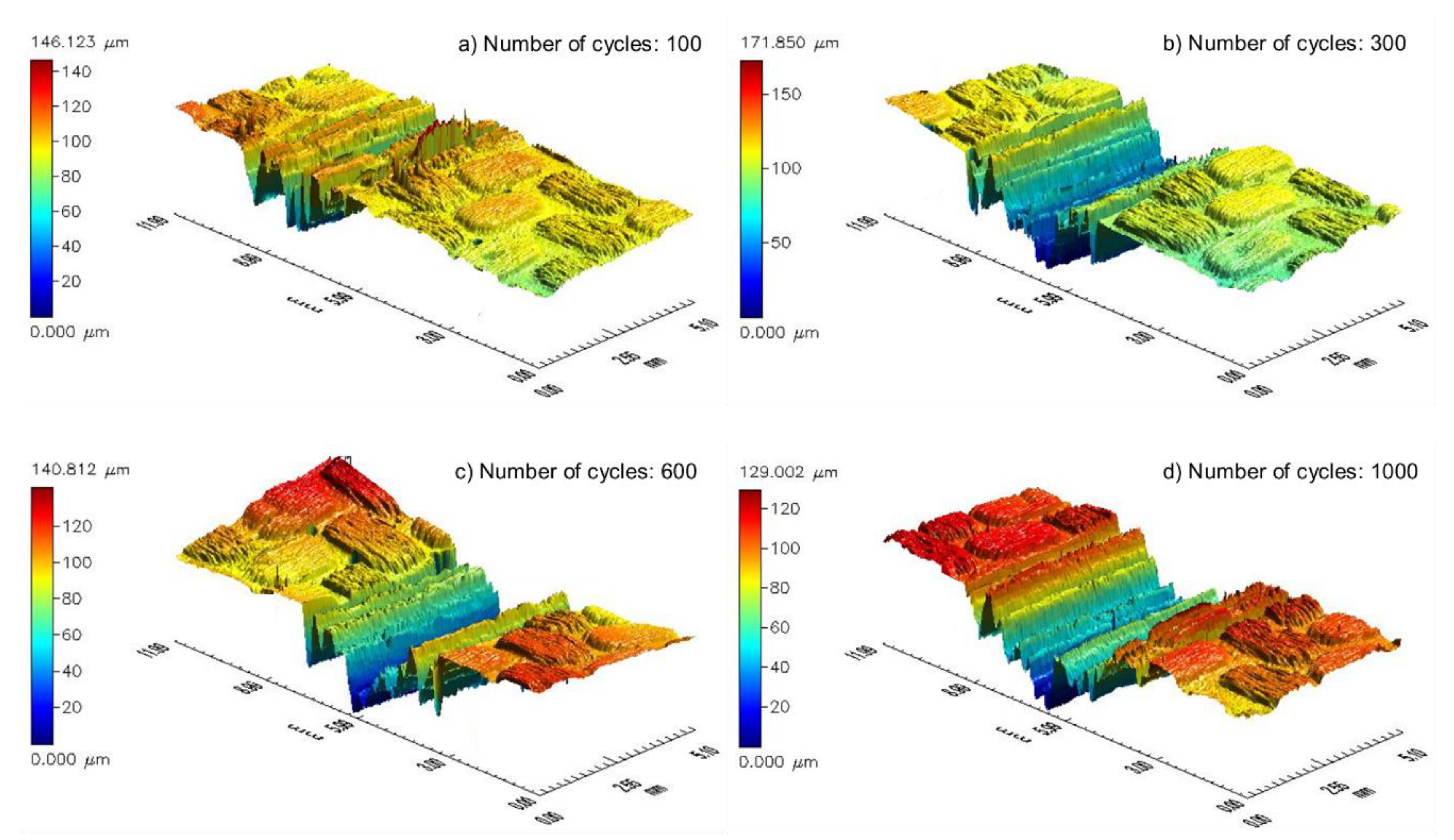
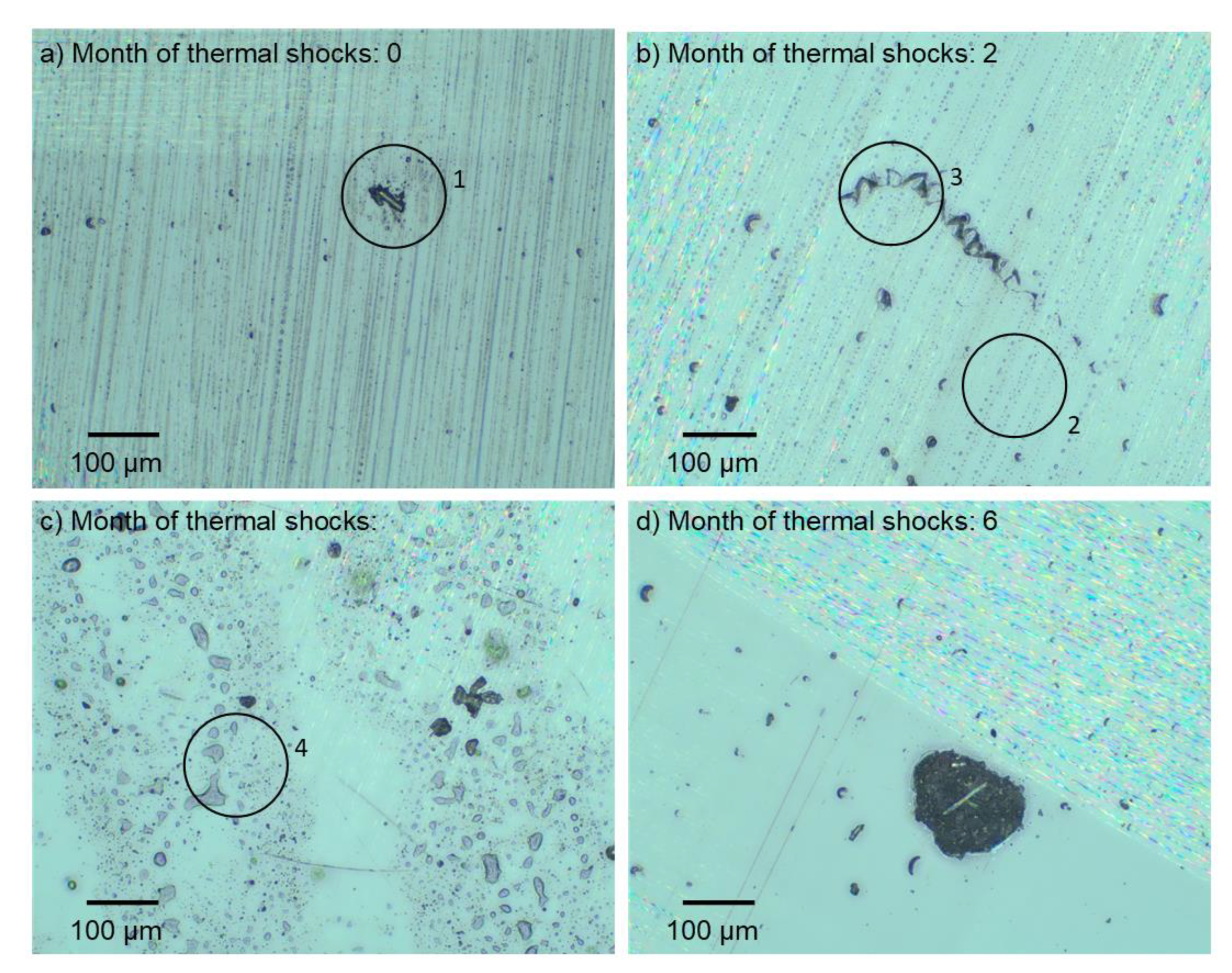
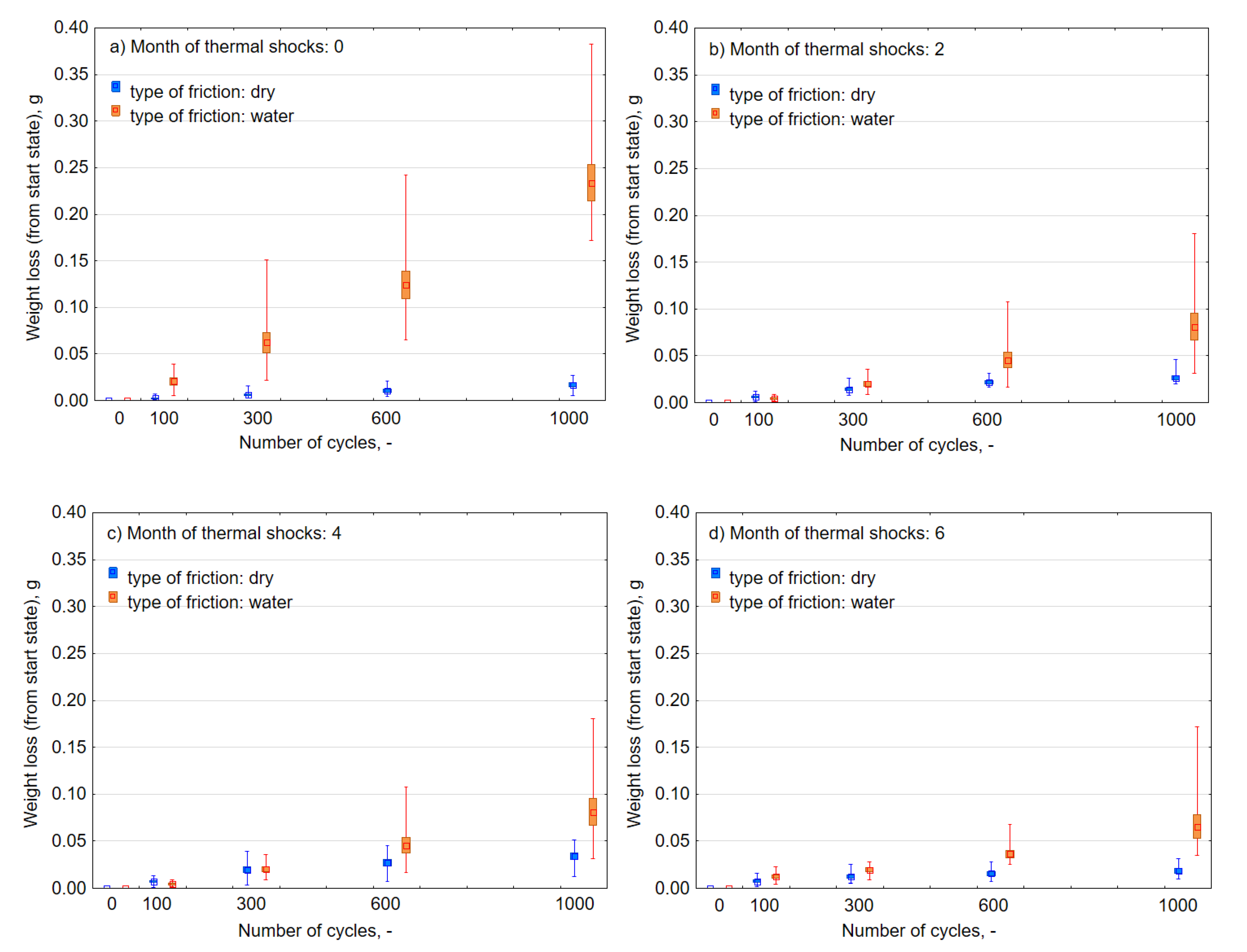
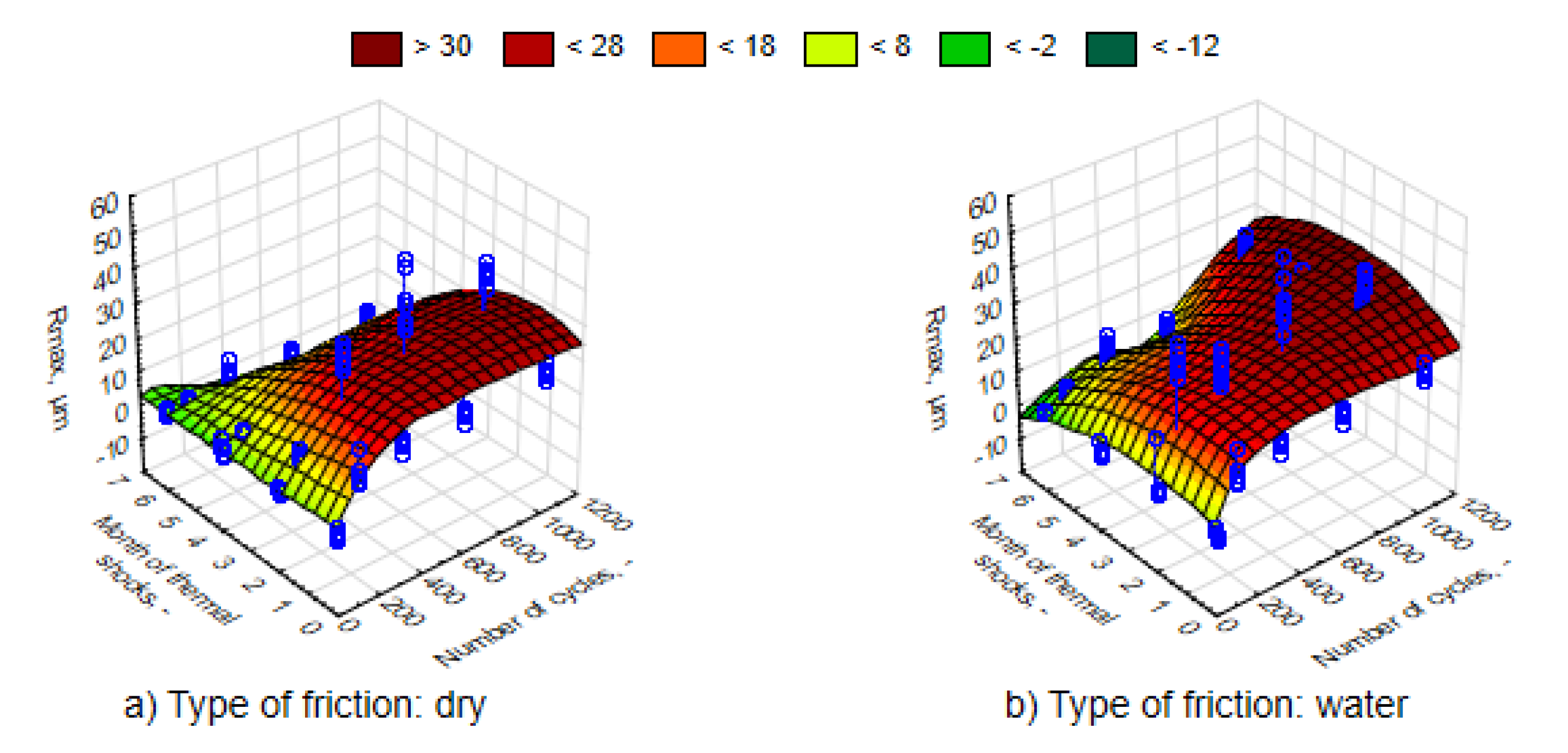
3.2. Impact of Thermal Shocks on Abrasive Wear
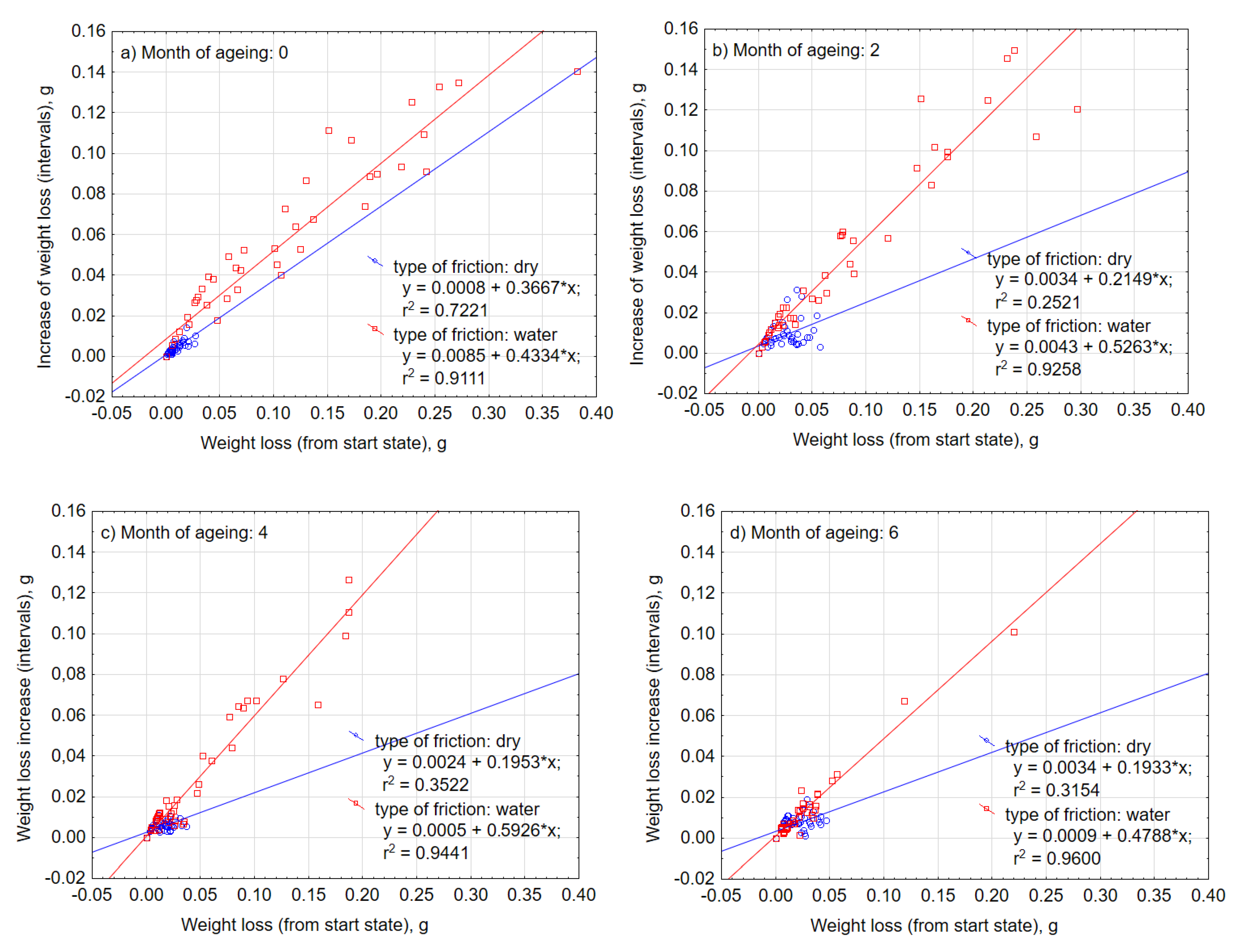
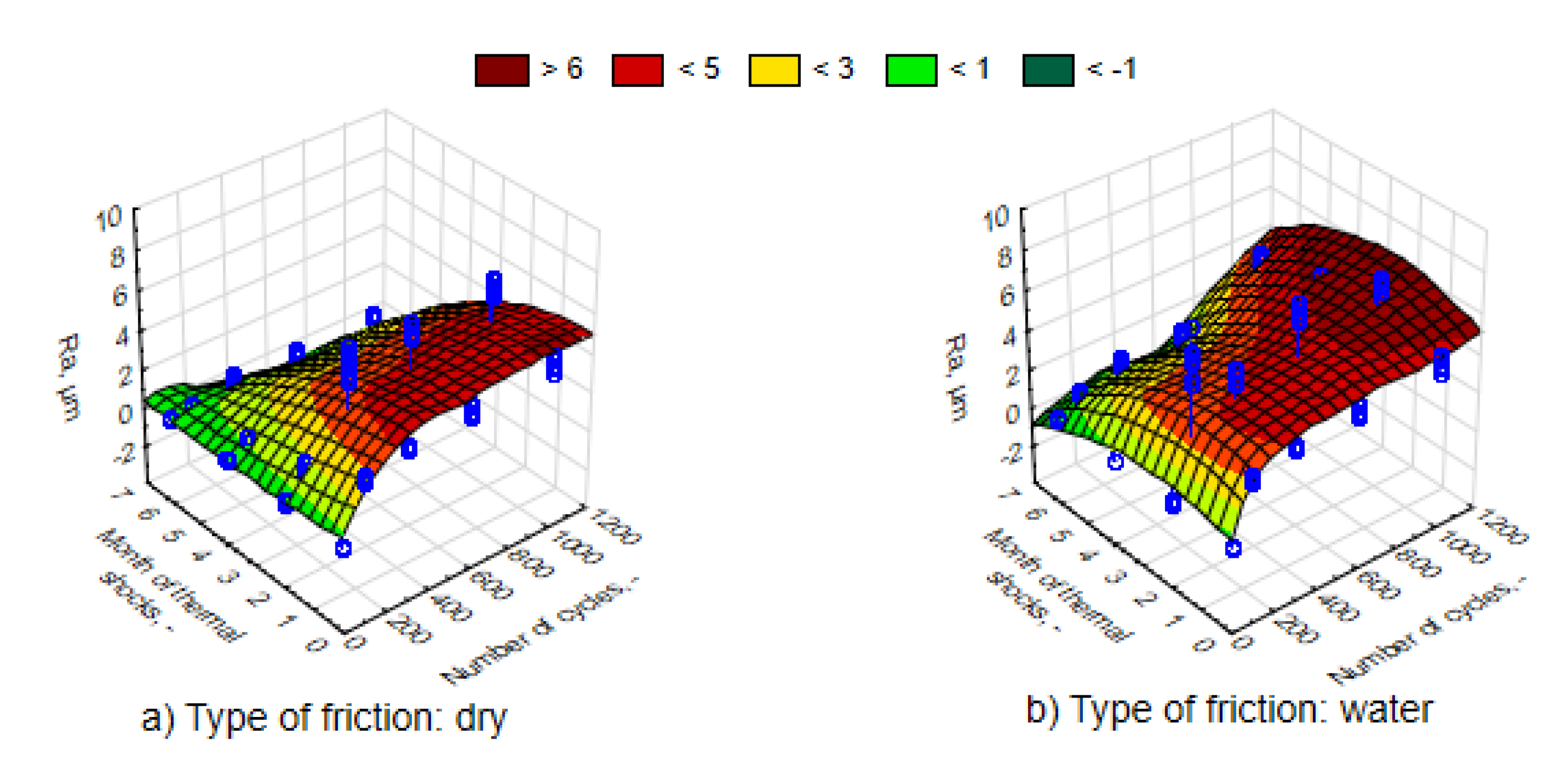
3.3. Others Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Śmieszek, M.; Migała-Warchoł, A.; Mentel, G. Perspektywy rozwoju transportu lotniczego typu cargo. Logistyka 2014, 6, 9685–9692. [Google Scholar]
- Bielawski, R.; Rządkowski, W.; Augustyn, S.; Pyrzanowski, P. Nowoczesne materiały stosowane w konstrukcjach lotniczych–wybrane problemy oraz kierunki rozwoju. Zesz. Nauk. Politech. Rzesz. 2015, 291, 203–216. [Google Scholar] [CrossRef]
- Krzyzak, A.; Mucha, M.; Pindych, D.; Racinowski, D. Analysis of abrasive wear of selected aircraft materials in various abrasion conditions. J. Kones Powertrain Transp. 2018, 25, 217–222. [Google Scholar]
- Kalácska, G. An engineering approach to dry friction behaviour of numerous engineering plastics with respect to the mechanical properties. Express Polym. Lett. 2013, 7, 199–210. [Google Scholar] [CrossRef]
- Massey, L.K. The Effects of UV Light and Weather on Plastics and Elastomers, 2nd ed.; William Andrew Publishing: Norwich, NY, USA, 2007. [Google Scholar]
- Dziedzic, K.; Pashechko, M.; Barszcz, M.; Józwik, J. Structure and Construction Assessment of the Surface Layer of Hardfaced Coating after Friction. Adv. Sci. Technol. Res. J. 2017, 11, 253–260. [Google Scholar] [CrossRef]
- Ud Din, I.; Panier, S.; Hao, P.; Franz, G.; Bijwe, J.; Hui, L. Finite element modeling of indentation and adhesive wear in sliding of carbon fiber reinforced thermoplastic polymer against metallic counterpart. Tribol. Int. 2019, 135, 200–212. [Google Scholar] [CrossRef]
- Sławski, S.; Szymiczek, M.; Domin, J. Influence of the reinforcement on the destruction image of the composites panels after applying impact load. In Scientific Session on Applied Mechanics X. Proceedings of the 10th International Conference on Applied Mechanics; AIP Publishing: Bydgoszcz, Poland, 2019. [Google Scholar]
- Szymiczek, M.; Rojek, M.; Wróbel, G. The influence of the ageing-fatigue degradation on the mechanical properties of glass-reinforced composites. Pol. J. Chem. Technol. 2016, 18, 113–119. [Google Scholar] [CrossRef] [Green Version]
- Mrówka, M.; Machoczek, T.; Jureczko, P.; Szymiczek, M.; Skonieczna, M.; Marcoll, Ł. Study of selected physical, chemical and biological properties of selected materials intended for contact with human body. Pol. J. Chem. Technol. 2019, 21, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Villavicencio, M.D.; Renouf, M.; Saulot, A.; Michel, Y.; Mahéo, Y.; Colase, G.; Filleter, T.; Berthier, Y. Self-lubricating composite bearings: Effect of fibre length on its tribological properties by DEM modelling. Tribol. Int. 2017, 113, 262–269. [Google Scholar] [CrossRef] [Green Version]
- Friedrich, K. Polymer composites for tribological applications. Adv. Ind. Eng. Polym. Res. 2018, 1, 3–39. [Google Scholar] [CrossRef]
- De Baets, P.; Glavatskih, S.; Ost, W.; Sukumaran, J. Polymers in tribology: Challenges and opportunities. In Proceedings of the 1st International Conference on Polymer Tribology, Bled, Slovenia, 11–12 September 2014. [Google Scholar]
- Sreekala, M.S.; Eger, C. Property improvements of an epoxy resin by nanosilica particle reinforcement. Polym. Compos. Nano Macroscale 2005, 91–105. [Google Scholar] [CrossRef]
- Friedrich, K.; Fakirov, S.; Zhang, Z. (Eds.) Polymer Composites: From Nano- to Macro- Scale; Springer: Berlin/Heidelberg, Germany, 2005; pp. 91–105. [Google Scholar]
- Sakka, M.M.; Antar, Z.; Elleuch, K.; Feller, J.F. Tribological response of an epoxy matrix filled with graphite and/or carbon nanotubes. Friction 2017, 5, 171–182. [Google Scholar] [CrossRef]
- Stabik, J.; Dybowska, A. Electrical and tribological properties of gradient epoxy-graphite composites. J. Achiev. Mater. Manuf. Eng. 2008, 27, 39–42. [Google Scholar]
- Zhang, Y.; Zhang, D.; Wei, X.; Zhong, S.; Wang, J. Enhanced Tribological Properties of Polymer Composite Coating Containing Graphene at Room and Elevated Temperatures. Coatings 2018, 8, 91. [Google Scholar] [CrossRef] [Green Version]
- Yunlong, L.; Quan, W.; Shijie, W. A review on enhancement of mechanical and tribological properties of polymer composites reinforced by carbon nanotubes and graphene sheet: Molecular dynamics simulations. Compos. Part B Eng. 2019, 160, 348–361. [Google Scholar] [CrossRef]
- Katiyar, J.K.; Sinha, S.K.; Kumar, A. Friction and wear durability study of epoxy-based polymer (SU-8) composite coatings with talc and graphite as fillers. Wear 2016, 362, 199–208. [Google Scholar] [CrossRef]
- Shen, X.-J.; Pei, X.-Q.; Fu, S.-Y.; Friedrich, K. Significantly modified tribological performance of epoxy nanocomposites at very low graphene oxide content. Polymer 2013, 54, 1234–1242. [Google Scholar] [CrossRef]
- Liu, D.; Zhao, W.S.; Liu, Q.; Cen, Q.; Xue, Q. Comparative tribological and corrosion resistance properties of epoxy composite coatings reinforced with functionalized fullerene C60 and graphene. Surf. Coat. Technol. 2016, 286, 354–364. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, S.; Xie, L.; Zhu, P.; Li, R.; Peng, Q. Grain size and hydroxyl-coverage dependent tribology of polycrystalline graphene. Nanotechnology 2019, 30, 385701. [Google Scholar] [CrossRef]
- Tillmann, W.; Hagen, L.; Schröder, P. Tribological Characteristics of Tungsten Carbide Reinforced Arc Sprayed Coatings using Different Carbide Grain Size Fractions. Tribol. Ind. 2017, 39, 168–182. [Google Scholar] [CrossRef] [Green Version]
- Devaprakasam, D.; Hatton, P.V.; Möbus, G.; Inkson, B.J. Effect of microstructure of nano- and micro-particle filled polymer composites on their tribo-mechanical performance. J. Phys. Conf. Ser. 2008, 126, 012057. [Google Scholar] [CrossRef] [Green Version]
- Rathod, V.T.; Kumar, J.S.; Jain, A. Polymer and ceramic nanocomposites for aerospace applications. Appl. Nanosci. 2017, 7, 519–548. [Google Scholar] [CrossRef]
- Zhang, M.Q.; Rong, M.Z.; Yu, S.L.; Wetzel, B.; Friedrich, K. Effect of particle surface treatment on the tribological performance of epoxy based nanocomposites. Wear 2002, 253, 1086–1093. [Google Scholar] [CrossRef]
- Pieniak, D.; Gil, L.; Wit-Rusiecki, A.W.; Krzyzak, A.; Selech, J.; Romek, D. Comparative studies of tribological properties of carbon fibre reinforced polymer composites (CFRP) in dry sliding friction condition. Tribologia 2019, 4, 87–94. [Google Scholar] [CrossRef]
- Dhieb, H.; Buijnsters, J.; Eddoumy, F.; Celis, J. Surface damage of unidirectional carbon fiber reinforced epoxy composites under reciprocating sliding in ambient air. Compos. Sci. Technol. 2011, 71, 1769–1776. [Google Scholar] [CrossRef]
- Marathe, U.; Padhan, M.; Bijwe, J. Tribology of carbon fabric-reinforced thermoplastic composites. In Wear of Composite Materials; Walter De Gruyter: Berlin, Germany, 2018. [Google Scholar]
- Shivamurthy, B.; Murthy, K.; Anandhan, S. Tribology and mechanical properties of carbon fabric/MWCNT/epoxy composites. Adv. Tribol. 2018, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Samyn, P. Reciprocating sliding of polyester textile fabric composites along different fabric orientations. J. Compos. Mater. 2017, 51, 221–240. [Google Scholar] [CrossRef]
- Jia, X. The Design of Tribological Composites for Multifunctional Applications: Model Development and Topology Optimization. Ph.D. Thesis, Lehigh University, Bethlehem, PA, USA, 2020. [Google Scholar]
- Low, K.O.; Wong, K.J. Tribological effects of polymer surface modification through plastic deformation. Bull. Mater. Sci. 2011, 34, 1549–1555. [Google Scholar] [CrossRef]
- Degirmenci, D.; Kisa, M.; Ozen, M.; Demircan, G. Environmental Effects on Tribological Behavior of Composite Materials. Int. Adv. Res. Eng. J. 2018, 2, 234–239. [Google Scholar]
- Murthy, N.S. Techniques for analyzing biomaterial surface structure, morphology and topography. In Surface Modification of Biomaterials; Woodhead Publishing: Cambridge, UK, 2011; pp. 232–255. [Google Scholar]
- Inkson, B.J. Scanning electron microscopy (SEM) and transmission electron microscopy (TEM) for materials characterization. In Materials Characterization Using Nondestructive Evaluation (NDE) Methods; Elsevier: Amsterdam, The Netherlands, 2016; pp. 17–43. [Google Scholar] [CrossRef]
- Horovistiz, A.; Laranjeira, S.; Davim, J.P. 3-D reconstruction by extended depth-of-field in tribological analysis: Fractal approach of sliding surface in Polyamide66 with glass fiber reinforcement. Polym. Test. 2019, 73, 178–185. [Google Scholar] [CrossRef]
- Laminating Resin LG 285: Technical Data Sheet, GRM SYSTEMS, 11.04.2012. Available online: http://www.havel-composites.pl/index.php?menu=produkt&id=107 (accessed on 5 September 2020).
- Kundzewicz, Z.W.; Piniewski, M.; Mezghani, A.; Okruszko, T.; Pińskwar, I.; Kardel, I.; Hov, Ø.; Szcześniak, M.; Szwed, M.; Benestad, R.E.; et al. Assessment of climate change and associated impact on selected sectors in Poland. Acta Geophys. 2018, 66, 1509–1523. [Google Scholar] [CrossRef] [Green Version]
- Moreno, A.; Hasenauer, H. Spatial downscaling of European climate data. Int. J. Climatol. 2015, 36, 1444–1458. [Google Scholar] [CrossRef]
- Mattsson, J.O. European Climates. Boreas 2008, 22, 146. [Google Scholar] [CrossRef]
- Brennan, P.J. Improved UV Light Source Enhances Correlation in Accelerated Weathering; Technical Bulletin LU-8003; Q-LAB Corporation: Westlake, OH, USA, 2011. [Google Scholar]
- Fedor, G.R.; Brennan, P.J. Comparison between Natural Weathering and Fluorescent UV Exposures; Technical Bulletin LU-8035; Q-LAB Corporation: Westlake, OH, USA, 2011. [Google Scholar]
- Gao, C.; Guo, G.; Zhao, F.; Wang, T.; Jim, B.; Wetzel, B.; Zhang, G.; Wang, Q. Tribological behaviors of epoxy composites under water lubrication conditions. Tribol. Int. 2016, 95, 333–341. [Google Scholar] [CrossRef]
- Mucha, M.; Krzyzak, A.; Kosicka, E.; Coy, E.; Kościński, M.; Sterzyński, T.; Sałaciński, M. Effect of MWCNTs on Wear Behavior of Epoxy Resin for Aircraft Applications. Materials 2020, 13, 2696. [Google Scholar] [CrossRef]
- Krzyzak, A.; Kosicka, E.; Borowiec, M.; Szczepaniak, R. Selected Tribological Properties and Vibrations in the Base Resonance Zone of the Polymer Composite Used in the Aviation Industry. Materials 2020, 13, 1364. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Operating Manual, version (p/n 132233); The Taber Linear Abraser Model 5750. Available online: https://gardco.com/pages/abrasion/manual/TaberLinearAbraser5750.pdf (accessed on 7 September 2020).
- PN-EN ISO 4287:1999. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method Terms, Definitions and Surface Texture Parameters: Peak Count Number (ISO 4287:1997); International Organization for Standardization: Geneva, Switzerland, 1999. [Google Scholar]
- Hebda, M.; Wachal, A. Trybologia; Wydawnictwa Naukowo-Techniczne: Warsaw, Poland, 1980. [Google Scholar]
- Marques de Sa, J.P. Applied Statistics Using SPSS, STATISTICA and MATLAB; Springer: Berlin/Heidelberg, Germany, 2003. [Google Scholar]
- Mokhtar, M.O.A. The effect of hardness on the frictional behaviour of metals. Wear 1982, 78, 297–304. [Google Scholar] [CrossRef]
- Reid, J.V.; Schey, J.A. The effect of surface hardness on friction. Wear 1987, 118, 113–125. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Examined Scope | Examples | Conclusions | Bibliography |
|---|---|---|---|
| Composition of polymer composites | The presence of inorganic particles (e.g., Al2O3, TiO2, ZnO, CuO, SiC, ZrO2, Si3N4, SiO2, CaCO3) | The possibility of influencing the tribological properties of polymer composites after introducing physical modifiers into their composition was observed. | [12,13,14,15,16,17,18,19] |
| Various allotropic forms of the element (e.g., carbon-graphite, graphene) | Different tribological properties of materials containing additives of various allotoropic form were observed. | [12,16,17,18,19,20,21,22] | |
| Shaping tribological properties with particles of various sizes | Observation of clear differences between polymer composites with the presence of physical friction modifiers characterized by different grain sizes. | [23,24,25,26,27] | |
| Type/manner of laying the fabric | The authors characterize mechanical and tribological properties obtained for composites made of various fabric and various manner of laying. | [28,29,30,31,32] | |
| Analyze of impact of composite manufacturing conditions | - | A change in the properties of polymer composites depending on the technology used to manufacture them was observed. The existing impact should be determined each time. | [33,34] |
| Impact of external factors between flights | - | As the exposure to environmental conditions increased, the composite material was more affected. | [35] |
| The Value of the Intensity of Radiation | The Weathering Time | The Length of the Exposure Time | The Length of Condensation of Water Vapor Cycle | The Temperatures during Exposure | Time of the Weathering Tester Operation |
|---|---|---|---|---|---|
| 0.83 in/m2 | 500 h | 4 h | 4 h | 50 °C/60 °C | 167 h/334 h/500 h |
| Factor | Adopted Values |
|---|---|
| The flight time | 1 h |
| Number of flights per day | 2 |
| Preparation time of the aircraft in-between flights | 0.5 h |
| Time of the aircraft remaining at a ceiling of 11 km | 0.5 h |
| Temperature of the aircraft skin on the ground | +60 °C |
| Temperature of the aircraft skin at a ceiling of 11 km | −56.5 °C |
| Number of cycles of temperature changes | 728 |
| Temperature difference | 116.5 °C |
| Time of Impact of Environment | Type of Friction | Number of Friction Cycles | UV-A | Thermal Shocks | ||
|---|---|---|---|---|---|---|
| U | p | U | p | |||
| 2 | dry | 100 | 5.0 | 0.0008 | 14.0 | 0.0073 |
| 300 | 4.0 | 0.0006 | 8.0 | 0.0017 | ||
| 600 | 3.0 | 0.0004 | 7.0 | 0.0013 | ||
| 1000 | 2.0 | 0.0003 | 18.0 | 0.0172 | ||
| with water | 100 | 29.0 | 0.1212 | 9.0 | 0.0022 | |
| 300 | 20.0 | 0.0257 | 5.0 | 0.0008 | ||
| 600 | 23.0 | 0.0452 | 5.0 | 0.0008 | ||
| 1000 | 34.0 | 0.2413 | 1.0 | 0.0002 | ||
| 4 | dry | 100 | 7.0 | 0.0013 | 12.0 | 0.0046 |
| 300 | 7.0 | 0.0013 | 11.0 | 0.0036 | ||
| 600 | 12.0 | 0.0046 | 9.0 | 0.0022 | ||
| 1000 | 19.0 | 0.0211 | 10.0 | 0.0028 | ||
| with water | 100 | 21.0 | 0.0312 | 9.0 | 0.0022 | |
| 300 | 5.0 | 0.0008 | 5.0 | 0.0007 | ||
| 600 | 3.0 | 0.0004 | 5.0 | 0.0007 | ||
| 1000 | 5.0 | 0.0008 | 1.0 | 0.0002 | ||
| 6 | dry | 100 | 3.0 | 0.0004 | 7.0 | 0.0013 |
| 300 | 4.0 | 0.00063 | 16.0 | 0.0113 | ||
| 600 | 0.0 | 0.0002 | 26.0 | 0.0757 | ||
| 1000 | 4.0 | 0.0006 | 45.0 | 0.7337 | ||
| with water | 100 | 9.0 | 0.0022 | 31.0 | 0.1620 | |
| 300 | 4.0 | 0.0006 | 5.0 | 0.0008 | ||
| 600 | 5.0 | 0.0008 | 1.0 | 0.0002 | ||
| 1000 | 5.0 | 0.0008 | 0.0 | 0.0002 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krzyzak, A.; Racinowski, D.; Szczepaniak, R.; Mucha, M.; Kosicka, E. The Impact of Selected Atmospheric Conditions on the Process of Abrasive Wear of CFRP. Materials 2020, 13, 3965. https://doi.org/10.3390/ma13183965
Krzyzak A, Racinowski D, Szczepaniak R, Mucha M, Kosicka E. The Impact of Selected Atmospheric Conditions on the Process of Abrasive Wear of CFRP. Materials. 2020; 13(18):3965. https://doi.org/10.3390/ma13183965
Chicago/Turabian StyleKrzyzak, Aneta, Damian Racinowski, Robert Szczepaniak, Mateusz Mucha, and Ewelina Kosicka. 2020. "The Impact of Selected Atmospheric Conditions on the Process of Abrasive Wear of CFRP" Materials 13, no. 18: 3965. https://doi.org/10.3390/ma13183965