Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete

 ,
, 

 ,
,  and
and 
Abstract
1. Introduction
2. Research Significance
3. Materials and Methods
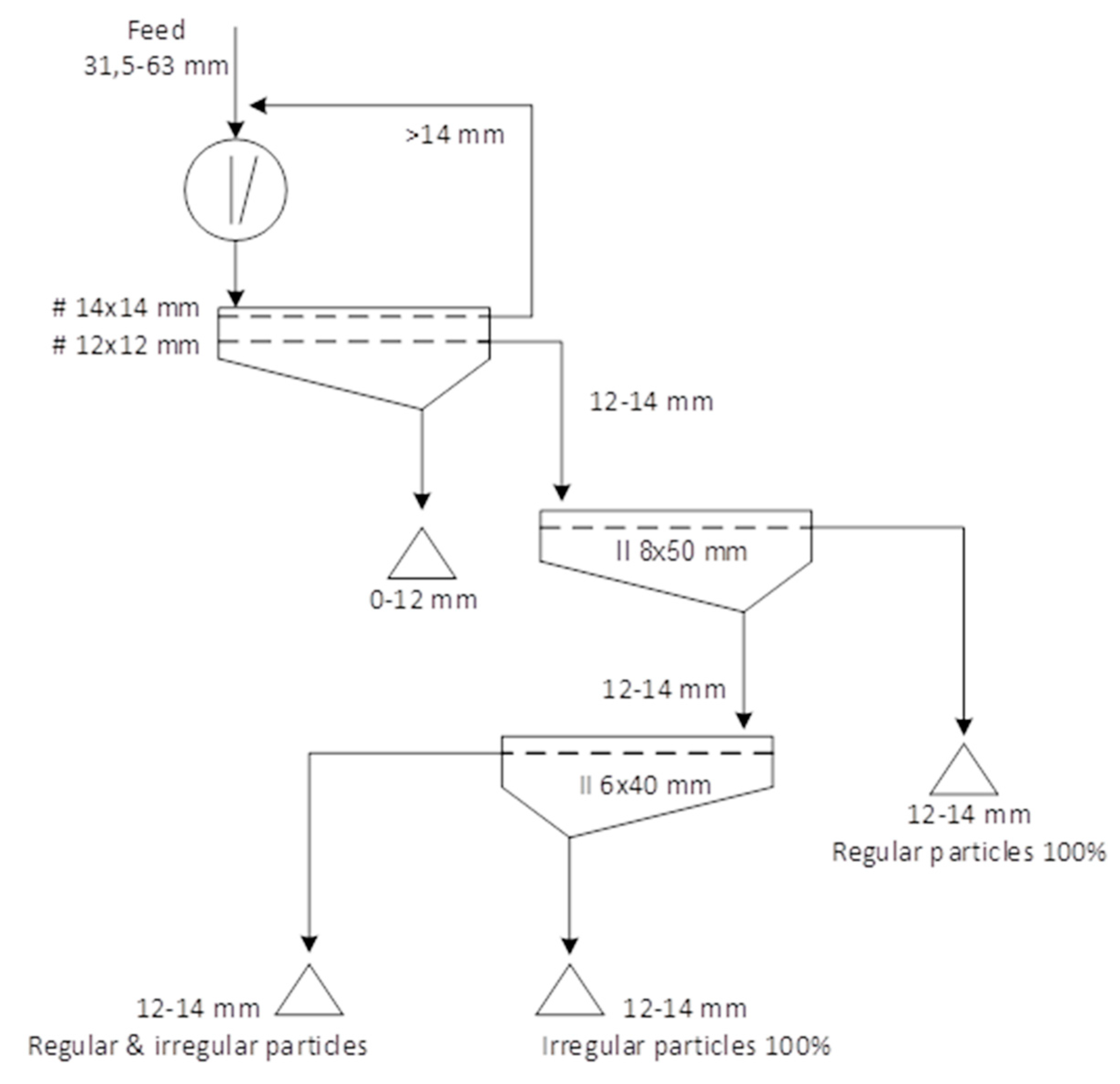
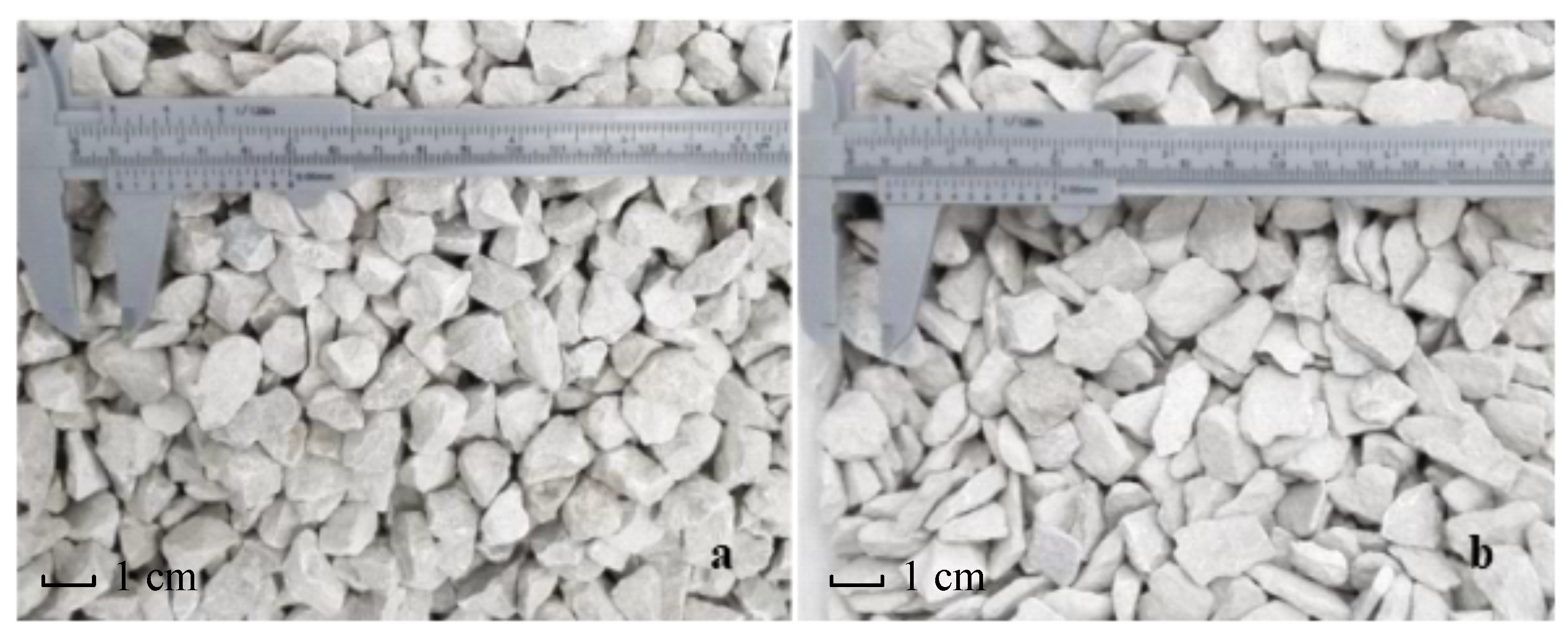
3.1. Preparation of Dolomite Aggregate
3.2. Concrete Mix
3.3. Research Methodology
3.3.1. Thermal Tests
3.3.2. Strength Test
3.3.3. Computer Thomography Imaging Tests
4. Results
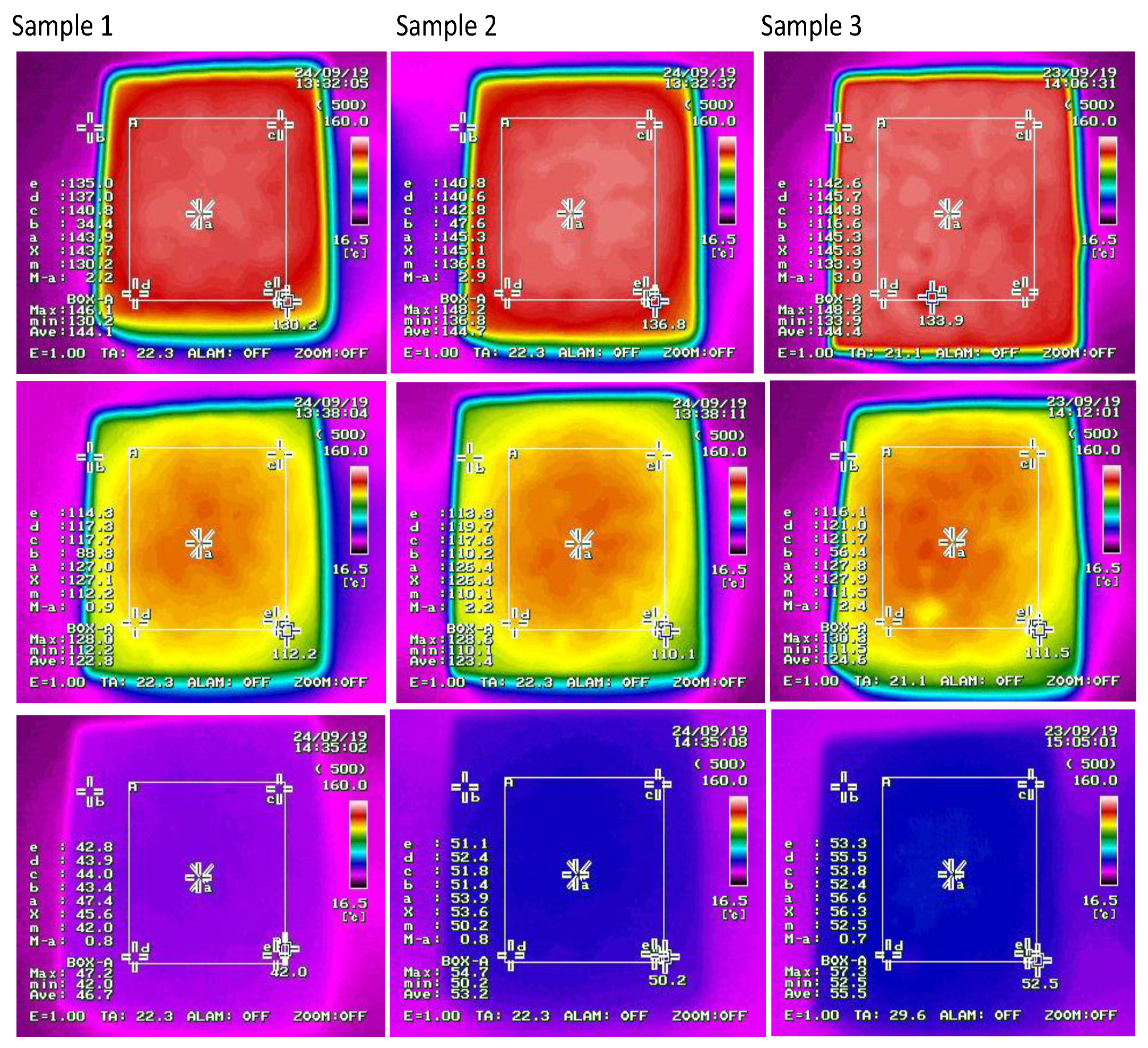
4.1. Thermal Tests
- m—mass [kg]
- ΔT—temperature difference before and after heat conversion [K]
- c—specific heat of the tested concrete in a dry state [J/kg∙K] (calculated in Table 4).
- t—emission time [s] = 3510 s.
4.2. Compressive Strength Tests
4.3. Investigations on the Internal Structure
5. Conclusions
- Regular aggregates have a positive effect on concrete quality in terms of its durability, as well as in terms of its improved thermal properties and lower number of large pores. The utilization of regular aggregates improves the quality of construction materials.
- During the preparation of the concrete mixes for the tests, variations in flow, and thus in concrete consistency, were observed. The flow was higher (175 mm) for the sample with regular particles when compared to the sample with irregular ones (150 mm). The consistency of the mix was thinner, which confirms the lower water and cement demands of the mix.
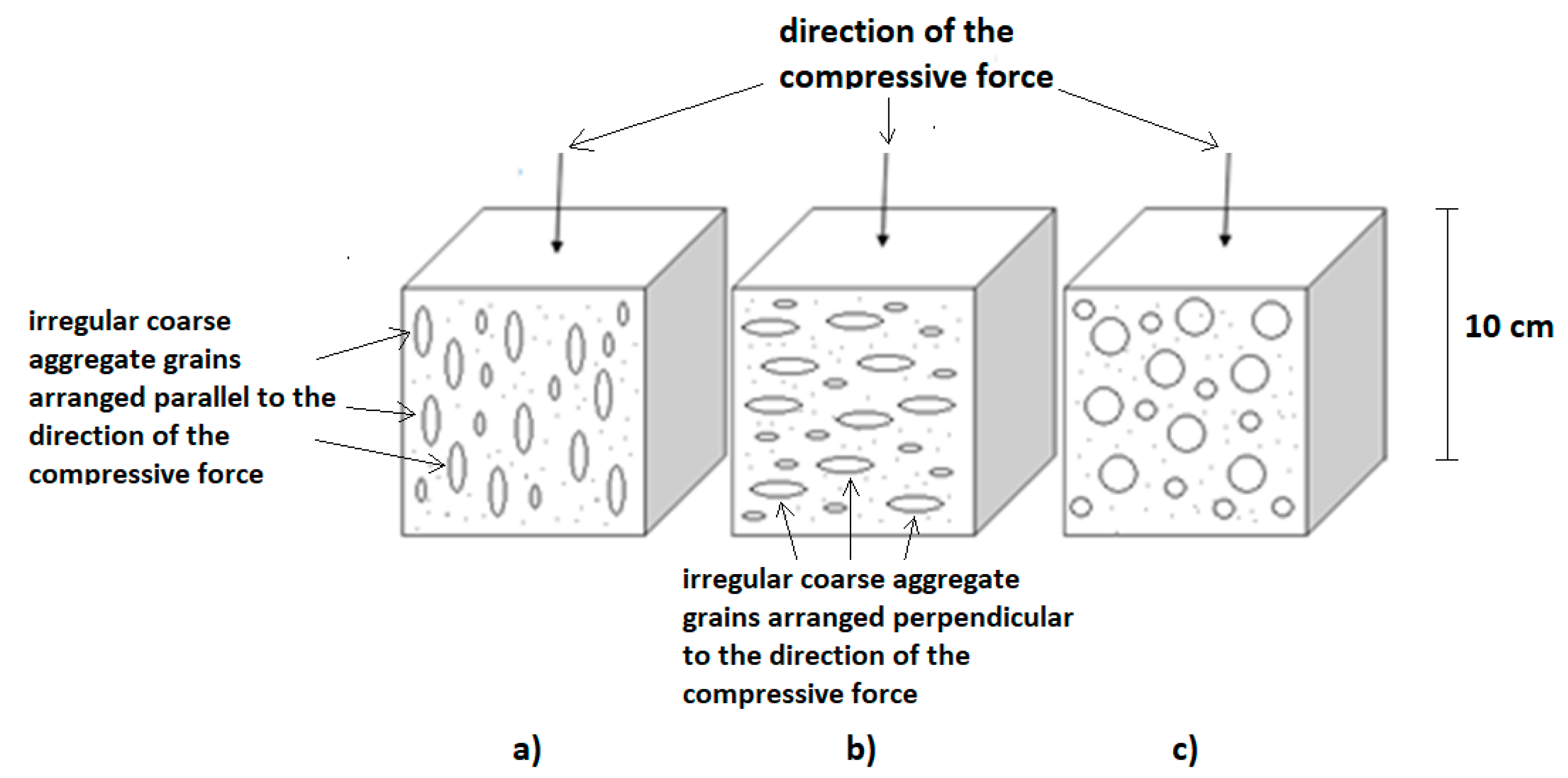
- Thermic tests carried out with the use of a thermal camera showed that the concrete sample with irregular particles of aggregate was cooling faster than the sample with regular particles. Moreover, the final temperature of cooling depends on the particle arrangement in the sample. Irregular particles arranged transversely keep the temperature longer, creating a barrier for the heat flow (final temperature 53.2 °C), while the parallel arrangement of aggregate particles in a sample act as a heat transporter (the final temperature was 46.7 °C). Maximum energy bmax, which could be cumulated and emitted by the material, was 206.8 MJ/m3 for regular particles and 199.1 MJ/m3 and 191.8 MJ/m3 respectively for irregular particles. These values are typical characteristics for ordinary concretes.
- On the basis of the strength test results, it could be observed that the manner of aggregate particle arrangement in the material, as well as their shape, significantly influences the mechanical strength of concrete. By knowing the direction of the compressive force acting on a sample, it is possible to increase the value of concrete strength with an appropriate method of laying the concrete mix, which depends on its intended use.
- Concretes with 100% regular particles (six samples with 100% regular grains) obtained about a 10% higher strength, equal to 49.2 MPa, when compared to the remaining samples with irregular particles. The standard deviation results were lower for the concretes with regular grains when compared to the samples with irregular particles.
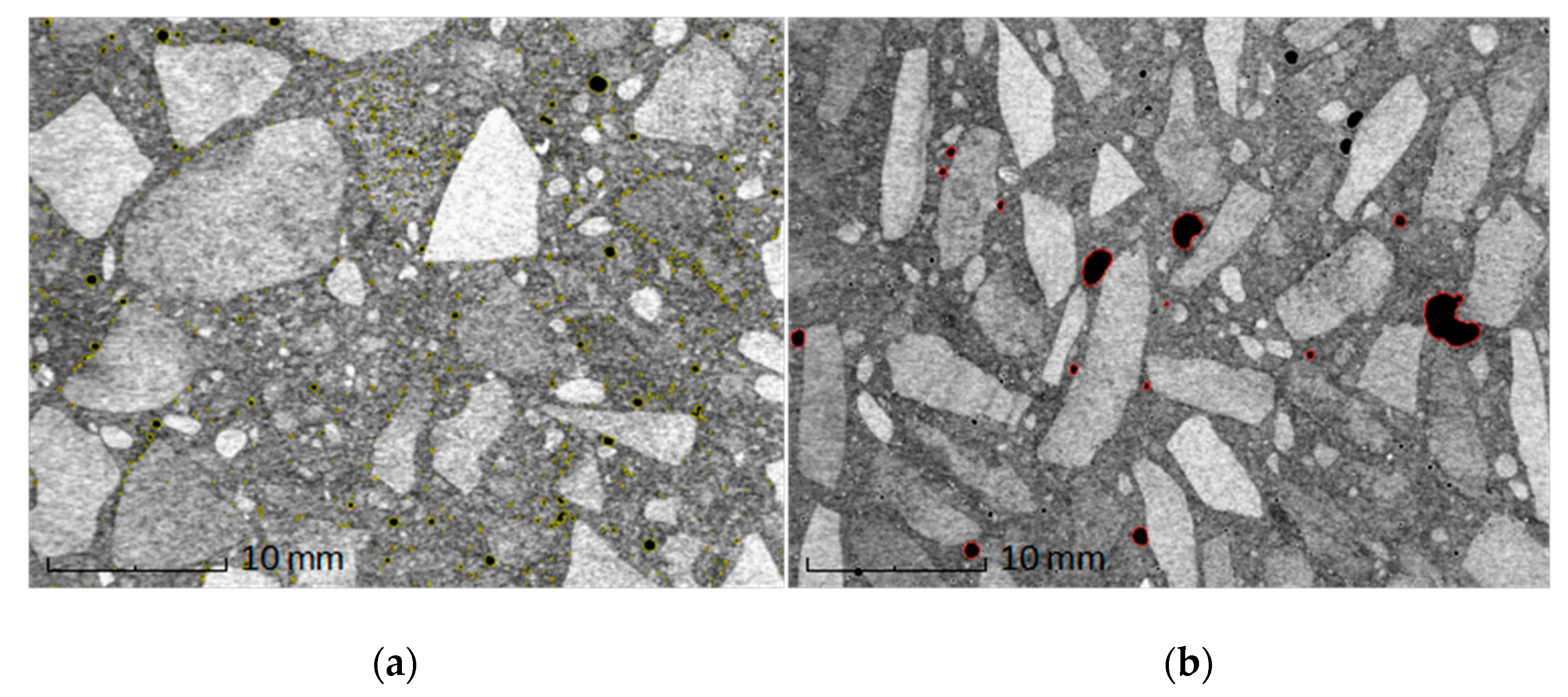
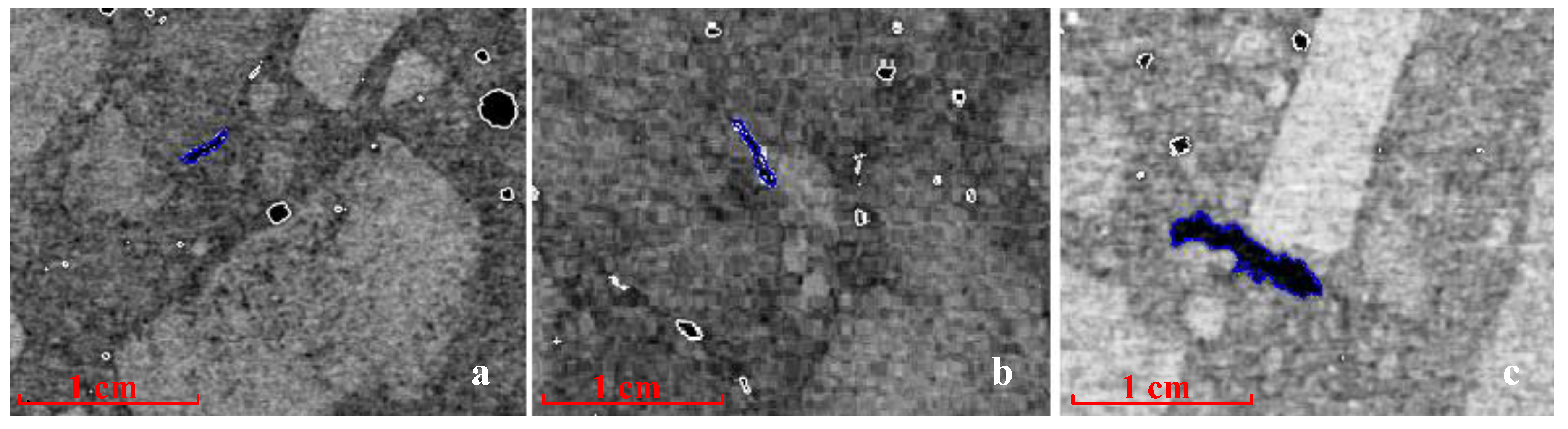
- Tests of the internal structure of the concretes using a tomograph showed that the concrete with irregular particles is characterized by a significant detachment porosity and size of hydration gaps, as well as a much higher content of large spherical pores (with a size of over a few millimeters), which are located at the aggregate–cement matrix phase boundaries. This fact has a direct impact on the strength of the samples and the increased demand for mixing water when using this type of aggregate.
- The aim of this investigation was to show the impact of the coarse particle size fraction aggregate (12–14 mm) on the selected parameters of the concrete mix and hardened concrete. Subsequent research will focus on testing regular and irregular aggregates in concretes with a constant and optimal particle size composition. The cost of producing regular grains and irregular aggregates, regardless of the regularity of the grains, is the same. While maintaining the same parameters of concrete, it is possible to reduce the amount of cement in the concrete mix by using aggregate of an appropriate shape. Detailed cost analyses will be presented in a separate article.
Author Contributions
Funding
Conflicts of Interest
References
- Concrete Vademecum Technology Górażdże Cement Group 2017. Available online: https://www.gorazdze.pl/pl/node/9722 (accessed on 30 September 2020).
- Neville, A.M. Właściwości Betonu; Stowarzyszenie Producentów Cementu: Kraków, Poland, 2012. [Google Scholar]
- Książek, A. Właściwości użytkowe kruszyw i ich wpływ na jakość betonu. Surow. Masz. Bud. 2017, 4, 70–75. [Google Scholar]
- Surowiak, A.; Gawenda, T.; Stempkowska, A.; Niedoba, T.; Nad, A. The influence of selected properties of particles in the jigging process of aggregates on example of chalcedonite. Minerals 2020, 10, 600. [Google Scholar] [CrossRef]
- Rocco, C.; Elices, M. Effect of aggregate shape on the mechanical properties of a simple concrete. Eng. Fract. Mech. 2009, 76, 286–298. [Google Scholar] [CrossRef]
- Molugaram, K.; Shanker, J.S.; Ramesh, A. A Study on Influence of Shape of Aggregate on Strength and Quality of Concrete for Buildings and Pavements. Adv. Mater. Res. 2014, 941–944, 776–779. [Google Scholar] [CrossRef]
- Piasta, W.; Budzyński, W.; Góra, J. Wpływ rodzaju kruszywa grubego ma odkształcalność betonów zwykłych. Prz. Bud. 2012, 7–8, 35–38. [Google Scholar]
- Kurdowski, W. Chemia Cementu i Betonu; PWN Polski Cement: Kraków, Poland, 2010. [Google Scholar]
- Barreto Santos, M.; De Brito, J.; Santos Silva, A. A Review on Alkali-Silica Reaction Evolution in Recycled Aggregate Concrete. Materials 2020, 13, 2625. [Google Scholar] [CrossRef]
- Adessina, A.; Fraj, A.B.; Barthélémy, J.-F.; Chateau, C.; Garnier, D. Experimental and micromechanical investigation on the mechanical and durability properties of recycled aggregates concrete. Cem. Concr. Res. 2019, 126, 105900. [Google Scholar] [CrossRef]
- Kamani, M.; Rassoul Ajalloeian, R. The effect of rock crusher and rock type on the aggregate shape. Constr. Build. Mater. 2020, 230, 117016. [Google Scholar] [CrossRef]
- Mora, C.F.; Kwan, A.K.H. Sphericity, shape factor and convexity measurement of coarse aggregate for concerete using Digital image processing. Cem. Concr. Res. 2000, 30, 351–358. [Google Scholar] [CrossRef]
- Zhou, Y.; Jin, H.; Wang, B. Modeling and mechanical influence of meso-scale concrete considering actual aggregate shapes. Constr. Build. Mater. 2019, 255, 116785. [Google Scholar] [CrossRef]
- Akçaoğlu, T. Determining aggregate size & shape effect on concrete microcracking under compression by means of a degree of reversibility method. Constr. Build. Mater. 2017, 143, 376–386. [Google Scholar] [CrossRef]
- Khoury, E.; Cazacliu, B.; Cothenet, A.; Remon, S. Homogenization process of field samples of recycled aggregates. Constr. Build. Mater. 2020, 243, 117991. [Google Scholar] [CrossRef]
- Sohail, M.G.; Alnahhal, W.; Taha, A.; Abdelaal, K. Sustainable alternative aggregates: Characterization and influence on mechanical behavior of basalt fiber reinforced concrete. Constr. Build. Mater. 2020, 255, 119365. [Google Scholar] [CrossRef]
- Koenders, E.A.B.; Martinelli, M.P.E. Compressive strength and hydration processes of concrete with recycled aggregates. Cem. Concr. Res. 2014, 56, 203–212. [Google Scholar] [CrossRef]
- Lv, J.; Zhou, T.; Li, K. Investigation and Application of a New Low-Carbon Material (Preplaced Aggregate Concrete) in Concrete-Filled Steel Tube Stub Columns. Sustainability 2020, 12, 1768. [Google Scholar] [CrossRef]
- Lv, J.; Zhou, T.; Du, Q.; Li, K.; Jin, L. Research on the Bond Behavior of Preplaced Aggregate Concrete-Filled Steel Tube Columns. Materials 2020, 13, 300. [Google Scholar] [CrossRef]
- Alfayez, S.; Ali, M.; Nehdi, M. Eco-Efficient Fiber-Reinforced Preplaced Recycled Aggregate Concrete under Impact Loading. Infrastructures 2019, 4, 37. [Google Scholar] [CrossRef]
- Ghahari, S.A.; Mohammadi, A.; Ramezanianpour, A.A. Performance assessment of natural pozzolan roller compacted concrete pavements. Case Stud. Constr. Mater. 2017, 7, 82–90. [Google Scholar] [CrossRef]
- Sargam, Y.; Wang, K.; Alleman, J.E. Effects of modern concrete materials on thermal conductivity. J. Mater. Civ. Eng. 2020, 32, 04020058. [Google Scholar] [CrossRef]
- Adams, M.P.; Ideker, J.H. Influence of aggregate type on conversion and strength in calcium aluminate cement concrete. Cem. Concr. Res. 2017, 100, 284–296. [Google Scholar] [CrossRef]
- Vaganov, V.; Kireev, A.; Avdeev, S.; Šahmenko, G.; Šinka, M. Prospects for Effective Use of Dolmite in Concrete Compositions. Constr. Sci. 2016, 19, 27–32. [Google Scholar] [CrossRef][Green Version]
- Gawenda, T. Układ Urządzeń do Produkcji Kruszyw Foremnych—Udzielony AGH w Krakowie. Patent PL 233689 B1, 29 November 2019. (In Polish). [Google Scholar]
- Gawenda, T.; Krawczykowski, D.; Krawczykowska, A.; Saramak, A.; Nad, A. Application of Dynamic Analysis Methods into Assessment of Geometric Properties of Chalcedonite Aggregates Obtained by Means of Gravitational Upgrading Operations. Minerals 2020, 10, 180. [Google Scholar] [CrossRef]
- Nad, A.; Saramak, D. Comparative Analysis of the Strength Distribution for Irregular Particles of Carbonates, Shale, and Sandstone Ore. Minerals 2018, 8, 37. [Google Scholar] [CrossRef]
- Polish Committee for Standardization. PN-EN 933-3:2012. Test for Geometrical Properties of Aggregates. Determination of Particle Shape. Flakiness Index; Polish Committee for Standardization: Warsaw, Poland, 2012. [Google Scholar]
- Kołacz, Z. Właściwości betonów specjalistycznych wykonywanych z zastosowaniem grysów dolomitowych. Bud. Technol. Archit. 2011, 3, 58–62. [Google Scholar]
- Rocha, C.; Luz, C.A.; Cheriaf, M. Effects of dolomite aggregate on the deterioration of concrete floor, 9DBMC-2002. In Proceedings of the 9th International Conference on Durability of Materials and Components, Rotterdam, The Netherlands, 6–8 May 2002. Paper 053. [Google Scholar]
- Polish Committee for Standardization. PN-EN 1097-7:2008. Test for Mechanical and Physical Properties of Aggregates. Determination of the Particle Density of Filler. Pyknometer Method; Polish Committee for Standardization: Warsaw, Poland, 2008. [Google Scholar]
- Polish Committee for Standardization. PN-EN 1097-6:2013. Test for Mechanical and Physical Properties of Aggregates. Part 6: Determination of Particle Density and Water Absorption Part 6: Determination of Particle Density and Water Absorption; Polish Committee for Standardization: Warsaw, Poland, 2013. [Google Scholar]
- Lv, L.; Zhou, T.; Li, K. Development and Investigation of a New Low-Cement-Consumption Concrete—Preplaced Aggregate Concrete. Sustainability 2020, 12, 1080. [Google Scholar] [CrossRef]
- Ostrowski, K.; Sadowski, Ł.; Stefaniuk, D.; Wałach, D.; Gawenda, T.; Oleksik, K.; Usydus, I. The effect of the morphology of coarse aggregate on the properties of self-compacting high-performance fibre-reinforced concreto. Materials 2018, 11, 1372. [Google Scholar] [CrossRef]
- Polish Committee for Standardization. PN-EN12390-3 Testing Hardened Concrete—Part3: Compressive Strength of Test Specimens; Polish Committee for Standardization: Warsaw, Poland, 2009. [Google Scholar]
- Polish Committee for Standardization. PN-EN 206-1 Beton—Wymagania, Właściwości, Produkcja i Zgodność; Polish Committee for Standardization: Warsaw, Poland, 2005. (In Polish) [Google Scholar]
- Polish Committee for Standardization. PN-EN ISO 12524 Building Materials and Products. Hygrothermal Properties. Tabulated Desing Values; Polish Committee for Standardization: Warsaw, Poland, 2003. [Google Scholar]
- Stempkowska, A.; Izak, P.; Mastalska-Popławska, J.; Staszewska, M. The analysis of thermal properties of selected rock materials by thermovision methods. J. Pol. Min. Eng. Soc. 2018, 20, 337–344. [Google Scholar]
- Zergadło, B.; Halicka, A. Analiza właściwości cieplnych betonu z kruszywem z odpadów ceramiki sanitarnej. Bud. Archit. 2011, 9, 39–49. [Google Scholar]
- Babińska, J. Badania porowatości w ocenie mrozoodporności betonów napowietrzanych. Prace Inst. Tech. Bud. 2011, 4, 3–16. [Google Scholar]
- Glinicki, M.; Zieliński, M. Diagnostyka mikrostruktury porów w betonie wbudowanym w konstrukcje i nawierzchnie. In Proceedings of the IV Konferencja „Dni Betonu—Tradycja i Nowoczesność”, Wisła, Poland, 9–11 October 2006; pp. 331–338. [Google Scholar]
- Kurdowski, W. Inne spojrzenie na problem zgodności cementu z superplastyfikatorem. Cem. Wapno Beton 2010, 5, 296–305. [Google Scholar]
- Tan, H.; Lin, C.; Yang, H.; Ma, B.; Qi, C.; Li, X. Effect of Clay minerals on the properties of cement paste with addition of sodium naphtalene sulphonate superplasticizer. Cem. Wapno Beton 2015, 3, 193–200. [Google Scholar]
- Kułaszka, A.; Kowalska, D.; Chalimoniuk, M.; Wesołowski, M. Ocena możliwości wykorzystania tomografii komputerowej CT do badania betonów nawierzchniowych. Prz. Spaw. 2014, 86, 70–72. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | Density [Mg/m3] | Standard Deviation [Mg/m3] | Water Absorbability [%] | Standard Deviation [%] |
|---|---|---|---|---|
| Regular grain aggregate | 2.65 | 0.05 | 3.24 | 0.24 |
| Irregular grain aggregate | 2.64 | 0.02 | 3.43 | 0.99 |
| Ingredients for 1 m3 of Mix | Weight [kg] |
|---|---|
| CEM I 42.5 R | 380 |
| Sand | 980 |
| Dolomite | 980 |
| Water | 240 |
| Time [s] | Concrete Sample Type | ||
|---|---|---|---|
| 1 Irregular Grains 100%, Direction of Heat Flow Parallel to the Grain Arrangement | 2 Irregular Grains 100%, Direction of Heat Flow Perpendicular to the Grain Arrangement | 3 Regular Grains 100% | |
| Temperature °C | |||
| 0 | 144.1 | 144.7 | 144.4 |
| 30 | 141.5 | 141.5 | 141.1 |
| 60 | 138.9 | 137.7 | 139.4 |
| 90 | 135.2 | 135.6 | 137.0 |
| 150 | 133.6 | 132.5 | 134.2 |
| 210 | 129.6 | 129.5 | 131.2 |
| 330 | 122.8 | 123.4 | 124.6 |
| 510 | 110.5 | 113.4 | 114.6 |
| 1110 | 80.4 | 82.2 | 89.9 |
| 1710 | 66.9 | 68.8 | 73.7 |
| 2610 | 57.6 | 54.4 | 58.6 |
| 3510 | 46.7 | 53.2 | 55.5 |
| Specific Heat | [J/kg∙K] |
|---|---|
| Concrete binder according to PN-EN ISO 12524 [37] | 1000 |
| Dolomite: | |
| CaMg(CO3)2 | 943 |
| CaO | 750 |
| MgO | 924 |
| CO2 | 1073 |
| Sand: SiO2 | 742 |
| Specific heat of tested sample | 881 |
| Sample | m [kg] | ρ [kg/m3] | ΔT [K] |
|---|---|---|---|
| 1 Irregular grains 100% a | 0.980 | 2410 | 97.4 |
| 2 Irregular grains 100% b | 1.030 | 2470 | 91.5 |
| 3 Regular grains 100% | 1.045 | 2450 | 88.9 |
| Sample | ΔQ [J] | P [W] | b [MJ/(m3K)] | bmax [MJ/m3] |
|---|---|---|---|---|
| 1 Irregular grains 100% a | 84 093 | 23.96 | 2.123 | 206.8 |
| 2 Irregular grains 100% b | 83 030 | 23.66 | 2.176 | 199.1 |
| 3 Regular grains 100% | 81 845 | 23.32 | 2.158 | 191.8 |
| Type of Sample | Average Compressive Strength of Concrete [MPa] | Standard Deviation [MPa] | Standard Deviation [%] |
|---|---|---|---|
| 1 Irregular grains 100%, a | 44.6 | 1.03 | 2.31 |
| 2 Irregular grains 100%, b | 43.4 | 1.12 | 2.58 |
| 3 Regular grains 100% | 49.2 | 0.32 | 0.65 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stempkowska, A.; Gawenda, T.; Naziemiec, Z.; Adam Ostrowski, K.; Saramak, D.; Surowiak, A. Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete. Materials 2020, 13, 4358. https://doi.org/10.3390/ma13194358
Stempkowska A, Gawenda T, Naziemiec Z, Adam Ostrowski K, Saramak D, Surowiak A. Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete. Materials. 2020; 13(19):4358. https://doi.org/10.3390/ma13194358
Chicago/Turabian StyleStempkowska, Agata, Tomasz Gawenda, Zdzisław Naziemiec, Krzysztof Adam Ostrowski, Daniel Saramak, and Agnieszka Surowiak. 2020. "Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete" Materials 13, no. 19: 4358. https://doi.org/10.3390/ma13194358
APA StyleStempkowska, A., Gawenda, T., Naziemiec, Z., Adam Ostrowski, K., Saramak, D., & Surowiak, A. (2020). Impact of the Geometrical Parameters of Dolomite Coarse Aggregate on the Thermal and Mechanic Properties of Preplaced Aggregate Concrete. Materials, 13(19), 4358. https://doi.org/10.3390/ma13194358