Laboratory Investigation of Rubberized Asphalt Using High-Content Rubber Powder




Abstract
1. Introduction
2. Preparation of High-Content Rubberized Asphalt
2.1. Raw Materials
2.1.1. Neat Asphalt
2.1.2. Rubber Powder
2.2. Preparation of Rubberized Asphalt
- (1)
- Weigh the raw materials of the modified asphalt according to the mass ratio.
- (2)
- Heat the neat asphalt to 160 °C, and then transport it to the pilot reactor.
- (3)
- Add viscosity reducing agent and reinforcing agent to the pilot reactor, and stir evenly. The viscosity reducing agent is a mix of activator 950, dioctenyl phthalate, and epoxy fatty acid methyl ester. The reinforcing agent is natural asphalt, petroleum resin, and phenolic resin.
- (4)
- Add different contents of rubber powder into the pilot reactor, mix and stir, control the temperature at 180–190 °C, and allow a swelling time of 50 min.
- (5)
- Pump the aforementioned asphalt mixture into a high-power colloid mill for vigorous shear grinding; the high-power colloid mill performs strong shear grinding at a speed of 2000 rpm and a shear time of 15 min.
- (6)
- Add stabilizer to the asphalt mixture after vigorous shear grinding. The stabilizer is a mixture of sulfur and organic sulfide.
- (7)
- Pump the combined asphalt mixture and stabilizer to a colloid mill for weak shear grinding to obtain a modified asphalt product (2000 rpm speed and a shear time of 10 min).
3. Experiment Methods
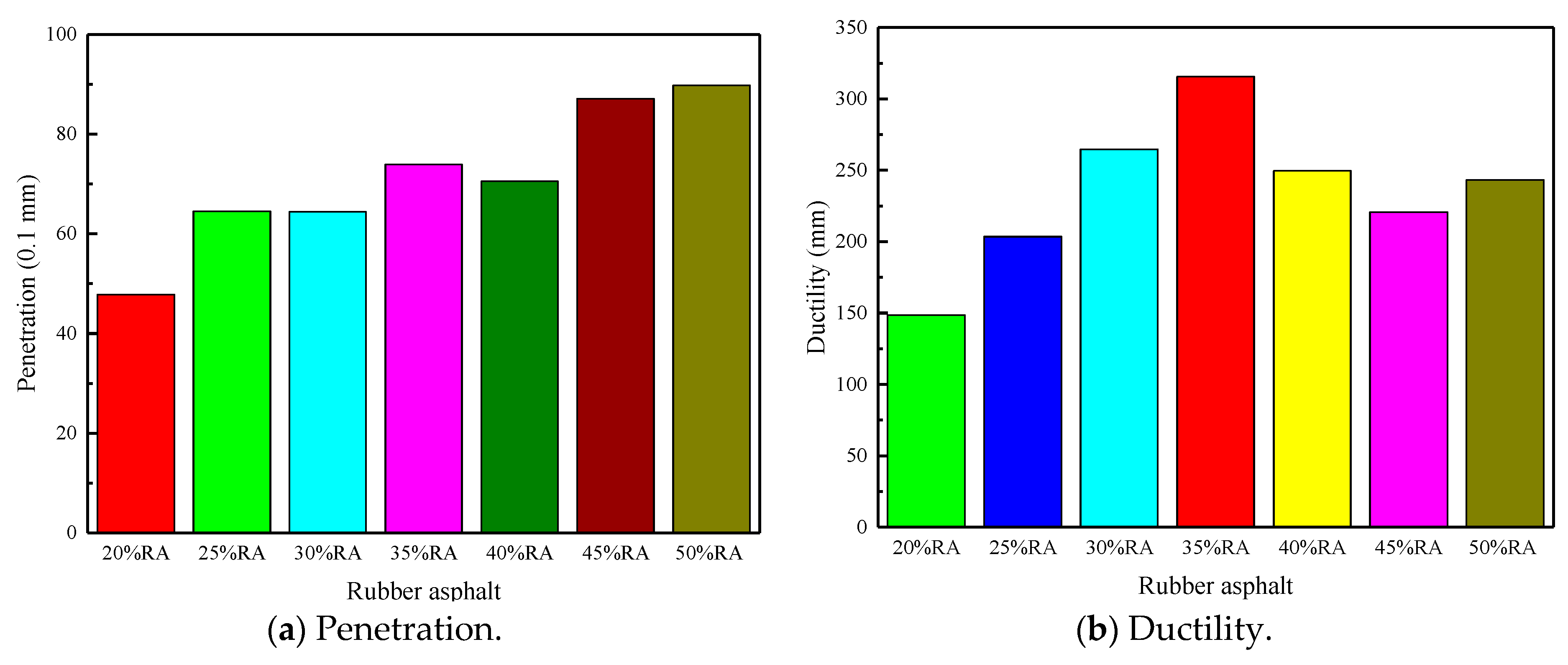
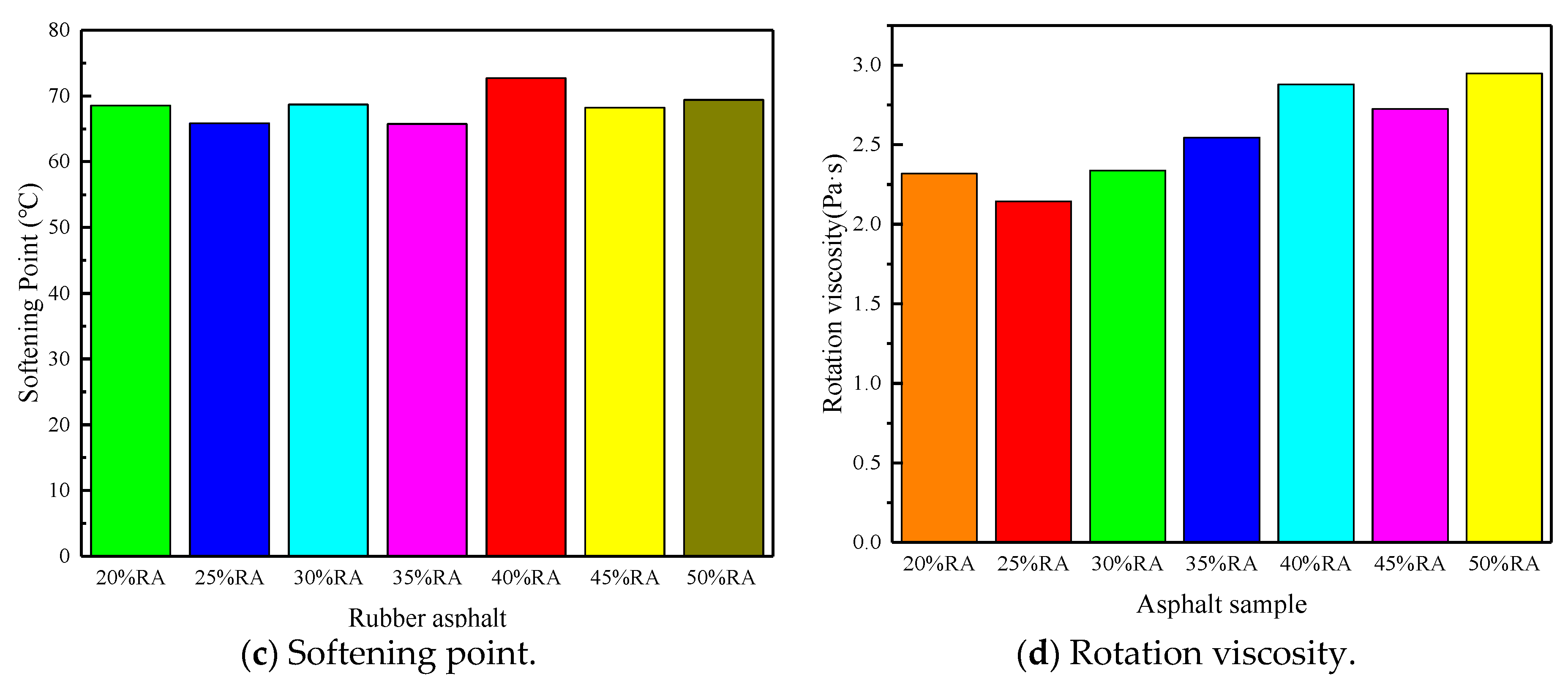
3.1. Penetration, Ductility, Softening Point, and Rotation Viscosity
3.2. Dynamic Shear Rheology Test (DSR)
- (1)
- Prepare samples according to standard methods.
- (2)
- Select a test plate with a diameter of 25 ± 0.05 mm and clean its surface. Place it on the testing machine and move the top plate to make the plate gap 1 ± 0.05 mm.
- (3)
- Take out the test board, pour the sample on the test board, and install the test board on the testing machine after the sample hardens. Moreover, move the test board to squeeze the sample, heat the test piece repairer, and clean up the overflowing test piece. Then, adjust the gap to 1 ± 0.05 mm.
- (4)
- After the temperature control box temperature remains stable at 60 °C for 2 min, start loading, and perform frequency scanning.
3.3. Bending Beam Bheometer Test (BBR)
- (1)
- Put the test piece into the prepared thermostatic bath immediately after demolding, keep it there for 60 ± 5 min, then place it on the support, and keep the thermostatic bath within ±0.1 °C of the test temperature;
- (2)
- Input relevant information such as test temperature, test load, and test piece data into the computer;
- (3)
- Manually apply a contact load of 35 ± 10 mN to the specimen, and ensure that the application time does not exceed 10 s. The specimen must be in contact with the load head during the application process;
- (4)
- Activate the automatic loading system, apply an initial load of 980 ± 50 mN within 1 ± 0.1 s, reduce the load to 35 ± 10 mN, and maintain it for 20 ± 1 s. Apply a test load of 980 ± 50 mN for 240 s, and the computer will automatically record and calculate the load and deformation values from 0.5 s at intervals of 0.5 s. Remove the test load and return the system to a contact load of 35 ± 10 mN, remove the test piece, and proceed to the next test.
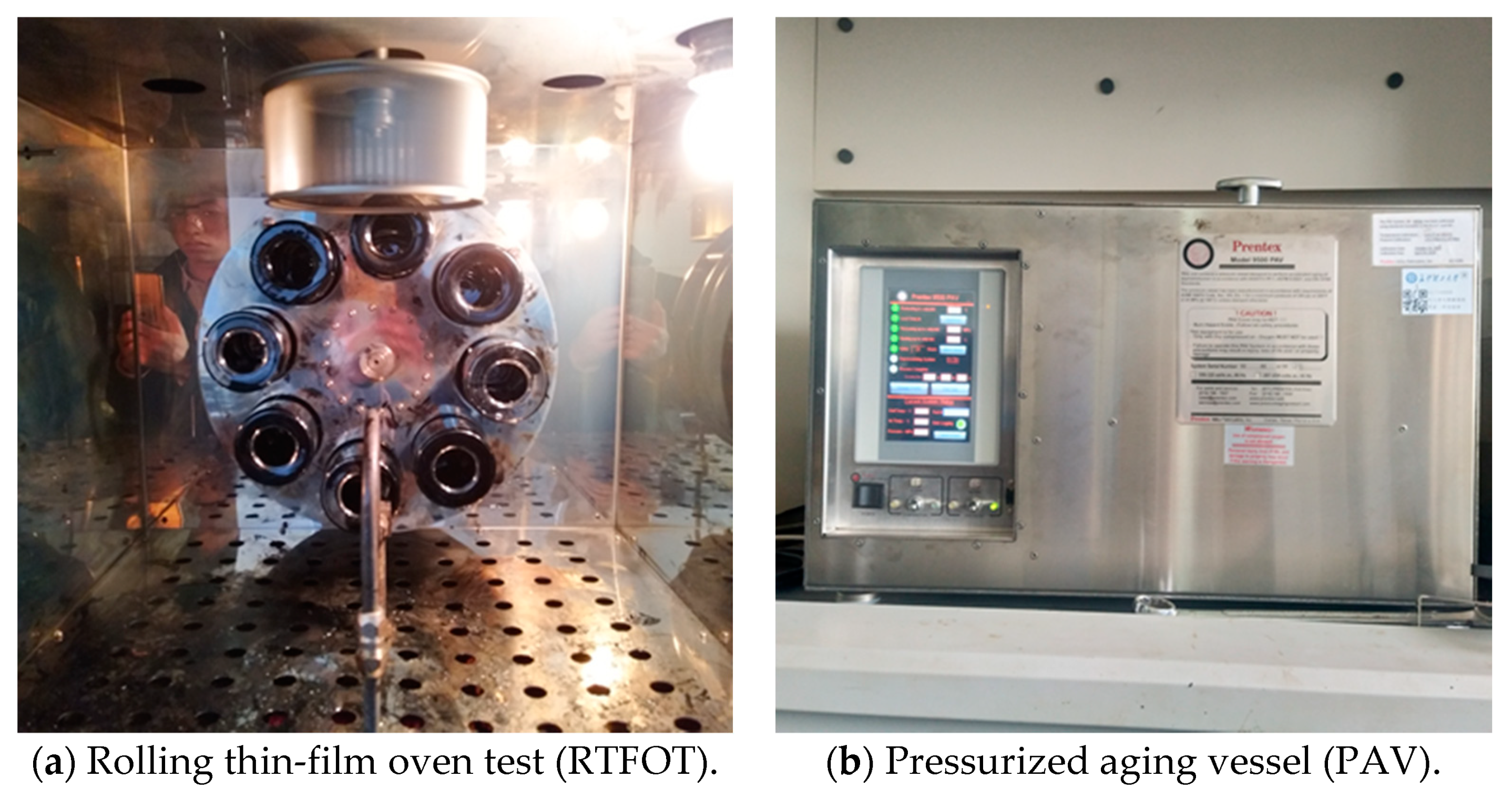
3.4. Aging Test
3.4.1. Rolling Thin-Film Oven Test (RTFOT)
3.4.2. Accelerated Aging Test of Asphalt Binder Using a Pressurized Aging Vessel (PAV)
- (1)
- Pour the asphalt residue from the rolling thin-film oven test into the container.
- (2)
- Balance the standard film oven test sample tray of known quality, add 50 ± 0.5 g of asphalt to the plate, and make the asphalt film thickness about 3.2 mm.
- (3)
- Put the tray rack in the pressure vessel, select the temperature of the pressure aging container, then turn on the heater to preheat the rack to the selected aging temperature of 100 °C.
- (4)
- After reaching the aging temperature, quickly open it and put it into the prepared sample tray, then and close the pressure vessel.
- (5)
- When the internal temperature of the pressure vessel is lower than 2 °C (required within 2 h), start to supply air of 2.1 ± 0.1 MPa pressure and time.
- (6)
- Keep the temperature and air pressure constant for 20 h ± 10 min; after 20 h, open the pressure reducing valve to make the pressure in the pressure vessel reach the same pressure as the outside pressure in 8–15 min.
3.5. Fourier Transform Infrared Reflection (FTIR)
- (1)
- Use carbon tetrachloride (CCI4) reagent to fully dissolve the modified asphalt (0.1 g asphalt needs 2 mL of CCI4 reagent to dissolve).
- (2)
- After dissolving completely, drop 2 drops on a potassium bromide (KBr) wafer and air dry.
- (3)
- When the sample is cooled, it can be put into the sample tank for scanning. During the test, the beam acquisition interval is set at 400–4000 cm−1, the scanning times are 32, and the resolution is 4 cm−1.
3.6. Scanning Electron Microscope (SEM)
4. Test Results and Discussions
4.1. General Physical Properties
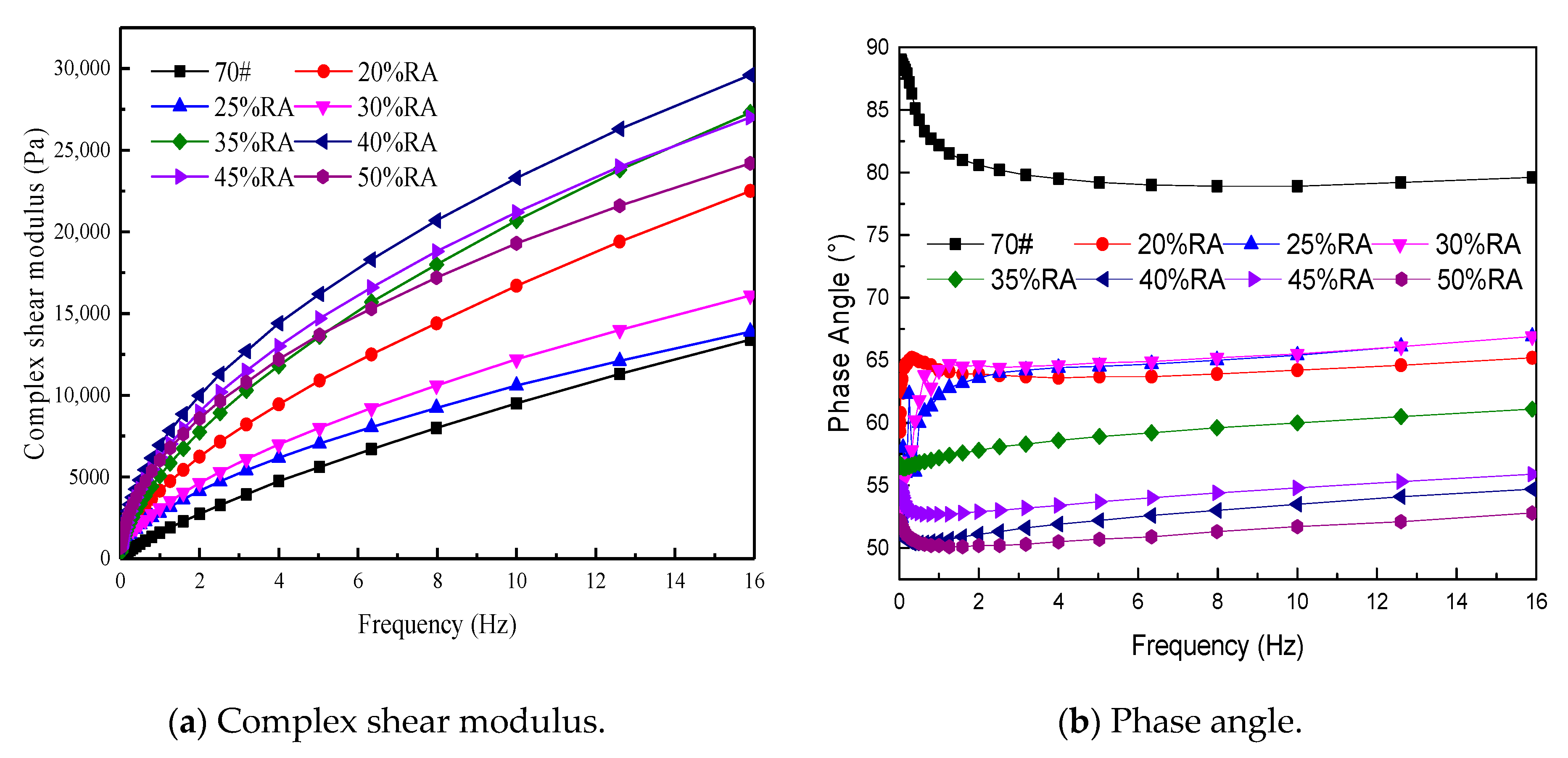
4.2. High-Temperature Rheological Properties
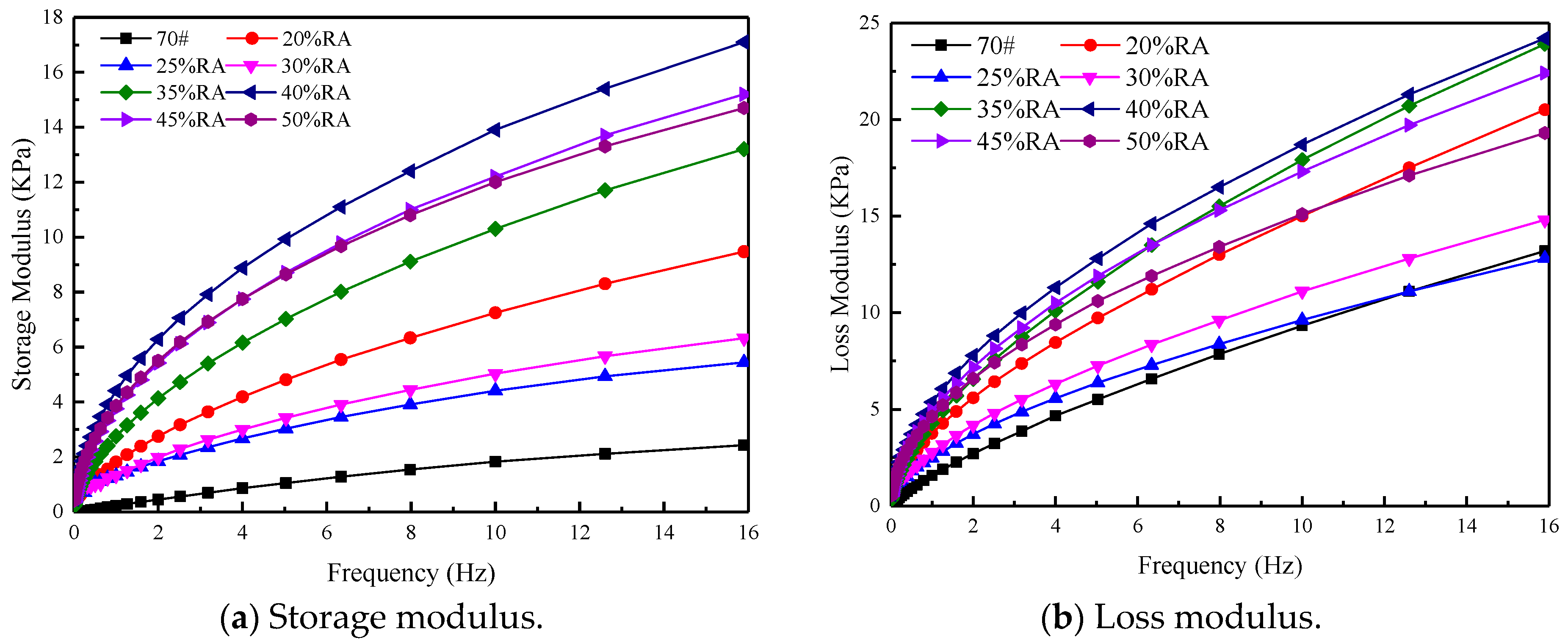
4.2.1. Viscoelastic Properties
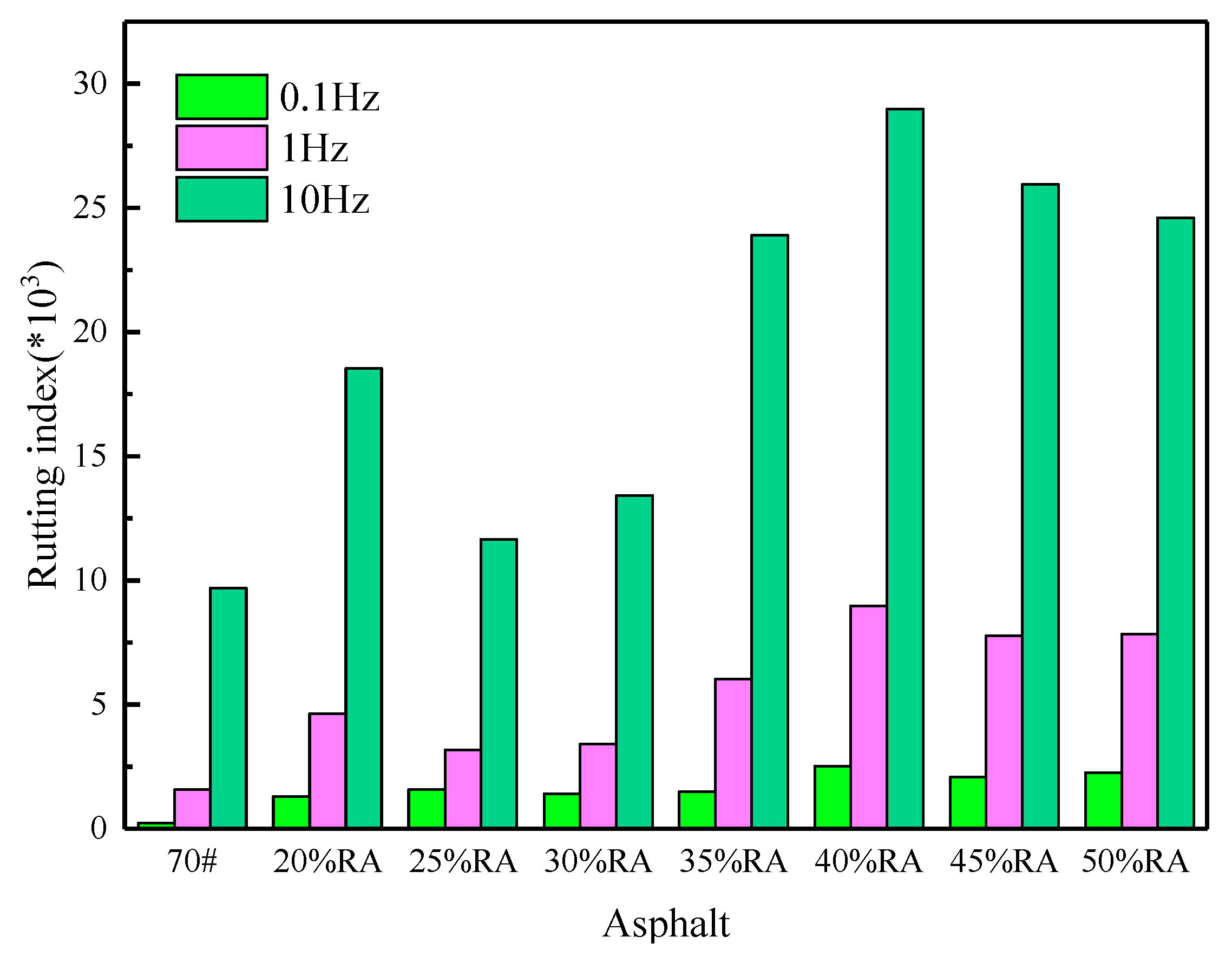
4.2.2. Anti-Rutting Performance
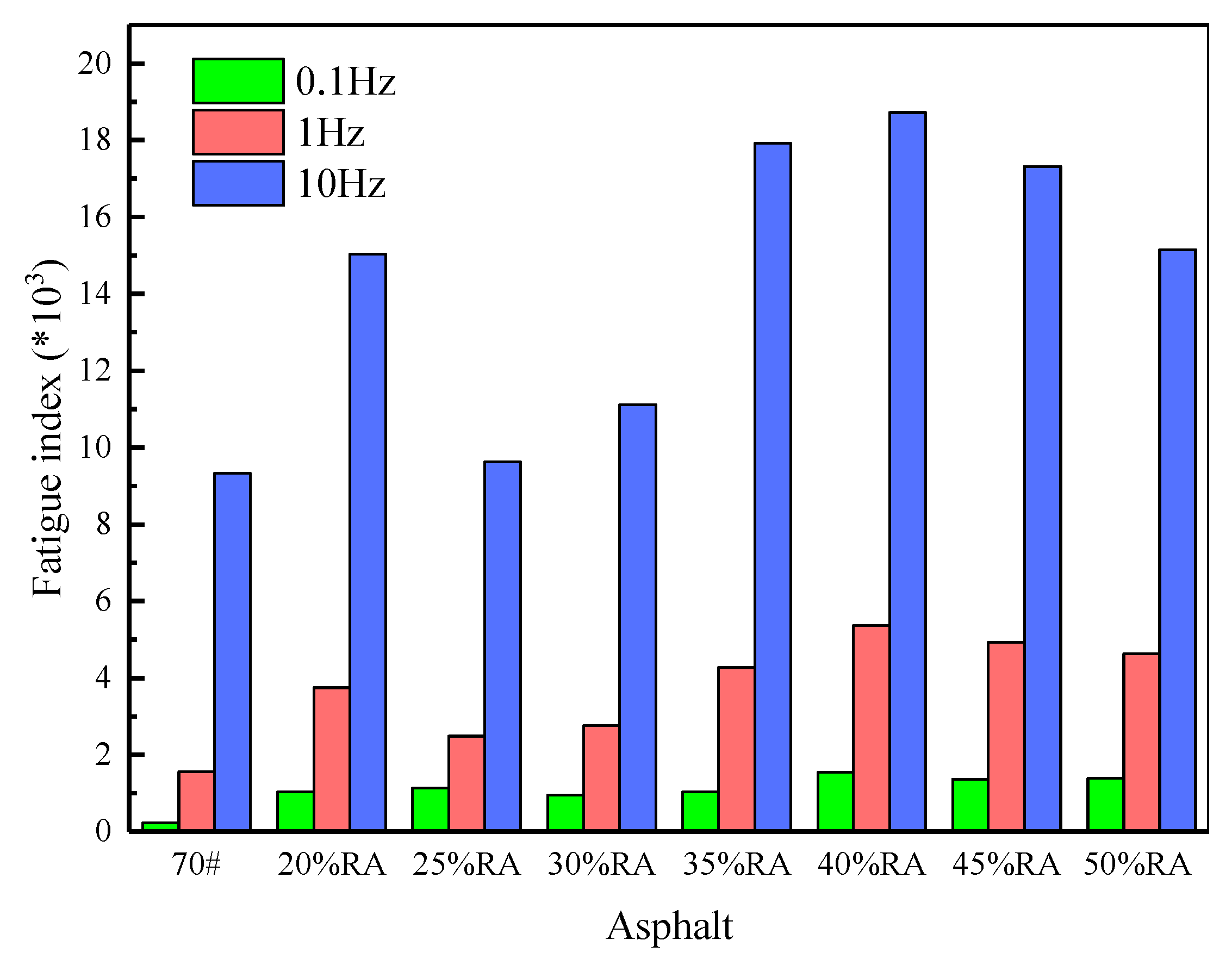
4.2.3. Fatigue Resistance
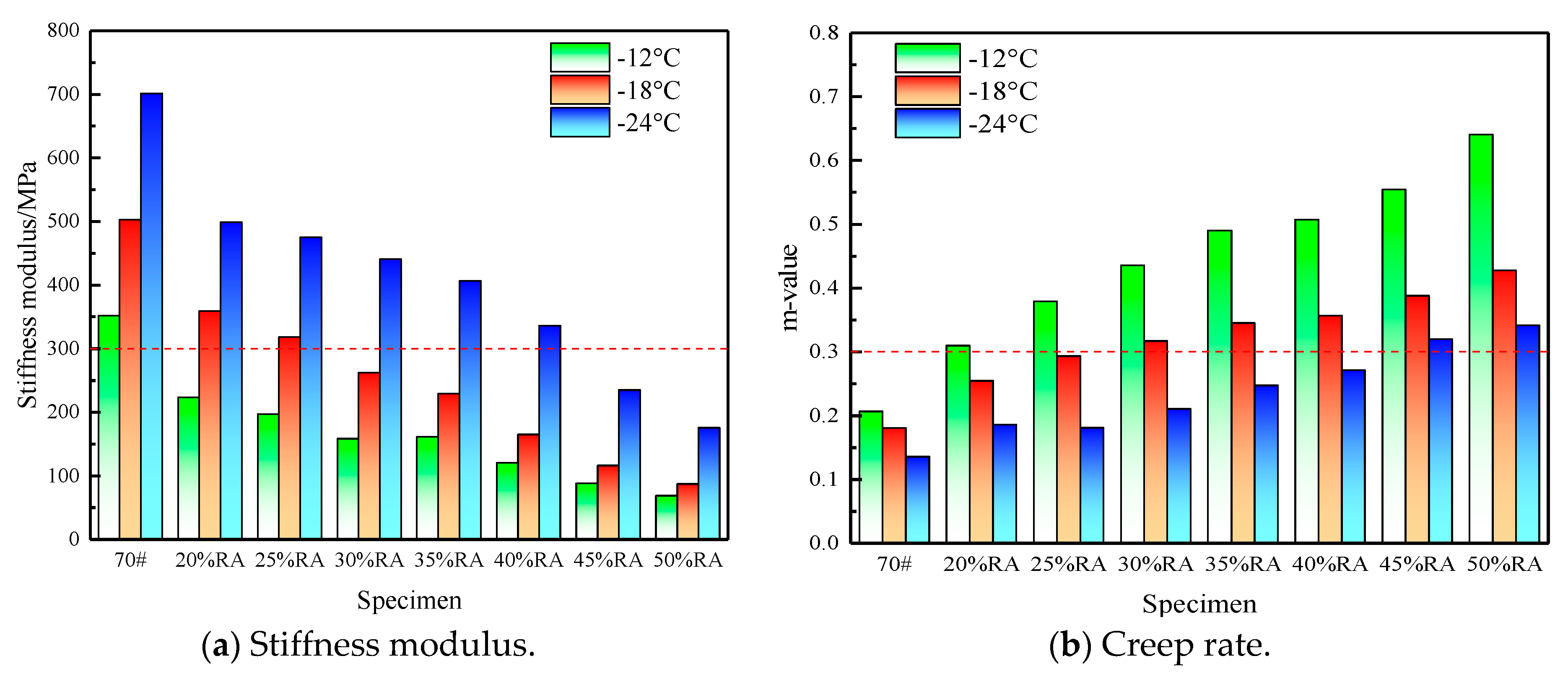
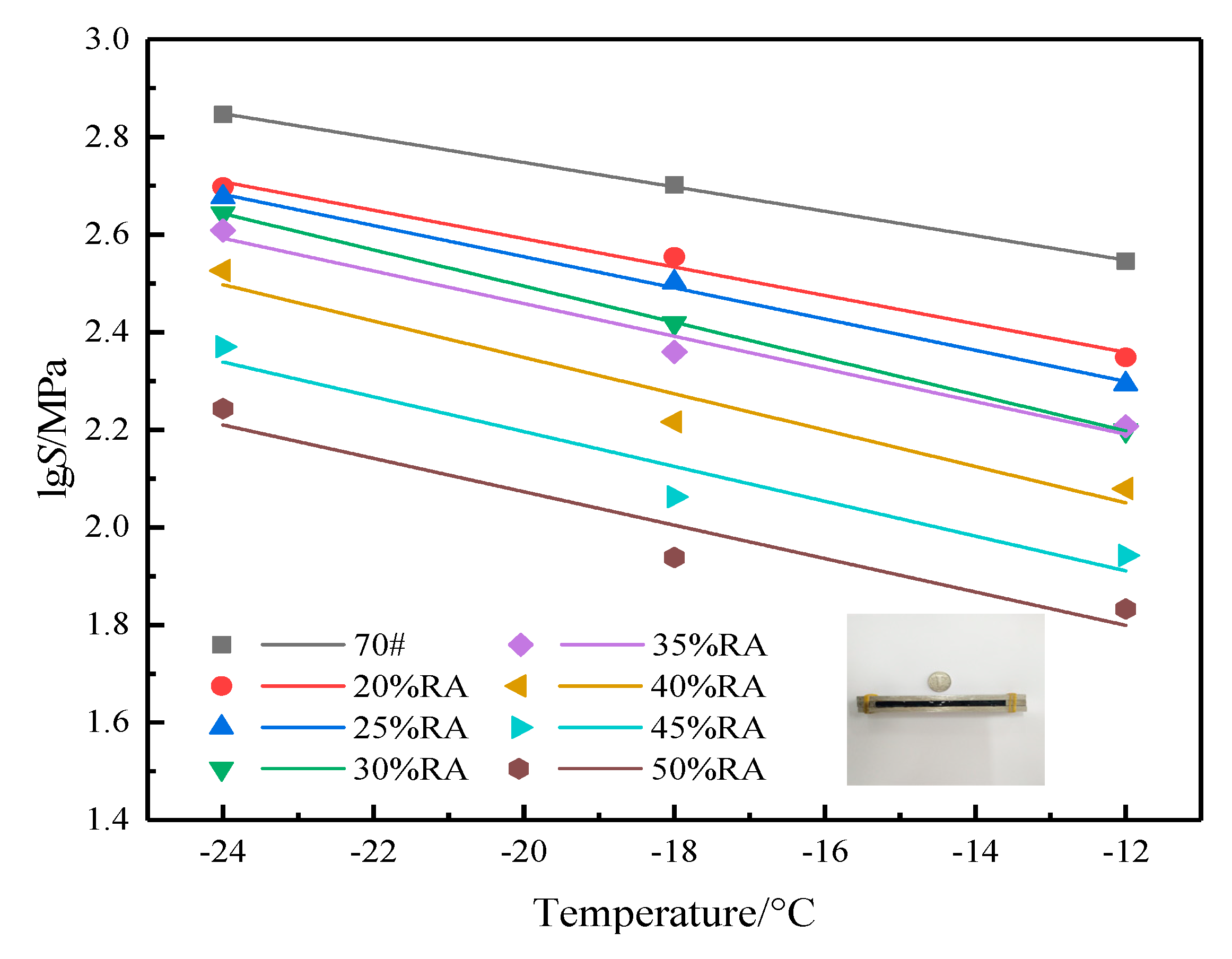
4.3. Low-Temperature Rheological Properties
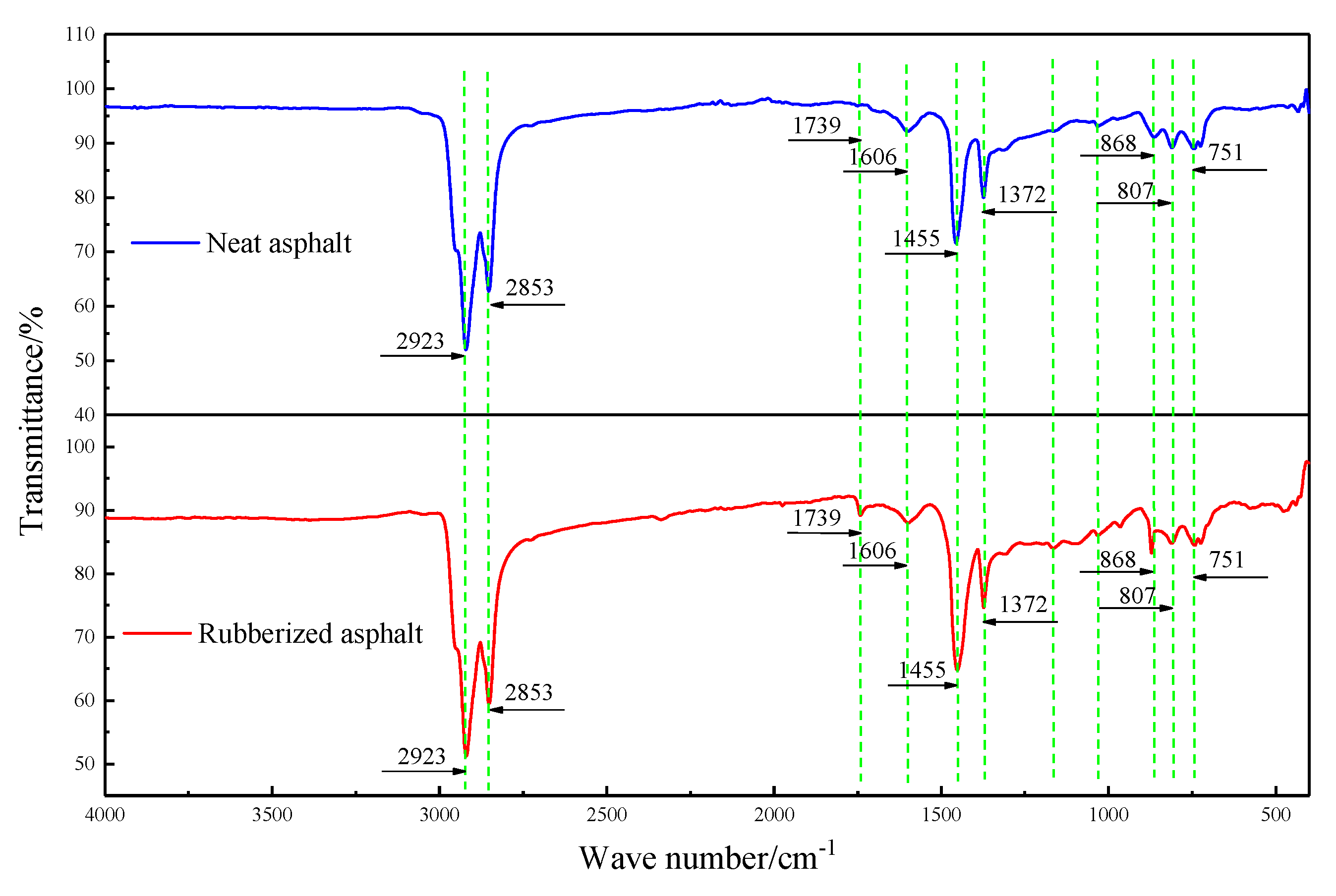
4.4. Fourier Transform Infrared Reflection (FTIR)
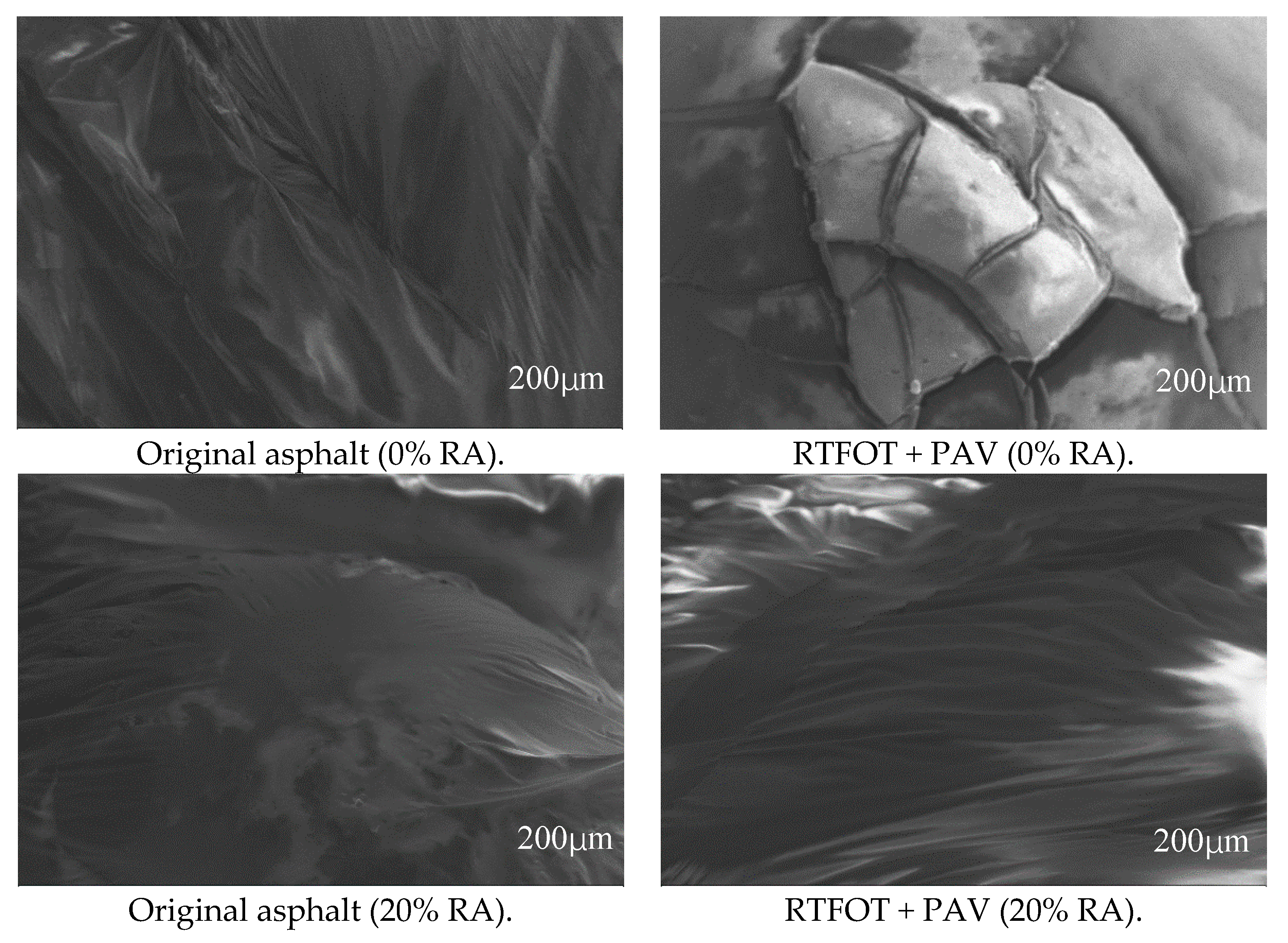
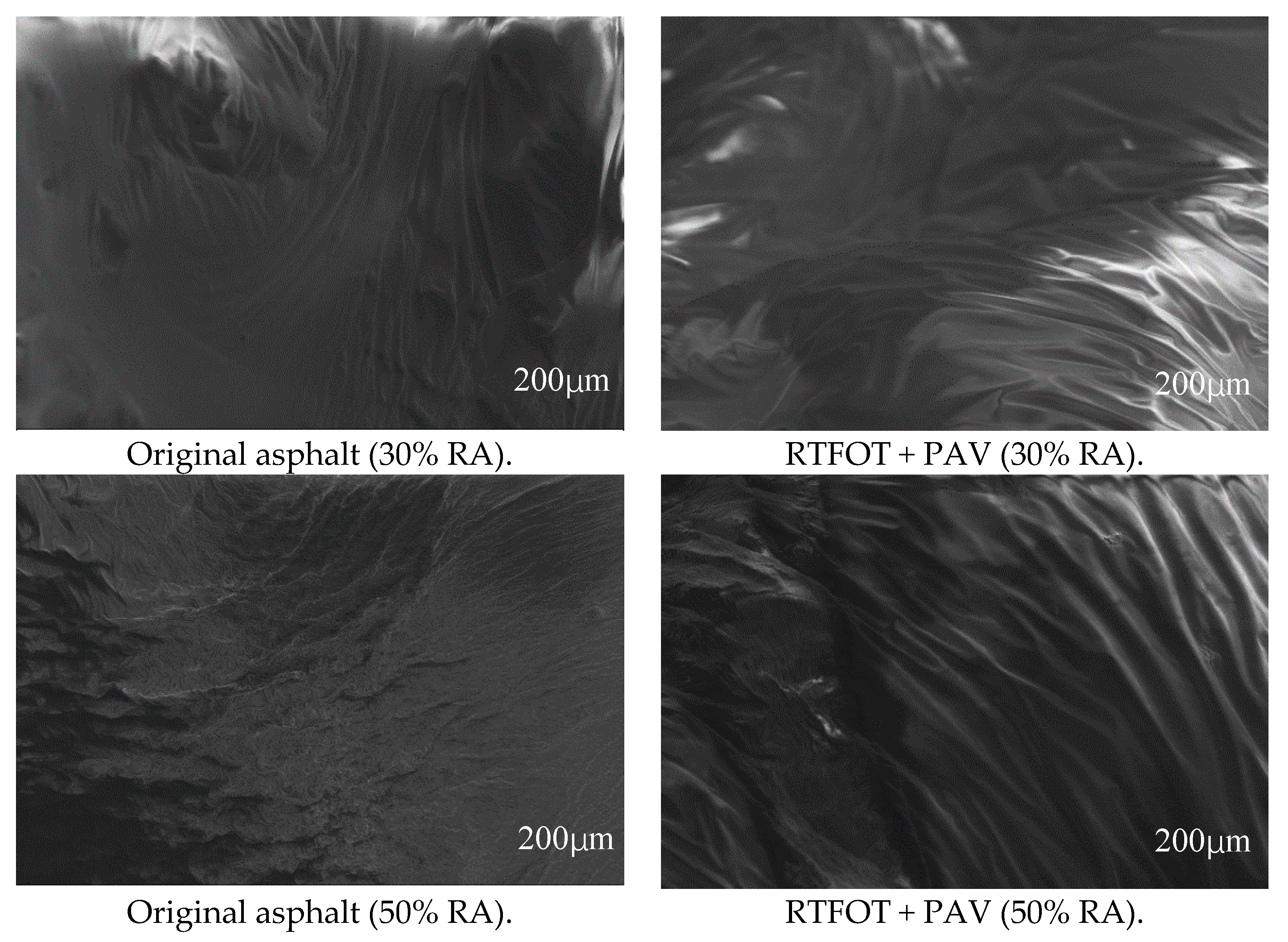
4.5. Scanning Electron Microscope (SEM)
4.6. Economic Analysis
5. Conclusions
- (1)
- No matter the conventional physical properties or rheological performance, high-content rubberized asphalt has excellent high-temperature properties, low-temperature characteristics, and fatigue resistance compared with neat asphalt.
- (2)
- Compared with the rubberized asphalt with 20% rubber powder, high-content rubberized asphalt’s performance is adjustable and controllable. With the rise in rubber powder content, the high-temperature properties first increase and then decrease, and the low-temperature characteristics are enhanced.
- (3)
- The FTIR test shows that the HCRA is physically modified. The rubber powder forms an excellent network connection with the neat asphalt, as confirmed by SEM imaging. The microscopic appearance of high-content rubberized asphalt before and after aging shows little change, and it still has favorable compatibility and stability after long-term aging.
- (4)
- In this research, a comprehensive test of high-content rubberized asphalt was carried out from macro and micro perspectives, highlighting the significance of applying high-content rubberized asphalt in practical engineering. The next examination should employ the Linear Amplitude Sweep (LAS) and Multiple Stress Creep Recovery (MSCR) tests, while also focusing on the road performance and mechanical properties of high-content rubberized asphalt mixtures.
Author Contributions
Funding
Conflicts of Interest
References
- Wen, Y.; Liu, Q.; Chen, L.; Pei, J.; Zhang, J.; Li, R. Review and comparison of methods to assess the storage stability of terminal blend rubberized asphalt binders. Constr. Build. Mater. 2020, 258, 119586. [Google Scholar] [CrossRef]
- Nanjegowda, V.H.; Biligiri, K.P. Recyclability of rubber in asphalt roadway systems: A review of applied research and advancement in technology. Resour. Conserv. Recycl. 2020, 155, 104655. [Google Scholar] [CrossRef]
- Wang, T.; Xiao, F.; Amirkhanian, S.; Huang, W.; Zheng, M. A review on low temperature performances of rubberized asphalt materials. Constr. Build. Mater. 2017, 145, 483–505. [Google Scholar] [CrossRef]
- Li, J.; Xiao, F.; Amirkhanian, S.N. Rheological and chemical characterization of plasma-treated rubberized asphalt using customized extraction method. Fuel 2020, 264, 116819. [Google Scholar] [CrossRef]
- Sheng, Y.; Li, H.; Geng, J.; Tian, Y.; Li, Z.; Xiong, R. Production and performance of desulfurized rubber asphalt binder. Int. J. Pavement Res. Technol. 2017, 10, 262–273. [Google Scholar] [CrossRef]
- Zhu, J.; Ma, T.; Dong, Z. Evaluation of optimum mixing conditions for rubberized asphalt mixture containing reclaimed asphalt pavement. Constr. Build. Mater. 2020, 234, 117426. [Google Scholar] [CrossRef]
- Wen, Y.; Wang, Y.; Zhao, K.; Chong, D.; Huang, W.; Hao, G.; Mo, S. The engineering, economic, and environmental performance of terminal blend rubberized asphalt binders with wax-based warm mix additives. J. Clean. Prod. 2018, 184, 985–1001. [Google Scholar] [CrossRef]
- Kabir, S.F.; Mousavi, M.; Fini, E.H. Selective adsorption of bio-oils’ molecules onto rubber surface and its effects on stability of rubberized asphalt. J. Clean. Prod. 2020, 252, 119856. [Google Scholar] [CrossRef]
- Tang, N.; Huang, W.; Xiao, F. Chemical and rheological investigation of high-cured crumb rubber-modified asphalt. Constr. Build. Mater. 2016, 123, 847–854. [Google Scholar] [CrossRef]
- Wang, S.; Cheng, D.; Xiao, F. Recent developments in the application of chemical approaches to rubberized asphalt. Constr. Build. Mater. 2017, 131, 101–113. [Google Scholar] [CrossRef]
- Karacasua, M.; Er, A.; Okur, V. Energy Efficiency of Rubberized Asphalt Concrete Under Low-temperature Conditions. Procedia Soc. Behav. Sci. 2012, 54, 1242–1249. [Google Scholar] [CrossRef][Green Version]
- Wang, T.; Xiao, F.; Zhu, X.; Huang, B.; Wang, J.; Amirkhanian, S. Energy consumption and environmental impact of rubberized asphalt pavement. J. Clean. Prod. 2018, 180, 139–158. [Google Scholar] [CrossRef]
- Zhou, T.; Kabir, S.F.; Cao, L.; Luan, H.; Dong, Z.; Fini, E.H. Comparing effects of physisorption and chemisorption of bio-oil onto rubber particles in asphalt. J. Clean. Prod. 2020, 273, 123112. [Google Scholar] [CrossRef]
- Qian, C.; Fan, W. Evaluation and characterization of properties of crumb rubber/SBS modified asphalt. Mater. Chem. Phys. 2020, 253, 123319. [Google Scholar] [CrossRef]
- Ziari, H.; Divandari, H.; Hajiloo, M.; Amini, A. Investigating the effect of amorphous carbon powder on the moisture sensitivity, fatigue performance and rutting resistance of rubberized asphalt concrete mixtures. Constr. Build. Mater. 2019, 217, 62–72. [Google Scholar] [CrossRef]
- Chen, Z.; Pei, J.; Wang, T.; Amirkhanian, S. High temperature rheological characteristics of activated crumb rubber modified asphalts. Constr. Build. Mater. 2019, 194, 122–131. [Google Scholar] [CrossRef]
- Tahami, S.A.; Mirhosseini, A.F.; Dessouky, S.; Mork, H.; Kavussi, A. The use of high content of fine crumb rubber in asphalt mixes using dry process. Constr. Build. Mater. 2019, 222, 643–653. [Google Scholar] [CrossRef]
- Shirini, B.; Imaninasab, R. Performance evaluation of rubberized and SBS modified porous asphalt mixtures. Constr. Build. Mater. 2016, 107, 165–171. [Google Scholar] [CrossRef]
- Lin, P.; Huang, W.; Tang, N.; Xiao, F. Performance characteristics of Terminal Blend rubberized asphalt with SBS and polyphosphoric acid. Constr. Build. Mater. 2017, 141, 171–182. [Google Scholar] [CrossRef]
- Xie, Z.; Shen, J. Performance properties of rubberized stone matrix asphalt mixtures produced through different processes. Constr. Build. Mater. 2016, 104, 230–234. [Google Scholar] [CrossRef]
- Veeraiah, H.K.; Nagabhushanarao, S.S. Effect of optimized short-term aging temperature on rheological properties of rubberized binders containing warm mix additives. Constr. Build. Mater. 2020, 261, 120019. [Google Scholar] [CrossRef]
- Li, B.; Huang, W.; Tang, N.; Hu, J.; Lin, P.; Guan, W.; Xiao, F.; Shan, Z. Evolution of components distribution and its effect on low temperature properties of terminal blend rubberized asphalt binder. Constr. Build. Mater. 2017, 136, 598–608. [Google Scholar] [CrossRef]
- Pszczoła, M.; Jaczewski, M.; Szydłowski, C.; Judycki, J.; Dołżycki, B. Evaluation of Low Temperature Properties of Rubberized Asphalt Mixtures. Procedia Eng. 2017, 172, 897–904. [Google Scholar] [CrossRef]
- Tang, N.; Lv, Q.; Huang, W.; Lin, P.; Yan, C. Chemical and rheological evaluation of aging characteristics of terminal blend rubberized asphalt binder. Constr. Build. Mater. 2019, 205, 87–96. [Google Scholar] [CrossRef]
- Ziari, H.; Amini, A.; Goli, A. Investigation of blending conditions effect on GTR dissolution and rheological properties of rubberized binders. Constr. Build. Mater. 2020, 242, 117828. [Google Scholar] [CrossRef]
- JTG E20-2011. Standard Test Methods of Bitumen and Bituminous Mixture for Highway Engineering; China Communications Press: Beijing, China, 2011. [Google Scholar]
- Guoqing, W. A modified Asphalt with Waste Rubber Powder and Its Preparation Method. China Patent 201410137564X, 8 April 2014. [Google Scholar]
- Hou, X.; Lv, S.; Chen, Z.; Xiao, F. Applications of Fourier transform infrared spectroscopy technologies on asphalt materials. Measurement 2018, 121, 304–316. [Google Scholar] [CrossRef]
- JT/T798-2019. Asphalt Rubber for Highway Engineering; China Communications Press: Beijing, China, 2019. [Google Scholar]
- Huang, W.; Lin, P.; Tang, N.; Hu, J.; Xiao, F. Effect of crumb rubber degradation on components distribution and rheological properties of Terminal Blend rubberized asphalt binder. Constr. Build. Mater. 2017, 151, 897–906. [Google Scholar] [CrossRef]
- Mansourkhaki, A.; Aghasi, A. Performance of rubberized asphalt containing liquid nanomaterial anti-strip agent. Constr. Build. Mater. 2019, 214, 468–474. [Google Scholar] [CrossRef]
- Liu, J.; Yu, B.; Hong, Q. Molecular dynamics simulation of distribution and adhesion of asphalt components on steel slag. Constr. Build. Mater. 2020, 255, 119332. [Google Scholar] [CrossRef]
- Shen, J.; Li, B.; Xie, Z. Interaction between crumb rubber modifier (CRM) and asphalt binder in dry process. Constr. Build. Mater. 2017, 149, 202–206. [Google Scholar] [CrossRef]
- Tang, N.; Dong, R. Anti-Aging potential of sulphur in terminal blend rubberized asphalt binder. Constr. Build. Mater. 2020, 250, 118858. [Google Scholar] [CrossRef]
- Hosseinnezhad, S.; Kabir, S.F.; Oldham, D.; Mousavi, M.; Fini, E.H. Surface functionalization of rubber particles to reduce phase separation in rubberized asphalt for sustainable construction. J. Clean. Prod. 2019, 225, 82–89. [Google Scholar] [CrossRef]
- Qu, F. Laboratory Investigation for the Road Performance of Asphalt Mixtures Modified by Rock Asphalt/Styrene Butadiene Rubber. J. Mater. Civ. Eng. in Press. [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Parallel Test | Average Value | Technical Requirement | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| Penetration/0.1 mm | 64.1 | 64.5 | 67.6 | 65.4 | 60–80 |
| Ductility (15 °C, 5 cm/min)/cm | 133.1 | 133.3 | 133.7 | 133.4 | ≥100 |
| Softening point/°C | 49.5 | 50.2 | 49.85 | 49.9 | ≥46 |
| Dynamic viscosity (60 °C)/Pa·s | 198.2 | 189.5 | 205.1 | 197.6 | ≥180 |
| Wax content/% | 2.08 | 1.99 | 1.87 | 1.98 | ≤2.2 |
| Density (15 °C)g/cm3 | 1.021 | 1.025 | 1.02 | 1.022 | – |
| Type | Ash Content/% | Acetone Extract/% | Carbon Black Content/% | Rubber Hydrocarbon Content/% | Tensile Strength/MPa | Elongation at Break/% |
|---|---|---|---|---|---|---|
| Rubber powder | 6 | 9.21 | 32 | 55 | 16 | 620 |
| Asphalt Binder | STS | C | R2 |
|---|---|---|---|
| 70# | −0.025 | 2.247 | 0.999 |
| 20% | −0.0291 | 2.009 | 0.978 |
| 25% | −0.0319 | 1.915 | 0.994 |
| 30% | −0.0371 | 1.752 | 0.999 |
| 35% | −0.0334 | 1.789 | 0.963 |
| 40% | −0.0372 | 1.603 | 0.904 |
| 45% | −0.0356 | 1.482 | 0.88 |
| 50% | −0.0342 | 1.388 | 0.853 |
| Rubberized Asphalt | 20% RA | 25% RA | 30% RA | 35% RA | 40% RA | 45% RA | 50% RA |
|---|---|---|---|---|---|---|---|
| Rubber powder content (%) | 20 | 25 | 30 | 35 | 40 | 45 | 50 |
| Neat asphalt content (%) | 80 | 75 | 70 | 65 | 60 | 55 | 50 |
| Unit price of rubber powder (RMB/ton) | 1500 | 1500 | 1500 | 1500 | 1500 | 1500 | 1500 |
| Unit price of neat asphalt (RMB/ton) | 2900 | 2900 | 2900 | 2900 | 2900 | 2900 | 2900 |
| Unit price of rubber powder and neat asphalt (RMB/ton) | 2620 | 2550 | 2480 | 2410 | 2340 | 2270 | 2200 |
| Admixtures and labor costs (RMB/ton) | 800 | 900 | 950 | 1000 | 1100 | 1150 | 1200 |
| Total cost (RMB/ton) | 3420 | 3450 | 3430 | 3410 | 3440 | 3420 | 3400 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Wang, X.; Lv, S.; Qin, L.; Peng, X. Laboratory Investigation of Rubberized Asphalt Using High-Content Rubber Powder. Materials 2020, 13, 4437. https://doi.org/10.3390/ma13194437
Wang G, Wang X, Lv S, Qin L, Peng X. Laboratory Investigation of Rubberized Asphalt Using High-Content Rubber Powder. Materials. 2020; 13(19):4437. https://doi.org/10.3390/ma13194437
Chicago/Turabian StyleWang, Guoqing, Xinqiang Wang, Songtao Lv, Lusheng Qin, and Xinghai Peng. 2020. "Laboratory Investigation of Rubberized Asphalt Using High-Content Rubber Powder" Materials 13, no. 19: 4437. https://doi.org/10.3390/ma13194437
APA StyleWang, G., Wang, X., Lv, S., Qin, L., & Peng, X. (2020). Laboratory Investigation of Rubberized Asphalt Using High-Content Rubber Powder. Materials, 13(19), 4437. https://doi.org/10.3390/ma13194437