Synthesis and Electromagnetic Interference Shielding Performance of Ti3SiC2-Based Ceramics Fabricated by Liquid Silicon Infiltration

Abstract
:1. Introduction
2. Experimental
2.1. Materials Preparation
2.2. Characterization
3. Results and Discussion
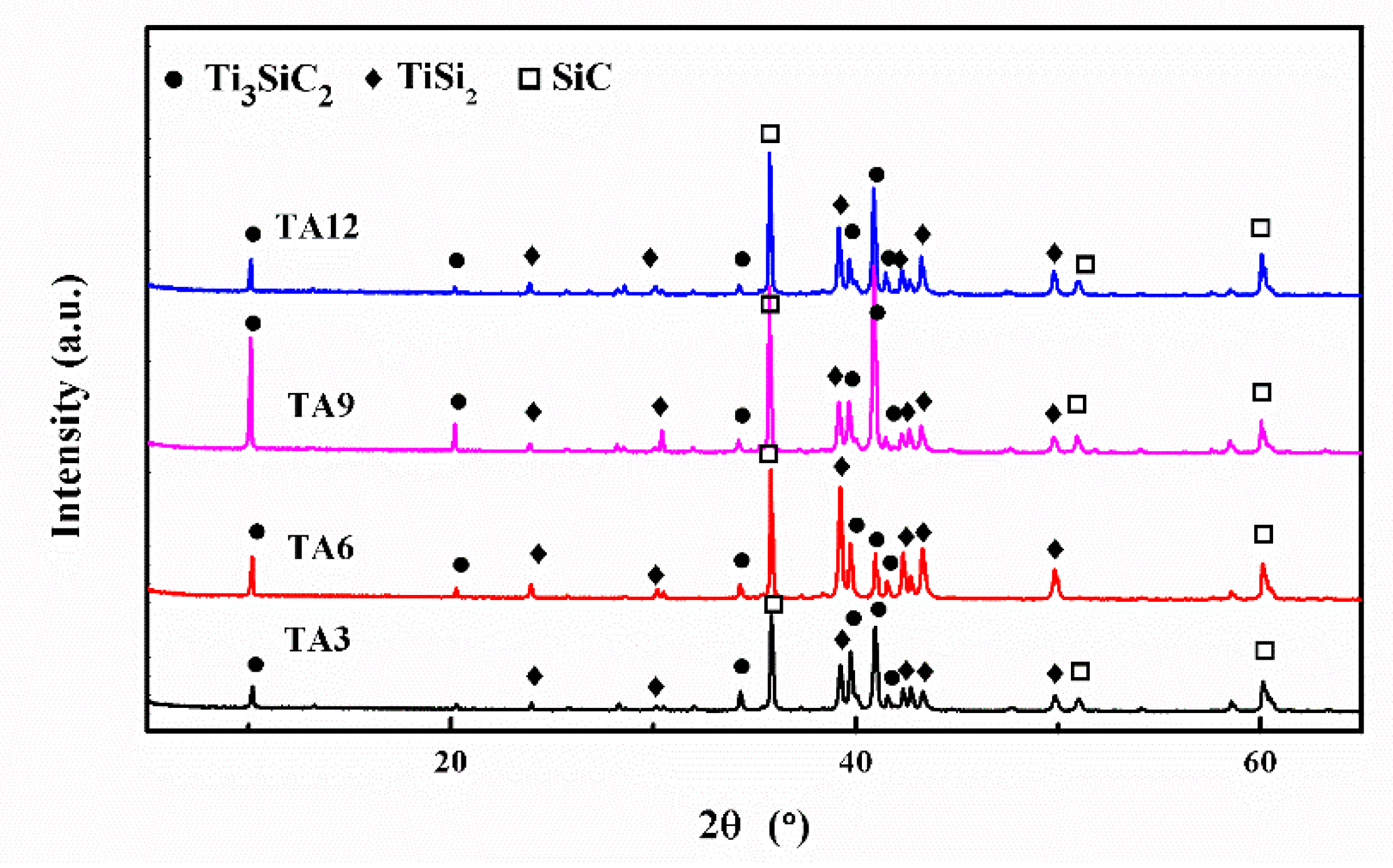
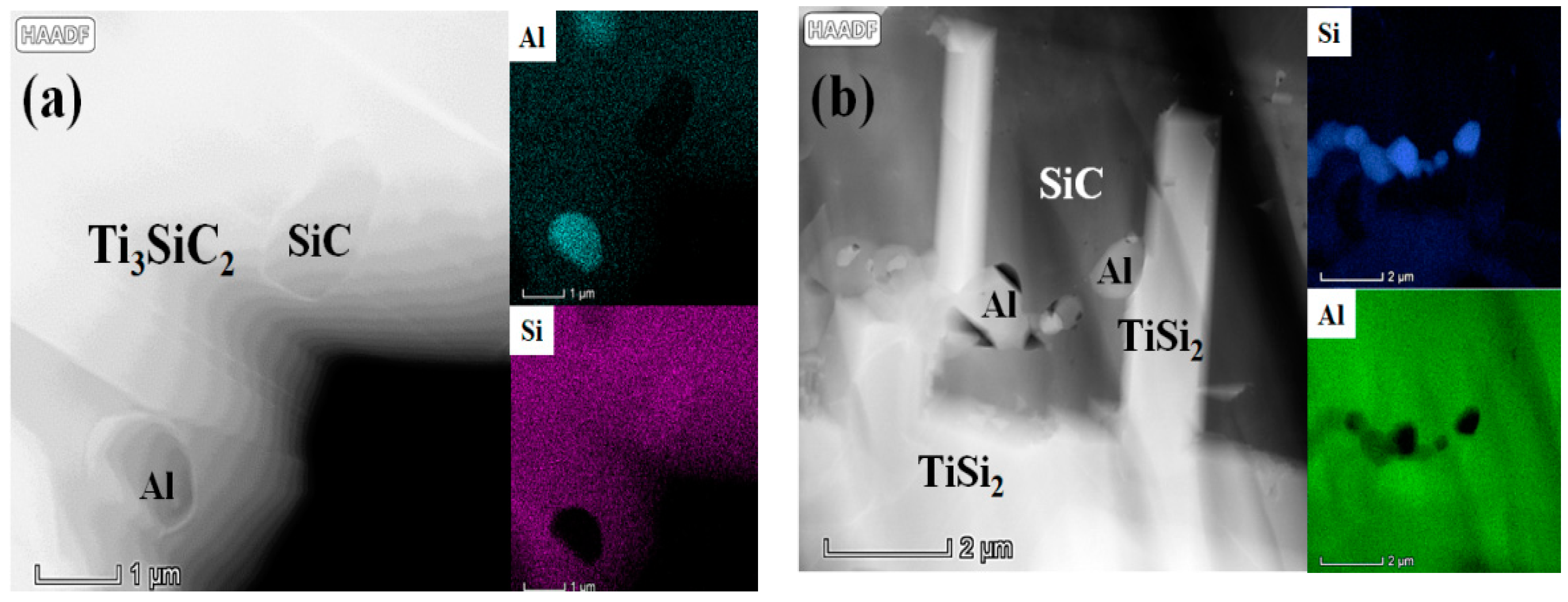
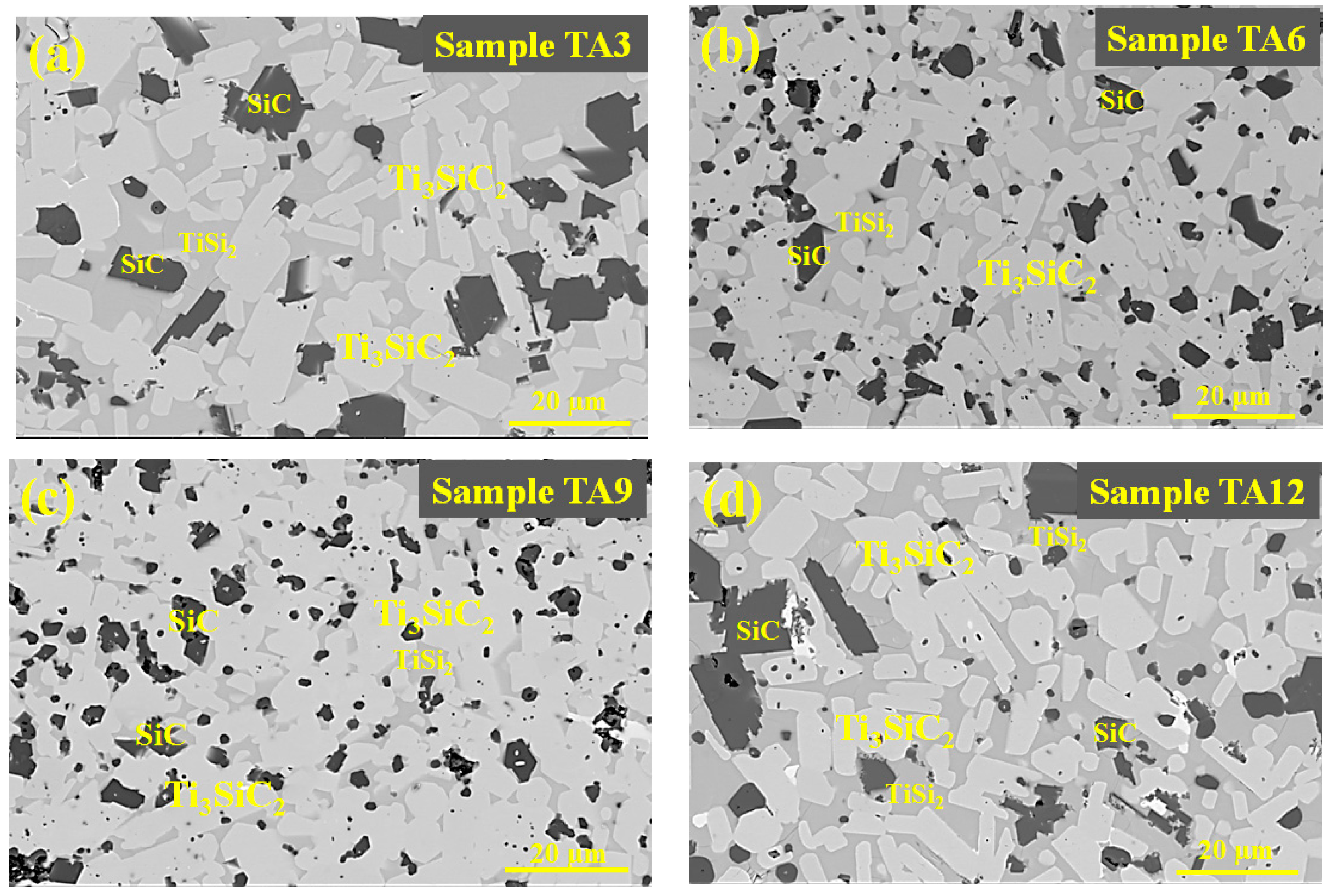
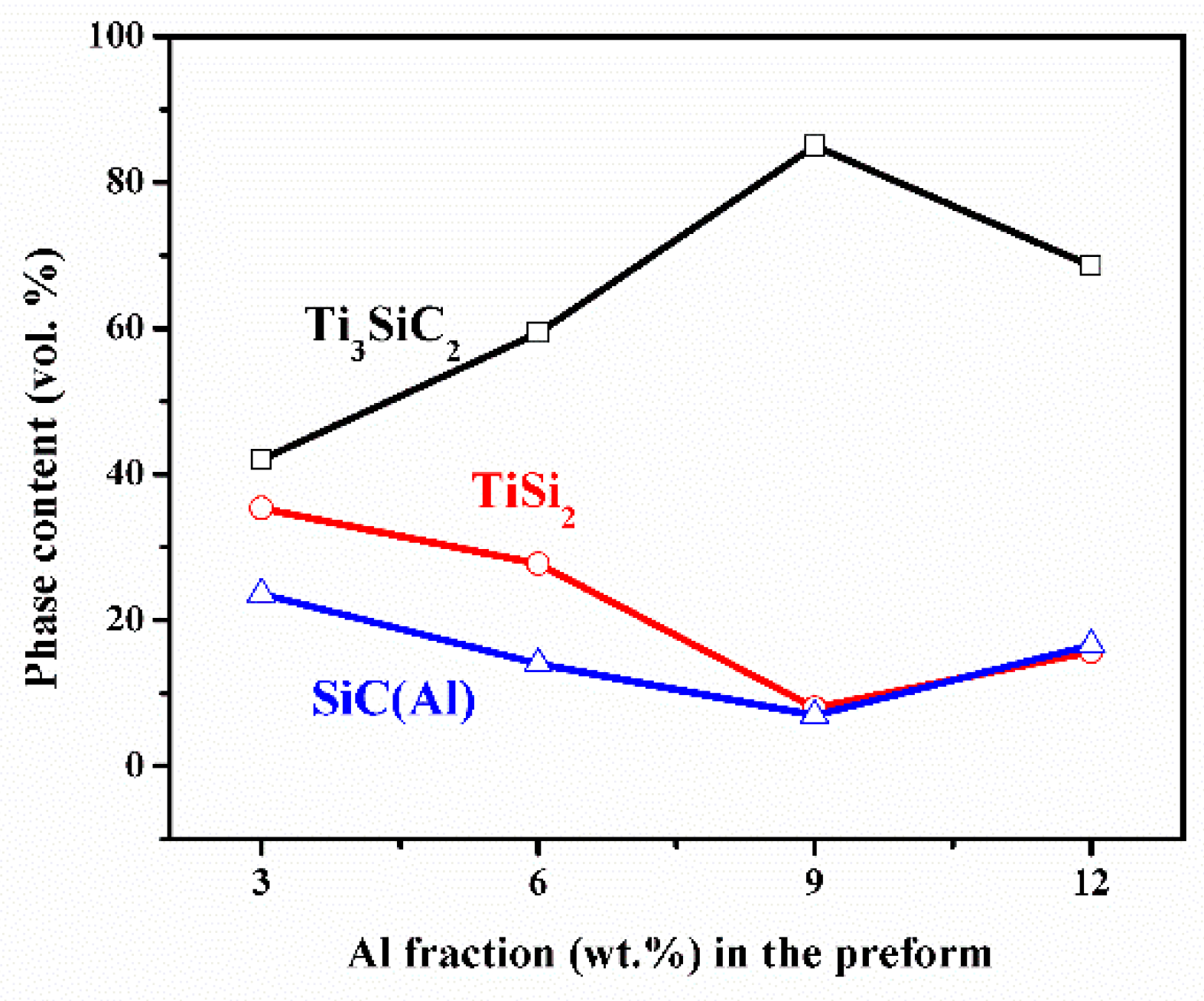
3.1. Phase Composition and Microstructure
3.2. Growth Mechanism
3.3. EMI Shielding Performance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, Y.; Zhang, H.B.; Yang, Y.; Wang, M.; Cao, A.; Yu, Z.Z. High-performance epoxy nanocomposites reinforced with three-dimensional carbon nanotube sponge for electromagnetic interference shielding. Adv. Funct. Mater. 2016, 26, 447–455. [Google Scholar] [CrossRef]
- Yin, X.; Xue, Y.; Zhang, L.; Cheng, L. Dielectric, electromagnetic absorption and interference shielding properties of pour yttria-stabilized zirconia/silicon carbide composites. Ceram. Int. 2012, 38, 2421–2427. [Google Scholar] [CrossRef]
- Xu, F.; Chen, R.; Lin, Z.; Qin, Y.; Yuan, Y.; Li, Y.; Zhao, X.; Yang, M.; Sun, X.; Wang, S.; et al. Superflexible interconnected graphene network nanocomposites for high-performance electromagnetic interference shielding. J. Am. Chem. Soc. 2018, 3, 3599–3607. [Google Scholar] [CrossRef]
- Shi, S.; Zhang, L.; Li, J. Ti3SiC2 material: An application for electromagnetic interference shielding. Appl. Phys. Lett. 2008, 93, 172903. [Google Scholar] [CrossRef]
- Shi, S.L.; Zhang, L.Z.; Li, J.S. Complex permittivity and electromagnetic interference shielding properties of Ti3SiC2/polyaniline composites. J. Mater. Sci. 2009, 44, 945–948. [Google Scholar] [CrossRef]
- Tan, Y.; Luo, H.; Zhang, H.; Zhu, X.; Peng, S. High-temperature electromagnetic interference shielding of layered Ti3AlC2 ceramics. Scr. Mater. 2017, 134, 47–51. [Google Scholar] [CrossRef]
- Li, S.; Tan, Y.; Xue, J.; Liu, T.; Zhou, X.; Zhang, H. Electromagnetic interference shielding performance of nano-layered Ti3SiC2 ceramics at high-temperatures. AIP Adv. 2018, 8, 015027. [Google Scholar] [CrossRef] [Green Version]
- Tan, Y.; Luo, H.; Zhou, X.; Peng, S.; Zhang, H. Dependences of microstructure on electromagnetic interference shielding properties of nano-layered Ti3AlC2 ceramics. Sci. Rep. 2018, 8, 7935. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Yin, X.; Fan, X.; Wang, L.; Greil, P.; Travitzky, N. Near-net-shape fabrication of Ti3SiC2-based ceramics by three-dimensional printing. Int. J. Appl. Ceram. Technol. 2015, 12, 71–80. [Google Scholar] [CrossRef]
- Ma, X.; Yin, X.; Fan, X.; Sun, X.; Yang, L.; Ye, F.; Cheng, L. Microstructure and properties of dense Tyranno-ZMI SiC/SiC containing Ti3Si(Al)C2 with plastic deformation toughening mechanism. J. Eur. Ceram. Soc. 2018, 38, 1069–1078. [Google Scholar] [CrossRef]
- Fan, X.; Yin, X.; Chen, L.; Zhang, L.; Cheng, L.; Zhou, Y. Mechanical behavior and electromagnetic interference shielding Properties of C/SiC-Ti3Si(Al)C2. J. Am. Ceram. Soc. 2016, 99, 1717–1724. [Google Scholar] [CrossRef]
- Dong, N.; Chen, L.; Yin, X.; Ma, X.; Sun, X.; Cheng, L.; Zhang, L. Fabrication and electromagnetic interference shielding effectiveness of Ti3Si(Al)C2 modified Al2O3/SiC composites. Ceram. Int. 2016, 42, 9448–9454. [Google Scholar] [CrossRef]
- Fan, X.; Yin, X.; Cai, Y.; Zhang, L.; Cheng, L. Mechanical and electromagnetic interference shielding behavior of C/SiC composites containing Ti3SiC2. Adv. Eng. Mater. 2017, 20, 1700590. [Google Scholar] [CrossRef]
- Shahzad, F.; Alhabeb, M.; Hatter, C.B.; Anasori, B.; Hong, S.M.; Koo, C.M.; Gogotsi, Y. Electromagnetic interference shielding with 2D transition metal carbides (MXenes). Science 2016, 353, 1137–1140. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barsoum, M.W.; El-Raghy, T. Synthesis and characterization of a remarkable ceramic: Ti3SiC2. J. Am. Ceram. Soc. 1996, 79, 1953–1956. [Google Scholar] [CrossRef]
- Abderrazak, H.; Turki, F.; Schoenstein, F.; Abdellaoui, M.; Jouini, N. Influence of mechanical alloying on Ti3SiC2 formation via spark plasma sintering technique from Ti/SiC/C powders. Ceram. Int. 2013, 39, 5365–5372. [Google Scholar] [CrossRef]
- Yin, X.; Travitzky, N.; Greil, P. Three-dimensional printing of nanolaminated Ti3AlC2 toughened TiAl3-Al2O3 composites. J. Am. Ceram. Soc. 2007, 90, 2128–2134. [Google Scholar] [CrossRef]
- Fan, X.; Yin, X.; Wang, L.; Greil, P.; Travitzky, N. Synthesis of Ti3SiC2-based materials by reactive melt infiltration. Int. J. Refract. Met. Hard Mater. 2014, 45, 1–7. [Google Scholar] [CrossRef]
- Fan, X.; Yin, X.; Wang, L.; Zhang, L.; Cheng, L. Effect of Carbon Content on the Formation of Ti3SiC2 in the Liquid Silicon Infiltration Process; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014. [Google Scholar]
- Wang, L.; Yin, X.; Fan, X.; Greil, P.; Travitzky, N. Ti3Si(Al)C2-based ceramics fabricated by reactive melt infiltration with Al70Si30 alloy. J. Eur. Ceram. Soc. 2014, 34, 1493–1499. [Google Scholar] [CrossRef]
- Dong, N.; Sun, X.; Ma, Y.; Li, X.; Yin, X. Effect of TiO2 addition on the properties of Ti3Si(Al)C2 based ceramics fabricated by reactive melt infiltration. Ceram. Int. 2016, 42, 11982–11988. [Google Scholar] [CrossRef]
- Hong, Y.K.; Lee, C.Y.; Jeong, C.K.; Lee, D.E.; Kim, K.; Joo, J. Method and apparatus to measure electromagnetic interference shielding efficiency and its shielding characteristics in broadband frequency ranges. Rev. Sci. Instrum. 2003, 74, 1098–1102. [Google Scholar] [CrossRef] [Green Version]
- Yin, X.; He, S.; Zhang, L.; Fan, S.; Cheng, L.; Tian, G.; Li, T. Fabrication and characterization of a carbon fibre reinforced carbon-silicon carbide-titanium silicon carbide hybrid matrix composites. Mater. Sci. Eng. A 2010, 527, 835–841. [Google Scholar] [CrossRef]
- Yu, R.; Zhan, Q.; He, L.L.; Zhou, Y.C.; Ye, H.Q. Si-induced twinning of TiC and formation of Ti3SiC2 platelets. Acta Mater. 2002, 50, 4127–4135. [Google Scholar] [CrossRef]
- Yu, R.; He, L.L.; Ye, H.Q. Effects of Si and Al on twin boundary energy of TiC. Acta Mater. 2003, 51, 2477–2484. [Google Scholar] [CrossRef]
- Esfehanian, M.; Guenster, J.; Moztatzadeh, F.; Heinrich, J.G. Development of a high temperature Cf/XSi2-SiC (X=Mo, Ti) composite via reactive melt infiltration. J. Eur. Ceram. Soc. 2007, 27, 1229–1235. [Google Scholar] [CrossRef]
- Murarka, S.P. Silicide thin films and their applications in microelectronics. Intermetallics 1995, 3, 173–186. [Google Scholar] [CrossRef]
- Can, A.; McLachlan, D.S.; Sauti, G.; Herrmann, M. Relationships between microstructure and electrical properties of liquid-phase sintered silicon carbide materials using impedance spectroscopy. J. Eur. Ceram. Soc. 2007, 27, 1361–1363. [Google Scholar] [CrossRef]
- Ahuja, R.; Eriksson, O.; Wills, J.M.; Johansson, B. Electronic structure of Ti3SiC2. Appl. Phys. Lett. 2000, 76, 2226–2228. [Google Scholar] [CrossRef]
- Barsoum, M.W.; Yoo, H.I.; Polushina, I.K.; Rud, V.Y.; Rud, Y.V.; El-Raghy, T. Electrical conductivity, thermopower, and hall effect of Ti3AlC2, Ti4AlN3, and Ti3SiC2. Phys. Rev. B 2000, 62, 10194–10198. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing | Parameters | TA3 | TA6 | TA9 | TA12 |
|---|---|---|---|---|---|
| After heat-treatment | Density (g/cm3) | 2.18 | 2.29 | 2.26 | 2.36 |
| Porosity (vol.%) | 54 | 47 | 44 | 43 | |
| After LSI | Density (g/cm3) | 3.8 | 3.9 | 3.8 | 3.9 |
| Porosity (vol.%) | 3 | 1 | 5 | 5 |
| Preform | Melt | Phase Composition | Volume Content of MAX Phases (vol.%) | Ref |
|---|---|---|---|---|
| TiC-TiO2 | Al | Ti3AlC2-TiAl3-Al2O3-Al | 40 | 17 |
| TiC-C | Si | Ti3SiC2-TiSi2-SiC | 58 | 19 |
| TiC | Al-Si | Ti3SiC2-TiAlxSiy-TiC-Al-SiC | 21−52 | 20 |
| TiC-TiO2 | Al-Si | Ti3SiC2-TiC-Al2O3-Al | 44 | 21 |
| TiC-Al | Si | Ti3SiC2-TiSi2-SiC-Al | 42−85 | This work |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, X.; Ma, Y.; Dang, X.; Cai, Y. Synthesis and Electromagnetic Interference Shielding Performance of Ti3SiC2-Based Ceramics Fabricated by Liquid Silicon Infiltration. Materials 2020, 13, 328. https://doi.org/10.3390/ma13020328
Fan X, Ma Y, Dang X, Cai Y. Synthesis and Electromagnetic Interference Shielding Performance of Ti3SiC2-Based Ceramics Fabricated by Liquid Silicon Infiltration. Materials. 2020; 13(2):328. https://doi.org/10.3390/ma13020328
Chicago/Turabian StyleFan, Xiaomeng, Yuzhao Ma, Xiaolin Dang, and Yanzhi Cai. 2020. "Synthesis and Electromagnetic Interference Shielding Performance of Ti3SiC2-Based Ceramics Fabricated by Liquid Silicon Infiltration" Materials 13, no. 2: 328. https://doi.org/10.3390/ma13020328