Effects of CeO2 Content on Friction and Wear Properties of SiCp/Al-Si Composite Prepared by Powder Metallurgy


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Process
2.1. Materials and Sample Preparation
2.2. Microstructural Characterization and Performances Test
3. Results and Discussion
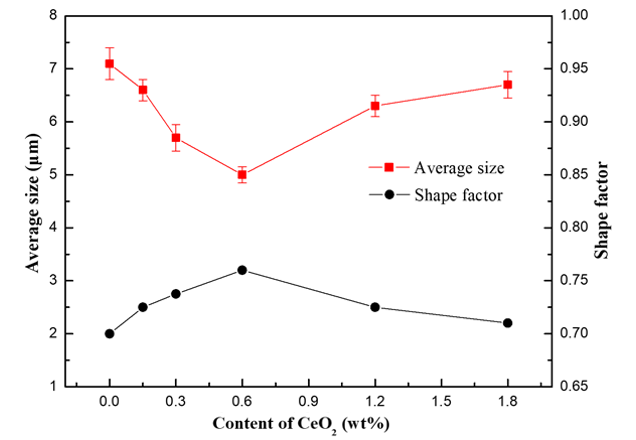
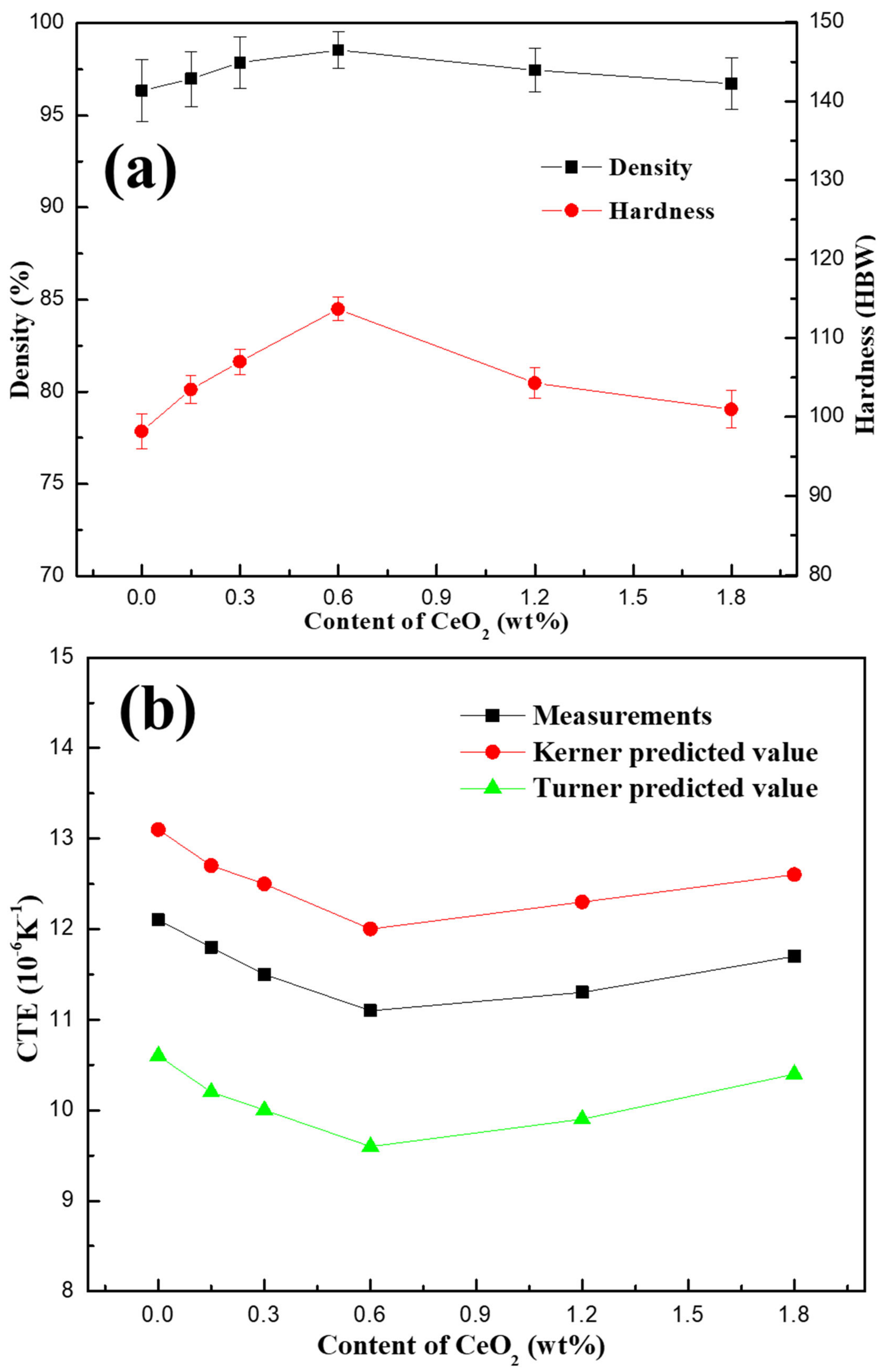
3.1. Microstructure and Properties of Composites
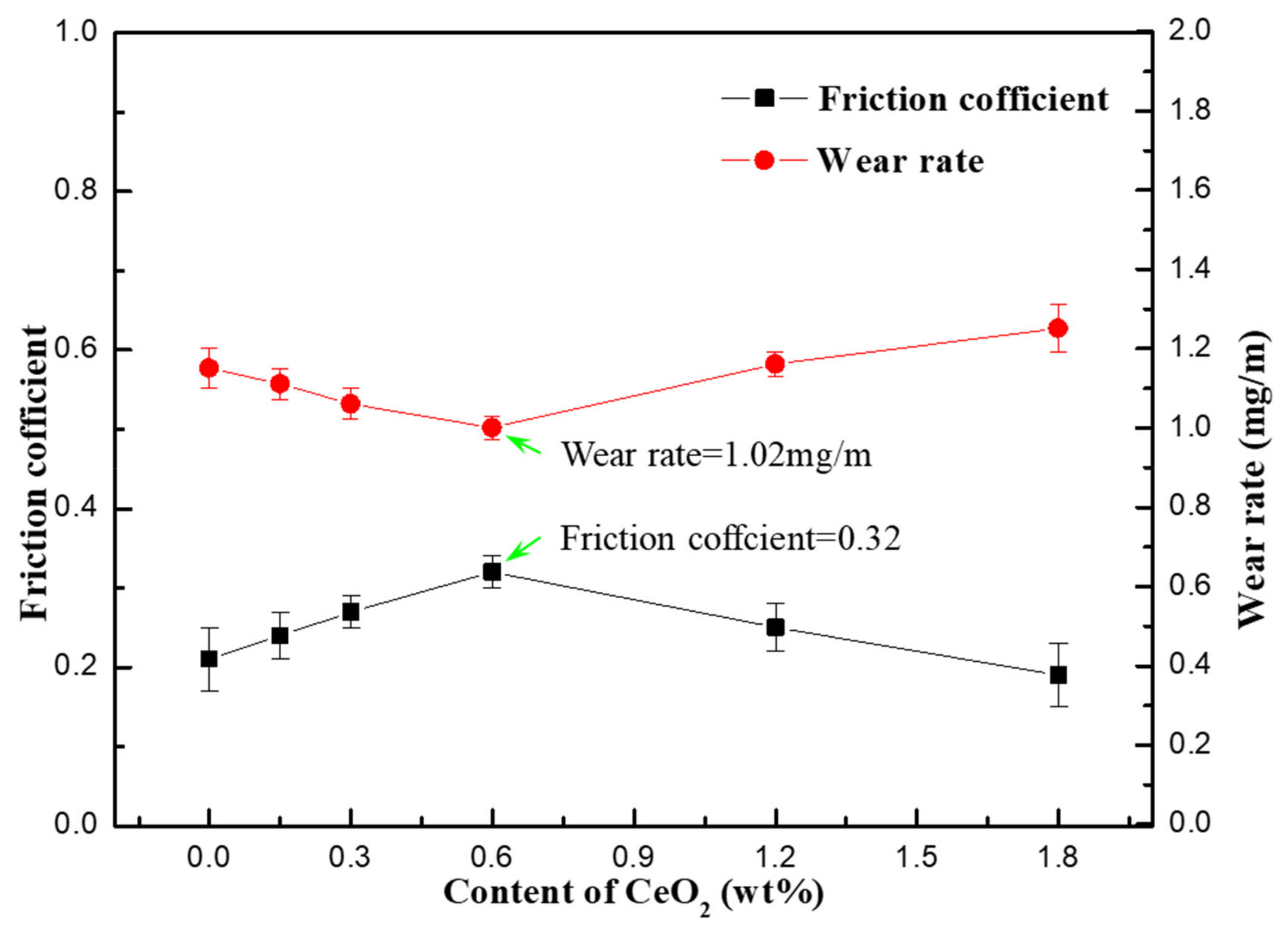
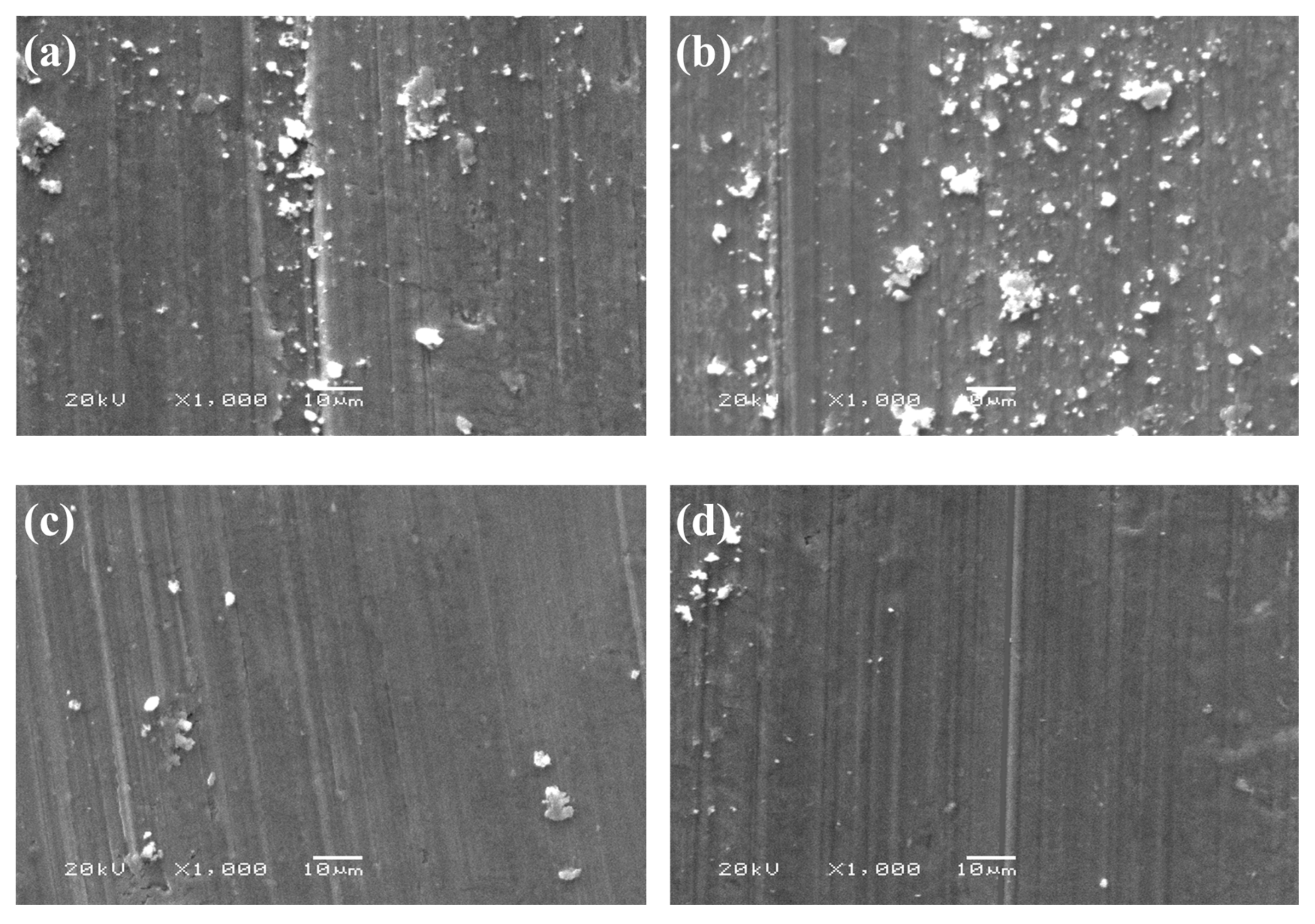
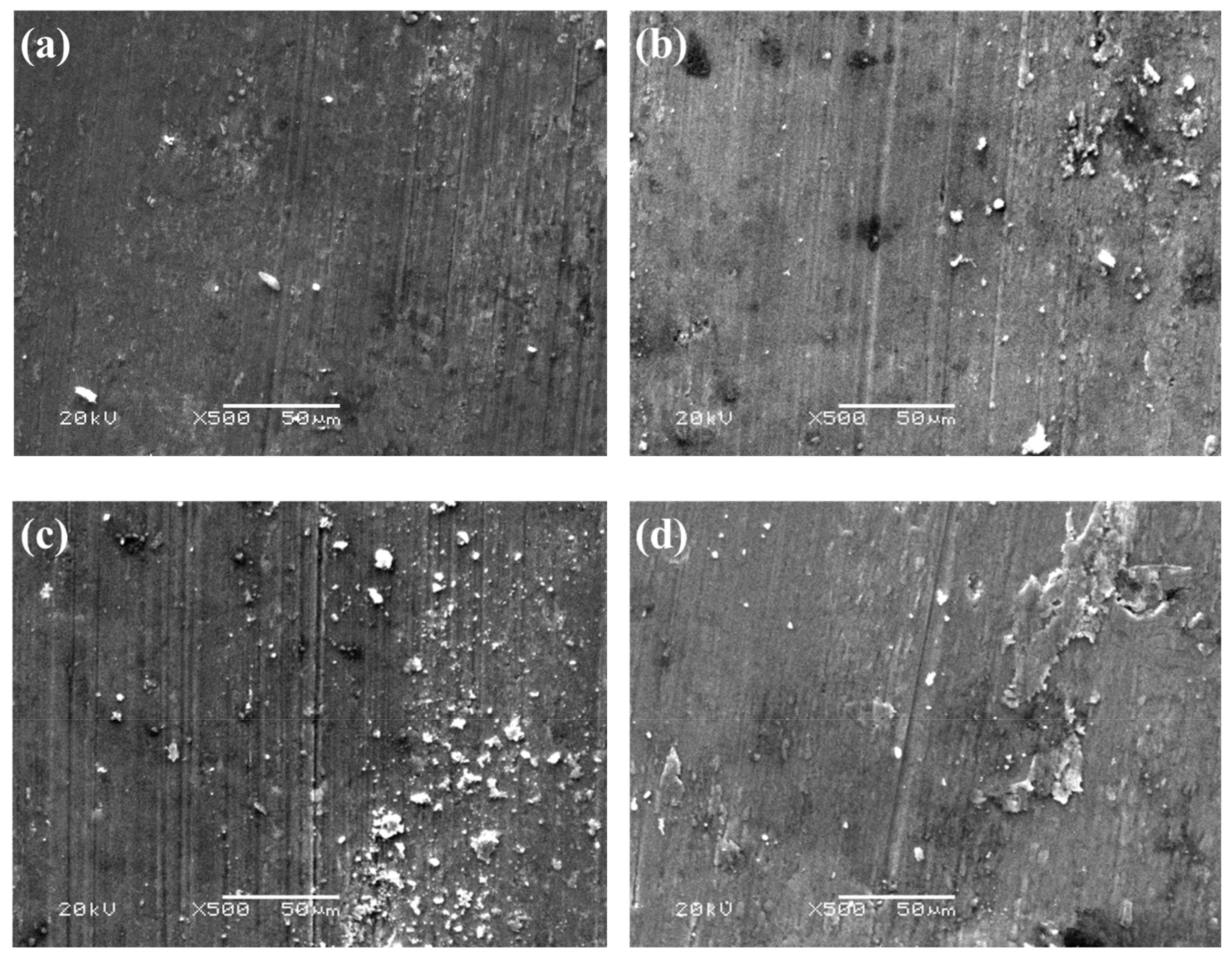
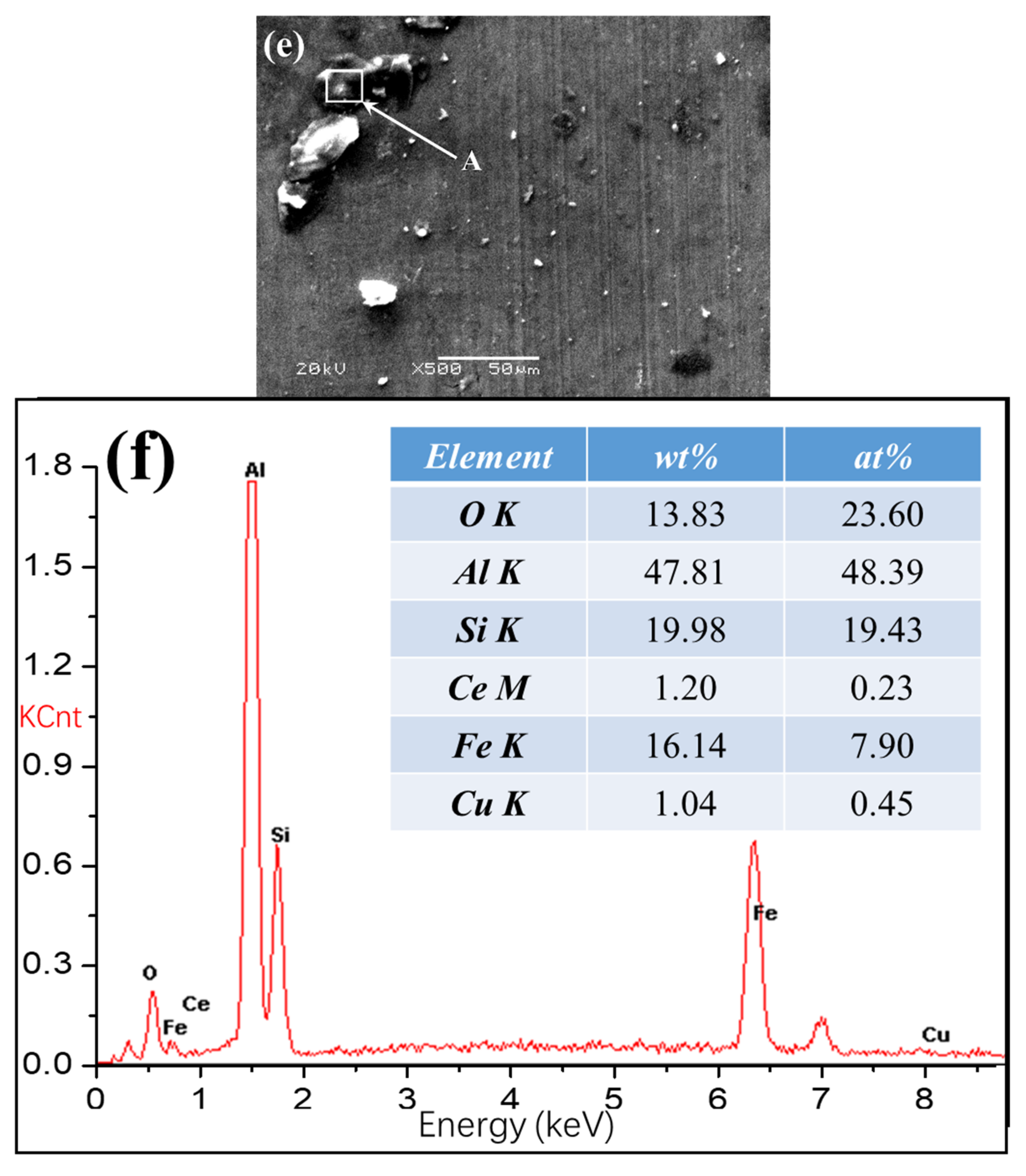
3.2. Effect of CeO2 Additions on Friction and Wear Properties of SiCp/Al-Si Composites
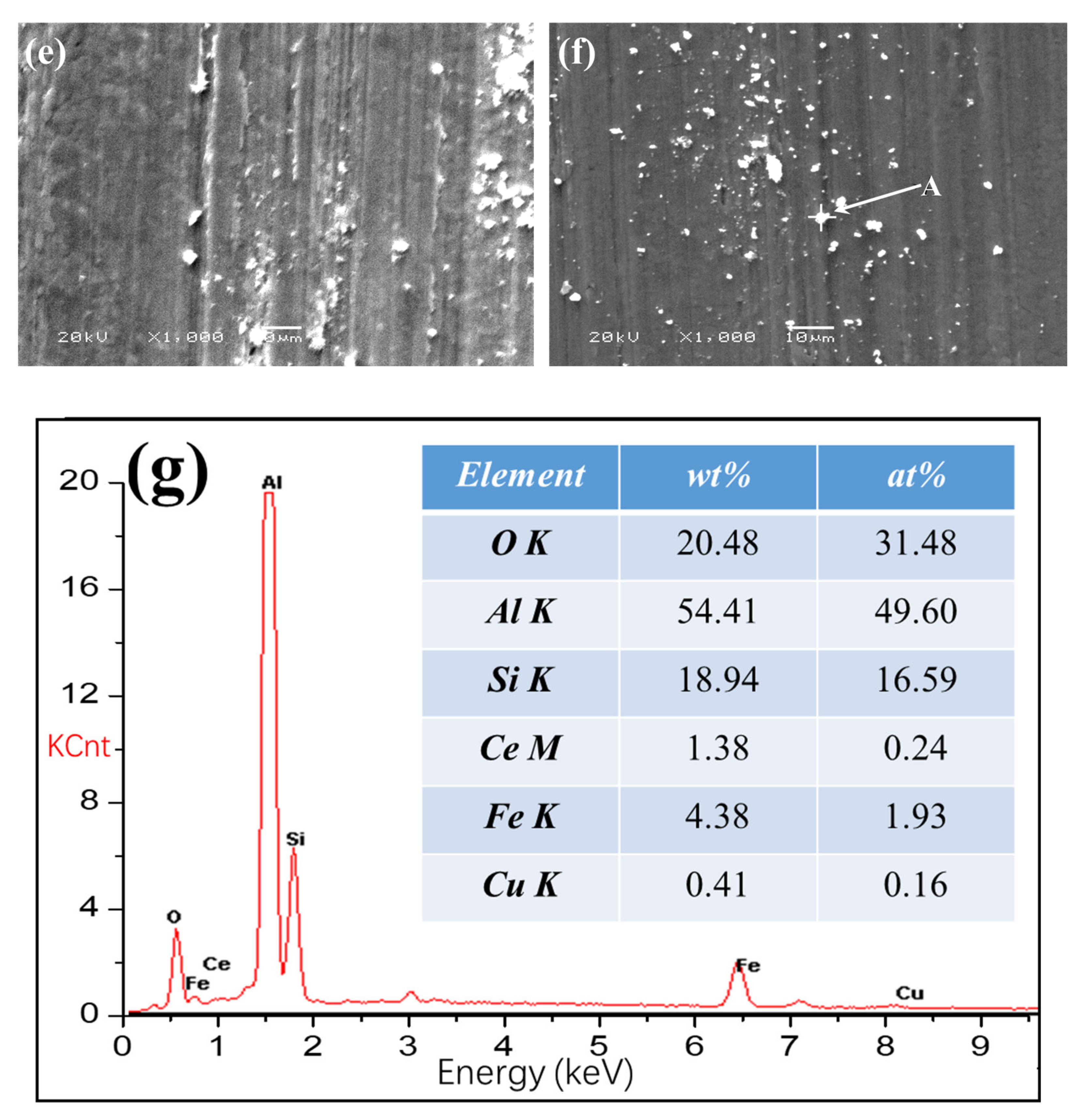
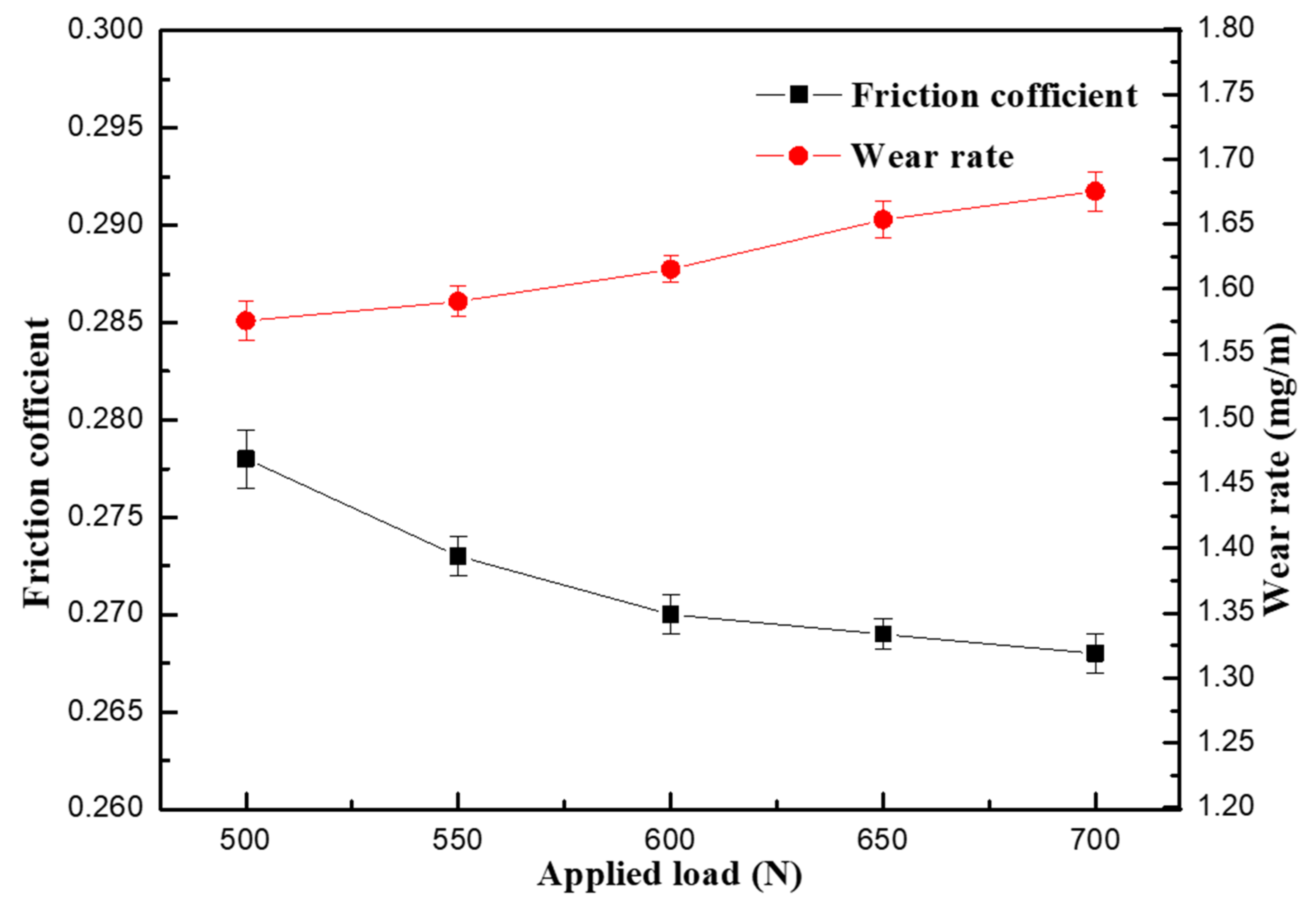
3.3. Effect of Load on Friction and Wear Properties of SiCp/Al-Si Composites with 0.6wt% CeO2
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Topcu, I.; Gulsoy, H.O.; Kadioglu, N.; Gulluoglu, A. Processing and mechanical properties of B4C reinforced Al matrix composites. J. Alloys Compd. 2009, 482, 516–521. [Google Scholar] [CrossRef]
- Smith, A.V.; Chung, D.L. Titanium diboride particle-reinforced aluminium with high wear resistance. J. Mater. Sci. 1996, 31, 5961–5973. [Google Scholar] [CrossRef]
- Ying, Y.S.; Hitoshi, I.; Keiichiro, T.; Tae, C.Y. Temperature dependence of sliding wear behavior in SiC whisker or SiC particulate reinforced 6061 aluminum alloy composite. Wear 1997, 213, 21–28. [Google Scholar] [CrossRef]
- Timmermans, G.; Froyen, L. Tribological performance of hypereutectic P/M Al-Si during sliding in oil. Wear 1999, 231, 77–88. [Google Scholar] [CrossRef]
- Li, C.D.; Xu, J.Z.; Xu, J.J.; Shen, Y.; Jin, M. Rounded silicon edges on the surface of Al-Si alloy cylinder liner by means of mechanical grinding treatment. Tribol. Int. 2016, 104, 204–211. [Google Scholar] [CrossRef]
- Lasa, L.; Rodriguez, J.M. Wear behaviour of eutectic and hypereutectic Al-Si-Cu-Mg casting alloys tested against a composite brake pad. Mater. Sci. Eng. A 2003, 363, 193–202. [Google Scholar] [CrossRef]
- Li, Q.L.; Li, J.B.; Li, B.Q. Mechanical properties and microstructural evolution of Yb–modified Al–20%Si alloy. J. Mater. Eng. Perform. 2018, 27, 3498–3507. [Google Scholar] [CrossRef]
- Yi, H.Z.; Ma, N.H.; Zhang, Y.J.; Li, X.F.; Wang, H.W. Effective elastic moduli of Al-Si composites reinforced in situ with TiB2 particles. Scr. Mater. 2006, 54, 1093–1097. [Google Scholar] [CrossRef]
- Wang, K.; Li, X.; Li, Q.; Shu, G.; Tang, G. Hot deformation behavior and microstructural evolution of particulate-reinforced AA6061/B4C composite during compression at elevated temperature. Mater. Sci. Eng. A 2017, 696, 248–256. [Google Scholar] [CrossRef]
- Abele, L.; Jager, A.K.; Schulz, W.; Ruck, S.; Riegel, H.; Sorgel, T.; Albrecht, J. Superoleophobic surfaces via functionalization of electrophoretic deposited SiO2 spheres on smart aluminum substrates. Appl. Surf. Sci. 2019, 490, 56–60. [Google Scholar] [CrossRef]
- Sohi, M.H.; Hojjatzadeh, S.M.; Moosavifar, S.S.; Heshmati, S. Liquid phase surface melting of AA8011 aluminum alloy by addition of Al/Al2O3 nanocomposite powders synthesized by high-energy milling. Appl. Surf. Sci. 2014, 313, 76–84. [Google Scholar] [CrossRef]
- Wang, Z.J.; Liu, S.; Qiu, Z.X.; Sun, H.Y.; Liu, W.C. First-principles calculations on the interface of the Al/TiC aluminum matrix composites. Appl. Surf. Sci. 2020, 505, 144502. [Google Scholar] [CrossRef]
- Xu, Q.; Ma, X.; Hu, K.; Gao, T.; Liu, X. A novel (AlN + Si3N4)/Al composite with well-balanced strength and ductility. Mater. Sci. Eng. A 2018, 726, 113–119. [Google Scholar] [CrossRef]
- Tong, H.T.; Qiu, F.; Zuo, R.; Shen, P.; Cong, X.S.; Liu, J.S.; Yang, H.Y.; Jiang, Q.C. The effect and mechanism of alloying elements on Al/SiC interfacial reaction in Al melt. Appl. Surf. Sci. 2020, 501, 144265. [Google Scholar] [CrossRef]
- Veillere, A.; Kurita, H.; Kawasaki, A.; Lu, Y.; Heintz, J.M.; Silvain, J.F. Aluminum/Carbon Composites Materials Fabricated by the Powder Metallurgy Process. Materials 2019, 12, 4030. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, Q.; Ma, Y.; Chen, Z.; Ji, G.; Wang, M.L.; Zhong, S.Y. A new powder metallurgy routine to fabricate TiB2/Al–Zn–Mg–Cu nanocomposites based on composite powders with pre-embedded nanoparticles. Materialia 2019, 8, 100458. [Google Scholar] [CrossRef]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Abdul Aziz, S.; Mamat, M.S. Effect of Milling Time on the Microstructure, Physical and Mechanical Properties of Al-Al2O3 Nanocomposite Synthesized by Ball Milling and Powder Metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.L.; Li, J.B.; Li, B.Q.; Lan, Y.F.; Xia, T.D. Effect of samarium addition on the microstructure and tensile properties of Al–20% Si casting alloy. Int. J. Metalcast. 2018, 12, 554–564. [Google Scholar] [CrossRef]
- Kiliçaslan, M.F.; Lee, W.-R.; Lee, T.-H.; Sohn, Y.; Hong, S.-J. Effect of Sc addition on the microstructure and mechanical properties of as–atomized and extruded Al–20Si alloys. Mater. Lett. 2012, 71, 164–167. [Google Scholar] [CrossRef]
- Li, Q.; Xia, T.; Lan, Y.; Zhao, W.; Fan, L.; Li, P. Effect of rare earth cerium addition on the microstructure and tensile properties of hypereutectic Al-20% Si alloy. J. Alloys Compd. 2013, 562, 25–32. [Google Scholar] [CrossRef]
- Wu, C.; Wang, Z.; Li, Q.G.; Shi, G.P.; Liu, M.J.; Li, Y.Y. Mechanical properties and microstructure evolution of Ti/Al2O3 cermet composite with CeO2 addition. J. Alloys Compd. 2014, 617, 729–733. [Google Scholar] [CrossRef]
- Pramod, S.L.; Prasada, A.K.; Murty, B.S.; Bakshi, S.R. Effect of Sc addition on the microstructure and wear properties of A356 alloy and A356-TiB2 in situ composite. Mater. Des. 2015, 78, 85–94. [Google Scholar] [CrossRef] [Green Version]
- Lohar, A.K.; Mondal, B.N.; Panigrahi, S.C. Effect of Mg on the Microstructure and Mechanical Properties of Al0.3Sc0.15Zr-TiB2 Composite. J. Mater. Eng. Perform. 2011, 20, 1575–1582. [Google Scholar] [CrossRef]
- Han, H.H.; Wang, A.Q.; Xie, J.P.; Wang, R.Q. Effects of CeO2 on microstructure, friction and wear properties of SiCp/Al-Si composites. Emerg. Mater. Res. 2016, 5, 88–94. [Google Scholar] [CrossRef]
- Turner, P.S. Thermal-expansion stresses in reinforced plastics. J. Res. NBS 1946, 37, 239–250. [Google Scholar] [CrossRef]
- Kerner, E.H. The elastic and thermo-elastic properties of composite media. Proc. Phys. Soc. Sect. B 1956, 69, 808–813. [Google Scholar] [CrossRef]


© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Wang, A.; Liu, K.; Liu, C.; Xie, J.; Wang, G.; Wei, S. Effects of CeO2 Content on Friction and Wear Properties of SiCp/Al-Si Composite Prepared by Powder Metallurgy. Materials 2020, 13, 4547. https://doi.org/10.3390/ma13204547
Yang B, Wang A, Liu K, Liu C, Xie J, Wang G, Wei S. Effects of CeO2 Content on Friction and Wear Properties of SiCp/Al-Si Composite Prepared by Powder Metallurgy. Materials. 2020; 13(20):4547. https://doi.org/10.3390/ma13204547
Chicago/Turabian StyleYang, Bin, Aiqin Wang, Kunding Liu, Chenlu Liu, Jingpei Xie, Guangxin Wang, and Shizhong Wei. 2020. "Effects of CeO2 Content on Friction and Wear Properties of SiCp/Al-Si Composite Prepared by Powder Metallurgy" Materials 13, no. 20: 4547. https://doi.org/10.3390/ma13204547