A Novel γ′-Strengthened Nickel-Based Superalloy for Laser Powder Bed Fusion




Abstract

1. Introduction
- Solidification cracking (SC). During the last stage of solidification, the residual tensile stress caused by the shrinkage strain may tear apart the remaining liquid at the interdendritic region [9].
- Strain-age cracking (SAC). During the post-processing thermal treatment, while the material is exposed to an aging temperature, the formation of precipitates will reduce the ductility. Simultaneously, the un-released residual stress plus the precipitation stress could induce cracking when the strain exceeds the ductility limit [13].
- Ductility-dip cracking (DDC). During the post-processing thermal treatment of precipitate-strengthened nickel-based superalloys, a certain temperature range is critical because the ductility is highly reduced (ductility dip). Similar to SAC, a high enough strain leads to cracking in the low-ductility region [14].
2. Materials and Methods
3. Results and Discussion
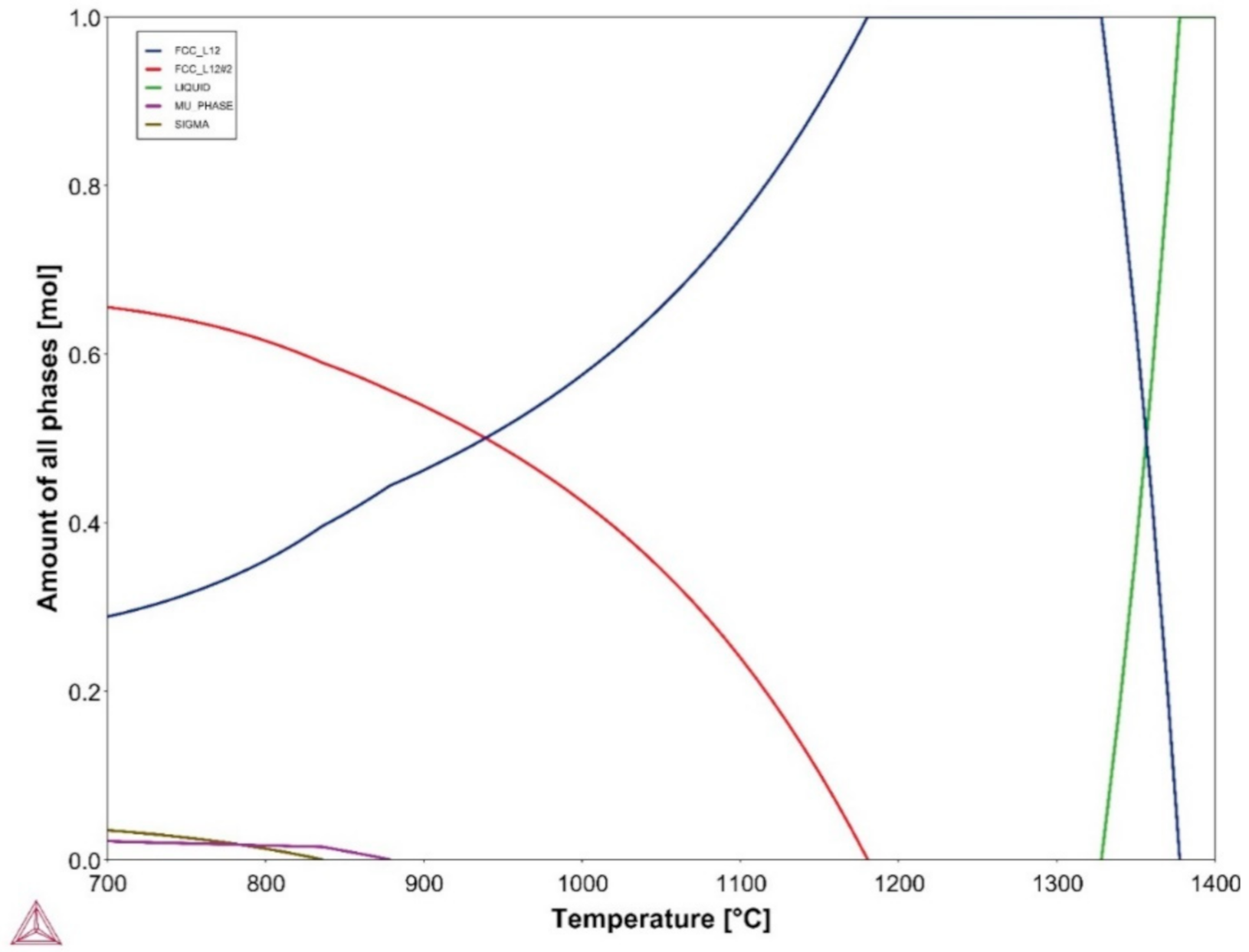
3.1. LPBF Processing Window of the MAD542 Superalloy
3.2. As-Built Microstructure
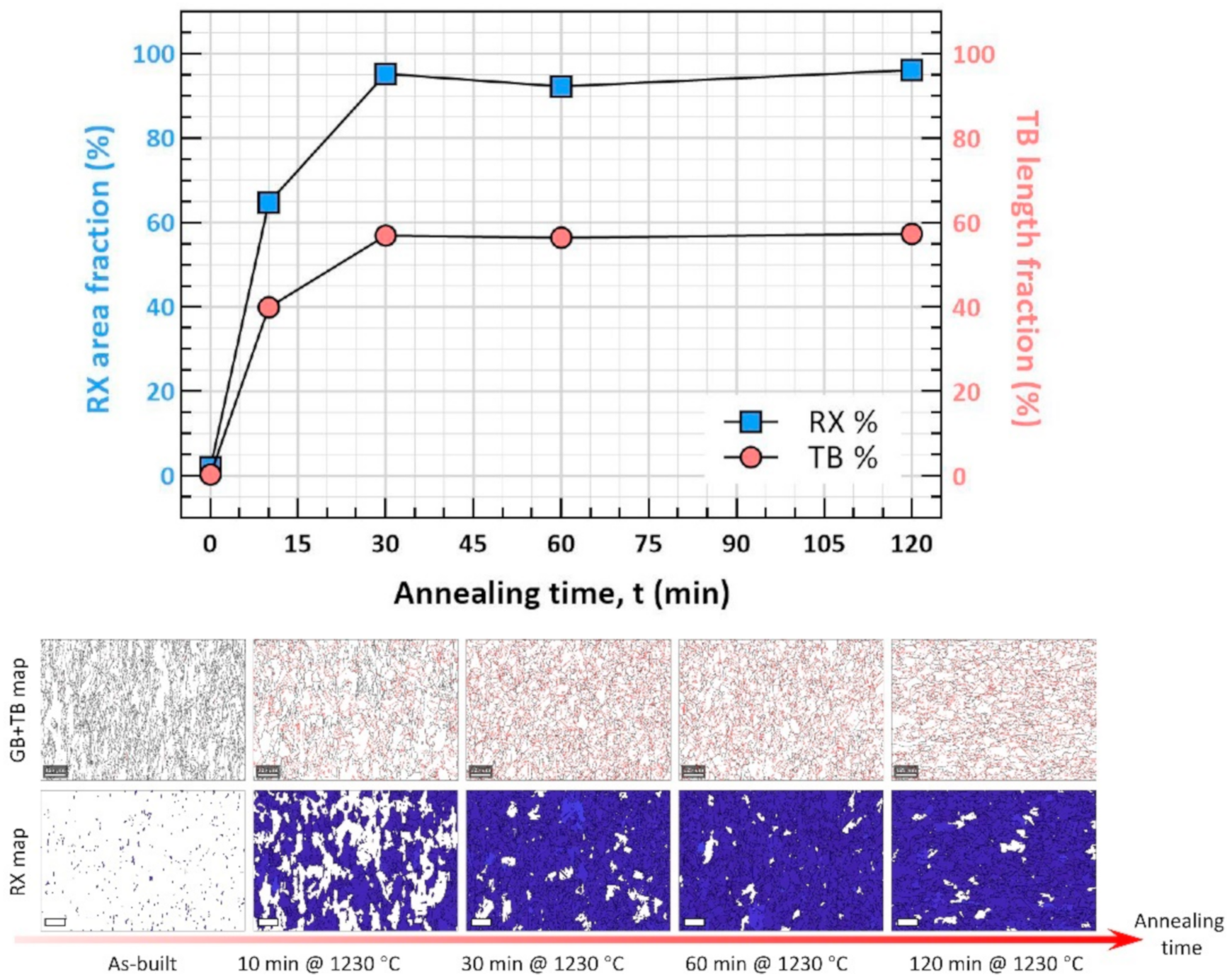
3.3. Heat Treatment of MAD542 Superalloy
3.4. γ′ Precipitate Characterization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A






References
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Kanagarajah, P.; Brenne, F.; Niendorf, T.; Maier, H. Inconel 939 processed by selective laser melting: Effect of microstructure and temperature on the mechanical properties under static and cyclic loading. Mater. Sci. Eng. A 2013, 588, 188–195. [Google Scholar] [CrossRef]
- Messé, O.; Muñoz-Moreno, R.; Illston, T.; Baker, S.; Stone, H. Metastable carbides and their impact on recrystallisation in IN738LC processed by selective laser melting. Addit. Manuf. 2018, 22, 394–404. [Google Scholar] [CrossRef]
- Kunze, K.; Etter, T.; Grässlin, J.; Shklover, V. Texture, anisotropy in microstructure and mechanical properties of IN738LC alloy processed by selective laser melting (SLM). Mater. Sci. Eng. A 2015, 620, 213–222. [Google Scholar] [CrossRef]
- Xu, J.; Gruber, H.; Deng, D.; Peng, R.L.; Moverare, J.J. Short-term creep behavior of an additive manufactured non-weldable Nickel-base superalloy evaluated by slow strain rate testing. Acta Mater. 2019, 179, 142–157. [Google Scholar] [CrossRef]
- Kalentics, N.; Sohrabi, N.; Tabasi, H.G.; Griffiths, S.; Jhabvala, J.; Leinenbach, C.; Burn, A.; Logé, R.E. Healing cracks in selective laser melting by 3D laser shock peening. Addit. Manuf. 2019, 30, 100881. [Google Scholar] [CrossRef]
- Divya, V.; Muñoz-Moreno, R.; Messé, O.; Barnard, J.; Baker, S.; Illston, T.; Stone, H.J. Microstructure of selective laser melted CM247LC nickel-based superalloy and its evolution through heat treatment. Mater. Charact. 2016, 114, 62–74. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Debroy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Dupont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Chauvet, E.; Kontis, P.; Jägle, E.A.; Gault, B.; Raabe, D.; Tassin, C.; Blandin, J.-J.; Dendievel, R.; Vayre, B.; Abed, S.; et al. Hot cracking mechanism affecting a non-weldable Ni-based superalloy produced by selective electron Beam Melting. Acta Mater. 2018, 142, 82–94. [Google Scholar] [CrossRef]
- Carter, L.N.; Attallah, M.M.; Reed, R.C. Laser Powder Bed Fabrication of Nickel-Base Superalloys: Influence of Parameters; Characterisation, Quantification and Mitigation of Cracking. Superalloys 2012, 2012, 577–586. [Google Scholar]
- Noecker, F.F.; Dupont, J.N. Metallurgical Investigation into Ductility Dip Cracking in Ni-Based Alloys: Part II. Weld J. 2009, 88, 62–77. [Google Scholar]
- Ramsperger, M.; Roncery, L.M.; Lopez-Galilea, I.; Singer, R.F.; Theisen, W.; Körner, C. Solution Heat Treatment of the Single Crystal Nickel-Base Superalloy CMSX-4 Fabricated by Selective Electron Beam Melting. Adv. Eng. Mater. 2015, 17, 1486–1493. [Google Scholar] [CrossRef]
- Griffiths, S.; Tabasi, H.G.; Ivas, T.; Maeder, X.; De Luca, A.; Zweiacker, K.; Wróbel, R.; Jhabvala, J.; Logé, R.; Leinenbach, C. Combining alloy and process modification for micro-crack mitigation in an additively manufactured Ni-base superalloy. Addit. Manuf. 2020, 36, 101443. [Google Scholar] [CrossRef]
- Odabaşı, A.; Ünlü, N.; Göller, G.; Eruslu, M.N. A Study on Laser Beam Welding (LBW) Technique: Effect of Heat Input on the Microstructural Evolution of Superalloy Inconel 718. Met. Mater. Trans. A 2010, 41, 2357–2365. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [CrossRef]
- Chen, K.; Huang, R.; Li, Y.; Lin, S.; Zhu, W.; Tamura, N.; Li, J.; Shan, Z.-W.; Ma, E. Rafting-Enabled Recovery Avoids Recrystallization in 3D-Printing-Repaired Single-Crystal Superalloys. Adv. Mater. 2020, 32. [Google Scholar] [CrossRef]
- Li, Z.; Xu, Q.; Liu, B. Microstructure simulation on recrystallization of an as-cast nickel based single crystal superalloy. Comput. Mater. Sci. 2015, 107, 122–133. [Google Scholar] [CrossRef]
- Lu, K.; Lu, L.; Suresh, S. Strengthening Materials by Engineering Coherent Internal Boundaries at the Nanoscale. Science 2009, 324, 349–352. [Google Scholar] [CrossRef]
- Shang, S.L.; Zacherl, C.L.; Fang, H.Z.; Wang, Y.; Du, Y.; Liu, Z.K. Effects of alloying element and temperature on the stacking fault energies of dilute Ni-base superalloys. J. Phys. Condens. Matter 2012, 24, 505403. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Carter, L.N.; Wang, X.; Read, N.; Khan, R.; Aristizabal, M.; Essa, K.; Attallah, M.M. Process optimisation of selective laser melting using energy density model for nickel based superalloys. Mater. Sci. Technol. 2016, 32, 657–661. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Carter, L.N.; Essa, K.; Attallah, M. Optimisation of selective laser melting for a high temperature Ni-superalloy. Rapid Prototyp. J. 2015, 21, 423–432. [Google Scholar] [CrossRef]
- Ramsperger, M.; Singer, R.F.; Körner, C. Microstructure of the Nickel-Base Superalloy CMSX-4 Fabricated by Selective Electron Beam Melting. Met. Mater. Trans. A 2016, 47, 1469–1480. [Google Scholar] [CrossRef]
- Hariharan, A.; Lu, L.; Risse, J.; Kostka, A.; Gault, B.; Jägle, E.A.; Raabe, D. Misorientation-dependent solute enrichment at interfaces and its contribution to defect formation mechanisms during laser additive manufacturing of superalloys. Phys. Rev. Mater. 2019, 3, 123602. [Google Scholar] [CrossRef]
- Wang, X.; Carter, L.; Pang, B.; Attallah, M.M.; Loretto, M.H. Microstructure and yield strength of SLM-fabricated CM247LC Ni-Superalloy. Acta Mater. 2017, 128, 87–95. [Google Scholar] [CrossRef]
- D’Souza, N.; Lekstrom, M.; Dong, H. An analysis of measurement of solute segregation in Ni-base superalloys using X-ray spectroscopy. Mater. Sci. Eng. A 2008, 490, 258–265. [Google Scholar] [CrossRef]
- El-Bagoury, N.; Waly, M.; Nofal, A. Effect of various heat treatment conditions on microstructure of cast polycrystalline IN738LC alloy. Mater. Sci. Eng. A 2008, 487, 152–161. [Google Scholar] [CrossRef]
- Mostafaei, M.; Abbasi, S. Solutioning and solidification process control in Ta-modified CM247 LC superalloy. J. Mater. Process. Technol. 2016, 231, 113–124. [Google Scholar] [CrossRef]
- Xu, J.; Gruber, H.; Boyd, R.; Jiang, S.; Peng, R.L.; Moverare, J. On the strengthening and embrittlement mechanisms of an additively manufactured Nickel-base superalloy. Materialia 2020, 10, 100657. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Co | Mo | W | Al | Ti | Ta | Nb |
|---|---|---|---|---|---|---|---|---|
| wt.% | 8 | 8 | 5 | 4 | 5 | 1 | 3 | 2 |
| Element | C | B | Si | P | S | Zr | O | Ni |
| wt.% | 0.1 | <0.001 | <0.005 | <0.001 | <0.001 | <0.002 | 0.015 | Bal. |
| Exp | Laser Power, P (W) | Scan Speed, V (mm/s) | Hatching Distance, H (μm) | Energy Density, E (J/mm3) |
|---|---|---|---|---|
| #1 | 100 | 1000 | 50 | 100 |
| #2 | 170 | 1000 | 50 | 170 |
| #3 | 100 | 1300 | 50 | 77 |
| #4 | 170 | 1300 | 50 | 131 |
| #5 | 100 | 1000 | 70 | 71 |
| #6 | 170 | 1000 | 70 | 121 |
| #7 | 100 | 1300 | 70 | 55 |
| #8 | 170 | 1300 | 70 | 93 |
| #9 | 135 | 1150 | 60 | 98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Gruber, H.; Lin Peng, R.; Moverare, J. A Novel γ′-Strengthened Nickel-Based Superalloy for Laser Powder Bed Fusion. Materials 2020, 13, 4930. https://doi.org/10.3390/ma13214930
Xu J, Gruber H, Lin Peng R, Moverare J. A Novel γ′-Strengthened Nickel-Based Superalloy for Laser Powder Bed Fusion. Materials. 2020; 13(21):4930. https://doi.org/10.3390/ma13214930
Chicago/Turabian StyleXu, Jinghao, Hans Gruber, Ru Lin Peng, and Johan Moverare. 2020. "A Novel γ′-Strengthened Nickel-Based Superalloy for Laser Powder Bed Fusion" Materials 13, no. 21: 4930. https://doi.org/10.3390/ma13214930
APA StyleXu, J., Gruber, H., Lin Peng, R., & Moverare, J. (2020). A Novel γ′-Strengthened Nickel-Based Superalloy for Laser Powder Bed Fusion. Materials, 13(21), 4930. https://doi.org/10.3390/ma13214930