A New Infrared Heat Treatment on Hot Forging 7075 Aluminum Alloy: Microstructure and Mechanical Properties


Abstract
:1. Introduction
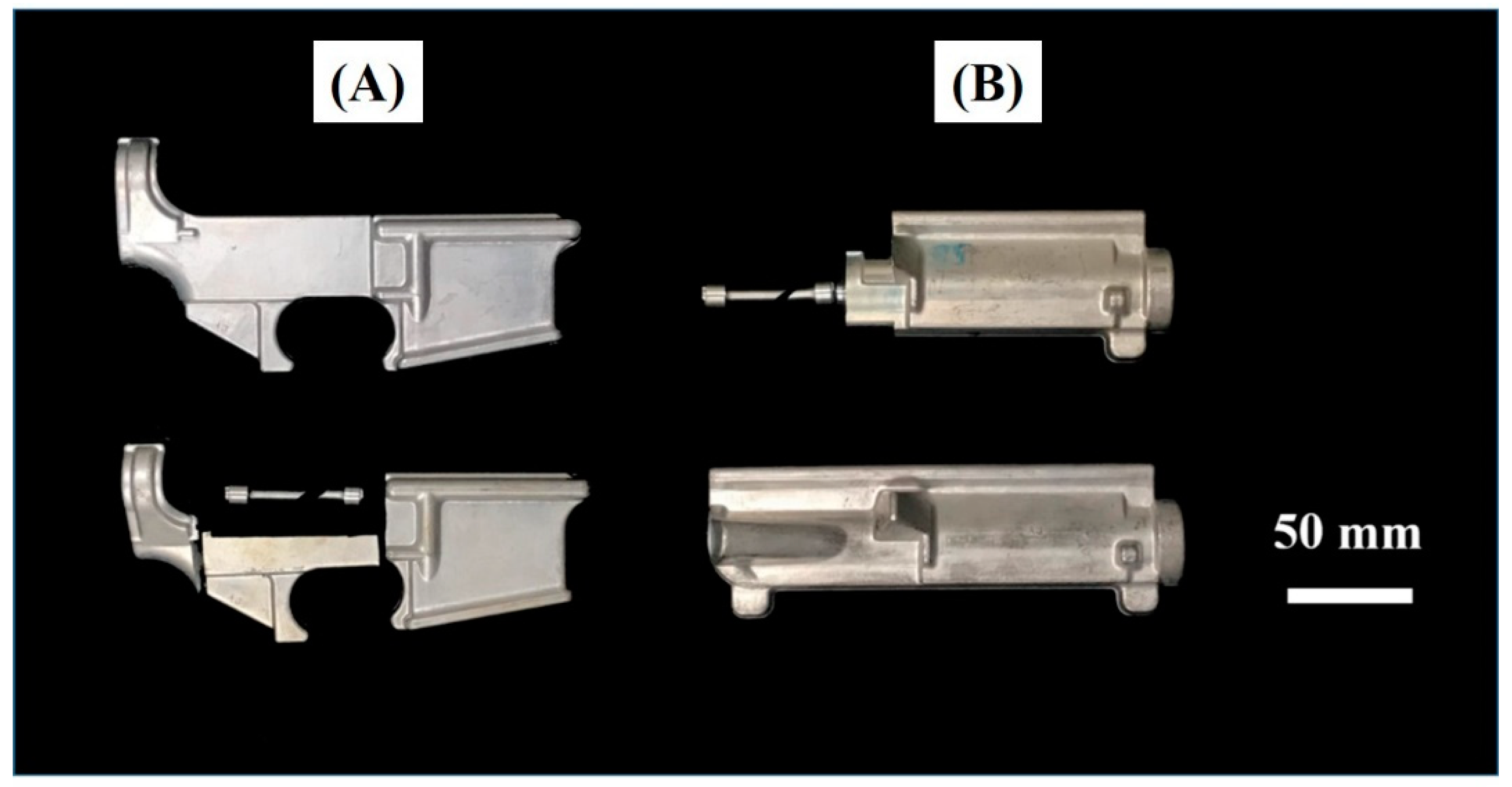
2. Experimental Procedures
3. Results and Discussion
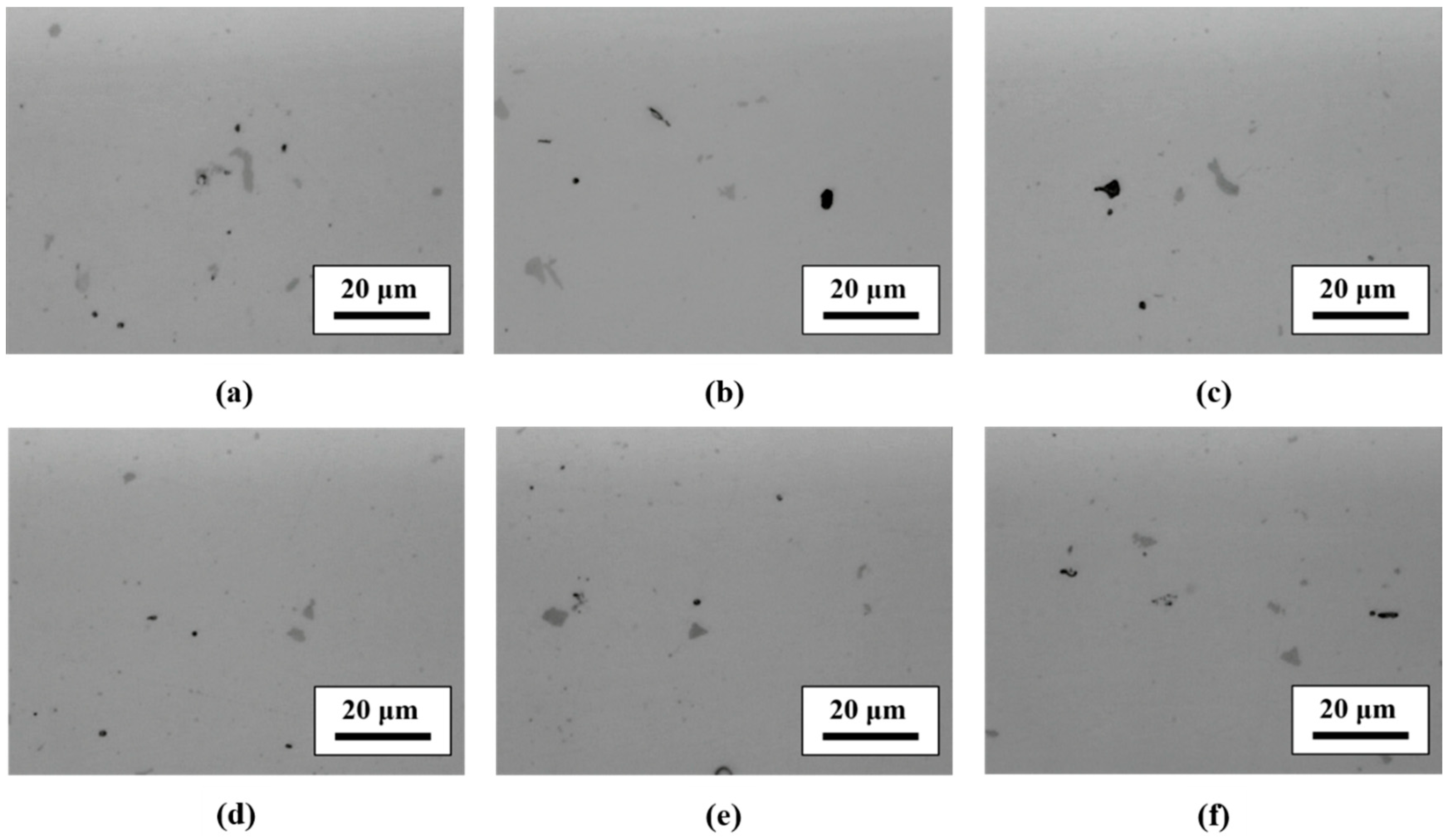
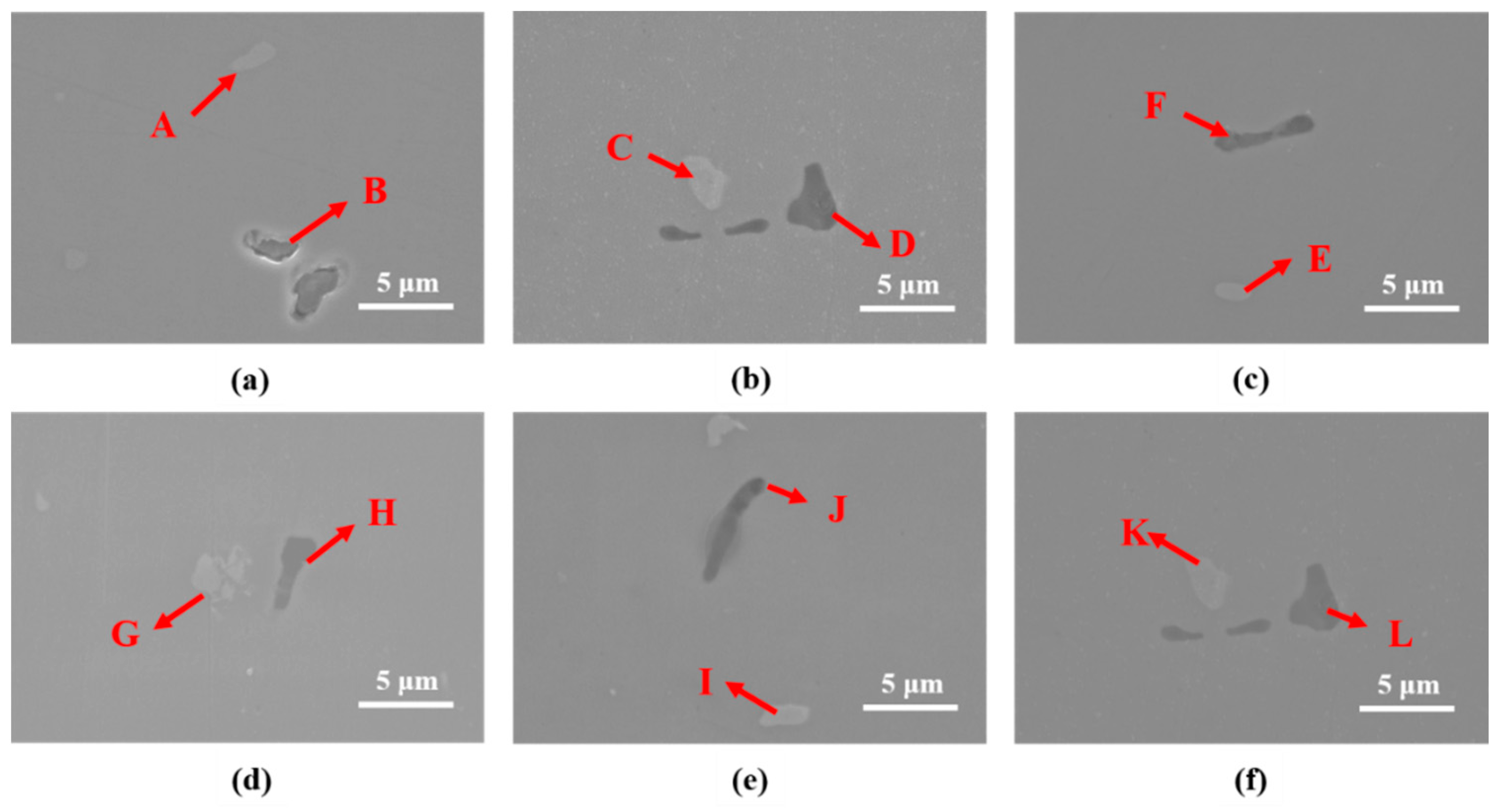
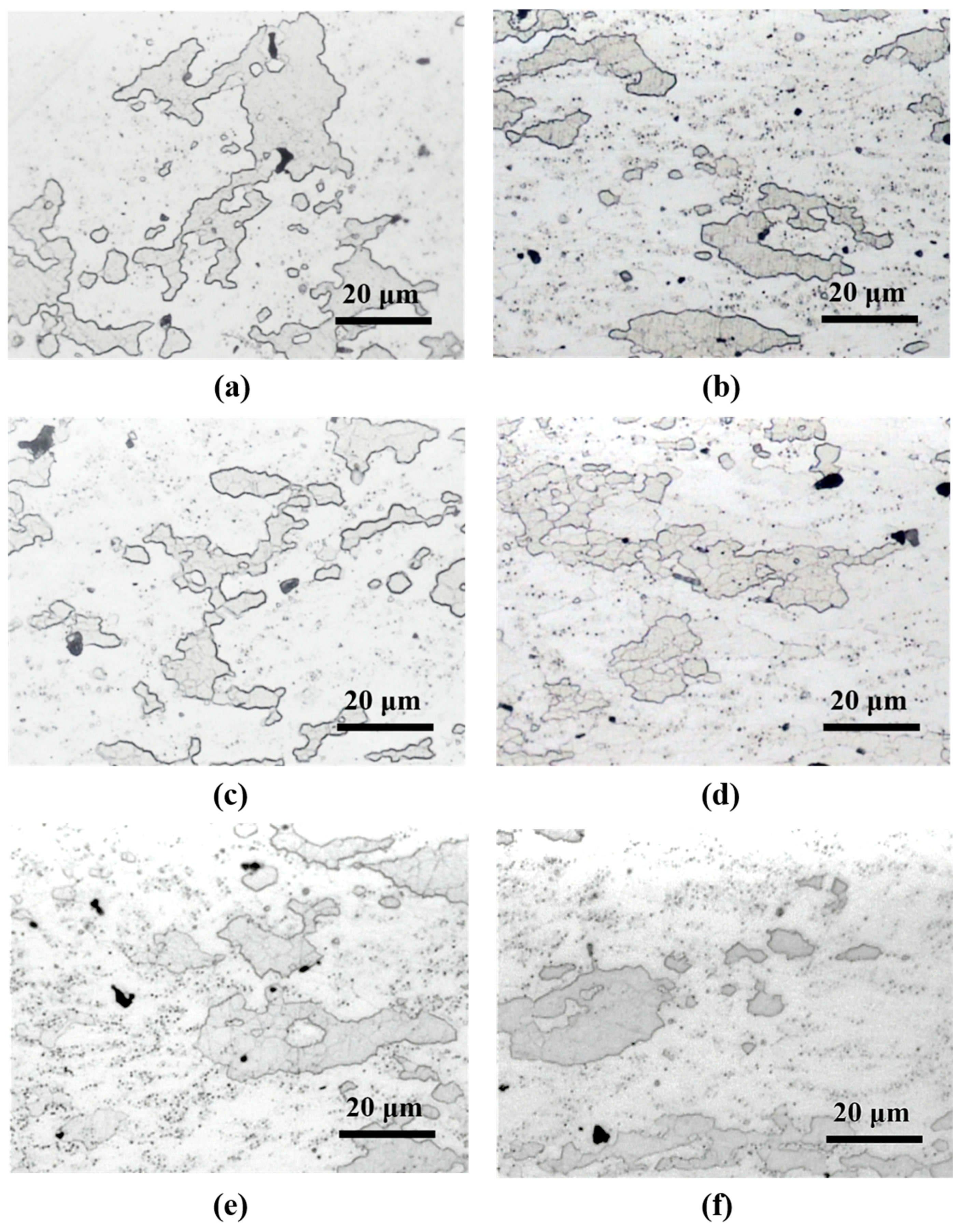
3.1. Microstructure Observation
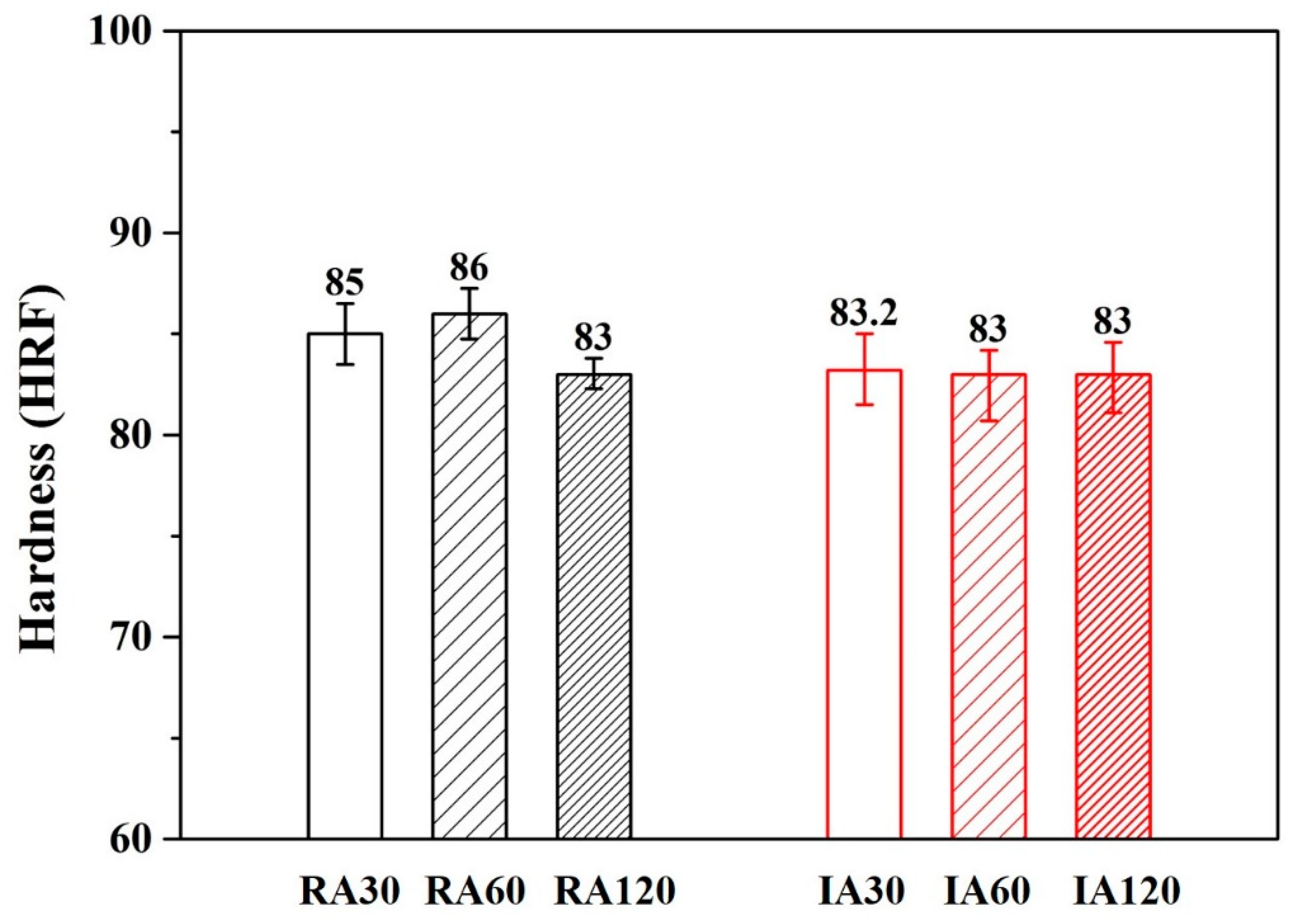
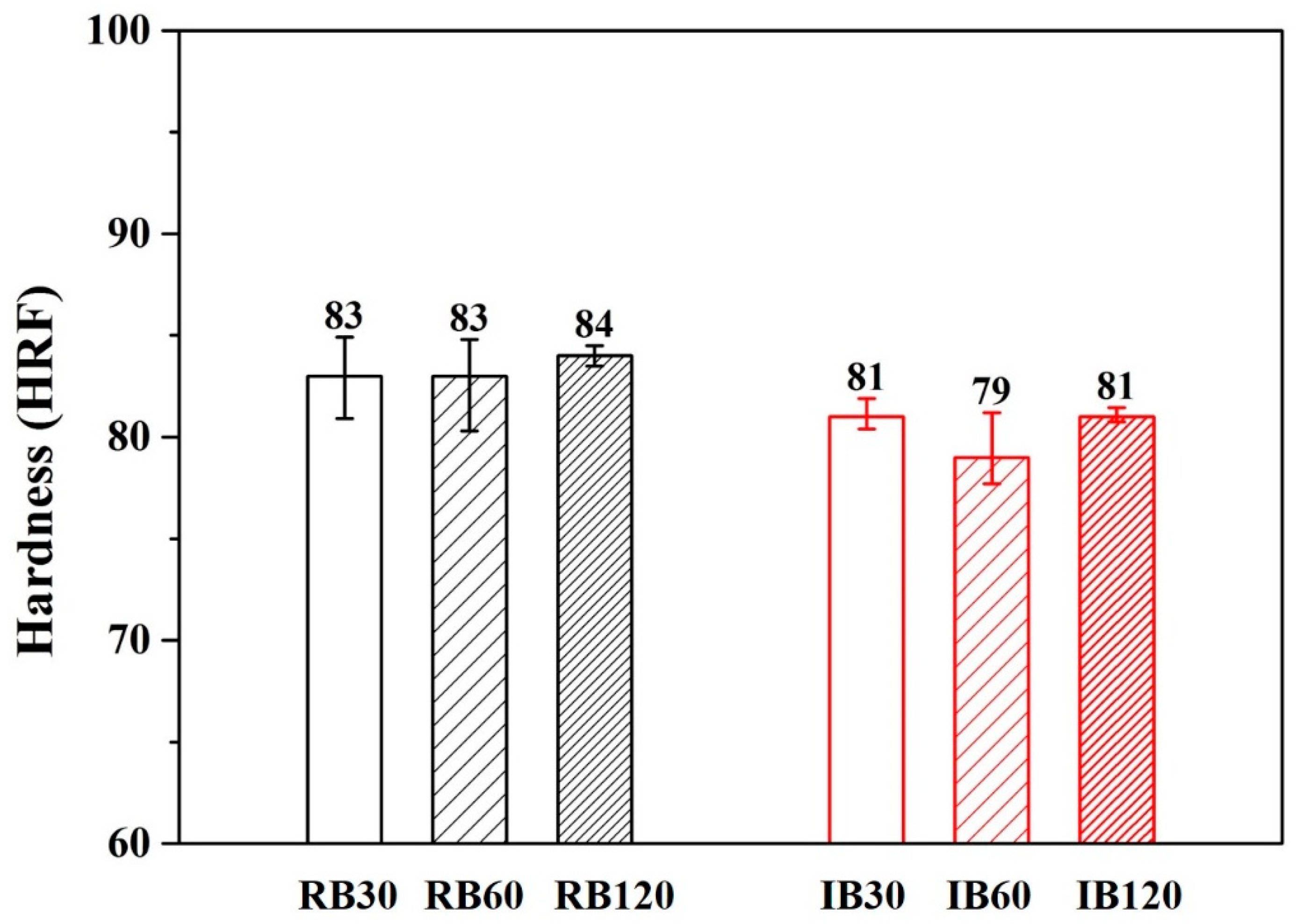
3.2. Effect of High-Penetrating Infrared on Solution Heat Treatment
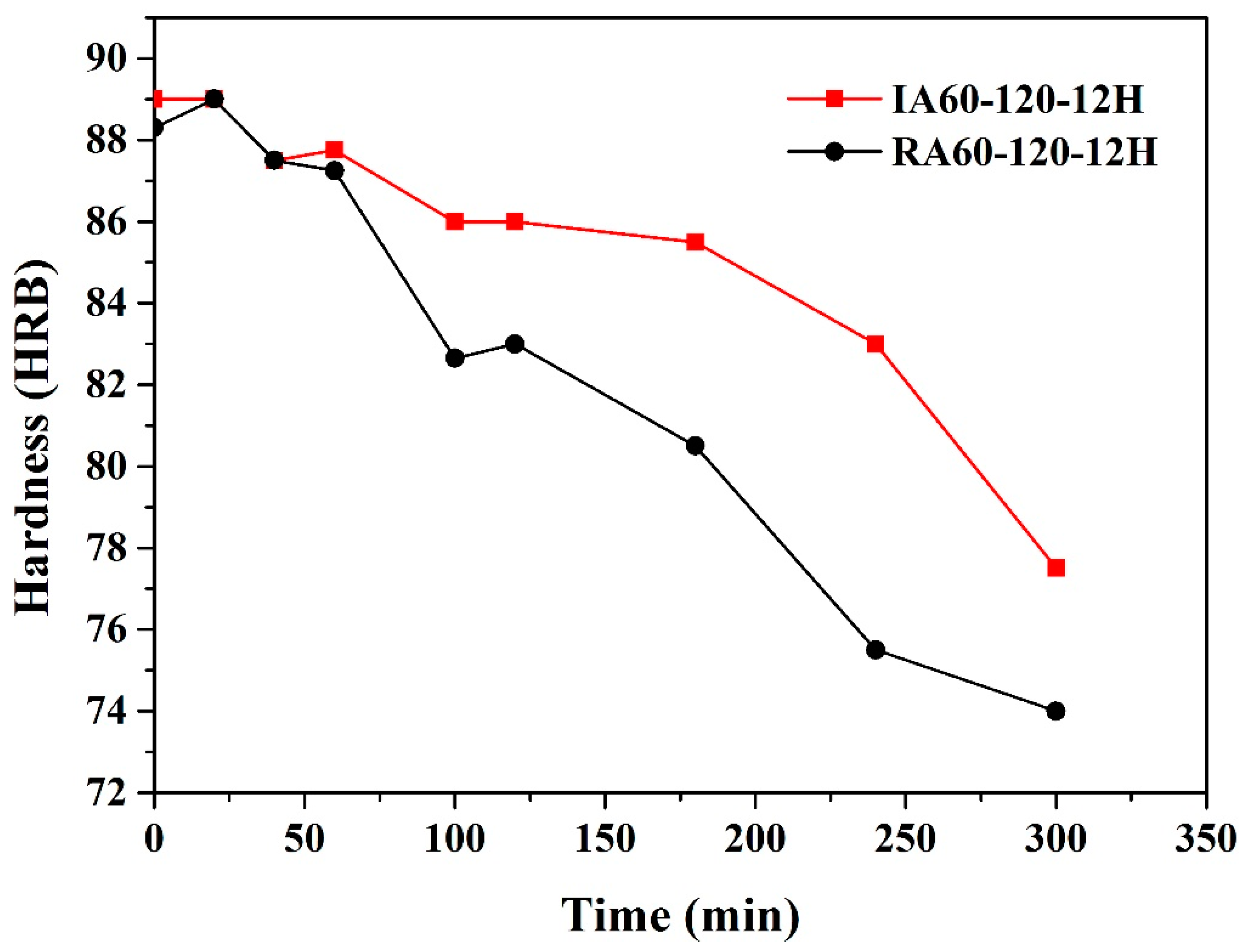
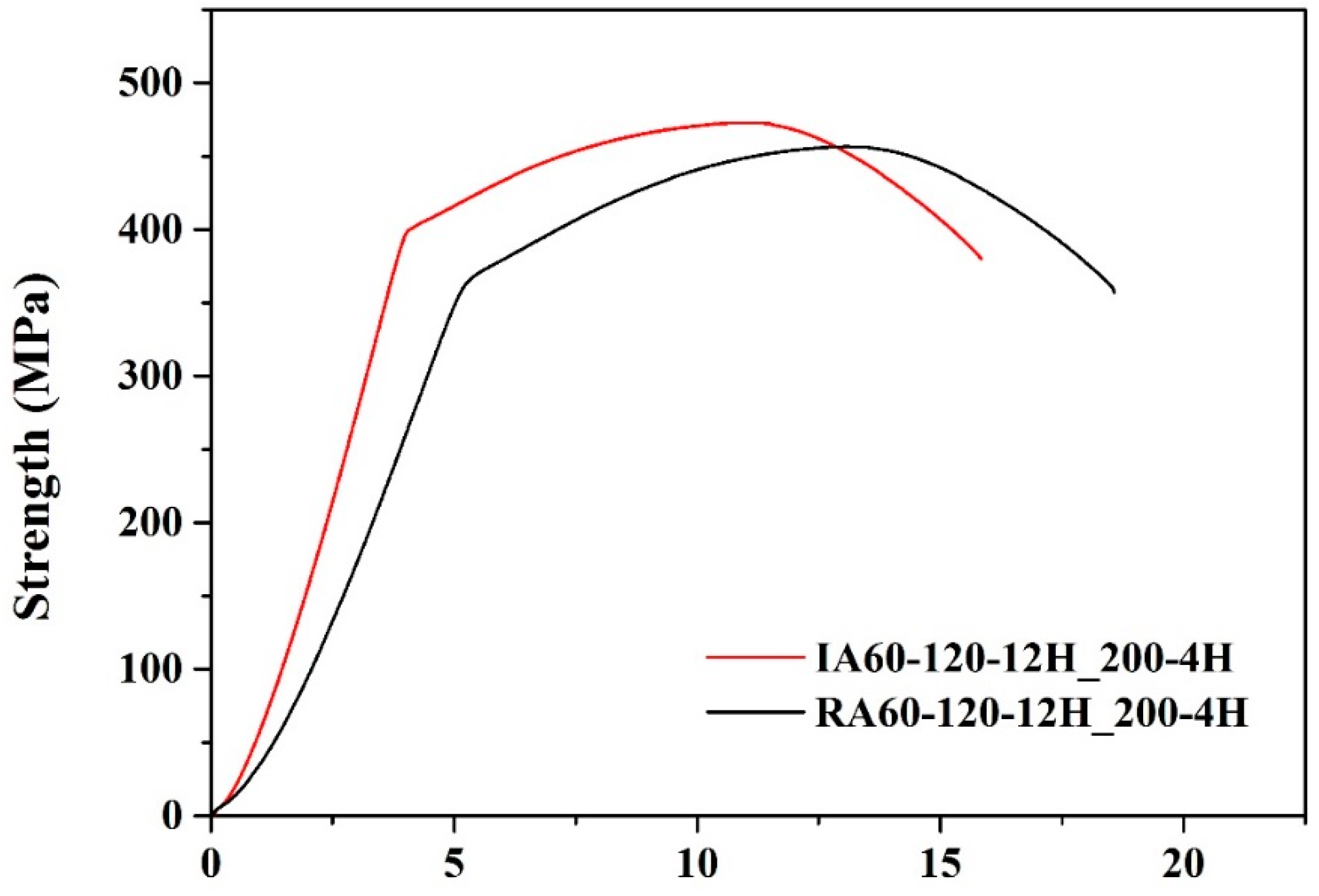
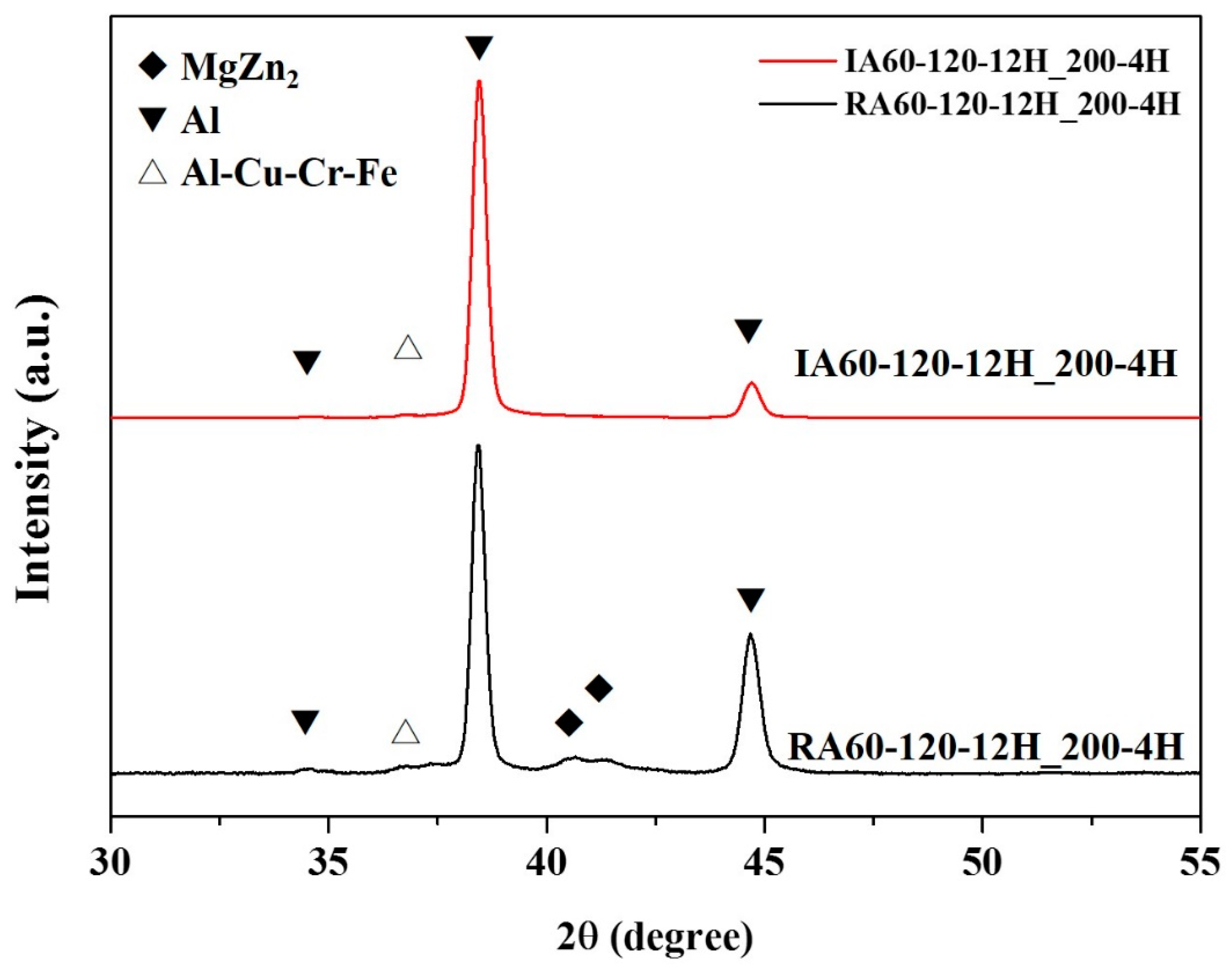
3.3. High-Temperature Resistance
4. Conclusions
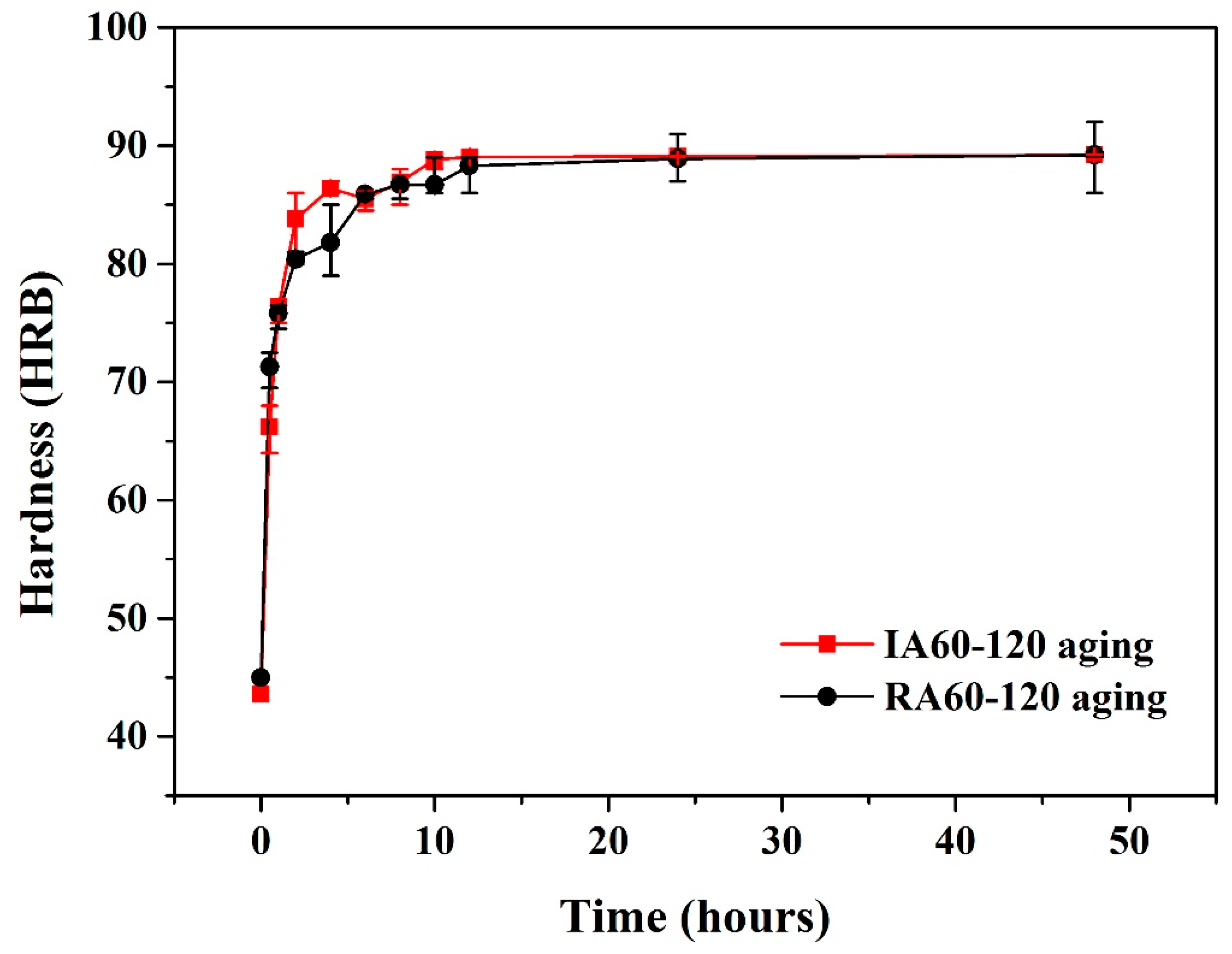
- IR heat treatment can be used as a heat treatment method on hot forging 7075 aluminum alloy. Moreover, compared to the RH-heated method, the IR-heated method results in better age hardening at the initial aging stage.
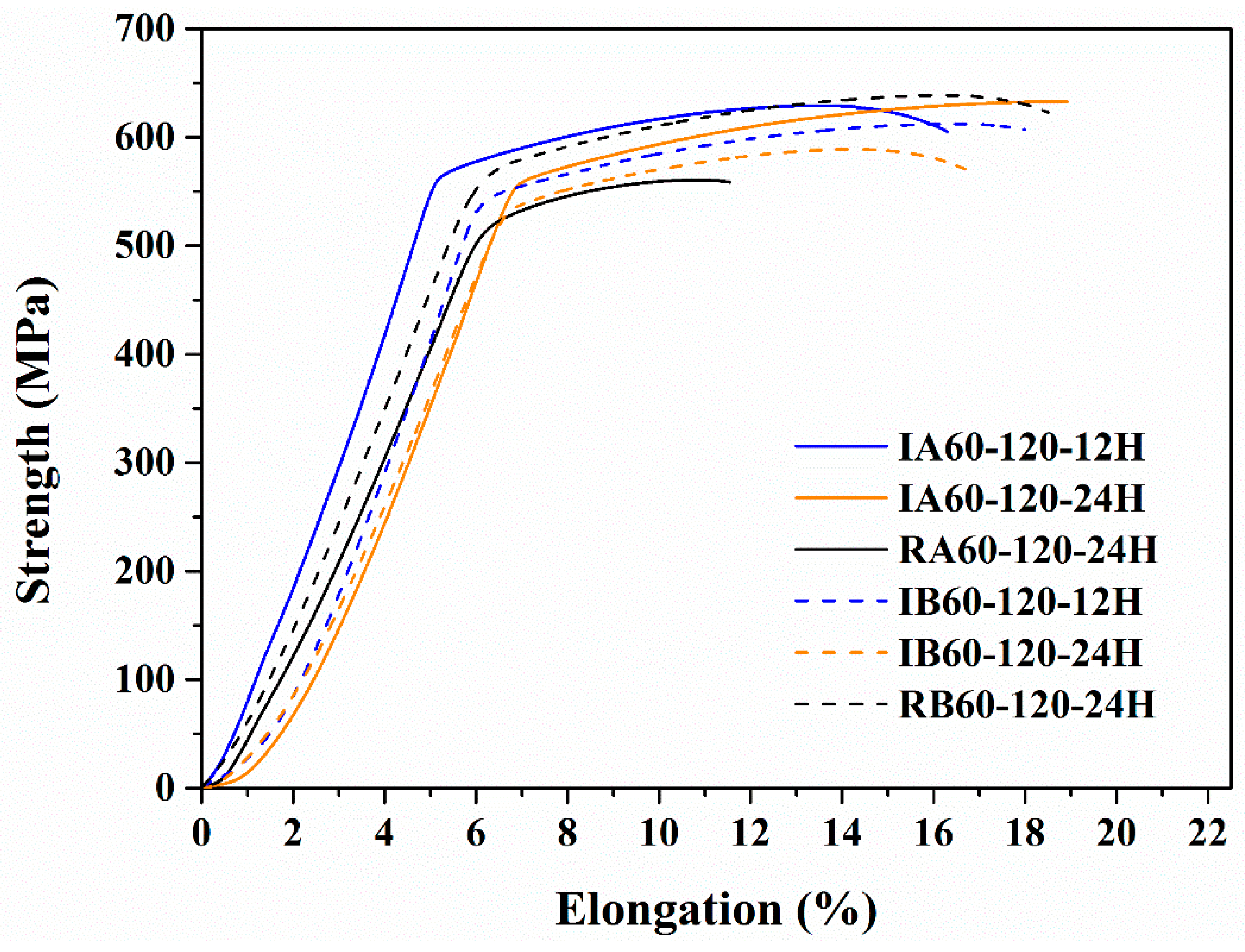
- IR heat treatment shortens the heat treatment time and produces strength and elongation in 12 h, like that obtained with RH in 24 h.
- IR-heated specimens had a higher Young’s modulus than that of RH-heated specimens. IR-heated can change the precipitates’ condition of the specimens.
- IR-heated specimens had better high temperature softening resistance than RA-heated specimens.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Starke, E.A., Jr.; Staley, J.T. Application of modern aluminium alloys to aircraft. In Fundamentals of Aluminium Metallurgy; Woodhead Publishing: Sawston, UK, 2011; pp. 747–783. [Google Scholar]
- Su, R.; Qu, Y.; Li, R.; You, J. Influence of RRA treatment on the microstructure and stress corrosion cracking behavior of the spray-formed 7075 alloy. Mater. Sci. 2015, 51, 372. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Zhang, J.L.; Liu, G.; Liang, Y.J. Effects of pre-treatments on aging precipitates and corrosion resistance of a creep-aged Al–Zn–Mg–Cu alloy. Mater. Des. 2015, 83, 866. [Google Scholar] [CrossRef]
- Gokhan, O.; Karaaslan, A. Properties of AA7075 aluminum alloy in aging and retrogression and reaging process. Trans. Nonferrous Met. Soc. 2017, 27, 2357. [Google Scholar]
- Danh, N.C.; Rajan, K.; Wallace, W. A TEM study of microstructural changes during retrogression and reaging in 7075 aluminum. Met. Trans. A 1983, 14, 1843. [Google Scholar] [CrossRef]
- Kervick, R.; Blue, C.A.; Kadolkar, P.B.; Ando, T.; Lu, H.; Nakazawa, K.; Mayer, H.; Mochnal, G. Enhancement of Aluminum Alloy Forgings through Rapid Billet Heating; KomTeK: Worcester, MA, USA, 2006. [Google Scholar]
- Chang, Y.L.; Hung, F.Y.; Lui, T.S. Enhancement of mechanical properties of hot-forged 6082 suspension parts via rapid IR heat treatment. Metals 2018, 8, 501. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.L.; Hung, F.Y.; Lui, T.S. Enhancing the tensile yield strength of A6082 aluminum alloy with rapid heat solutionizing. Mater. Sci. Eng. A 2017, 702, 438. [Google Scholar] [CrossRef]
- Lu, H.; Kadolkar, P.B.; Ando, T.; Blue, C.A.; Mayer, R. Control of Grain Size and Age Hardening in AA2618 Forgings Processed by Rapid Infrared Radiant Heating. TMS Lett. 2004, 1, 47. [Google Scholar]
- Li, J.F.; Peng, Z.W.; Li, C.X.; Jia, Z.Q.; Chen, W.J.; Zheng, Z.Q. Mechanical properties, corrosion behaviors and microstructures of 7075 aluminium alloy with various aging treatments. Trans. Nonferrous Met. Soc. 2008, 18, 755. [Google Scholar] [CrossRef]
- Ku, M.H.; Hung, F.Y.; Lui, T.S. Examination of the High Tensile Ductility Improvement in an As-Solutionized AA7075 Alloy with the Aid of a Friction Stir Process. Metals 2019, 9, 196. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, M.; Samuel, A.; Samuel, F. A preliminary study on optimizing the heat treatment of high strength Al–Cu–Mg–Zn alloys. Mater. Des. 2014, 57, 342. [Google Scholar] [CrossRef]
- Isadare, A.D.; Aremo, B.; Adeoye, M.O.; Olawale, O.J.; Shittu, M.D. Effect of heat treatment on some mechanical properties of 7075 aluminium alloy. Mater. Res. 2013, 16, 190. [Google Scholar] [CrossRef] [Green Version]
- Xie, C.; Schaller, R.; Jaquerod, C. High damping capacity after precipitation in some commercial aluminum alloys. Mater. Sci. Eng. A 1998, 252, 78. [Google Scholar] [CrossRef]
- Chang, Y.L.; Hung, F.Y.; Lui, T.S. Enhancement of the Young’s Modulus through Infrared Heat Treatment: A Study of the Microstructure and the Mass Effect of Real Body 6082 Aluminum Forgings. Metals 2018, 8, 239. [Google Scholar] [CrossRef] [Green Version]
- Karaaslan, A.; Kaya, I.; Atapek, H. Effect of aging temperature and of retrogression treatment time on the microstructure and mechanical properties of alloy AA 7075. Met. Sci. Heat. 2007, 49, 443. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Fe | Si | Cu | Mg | Mn | Zn | Cr | Ti |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | Bal. | 0.15 | 0.08 | 1.26 | 2.21 | 0.03 | 5.39 | 0.2 | 0.05 |
| Experiment Condition | Heating Method | SHT | Code |
|---|---|---|---|
| A (grip) | RH | 480 °C, 30, 60, 120 min | RA30, RA60, RA120 |
| IR | 480 °C, 30, 60, 120 min | IA30, IA60, IA120 | |
| B (upper receiver) | RH | 480 °C, 30, 60, 120 min | RB30, RB60, RB120 |
| IR | 480 °C, 30, 60, 120 min | IB30, IB60, IB120 |
| Experiment Condition | Heating Method | SHT | Artificial Aging | Code |
|---|---|---|---|---|
| A (grip) | RH | 480 °C, 60 min | 120 °C, 0–24 h | RA60-120_XH |
| 480 °C, 60 min | 140 °C, 0–24 h | RA60-140_XH | ||
| IR | 480 °C, 60 min | 120 °C, 0–24 h | IA60-120_XH | |
| 480 °C, 60 min | 140 °C, 0–24 h | IA60-140_XH | ||
| B (upper receiver) | RH | 480 °C, 60 min | 120 °C, 0–24 h | RB60-120_XH |
| 480 °C, 60 min | 140 °C, 0–24 h | RB60-140_XH | ||
| IR | 480 °C, 60 min | 120 °C, 0–24 h | IB60-120_XH | |
| 480 °C, 60 min | 140 °C, 0–24 h | IB60-140_XH |
| at.% | As-received A | RA120 | IA120 | |||
|---|---|---|---|---|---|---|
| A | B | C | D | E | F | |
| Fe | 7.8 | 0.0 | 8.3 | 0.1 | 0.2 | 11.5 |
| Cu | 3.1 | 0.1 | 3.1 | 0.2 | 0.2 | 3.1 |
| Zn | 1.2 | 1.1 | 1.4 | 1.7 | 0.5 | 1.8 |
| Mg | 1.3 | 5.1 | 1.0 | 19.1 | 42.6 | 1.5 |
| Al | 80.6 | 50.7 | 82.3 | 46.6 | 32.5 | 81.4 |
| Si | 2.8 | 40.4 | 0.5 | 30.4 | 23.8 | 0.5 |
| Cr | 3.2 | 2.6 | 3.4 | 1.9 | 0.2 | 0.2 |
| at.% | As-received B | RB120 | IB120 | |||
|---|---|---|---|---|---|---|
| G | H | I | J | K | L | |
| Fe | 8.0 | 0.2 | 8.5 | 0.0 | 12.2 | 0.2 |
| Cu | 2.6 | 0.4 | 3.8 | 0.2 | 3.4 | 0.2 |
| Zn | 1.7 | 1.0 | 1.0 | 0.9 | 1.6 | 0.5 |
| Mg | 0.8 | 33.3 | 1.2 | 40.8 | 1.5 | 42.6 |
| Al | 82.8 | 41.6 | 82.6 | 36.0 | 80.6 | 32.5 |
| Si | 0.4 | 22.1 | 0.7 | 20.6 | 0.4 | 23.8 |
| Cr | 3.7 | 1.4 | 2.2 | 1.5 | 0.3 | 0.2 |
| Material Properties | YS (MPa) | UTS (MPa) | UE (%) | TE (%) | Young’s Modulus (σ/ε, MPa) | Hardness (HRB) |
|---|---|---|---|---|---|---|
| Sample | ||||||
| IA60-120-12H | 574 | 630 | 7 | 10 | 121 | 89 |
| IA60-120-24H | 507 | 570 | 7 | 10 | 108 | 88 |
| RA60-120-24H | 512 | 554 | 4 | 5 | 100 | 89 |
| IB60-120-12H | 528 | 613 | 9 | 10 | 122 | 90 |
| IB60-120-24H | 533 | 634 | 7 | 10 | 161 | 88 |
| RB60-120-24H | 554 | 638 | 9 | 12 | 107 | 89 |
| Material Properties | YS (MPa) | UTS (MPa) | UE (%) | TE (%) | Young’s Modulus (σ/ε, MPa) | Hardness (HRB) |
|---|---|---|---|---|---|---|
| Sample | ||||||
| IA60-120-12H_200-4H | 400 | 474 | 7 | 12 | 124 | 76 |
| RA60-120-12H_200-4H | 367 | 458 | 7 | 13 | 89 | 83 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, Y.-L.; Hung, F.-Y.; Lui, T.-S. A New Infrared Heat Treatment on Hot Forging 7075 Aluminum Alloy: Microstructure and Mechanical Properties. Materials 2020, 13, 1177. https://doi.org/10.3390/ma13051177
Chang Y-L, Hung F-Y, Lui T-S. A New Infrared Heat Treatment on Hot Forging 7075 Aluminum Alloy: Microstructure and Mechanical Properties. Materials. 2020; 13(5):1177. https://doi.org/10.3390/ma13051177
Chicago/Turabian StyleChang, Yi-Ling, Fei-Yi Hung, and Truan-Sheng Lui. 2020. "A New Infrared Heat Treatment on Hot Forging 7075 Aluminum Alloy: Microstructure and Mechanical Properties" Materials 13, no. 5: 1177. https://doi.org/10.3390/ma13051177
APA StyleChang, Y. -L., Hung, F. -Y., & Lui, T. -S. (2020). A New Infrared Heat Treatment on Hot Forging 7075 Aluminum Alloy: Microstructure and Mechanical Properties. Materials, 13(5), 1177. https://doi.org/10.3390/ma13051177