Characteristics of Heat Resistant Aluminum Alloy Composite Core Conductor Used in overhead Power Transmission Lines


Abstract
:1. Introduction
2. Materials and Methods
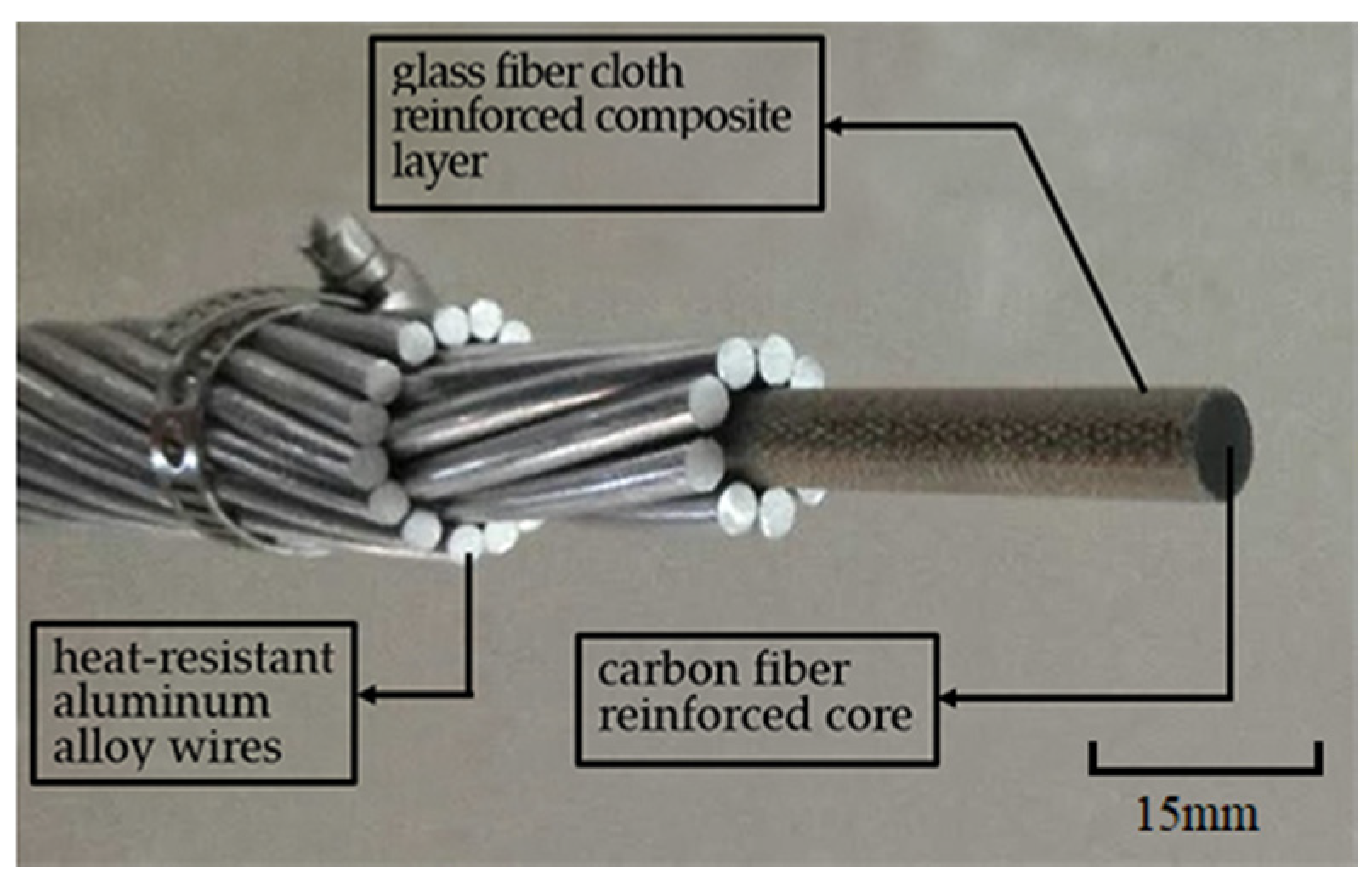
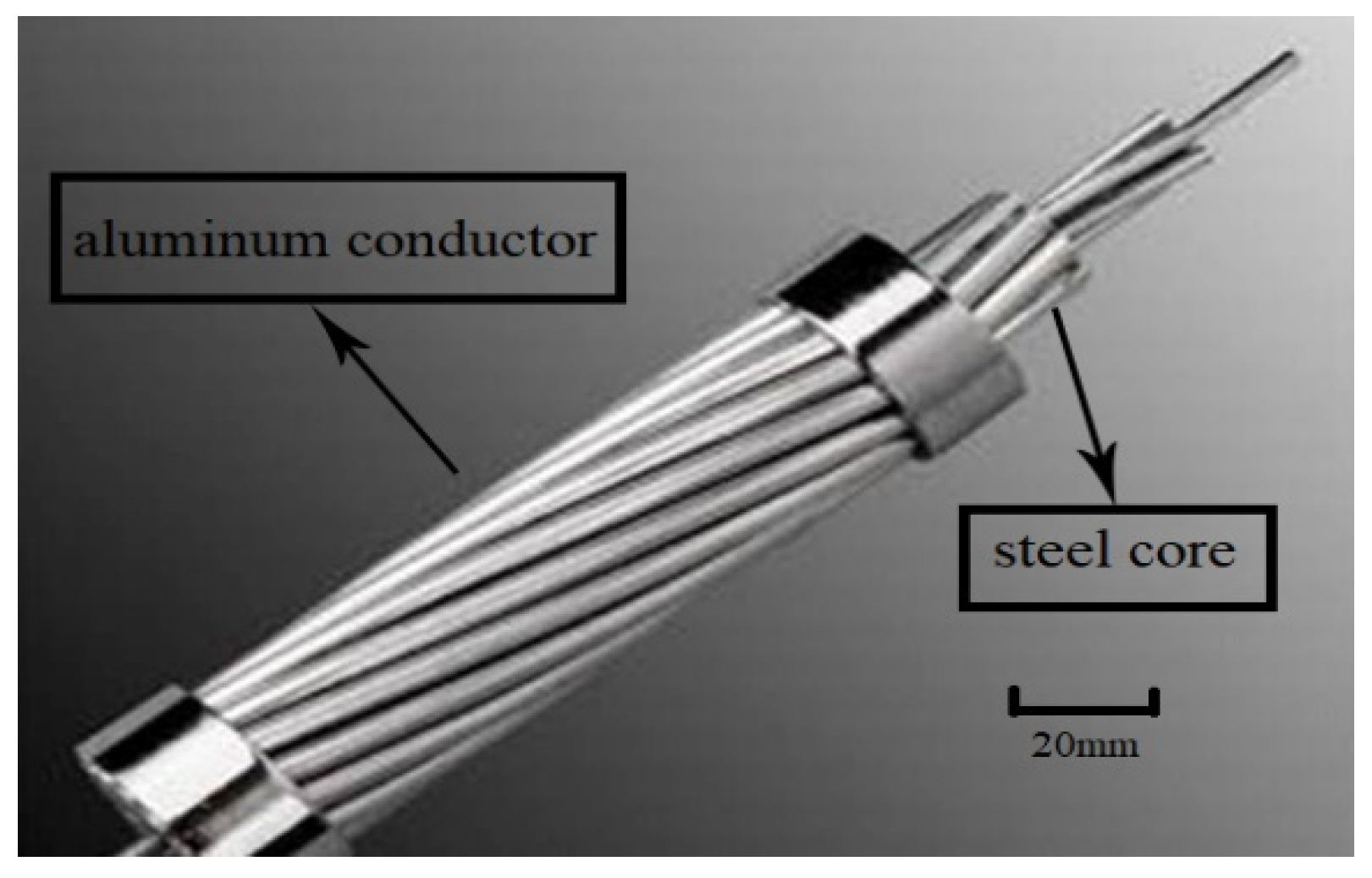
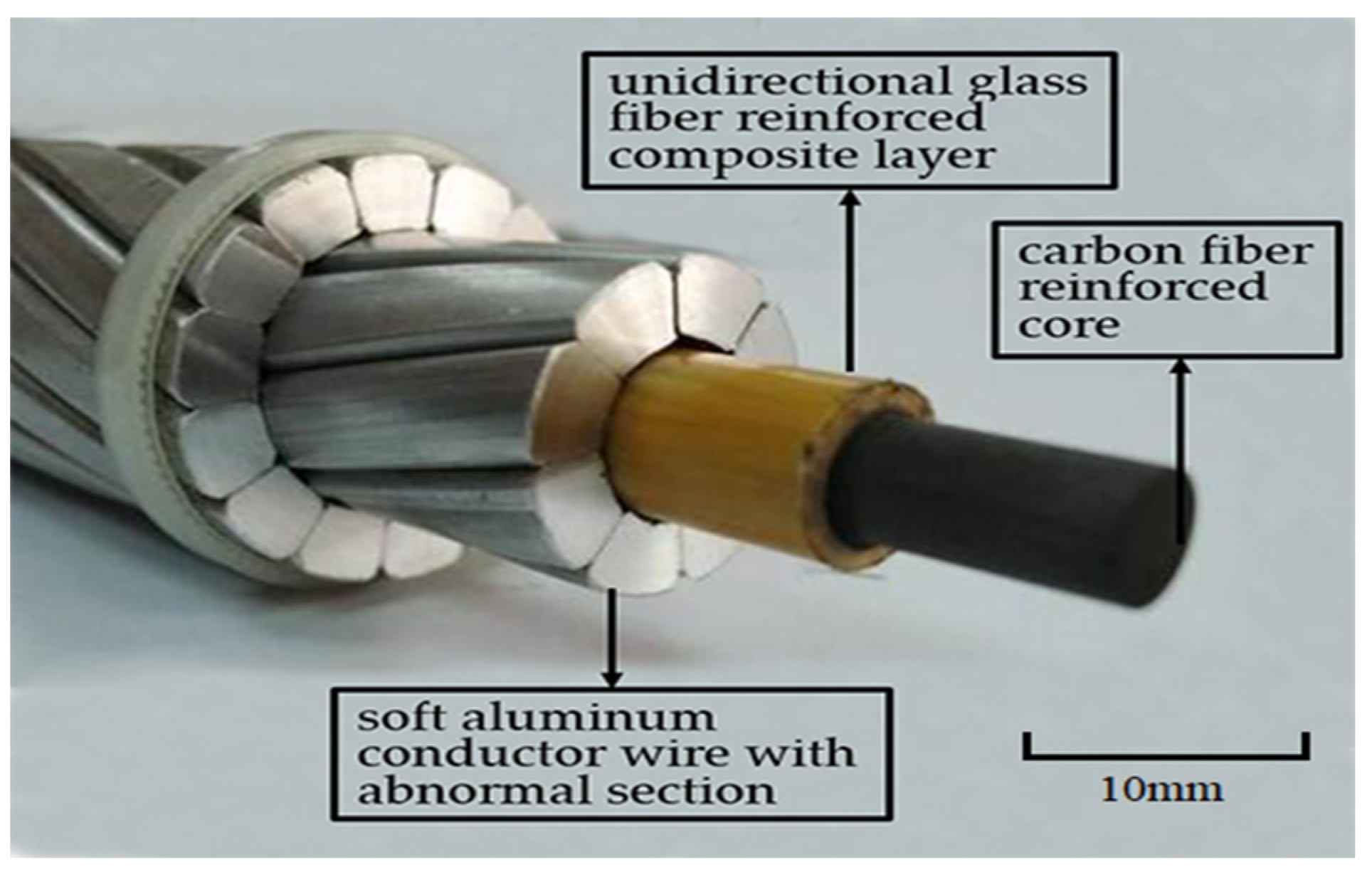
2.1. Structure and Material
2.2. Characterization
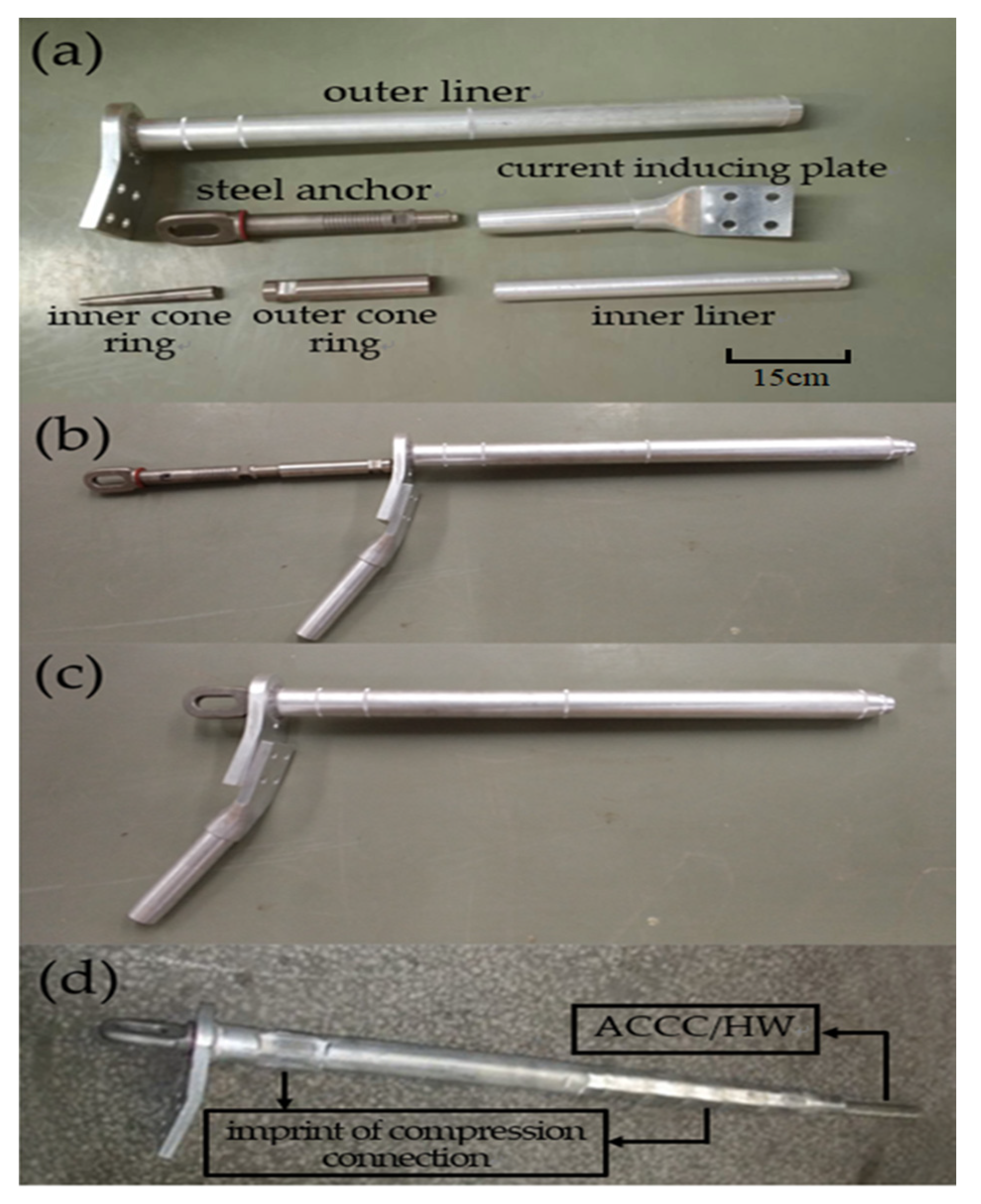
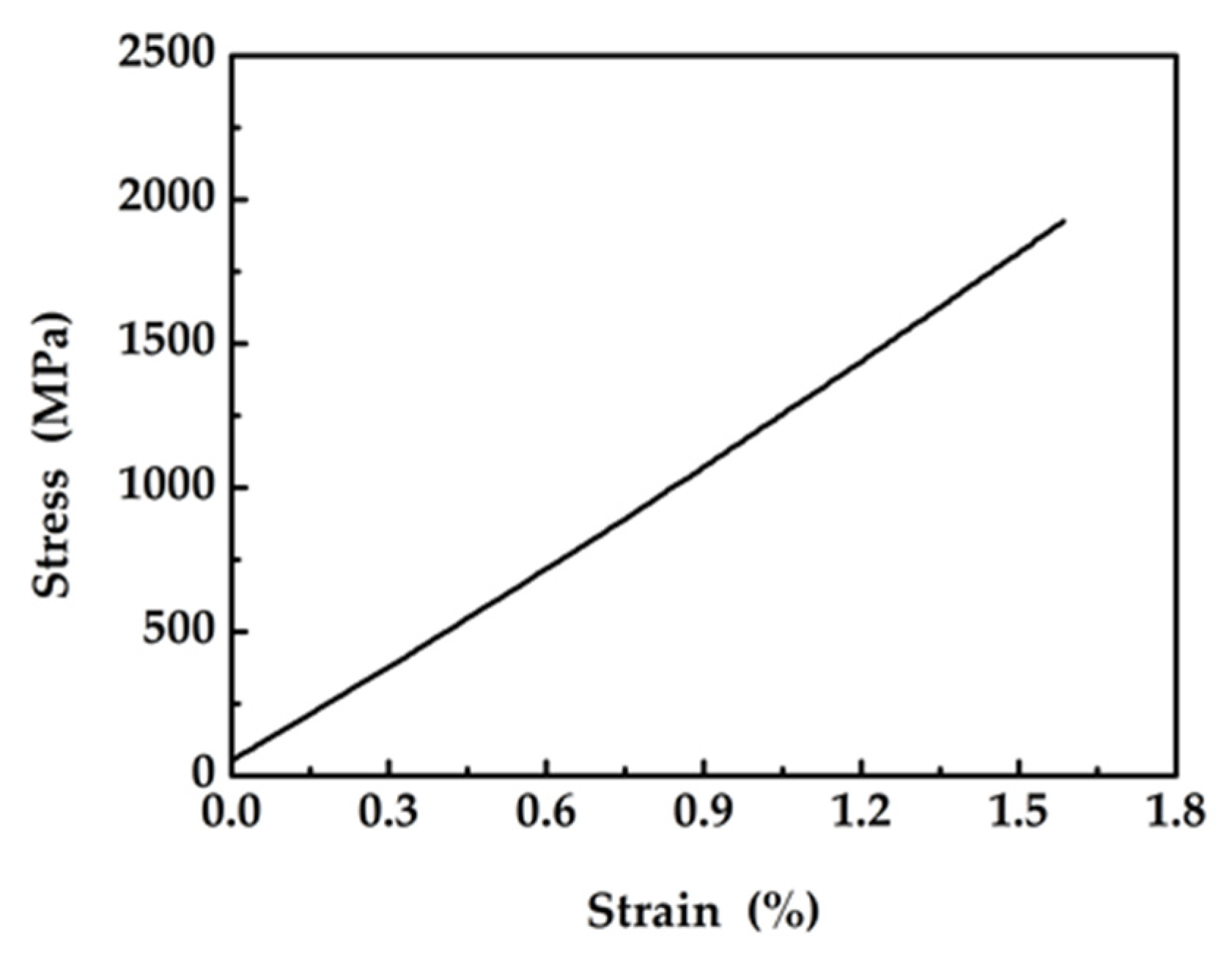
2.2.1. Tensile Stress Test
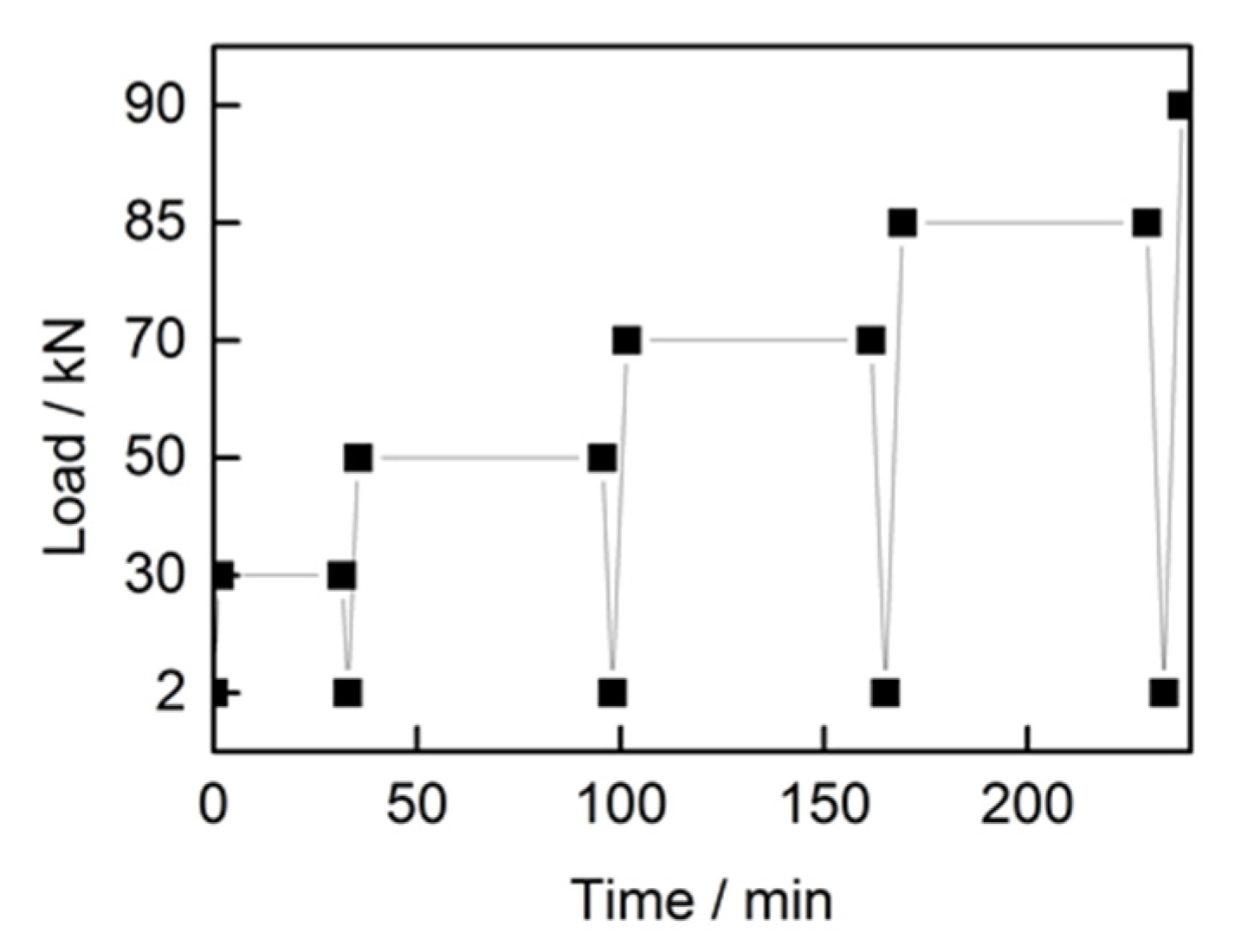
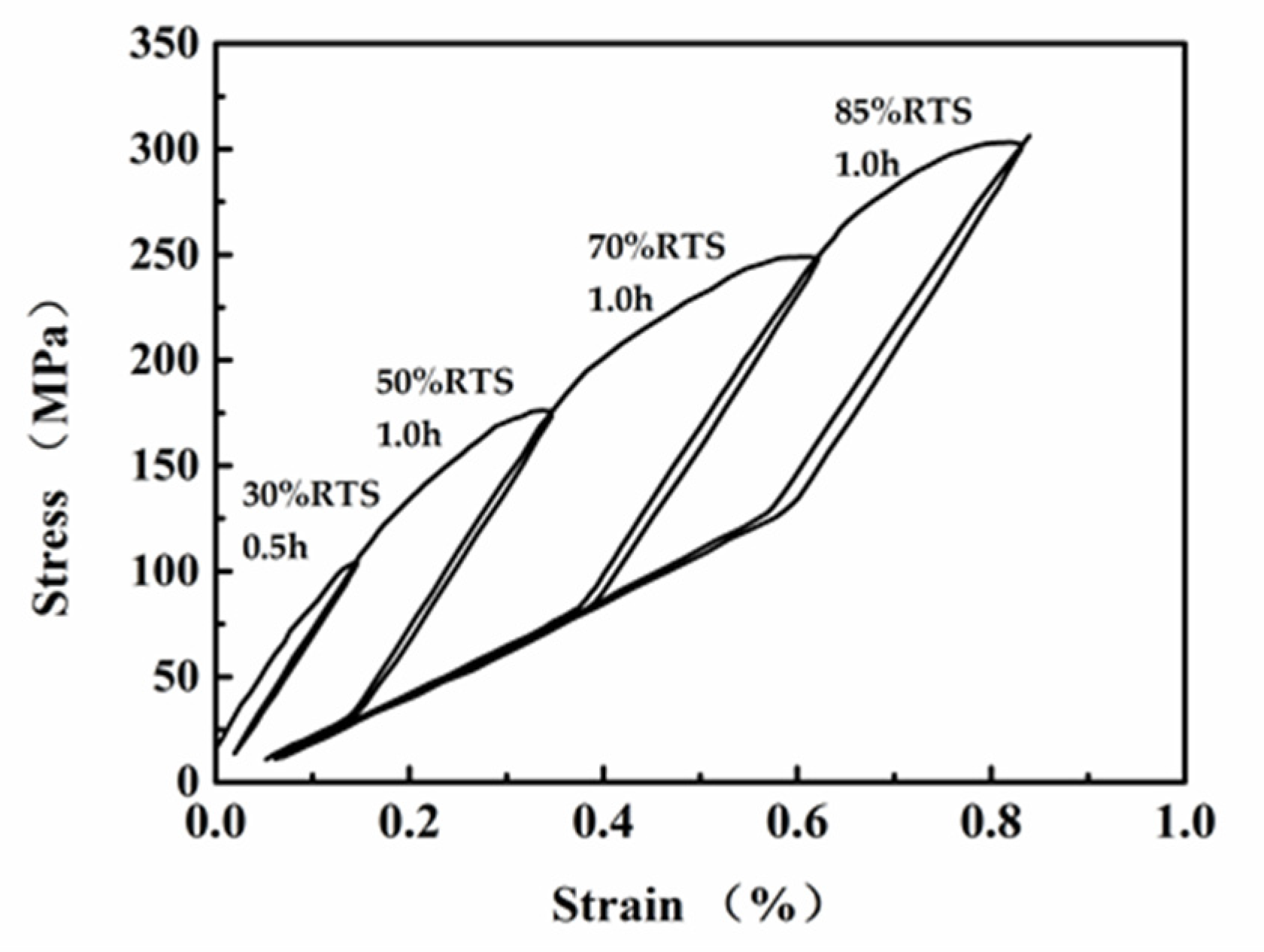
2.2.2. Stress-Strain Test
2.2.3. Sag Test
2.2.4. Creep Test
2.2.5. Current-Carrying Capacity
3. Results and Discussion
3.1. Basic Mechanical Property
3.2. Resistance to Deformation of ACCC/HW
3.3. Carrying Capacity
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jones, R.V.; Lomas, K.L. Determinants of high electrical energy demand in UK homes: Socio-economic and dwelling characteristics. Energy Build. 2015, 101, 24–34. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.H.; Wang, X.; Wang, J.Q.; Liu, J.J.; Zhang, T.; Tang, W.M. Damage investigation of the aged aluminium cable steel reinforced (ACSR) conductors in a high-voltage transmission line. Eng. Failure Anal. 2012, 19, 13–21. [Google Scholar] [CrossRef]
- Levesque, F.; Goudreau, S.; Langlois, S.; Legeron, F. Experimental study of dynamic bending stiffness of ACSR overhead conductors. IEEE Trans. Power Deliv. 2015, 30, 2252–2259. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.C.; Gao, L.; Zhang, J.X.; Zhang, L.C. Fretting wear behaviors of aluminum cable steel reinforced (ACSR) conductors in high-voltage transmission line. Metals 2017, 7, 373. [Google Scholar] [CrossRef] [Green Version]
- Lalonde, S.; Guilbault, R.; Langlois, S. Numerical analysis of ACSR conductor–clamp systems undergoing wind-induced cyclic loads. IEEE Trans. Power Deliv. 2018, 33, 1518–1526. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.J.; Chan, J.K.; Graziano, J.A. The lifetime estimate for ACSR single-stage splice connector operating at higher temperatures. IEEE Trans. Power Deliv. 2011, 26, 1317–1325. [Google Scholar] [CrossRef]
- Phillips, J.; Ryan, M.; Glass, D. Thinking outside the Box: Tennessee Valley Authority Uses the ACCR Conductor on a 500-kV Transmission Line. In Proceedings of the Electrical Transmission and Substation Structures Conference, Branson, MO, USA, 27 September–1 October 2015. [Google Scholar]
- Aluminum Conductor Composite Reinforced Technical Notebook (477 kcmil family) Conductor & Accessory Testing; 3M Corp.: St. Paul, MN, USA, 2003.
- Waters, D.H.; Hoffman, J.; Hakansson, E.; Kumosa, M. Low-velocity impact to transmission line conductors. Int. J. Impact Eng. 2017, 106, 64–72. [Google Scholar] [CrossRef]
- Alawar, A.; Bosze, E.J.; Nutt, S.R. A composite core conductor for low sag at high temperatures. IEEE Trans. Power Deliv. 2005, 20, 2193–2199. [Google Scholar] [CrossRef]
- Hakansson, E.; Predecki, P.; Kunosa, M.S. Galvanic corrosion of high temperature low sag aluminum conductor composite core and conventional aluminum conductor steel reinforced overhead high voltage conductors. IEEE Trans. Reliab. 2015, 64, 928–934. [Google Scholar] [CrossRef]
- Burks, B.; Middleton, J.; Armentrout, D.; Kumosa, M. Effect of excessive bending on residual tensile strength of hybrid composite rods. Compos. Sci. Technol. 2010, 70, 1490–1496. [Google Scholar] [CrossRef]
- Di, C.R.; Yu, J.W.; Wang, B.M.; Lau, A.K.T.; Zhu, B.; Qiao, K. Study of hybrid nanoparticles modified epoxy resin used in filament winding composite. Materials 2019, 12, 3853. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, H.L.; Zhao, H.; Shi, F.Y. Bending performance and reinforcement of rocker panel components with unidirectional carbon fiber composite. Materials 2019, 12, 3164. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, Y.R.; Liu, W.S.; Qiu, Y.P.; Wei, Y. A one-component, fast-cure, and economical epoxy resin system suitable for liquid molding of automotive composite parts. Materials 2019, 11, 685. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Y.; Song, F.R.; Zhou, G.H.; Yi, L. Technology and Application of Carbon Fiber Composite Conductor; China Electric Power: Beijing, China, 2015; p. 4. [Google Scholar]
- Burks, B.; Middleton, J.; Kumosa, M. Micromechanics modeling of fatigue failure mechanisms in a hybrid polymer matrix composite. Compos. Sci. Technol. 2012, 72, 1863–1869. [Google Scholar] [CrossRef]
- GB/T32502-2016; Overhead Electrical Stranded Conductors Composite Core Supported/Reinforced; The Standards Press of China (SPC): Beijing, China, 2016.
- IEC 61395-1998; Overhead Electrical Conductors—Creep Test Procedures for Stranded Conductors; British Standards Institution: London, UK, 1998.
- IEC 1597-1995; Overhead Electrical Conductors—Calculation Methods for Stranded Bare Conductors; British Standards Institution: London, UK, 1995.
- Dong, G.L.; Gong, J.G.; Yu, H.Y.; Yu, C.S. Design, Construction, Operation and Maintenance of Aluminium Composite Core; China Electric Power: Beijing, China, 2009; p. 36. [Google Scholar]
- Dong, X.Y. Analytic Method to Calculate and Characterize the Sag and Tension of Overhead Lines. IEEE Trans. Power Deliv. 2016, 31, 2064–2071. [Google Scholar] [CrossRef]
- Albizu, I.; Mazon, A.J.; Zamora, I. Flexible strain-tension calculation method for gap-type overhead conductors. IEEE Trans. Power Deliv. 2009, 24, 1529–1537. [Google Scholar] [CrossRef]
- Nuchprayoon, S.; Chaichana, A. Cost evaluation of current uprating of overhead transmission lines using ACSR and HTLS conductors. In Proceedings of the EEEIC/I&CPS Europe, Milan, Italy, 6–9 June 2017. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conductor Type | ACSR | ACCR | ACCC |
|---|---|---|---|
| Support core | Steel core | Ceramic fiber reinforced aluminum matrix core | Carbon fiber reinforced resin matrix core |
| Conductive wire | Aluminum | Aluminum alloy | Soft aluminum |
| Support core density (g/cm3) | 7.8 | 3.3 | 1.8 |
| Support core tensile stress (MPa) | 1300 | 1275 | 2400 |
| Support core modulus (GPa) | 200 | 216 | 130 |
| Properties | ACSR(LION) | ACCC/HW | |
|---|---|---|---|
| Aluminum wire | Number | 30 | 25 |
| Diameter (mm) | 3.18 | 3.68 (inner layer) | |
| 3.43 (outer layer) | |||
| Sectional area (mm2) | 238.3 | 243.0 | |
| Supported core | Material of supported core | Steel | Carbon fiber reinforced composite |
| Number | 7 | 1 | |
| Diameter (mm) | 9.54 | 7.46 | |
| Sectional area (mm2) | 55.6 | 43.7 | |
| The conductor | Mass per unit length (kg/km) | 1093.4 | 742.9 |
| Diameter (mm) | 22.3 | 21.74 | |
| Sectional area (mm2) | 293.9 | 286.7 | |
| Tension and Preservation Time | Load (kN) | ACCC/HW | |
|---|---|---|---|
| Stress (MPa) | Strain (%) | ||
| 30%RTS 30 min | 30 | 105.0 | 0.14 |
| 50%RTS 60 min | 50 | 175.0 | 0.35 |
| 70%RTS 60 min | 70 | 245.0 | 0.62 |
| 85%RTS 60 min | 85 | 297.5 | 0.83 |
| 90%RTS 0 min | 90 | 305.0 | 0.84 |
| Conductor Temperature/°C | Environment Temperature/°C | Carrying Capacity/A |
|---|---|---|
| 61.0 | 23.0 | 329 |
| 80.5 | 23.0 | 468 |
| 100.1 | 23.1 | 565 |
| 120.8 | 23.4 | 631 |
| 140.2 | 23.8 | 698 |
| 160.7 | 23.9 | 767 |
| Conductor Temperature (°C) | Environment Temperature (°C) | |||||
|---|---|---|---|---|---|---|
| 20 | 25 | 30 | 35 | 40 | 45 | |
| 70 | 643 | 599 | 552 | 500 | 442 | 376 |
| 80 | 713 | 675 | 635 | 592 | 546 | 495 |
| 90 | 779 | 746 | 710 | 673 | 634 | 591 |
| 100 | 828 | 798 | 767 | 734 | 700 | 663 |
| 110 | 878 | 850 | 822 | 792 | 761 | 729 |
| 120 | 923 | 897 | 871 | 844 | 816 | 787 |
| 130 | 965 | 941 | 917 | 892 | 867 | 840 |
| 140 | 1004 | 982 | 960 | 937 | 913 | 889 |
| 150 | 1041 | 1021 | 1000 | 978 | 956 | 934 |
| 160 | 1077 | 1057 | 1038 | 1018 | 997 | 976 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiao, K.; Zhu, A.; Wang, B.; Di, C.; Yu, J.; Zhu, B. Characteristics of Heat Resistant Aluminum Alloy Composite Core Conductor Used in overhead Power Transmission Lines. Materials 2020, 13, 1592. https://doi.org/10.3390/ma13071592
Qiao K, Zhu A, Wang B, Di C, Yu J, Zhu B. Characteristics of Heat Resistant Aluminum Alloy Composite Core Conductor Used in overhead Power Transmission Lines. Materials. 2020; 13(7):1592. https://doi.org/10.3390/ma13071592
Chicago/Turabian StyleQiao, Kun, Anping Zhu, Baoming Wang, Chengrui Di, Junwei Yu, and Bo Zhu. 2020. "Characteristics of Heat Resistant Aluminum Alloy Composite Core Conductor Used in overhead Power Transmission Lines" Materials 13, no. 7: 1592. https://doi.org/10.3390/ma13071592
APA StyleQiao, K., Zhu, A., Wang, B., Di, C., Yu, J., & Zhu, B. (2020). Characteristics of Heat Resistant Aluminum Alloy Composite Core Conductor Used in overhead Power Transmission Lines. Materials, 13(7), 1592. https://doi.org/10.3390/ma13071592