
Developing Super-Hydrophobic and Abrasion-Resistant Wool Fabrics Using Low-Pressure Hexafluoroethane Plasma Treatment


Abstract
:1. Introduction
2. Experimental Section
2.1. Raw Materials
2.2. Scouring of Wool Fabrics
2.3. Plasma Treatment of Wool Fabrics
2.4. Characterisation of Abrasion Resistance
2.5. Energy Dispersive X-ray (EDX) Analysis
2.6. Measurement of Contact Angle
2.7. Dyeing of Wool Fabrics
2.8. Measurement of Dye Uptake and Color Strength
3. Results and Discussion
3.1. Effect of Plasma Treatment on Abrasion Resistance
3.2. Effect of Plasma Treatment on Contact Angle
3.3. Effect of Plasma Treatment on Dye Adsorption
4. Conclusions
- (a)
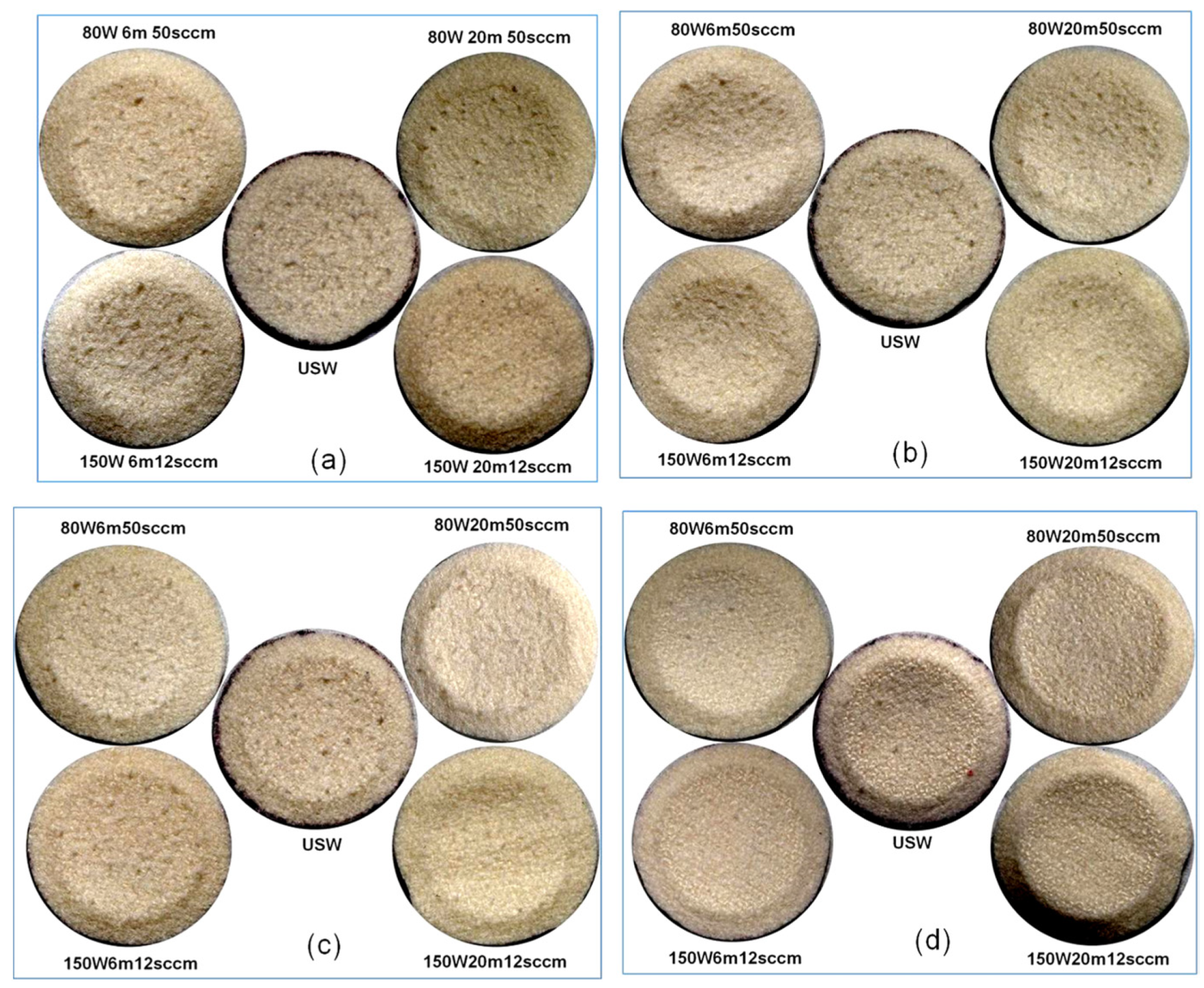
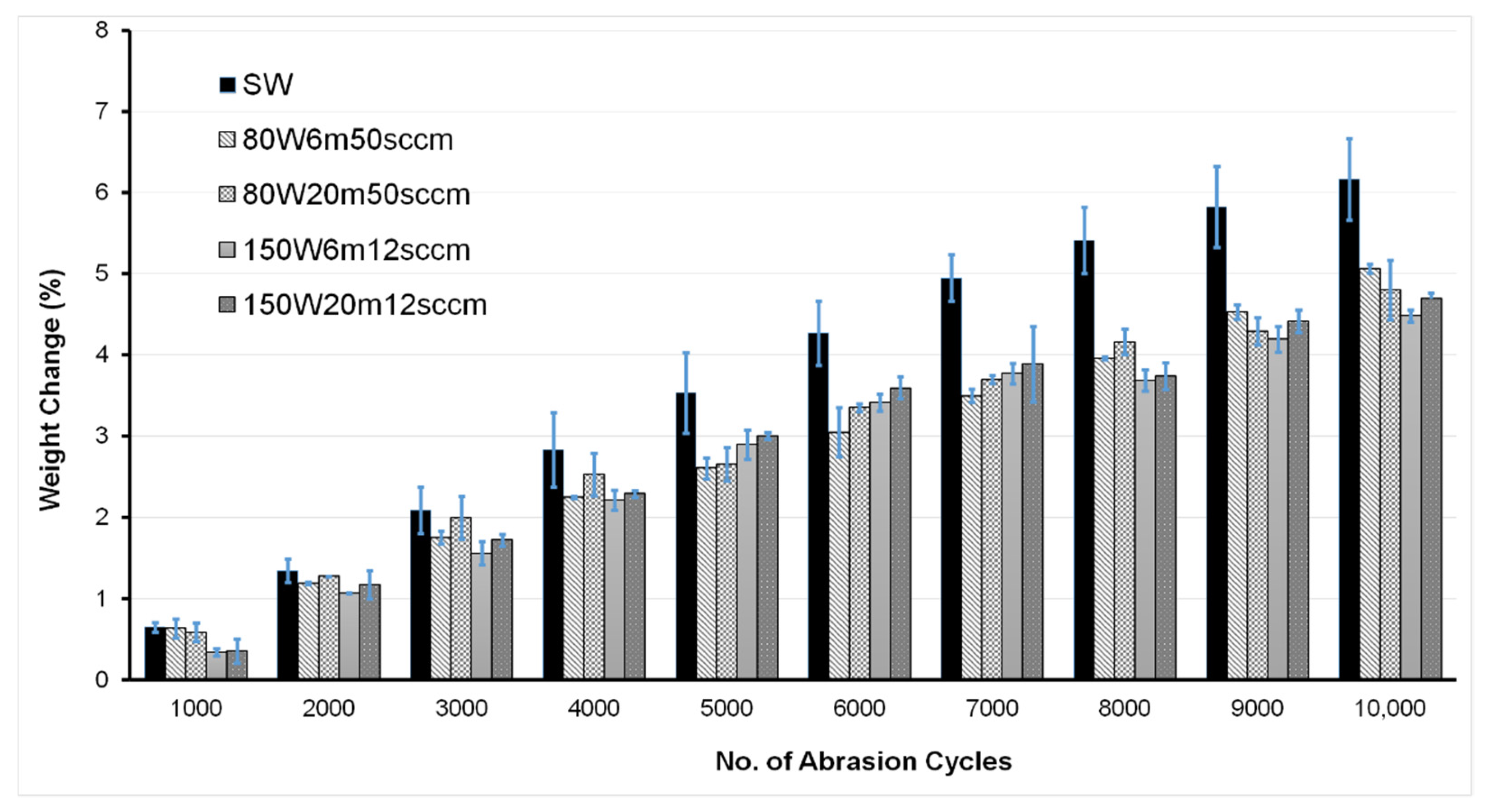
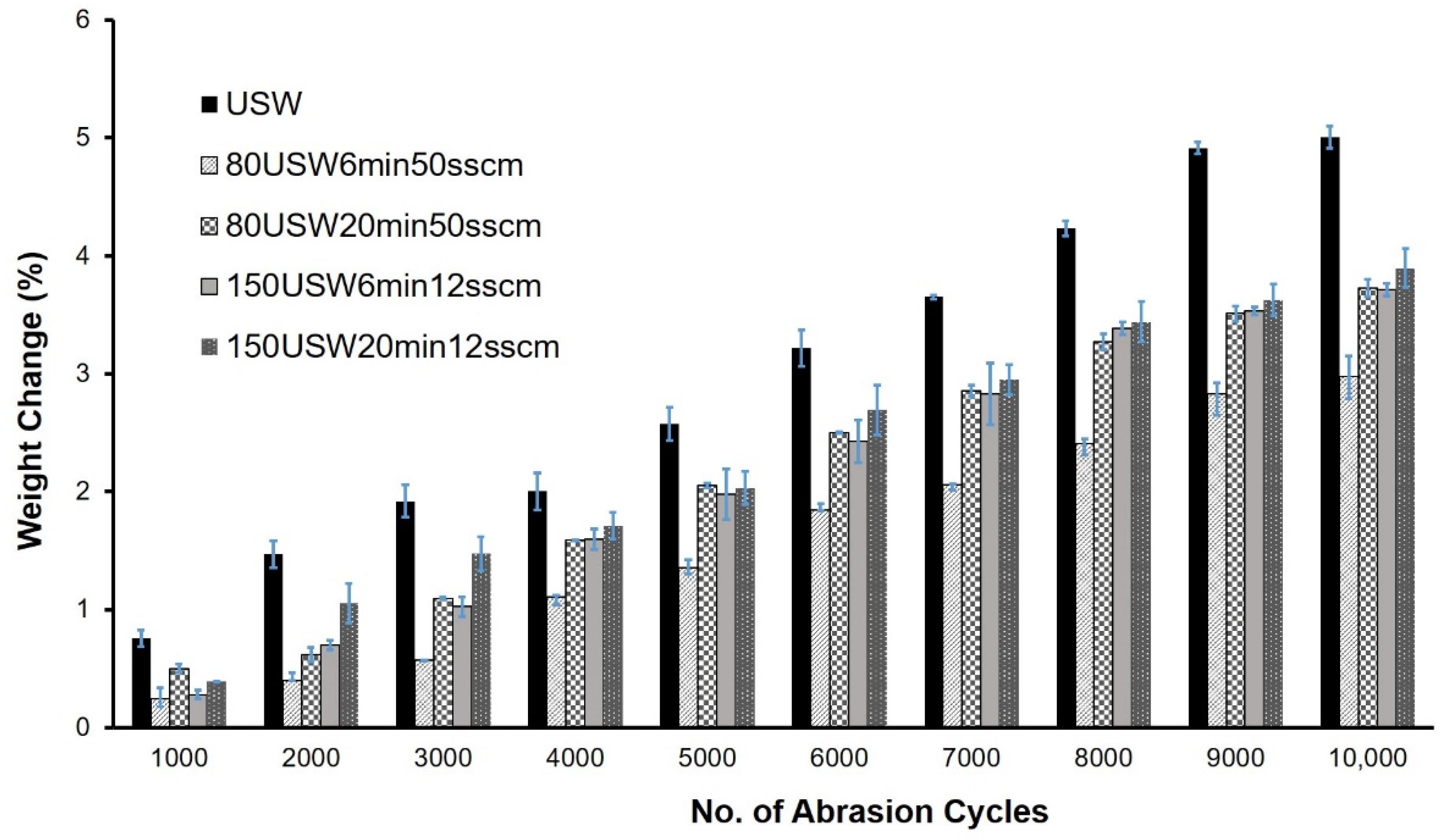
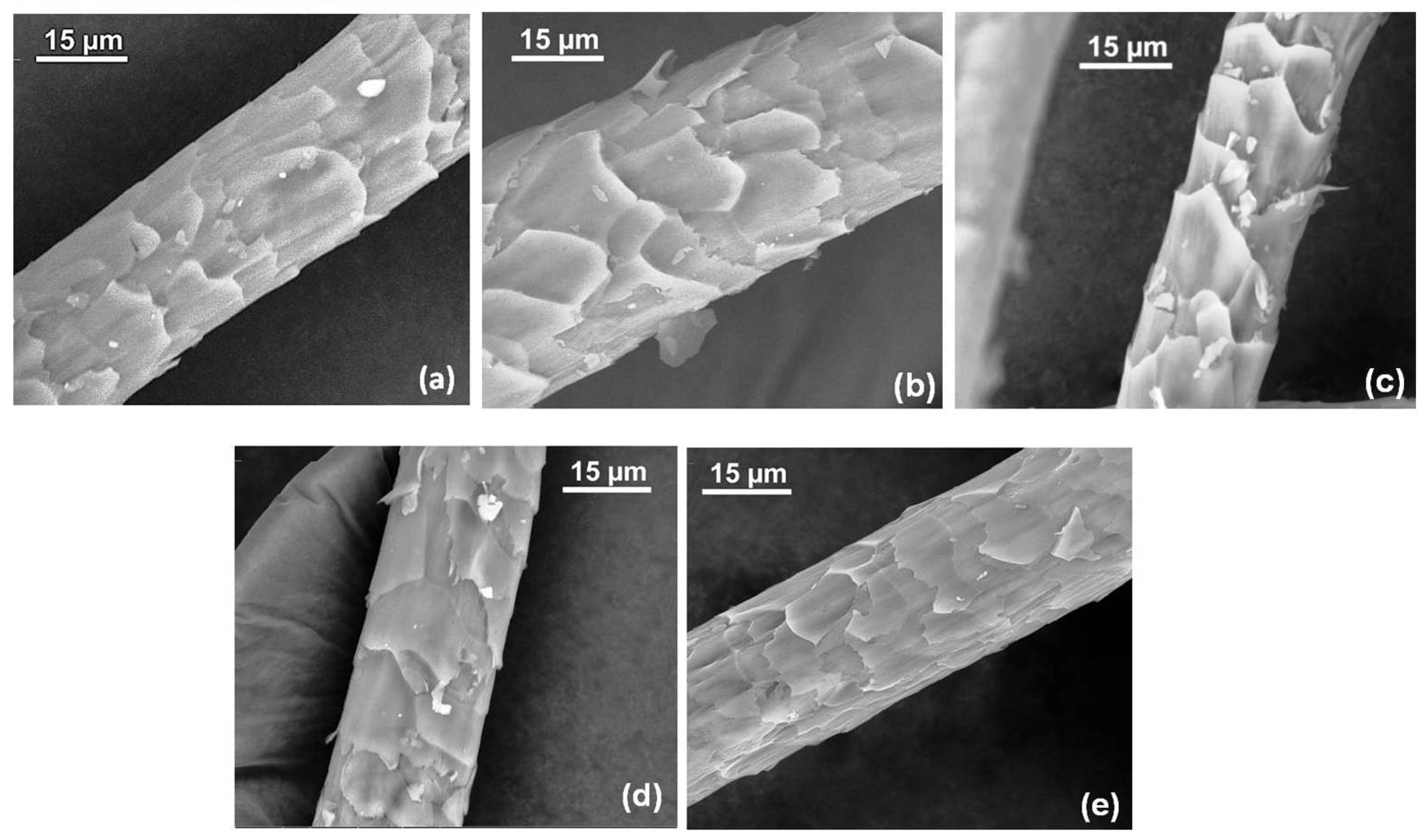
- C2F6 plasma treatment had significant influence on the abrasion resistance of both unscoured and scoured wool fabrics. Both visual surface damage and weight loss of wool fabrics increased with the increase in number of abrasion cycles from 500 to 10,000 cycles. The untreated wool fabrics showed the highest surface damage and weight loss among all of the samples, whereas the fabrics treated at 150 W, 12 min, 20 sccm showed the lowest visible surface damage.
- (b)
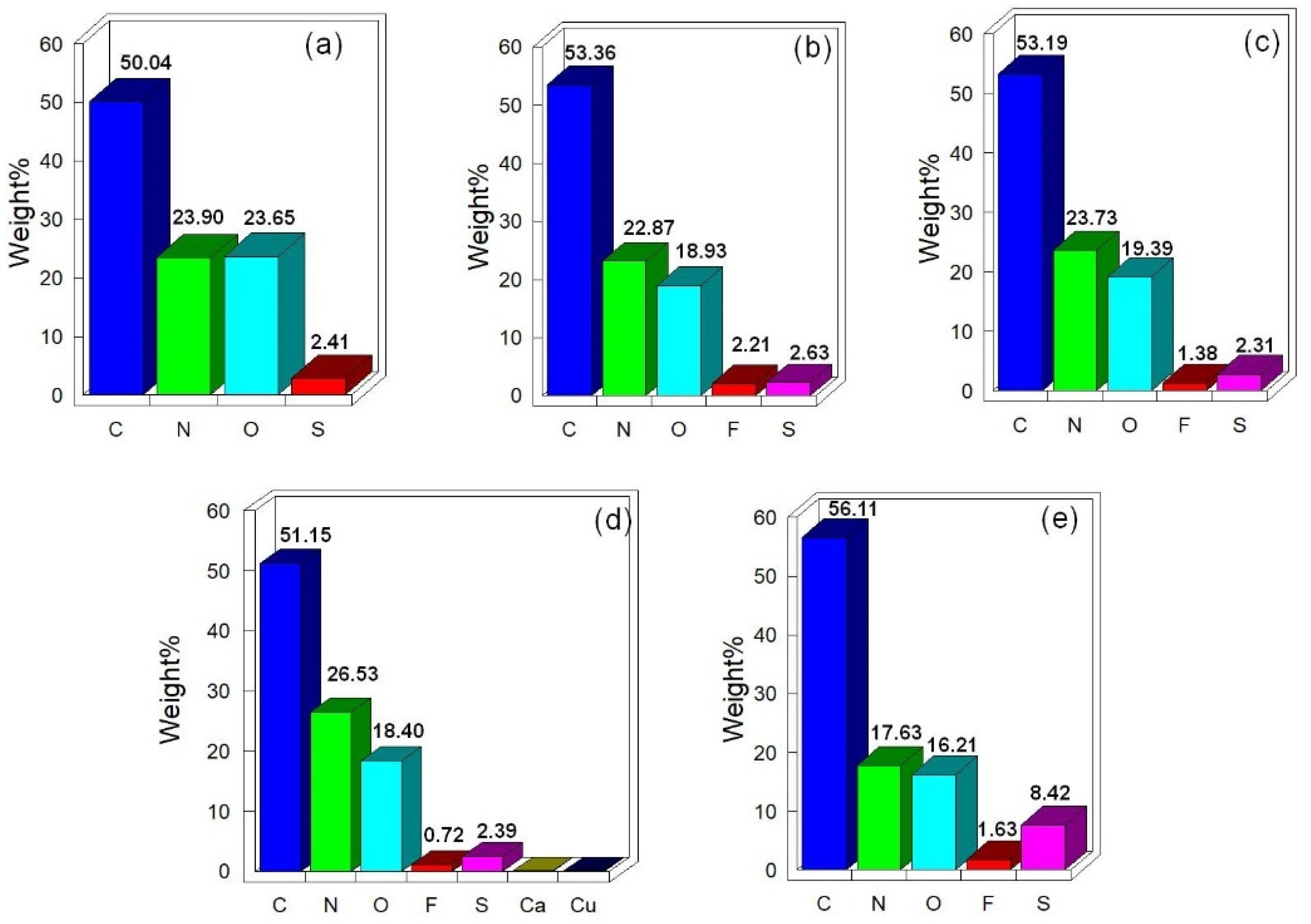
- Plasma treatment of wool fabrics showed (from the EDX study) the presence of F atoms, along with C, O, N and S atoms (which were also observed in the untreated wool fabrics), and an increase in C wt.%. This could be attributed to the reaction of F atoms and CFx free radicals with the wool fibre surface, as well as significant deposition of CxFy free radicals.
- (c)
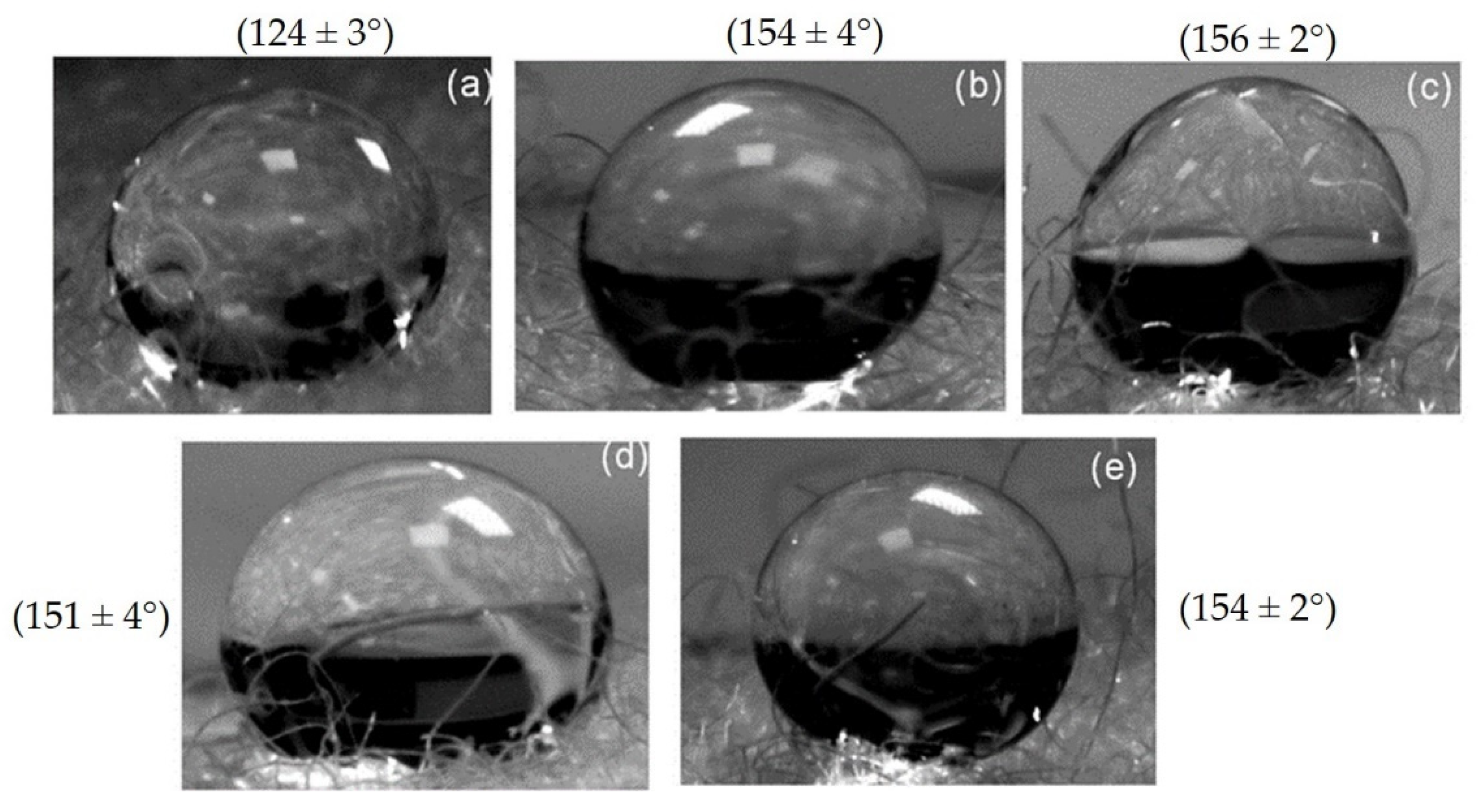
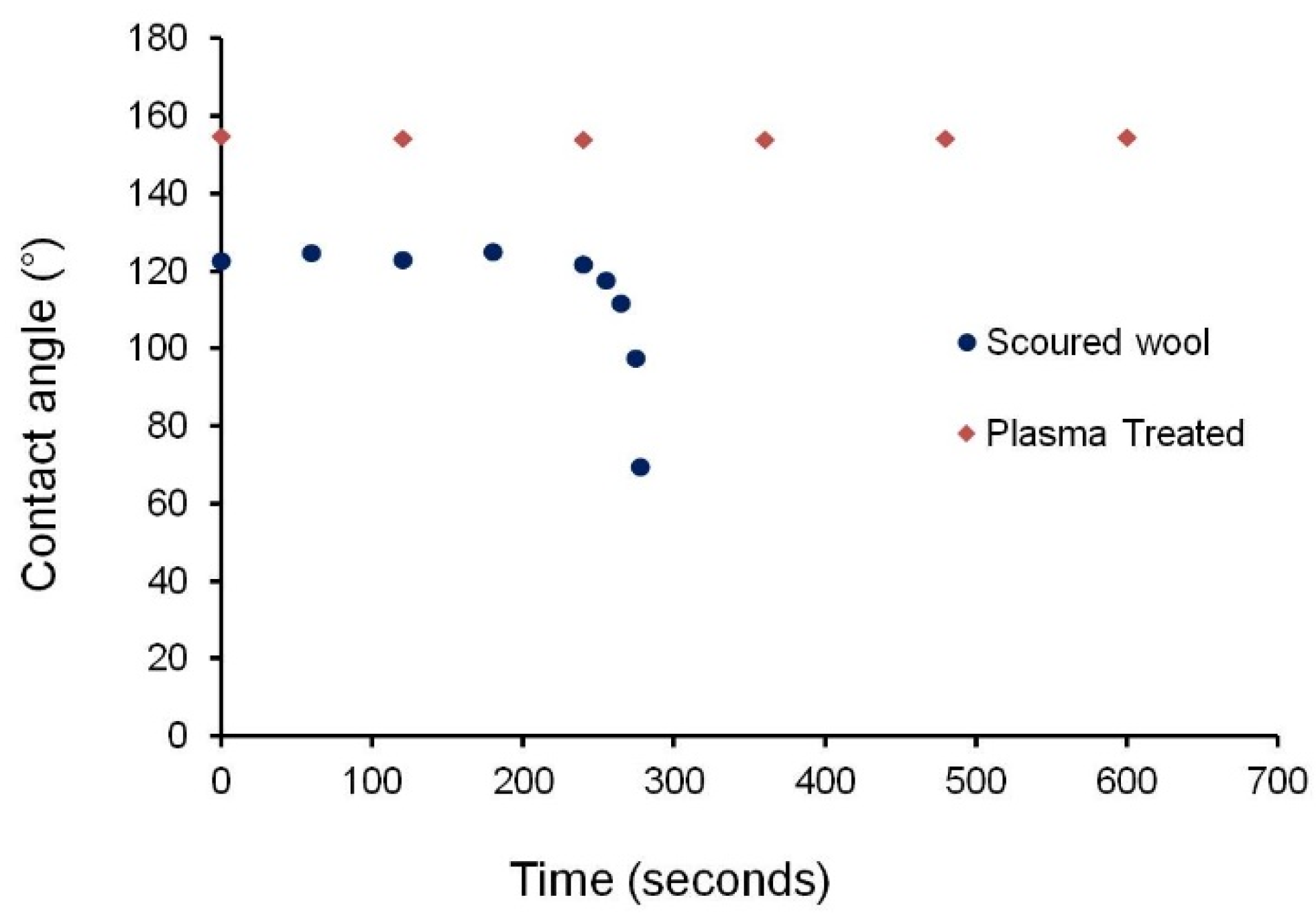
- The plasma treatment imparted superhydrophobicity (i.e., contact angles higher than 150°) to the wool fabrics. The untreated wool fabrics showed significantly lower contact angles (~124°), which were not stable. On the contrary, the plasma-treated samples showed a stable contact angle due to their rough fabric structure, with loose surface fibres and increased hydrophobicity.
- (d)
- The acid dye exhaustion of the wool fabrics decreased significantly due to the increased hydrophobicity of the wool fabrics owing to plasma treatment. The highest effect was observed in the case of samples treated at 150 W, 12 min, 12 sccm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Madhav, S.; Ahamad, A.; Singh, P.; Mishra, P.K. A review of textile industry: Wet processing, environmental impacts, and effluent treatment methods. Environ. Qual. Manag. 2018, 27, 31–41. [Google Scholar] [CrossRef]
- Rauscher, H.; Perucca, M.; Buyle, G. Plasma Technology for Hyperfunctional Surfaces: Food, Biomedical, and Textile Applications; Wiley-VCH: Weinheim, Germany, 2010; ISBN 9783527326549. [Google Scholar]
- Shahidi, S.; Ghoranneviss, M.; Moazzenchi, B. Application of Plasma in Different Branches of Industries. In Proceedings of the 4th RMUTP International Conference: Textiles & Fashion, Bangkok, Thailand, 3–4 July 2012. [Google Scholar]
- Anupriyanka, T.; Shanmugavelayutham, G.; Sarma, B.; Mariammal, M. A single step approach of fabricating superhydrophobic PET fabric by using low pressure plasma for oil-water separation. Colloids Surf. A Physicochem. Eng. Asp. 2020, 600, 124949. [Google Scholar] [CrossRef]
- Sun, D.; Stylios, G.K. Effect of Low Temperature Plasma Treatment on the Scouring and Dyeing of Natural Fabrics. Text. Res. J. 2004, 74, 751–756. [Google Scholar] [CrossRef]
- Zille, A.; Oliveira, F.R.; Souto, P.A.P. Plasma treatment in textile industry. Plasma Process. Polym. 2015, 12, 98–131. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Tang, J.; Wang, R.; Lu, H.; Li, L.; Kong, Y.; Qi, K.; Xin, J.H. Artificial lotus leaf structures from assembling carbon nanotubes and their applications in hydrophobic textiles. J. Mater. Chem. 2007, 17, 1071–1078. [Google Scholar] [CrossRef]
- Liu, G.; Zhou, L.; Wang, C.; Wu, Y.; Li, Y.; Fan, Q.; Shao, J. Study on the high hydrophobicity and its possible mechanism of textile fabric with structural colors of three-dimensional poly(styrene-methacrylic acid) photonic crystals. RSC Adv. 2015, 5, 62855–62863. [Google Scholar] [CrossRef]
- Ellinas, K.; Tserepi, A.; Gogolides, E. Superhydrophobic Fabrics with Mechanical Durability Prepared by a Two-Step Plasma Processing Method. Coatings 2018, 8, 351. [Google Scholar] [CrossRef] [Green Version]
- Zimmermann, J.; Reifler, F.A.; Fortunato, G.; Gerhardt, L.C.; Seeger, S. A simple, one-step approach to durable and robust superhydrophobic textiles. Adv. Funct. Mater. 2008, 18, 3662–3669. [Google Scholar] [CrossRef] [Green Version]
- Artus, G.R.J.; Jung, S.; Zimmermann, J.; Gautschi, H.P.; Marquardt, K.; Seeger, S. Silicone nanofilaments and their application as superhydrophobic coatings. Adv. Mater. 2006, 18, 2758–2762. [Google Scholar] [CrossRef]
- Xu, C.L.; Wang, Y.Z. Self-assembly of stearic acid into nano flowers induces the tunable surface wettability of polyimide film. Mater. Des. 2018, 138, 30–38. [Google Scholar] [CrossRef]
- Zhang, W.; Lu, X.; Xin, Z.; Zhou, C. A self-cleaning polybenzoxazine/TiO2 surface with superhydrophobicity and superoleophilicity for oil/water separation. Nanoscale 2015, 7, 19476–19483. [Google Scholar] [CrossRef] [PubMed]
- Sun, D.; Stylios, G.K. Fabric surface properties affected by low temperature plasma treatment. J. Mater. Process. Technol. 2006, 173, 172–177. [Google Scholar] [CrossRef]
- Özdil, N.; Kayseri, G.; Of, G.M.-A. Abrasion Resistance of Materials; InTech Open: Rijeka, Croatia, 2012; ISBN 978-9535103004. [Google Scholar]
- Kumpikaitė, E.; Ragaišienė, A.; Barburski, M. Comparable Analysis of the End-Use Properties of Woven Fabrics with Fancy Yarns. Part I: Abrasion Resistance and Air Permeability. Fibres Text. East. Eur. 2010, 18, 80. [Google Scholar]
- Coldea, A.M.; Vlad, D. Research Regarding the Physical-Mechanical Properties of Knits for Garments-Abrasion Resistance. Procedia Eng. 2017, 181, 330–337. [Google Scholar] [CrossRef]
- Houshyar, S.; Padhye, R.; Shanks, R.A.; Nayak, R. Nanodiamond Fabrication of Superhydrophilic Wool Fabrics. Langmuir 2019, 35, 7105–7111. [Google Scholar] [CrossRef] [PubMed]
- Sun, D. Investigation into Abrasion Resistance of Dyed Fabrics Made of Recycled and Standard Cotton Fibres. J. Text. Eng. Fash. Technol. 2017, 1, 00006. [Google Scholar] [CrossRef] [Green Version]
- Textor, T.; Derksen, L.; Bahners, T.; Gutmann, J.S.; Mayer-Gall, T. Abrasion resistance of textiles: Gaining insight into the damaging mechanisms of different test procedures. J. Eng. Fibers Fabr. 2019, 14. [Google Scholar] [CrossRef] [Green Version]
- Brzeziński, S.; Kowalczyk, D.; Borak, B.; Jasiorski, M.; Tracz, A. Applying the sol-gel method to the deposition of nanocoats on textiles to improve their abrasion resistance. J. Appl. Polym. Sci. 2012, 125, 3058–3067. [Google Scholar] [CrossRef]
- Brzeziński, S.; Kowalczyk, D.; Borak, B.; Jasiorski, M.; Tracz, A. Nanocoat finishing of polyester/cotton fabrics by the sol-gel method to improve their wear resistance. Fibres Text. East. Eur. 2011, 89, 83–88. [Google Scholar]
- Li, G.; Joo Lee, H.; Michielsen, S. Design of abrasion resistant super-antiwetting nylon surfaces. New J. Chem. 2017, 41, 13593–13599. [Google Scholar] [CrossRef]
- Dong, Y.; Kong, J.; Mu, C.; Zhao, C.; Thomas, N.L.; Lu, X. Materials design towards sport textiles with low-friction and moisture-wicking dual functions. Mater. Des. 2015, 88, 82–87. [Google Scholar] [CrossRef] [Green Version]
- Prestes, S.M.D.; Mancini, S.D.; Rangel, E.C.; Da Cruz, N.C.; Schreiner, W.H.; Junior, A.R. Plasma treatment to improve the surface properties of recycled post-consumer PVC. Plasma Process. Polym. 2015, 12, 456–465. [Google Scholar] [CrossRef]
- Iriyama, Y.; Yasuda, H. Fundamental aspect and behavior of saturated fluorocarbons in glow discharge in absence of potential source of hydrogen. J. Polym. Sci. Part A Polym. Chem. 1992, 30, 1731–1739. [Google Scholar] [CrossRef]
- Edwards, N.W.M.; Best, E.L.; Connell, S.D.; Goswami, P.; Carr, C.M.; Wilcox, M.H.; Russell, S.J. Role of surface energy and nano-roughness in the removal efficiency of bacterial contamination by nonwoven wipes from frequently touched surfaces. Sci. Technol. Adv. Mater. 2017, 18, 197–209. [Google Scholar] [CrossRef]
- Ren, L.; Wang, T.; Chen, Z.; Li, Y.; Qian, L. Self-lubricating PEO–PTFE composite coating on titanium. Metals 2019, 9, 170. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Xu, B.; Liu, J. Micro and Nano Sulfide Solid Lubrication; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012; Volume 9783642231, ISBN 9783642231025. [Google Scholar]
- Karim, M.N.; Rigout, M.; Yeates, S.G.; Carr, C. Surface chemical analysis of the effect of curing conditions on the properties of thermally-cured pigment printed poly (lactic acid) fabrics. Dye Pigment 2014, 103, 168–174. [Google Scholar] [CrossRef]
- Ma, L.; Luo, J. Thin film lubrication in the past 20 years. Friction 2016, 4, 280–302. [Google Scholar] [CrossRef] [Green Version]
- Udakhe, J.; Honade, S.; Shrivastava, N. Plasma Induced Physicochemical Changes and Reactive Dyeing of Wool Fabrics. J. Mater. 2015, 2015, 620370. [Google Scholar] [CrossRef] [Green Version]
- Park, S.; Kim, J.; Park, C.H. Superhydrophobic textiles: Review of theoretical definitions, fabrication and functional evaluation. J. Eng. Fibers Fabr. 2015, 10. [Google Scholar] [CrossRef]
- Barani, H.; Montazer, M.; Calvimontes, A.; Dutschk, V. Surface roughness and wettability of wool fabrics loaded with silver nanoparticles: Influence of synthesis and application methods. Text. Res. J. 2013, 83, 1310–1318. [Google Scholar] [CrossRef]
- Birzu, M.; Frunza, L.; Zgura, I.; Cotorobai, V.F.; Ganea, C.P.; Preda, N.; Enculescu, M. Wettability by water contact angle upon the surface of wool fabrics covered with oxide nanoparticles. Dig. J. Nanomater. Biostruct. 2017, 12, 921–931. [Google Scholar]
- Park, S.; Kim, J.; Park, C.H. Analysis of the wetting state of super-repellent fabrics with liquids of varying surface tension. RSC Adv. 2016, 6, 45884–45893. [Google Scholar] [CrossRef] [Green Version]
- Karim, M.N.; Afroj, S.; Rigout, M.; Yeates, S.G.; Carr, C. Towards UV-curable inkjet printing of biodegradable poly (lactic acid) fabrics. J. Mater. Sci. 2015, 50, 4576–4585. [Google Scholar] [CrossRef] [Green Version]
- Naebe, M.; Cookson, P.G.; Rippon, J.; Brady, R.P.; Wang, X.; Brack, N.; Van Riessen, G. Effects of Plasma Treatment of Wool on the Uptake of Sulfonated Dyes with Different Hydrophobic Properties. Text. Res. J. 2010, 80, 312–324. [Google Scholar] [CrossRef]
- Wakida, T.; Lee, M.; Sato, Y.; Ogasawara, S.; Ge, Y.; Niu, S. Dyeing properties of oxygen low-temperature plasma-treated wool and nylon 6 fibres with acid and basic dyes. J. Soc. Dye Colour. 1996, 112, 233–236. [Google Scholar] [CrossRef]
- El-Zawahry, M.M.; Ibrahim, N.A.; Eid, M.A. The impact of nitrogen plasma treatment upon the physical-chemical and dyeing properties of wool fabric. Polym. Plast. Technol. Eng. 2006, 45, 1123–1132. [Google Scholar] [CrossRef]
- Chvalinová, R.; Wiener, J. Sorption properties of wool fibres after plasma treatment. Chem. Listy 2008, 102, 1473–1477. [Google Scholar]
- Kan, C.W. Dyeing behavior of low temperature plasma treated wool. Fibers Polym. 2006, 7, 262–269. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value * |
|---|---|
| Chemical Name | Amido Naphthol Red G, Azophloxine |
| Formula Weight | 509.42 |
| Charge | negative |
| Molecular Formula | C18H13N3Na2O8S2 |
| Chromophore | Mono azo |
| Maximum Wavelength | , (2nd) |
| Sample Codes | Plasma Conditions | ||
|---|---|---|---|
| Power (W) | Flow Rate (Sccm) | Time (min) | |
| Un-scoured (USW) and scoured wool (SW) fabrics | - | - | - |
| 80 W 6 m 50 sccm | 80 | 50 | 6 |
| 80 W 20 m 50 sccm | 80 | 50 | 20 |
| 150 W 6 m 12 sccm | 150 | 12 | 6 |
| 150 W 20 m 12 sccm | 150 | 12 | 20 |
| Samples | Dye Exhaustion | % Decrease in Dye Uptake | K/S | % Decrease in K/S |
|---|---|---|---|---|
| USW | 96.67 | --- | 41.13 ± 0.88 * | ----- |
| 80 W 6 m 50 sscm | 88.44 | 8.5 | 35.25 ± 0.83 | 14.3 |
| 80 W 20 m 50 sscm | 89.44 | 7.5 | 36.00 ± 0.77 | 12.5 |
| 150 W 6 m 12 sscm | 91.66 | 5.2 | 40.36 ± 0.48 | 1.9 |
| 150 W 20 m 12 sccm | 87.77 | 9.2 | 34.13 ± 1.49 | 17.0 |
| SW | 96.70 | ---- | 39.13 ±0.87 | ----- |
| 80 W 6 m 50 sscm | 88.67 | 8.3 | 35.75 ± 1.08 | 8.6 |
| 80 W 20 m 50 sscm | 89.99 | 6.9 | 36.89 ± 0.51 | 5.7 |
| 150 W 6 m 12 sscm | 92.22 | 4.6 | 40.38 ± 0.69 | 3.2 |
| 150 W 20 m 12 sscm | 87.77 | 9.2 | 34.63 ± 1.43 | 11.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parveen, S.; Rana, S.; Goswami, P. Developing Super-Hydrophobic and Abrasion-Resistant Wool Fabrics Using Low-Pressure Hexafluoroethane Plasma Treatment. Materials 2021, 14, 3228. https://doi.org/10.3390/ma14123228
Parveen S, Rana S, Goswami P. Developing Super-Hydrophobic and Abrasion-Resistant Wool Fabrics Using Low-Pressure Hexafluoroethane Plasma Treatment. Materials. 2021; 14(12):3228. https://doi.org/10.3390/ma14123228
Chicago/Turabian StyleParveen, Shama, Sohel Rana, and Parikshit Goswami. 2021. "Developing Super-Hydrophobic and Abrasion-Resistant Wool Fabrics Using Low-Pressure Hexafluoroethane Plasma Treatment" Materials 14, no. 12: 3228. https://doi.org/10.3390/ma14123228