
Macro-Modelling of Laser Micro-Joints for Understanding Joint Strength in Electric Vehicle Battery Interconnects


Abstract
:
1. Introduction
2. Materials and Experimental Procedures
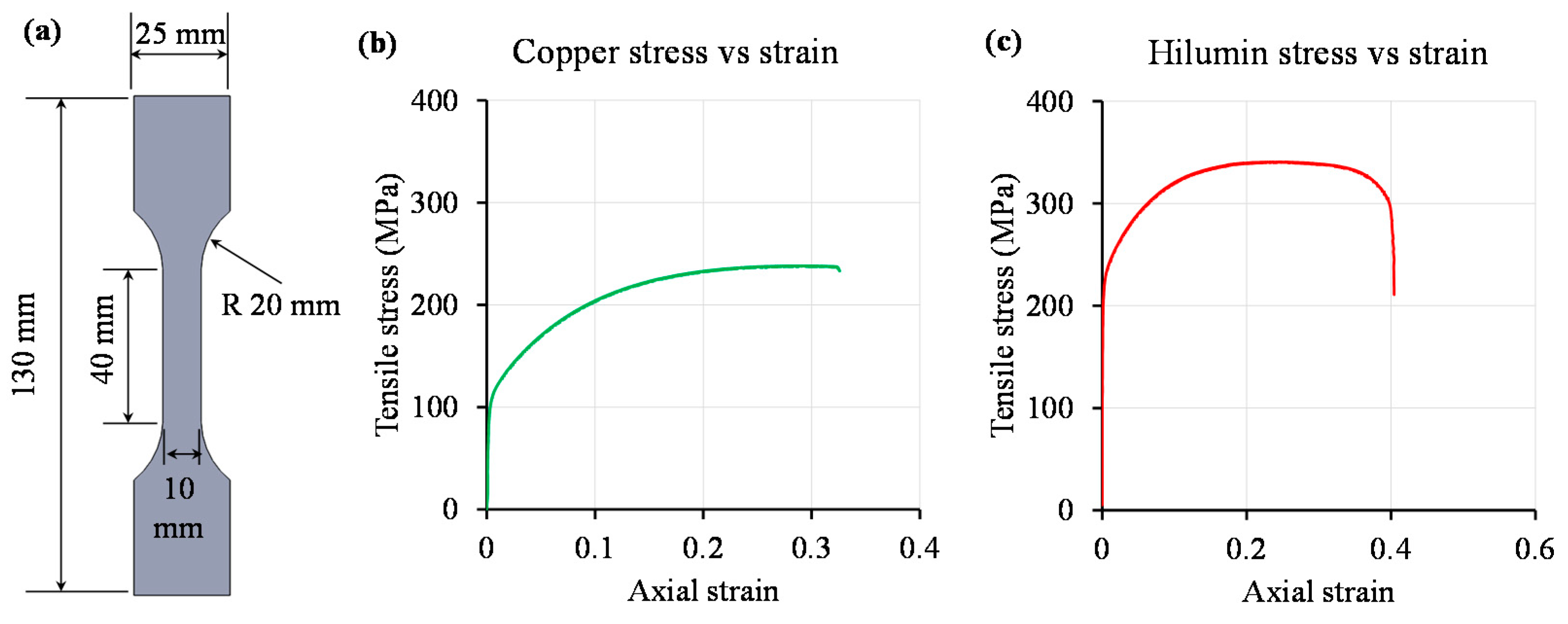
2.1. Materials and Joint Configuration
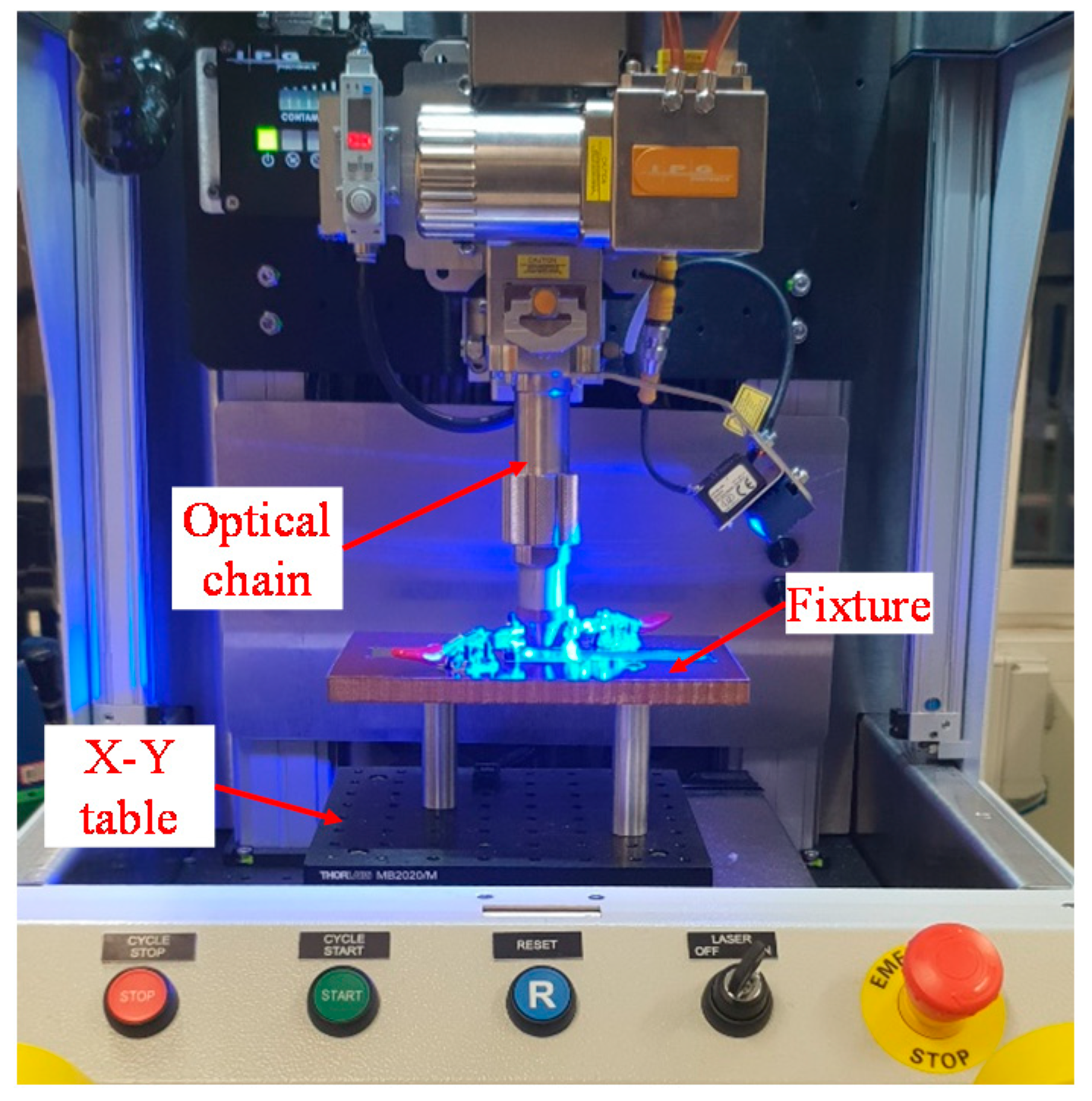
2.2. Laser Welding System
2.3. Details of Specimen Preparation and Test Conditions
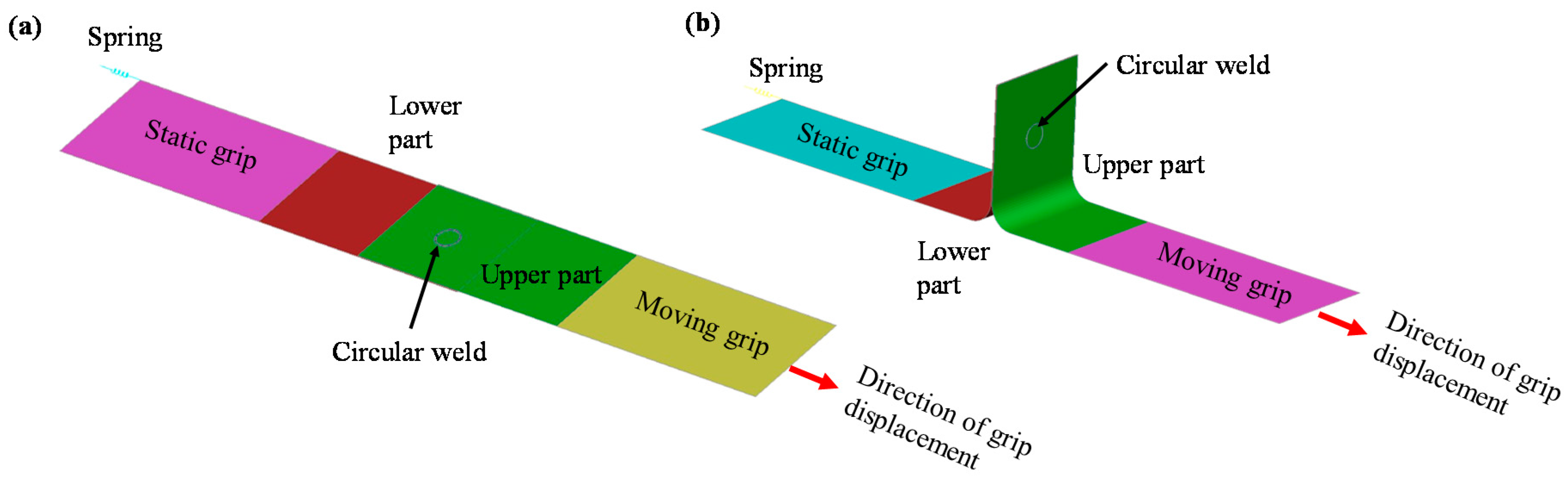
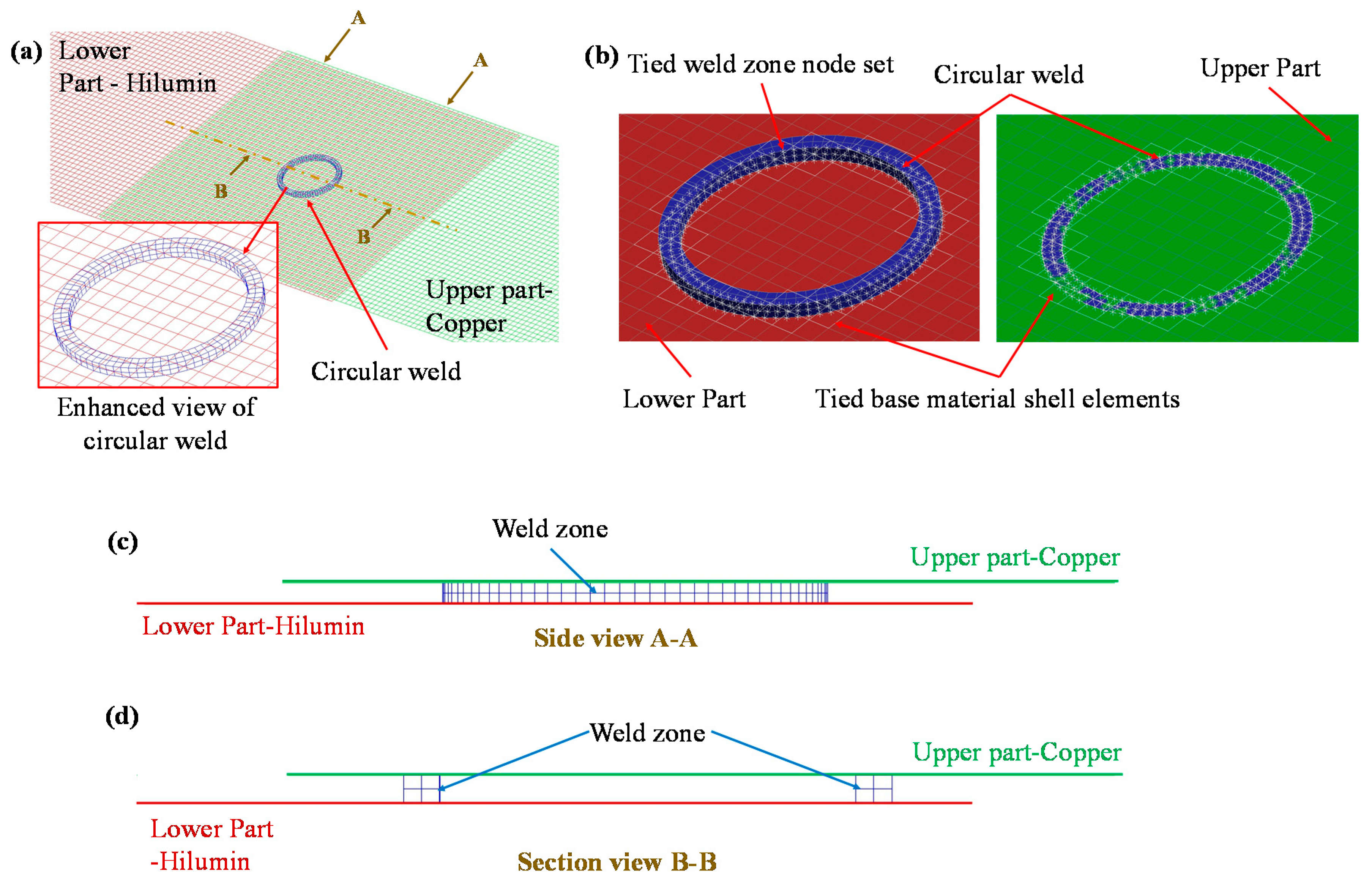
3. FE Macro-Modelling Approach
4. Results and Discussion
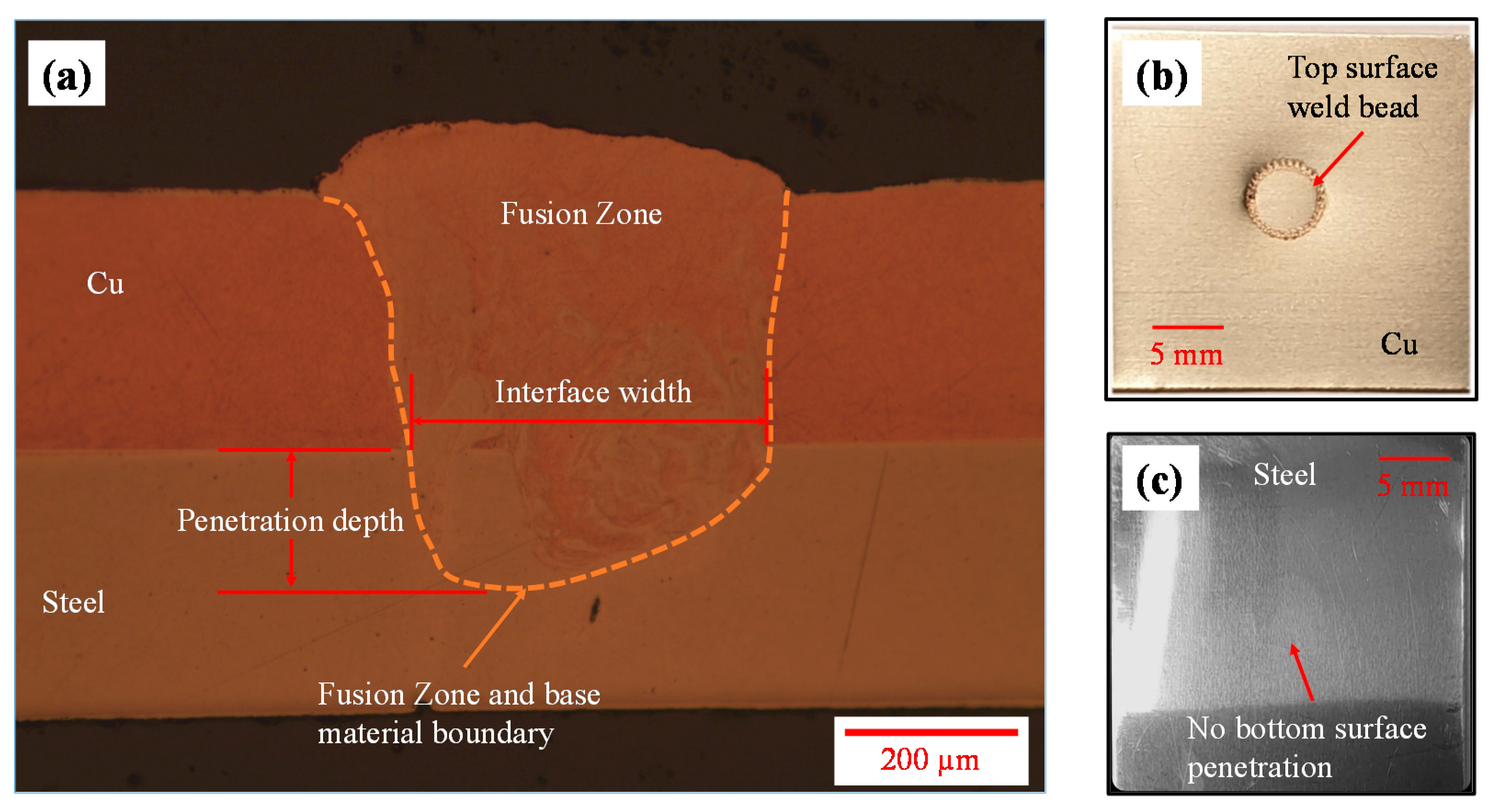
4.1. Joint Fusion Zone Characteristics
4.2. Macro-Modelling of Joint Strength and Failure Prediction
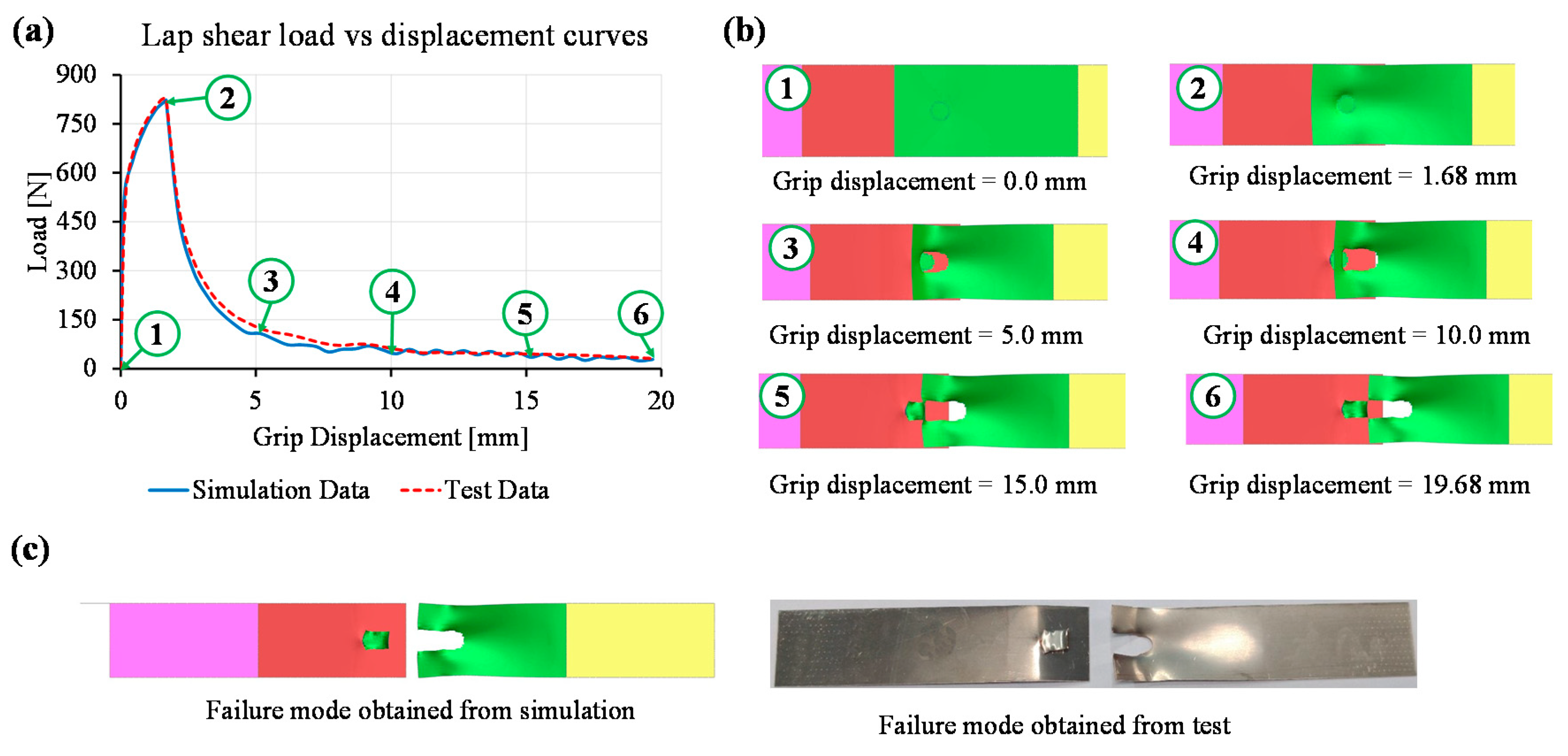
4.3. Validation of Maro-Model
5. Prediction of Linear Seam Joint Strength
6. Conclusions
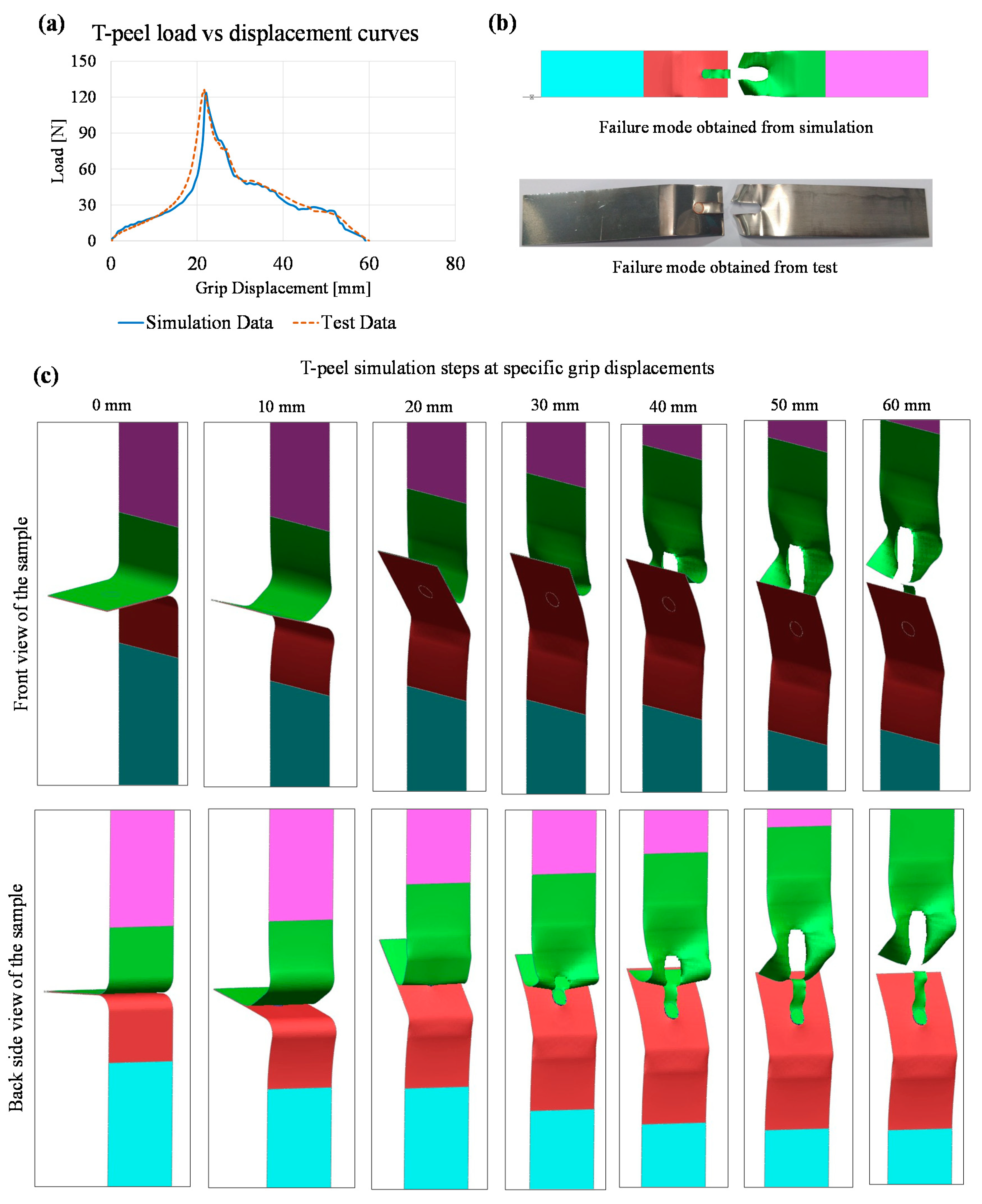
- Macro-modelling of laser micro-joints predicts similar load–displacement behaviour to that obtained in physical tests.
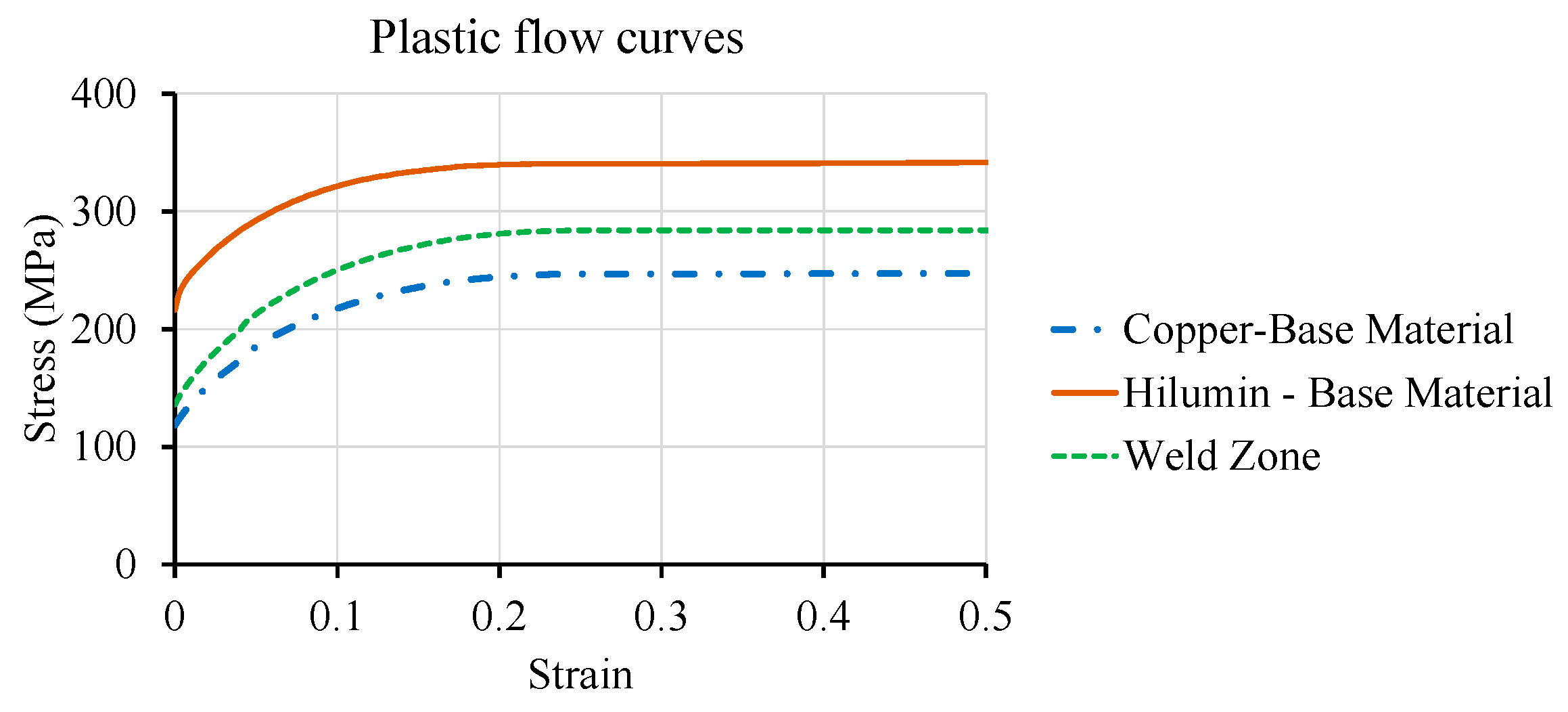
- Joint fusion zone characteristics are suitable for confirming weld quality and can be further used to obtain knowledge about hardness changes for identifying the key flow stress behaviour of the fusion zone.
- Lap shear and T-peel tests confirmed that macro-model can be used for predicting the maximum load and failure in a computationally efficient way.
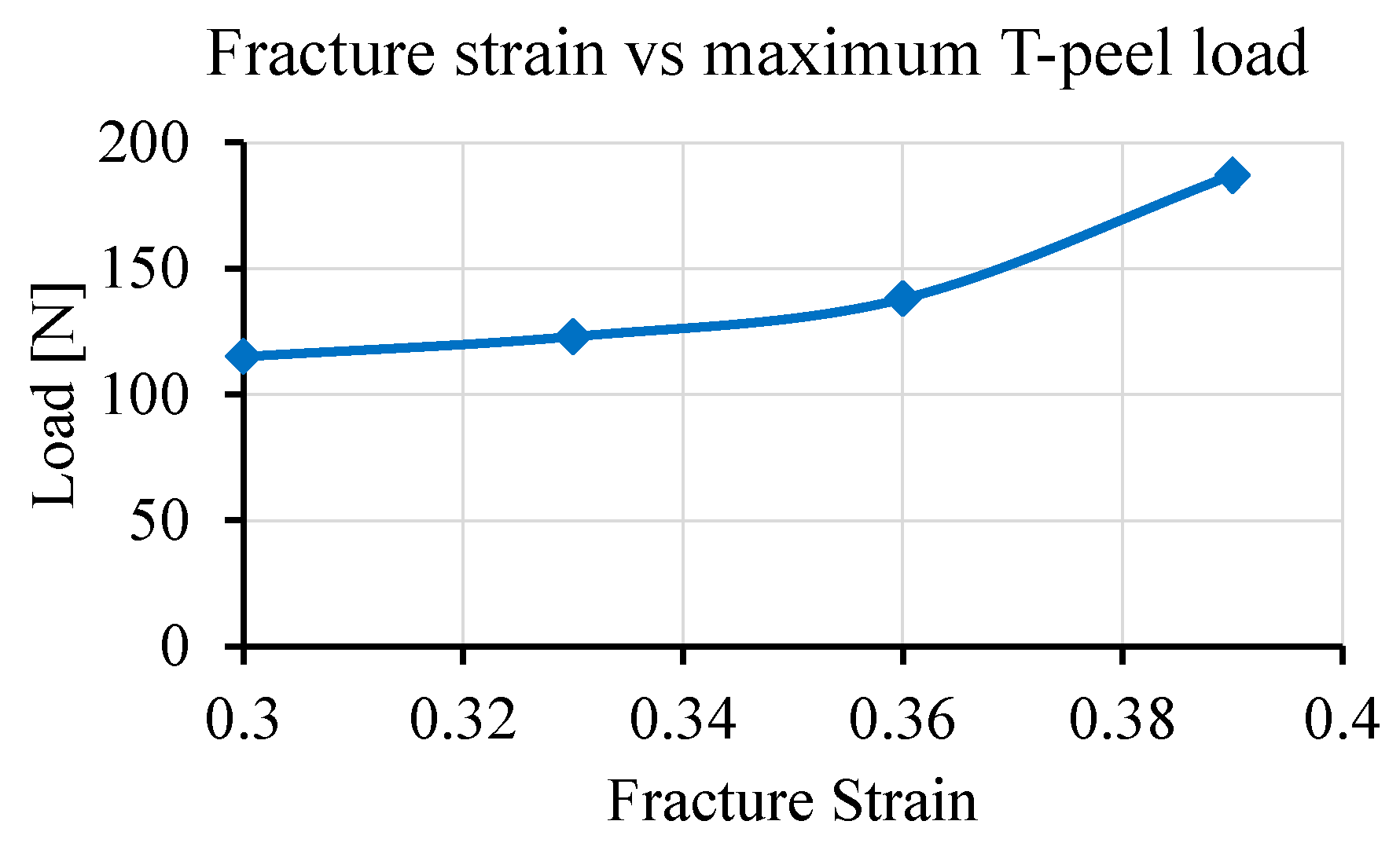
- By using the macro-model, maximum joint strength can be predicted within ±7% or lower of the experimentally obtained maximum load. However, further investigations are required to quantify the localised fracture strain based on the weld shape/geometry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Faria, R.; Moura, P.; Delgado, J.; de Almeida, A.T. A sustainability assessment of electric vehicles as a personal mobility system. Energy Convers. Manag. 2012, 61, 19–30. [Google Scholar] [CrossRef]
- European Union. Comparative Study on the Differences between the EU and US Legislation on Emissions in the Automotive Sector; European Union: Brussels, Belgium, 2016. [Google Scholar]
- Manzetti, S.; Mariasiu, F. Electric vehicle battery technologies: From present state to future systems. Renew. Sustain. Energy Rev. 2015, 51, 1004–1012. [Google Scholar] [CrossRef]
- Ramadesigan, V.; Northrop, P.W.; De, S.; Santhanagopalan, S.; Braatz, R.D.; Subramanian, V.R. Modeling and simulation of lithium-ion batteries from a systems engineering perspective. J. Electrochem. Soc. 2012, 159, R31–R45. [Google Scholar] [CrossRef]
- Wang, Q.; Jiang, B.; Li, B.; Yan, Y. A critical review of thermal management models and solutions of lithium-ion batteries for the development of pure electric vehicles. Renew. Sustain. Energy Rev. 2016, 64, 106–128. [Google Scholar] [CrossRef]
- Das, A.; Li, D.; Williams, D.; Greenwood, D. Weldability and shear strength feasibility study for automotive electric vehicle battery tab interconnects. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 54. [Google Scholar] [CrossRef] [Green Version]
- Das, A.; Li, D.; Williams, D.; Greenwood, D. Joining Technologies for Automotive Battery Systems Manufacturing. World Electr. Veh. J. 2018, 9, 22. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.S.; Kim, T.H.; Hu, S.J.; Cai, W.W.; Abell, J.A. Joining Technologies for Automotive Lithium-Ion Battery Manufacturing: A Review. In Proceedings of the ASME 2010 International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; ASME International: New York, NY, USA, 2010; Volume 1, pp. 541–549. [Google Scholar]
- Beaumont, R.; Masters, I.; Das, A.; Lucas, S.; Thanikachalam, A.; Williams, D. Methodology for Developing a Macro Finite Element Model of Lithium-Ion Pouch Cells for Predicting Mechanical Behaviour under Multiple Loading Conditions. Energies 2021, 14, 1921. [Google Scholar] [CrossRef]
- Johannisson, W.; Zenkert, D.; Lindbergh, G. Model of a structural battery and its potential for system level mass savings. Multifunct. Mater. 2019, 2, 035002. [Google Scholar] [CrossRef]
- Trattnig, G.; Leitgeb, W. Battery Modelling for Crash Safety Simulation. In Automotive Battery Technology; Thaler, A., Watzenig, D., Eds.; Springer International Publishing: Cham, Switzerland, 2014; pp. 19–35. [Google Scholar]
- Shaikh, U.F.; Das, A.; Barai, A.; Masters, I. Electro-Thermo-Mechanical Behaviours of Laser Joints for Electric Vehicle Battery Interconnects. In Proceedings of the 2019 Electric Vehicles International Conference (EV), Bucharest, Romania, 3–4 October 2019; pp. 1–6. [Google Scholar]
- Otto, A.; Schmidt, M. Towards a universal numerical simulation model for laser material processing. Phys. Procedia 2010, 5, 35–46. [Google Scholar] [CrossRef] [Green Version]
- Kazemi, K.; Goldak, J.A. Numerical simulation of laser full penetration welding. Comput. Mater. Sci. 2009, 44, 841–849. [Google Scholar] [CrossRef]
- Tsirkas, S.; Papanikos, P.; Kermanidis, T. Numerical simulation of the laser welding process in butt-joint specimens. J. Mater. Process. Technol. 2003, 134, 59–69. [Google Scholar] [CrossRef]
- Cho, S.-K.; Yang, Y.-S.; Son, K.-J.; Kim, J.-Y. Fatigue strength in laser welding of the lap joint. Finite Elem. Anal. Des. 2004, 40, 1059–1070. [Google Scholar] [CrossRef]
- Shanmugam, N.S.; Buvanashekaran, G.; Sankaranarayanasamy, K.; Manonmani, K. Some studies on temperature profiles in AISI 304 stainless steel sheet during laser beam welding using FE simulation. Int. J. Adv. Manuf. Technol. 2008, 43, 78–94. [Google Scholar] [CrossRef]
- Mayboudi, L.S.; Birk, A.M.; Zak, G.; Bates, P.J. A Three-Dimensional Thermal Finite Element Model of Laser Transmission Welding for Lap-Joint. Int. J. Model. Simul. 2009, 29, 149–155. [Google Scholar] [CrossRef]
- Lacki, P.; Adamus, K. Numerical simulation of the electron beam welding process. Comput. Struct. 2011, 89, 977–985. [Google Scholar] [CrossRef]
- Chen, S.; Li, L.; Chen, Y.; Dai, J.; Huang, J. Improving interfacial reaction nonhomogeneity during laser welding–brazing aluminum to titanium. Mater. Des. 2011, 32, 4408–4416. [Google Scholar] [CrossRef]
- Turňa, M.; Taraba, B.; Ambroz, P.; Sahul, M. Contribution to Numerical Simulation of Laser Welding. Phys. Procedia 2011, 12, 638–645. [Google Scholar] [CrossRef] [Green Version]
- Dal, M.; Fabbro, R. [INVITED] An overview of the state of art in laser welding simulation. Opt. Laser Technol. 2016, 78, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Zain-Ul-Abdein, M.; Nélias, D.; Jullien, J.-F.; Boitout, F.; Dischert, L.; Noe, X. Finite element analysis of metallurgical phase transformations in AA 6056-T4 and their effects upon the residual stress and distortion states of a laser welded T-joint. Int. J. Press. Vessel. Pip. 2011, 88, 45–56. [Google Scholar] [CrossRef]
- Kuppuswamy, N.; Schmidt, R.; Seeger, F.; Zhang, S. Finite element modeling of impact strength of laser welds for automotive applications. WIT Trans. Built Environ. 2007, 94, 10. [Google Scholar] [CrossRef] [Green Version]
- Chauffray, M.; Delattre, G.; Guerin, L.; Pouvreau, C. Prediction of laser welding failure on seat mechanisms simulation. In Proceedings of the 9th European LS-DYNA Conference, Manchester, UK, 2–4 June 2013. [Google Scholar]
- Arif, W. Numerical Modeling and Failure Prediction of Laser Welded Joints in a Support of Car Seat. Ph.D. Thesis, Université de Valenciennes et du Hainaut-Cambresis, Lille, France, 2017. [Google Scholar]
- Das, A.; Beaumont, R.; Butterworth, I.; Masters, I.; Williams, D. High rate and temperature-dependent tensile characterisation with modelling for gap-bridged remote laser welded (RLW) joint using automotive AA5182 alloy. Int. J. Impact Eng. 2020, 144, 103672. [Google Scholar] [CrossRef]
- Das, A.; Masters, I.; Williams, D. Understanding novel gap-bridged remote laser welded (RLW) joints for automotive high-rate and temperature applications. Int. J. Mech. Sci. 2021, 190, 106043. [Google Scholar] [CrossRef]
- Lee, S.S.; Kim, T.H.; Hu, S.J.; Cai, W.W.; Abell, J.A.; Li, J. Characterization of Joint Quality in Ultrasonic Welding of Battery Tabs. J. Manuf. Sci. Eng. 2013, 135, 021004. [Google Scholar] [CrossRef]
- Livermore Software Technology Corporation. LSTCLS-DYNA Keyword User’s Manual; Livermore Software Technology Corporation: Livermore, CA, USA, 2018. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Specification | Chemical Composition (wt.%) |
|---|---|---|
| Steel-Hilumin | DC04 LC; EN 10139/10140 | C = 0.047, Mn = 0.235, P = 0.011, S = 0.010 Al = 0.059, Si = 0.002, Bo = 0.0019 Fe-balance |
| Copper (Cu) | C101S; BS 2870 | O = 0.008, Pb = 0.001, Bi = 0.005, Cu-balance |
| Properties | Copper (C101S) | Hilumin |
|---|---|---|
| Density [103 kg/m3] | 8.92 | 7.75 |
| Young’s modulus, E (GPa) | 130 | 210 |
| Yield strength (0.2%) [MPa] | 117 | 217 |
| Tensile Strength, UTS (MPa) | 239 | 342 |
| Poisson’s ratio | 0.34 | 0.29 |
| Category | Parameter | Range |
|---|---|---|
| Wobble parameter | Frequency | 1–1000 Hz |
| Amplitude | 0.1–0.9 mm | |
| Laser parameter | Power | 1–100% (1.5 kW peak power) |
| Frequency | 1–100 Hz | |
| Pulse on time | 1–10 msec | |
| Machine parameter | Speed | 1–1500 mm/min |
| Focus range | ±1.0 mm |
| Parameter | Range |
|---|---|
| Power | 30% (of 1.5 kW peak power) |
| Welding speed | 1500 mm/min |
| Pulse on time | 3 msec |
| Pulse frequency | 30 Hz |
| Properties | Description/Value |
|---|---|
| Element type | Discrete—for spring-based load cell Shell—for upper part, lower part, static grip and moving grip Solid—for fusion zone (i.e., weld) |
| Elastic spring stiffness (N/m) | 100,000.0 |
| Rigid body constraints | Constraints in Y and Z displacement (as X corresponds to grip displacement), Constraints in X, Y and Z rotation |
| Fusion zone scale factor | 1.15 |
| Fracture strain | Selected as per the fracture initiation in the experimental load–displacement curve of the specific test type (i.e., lap shear or T-peel) |
| Contact between BM and weld | TIED_SURFACE_TO_SURFACE (as defined in LS-DYNA) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Das, A.; Beaumont, R.; Masters, I.; Haney, P. Macro-Modelling of Laser Micro-Joints for Understanding Joint Strength in Electric Vehicle Battery Interconnects. Materials 2021, 14, 3552. https://doi.org/10.3390/ma14133552
Das A, Beaumont R, Masters I, Haney P. Macro-Modelling of Laser Micro-Joints for Understanding Joint Strength in Electric Vehicle Battery Interconnects. Materials. 2021; 14(13):3552. https://doi.org/10.3390/ma14133552
Chicago/Turabian StyleDas, Abhishek, Richard Beaumont, Iain Masters, and Paul Haney. 2021. "Macro-Modelling of Laser Micro-Joints for Understanding Joint Strength in Electric Vehicle Battery Interconnects" Materials 14, no. 13: 3552. https://doi.org/10.3390/ma14133552