
Effect of Heat Input on the Ballistic Performance of Armor Steel Weldments

Abstract
:1. Introduction
2. Materials and Experiment
2.1. Base and Filler Material
2.2. Welding Process
2.3. Cooling Rate and Hardness Measuring
2.4. Ballistic Testing
3. Results and Discussion
3.1. Instrumented Charpy Impact Test
3.2. Cooling Rate
3.3. Hardness
3.4. Microstructure
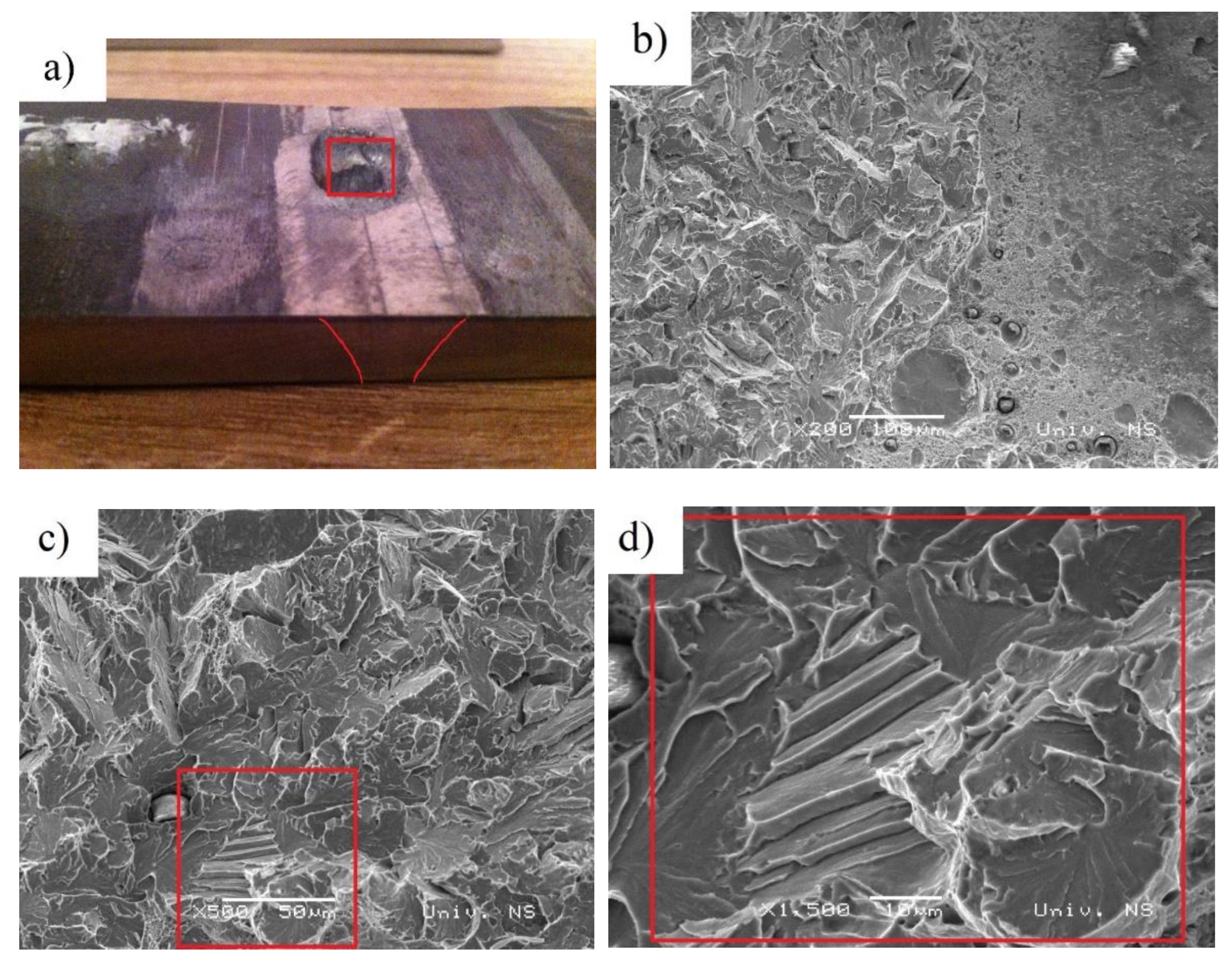
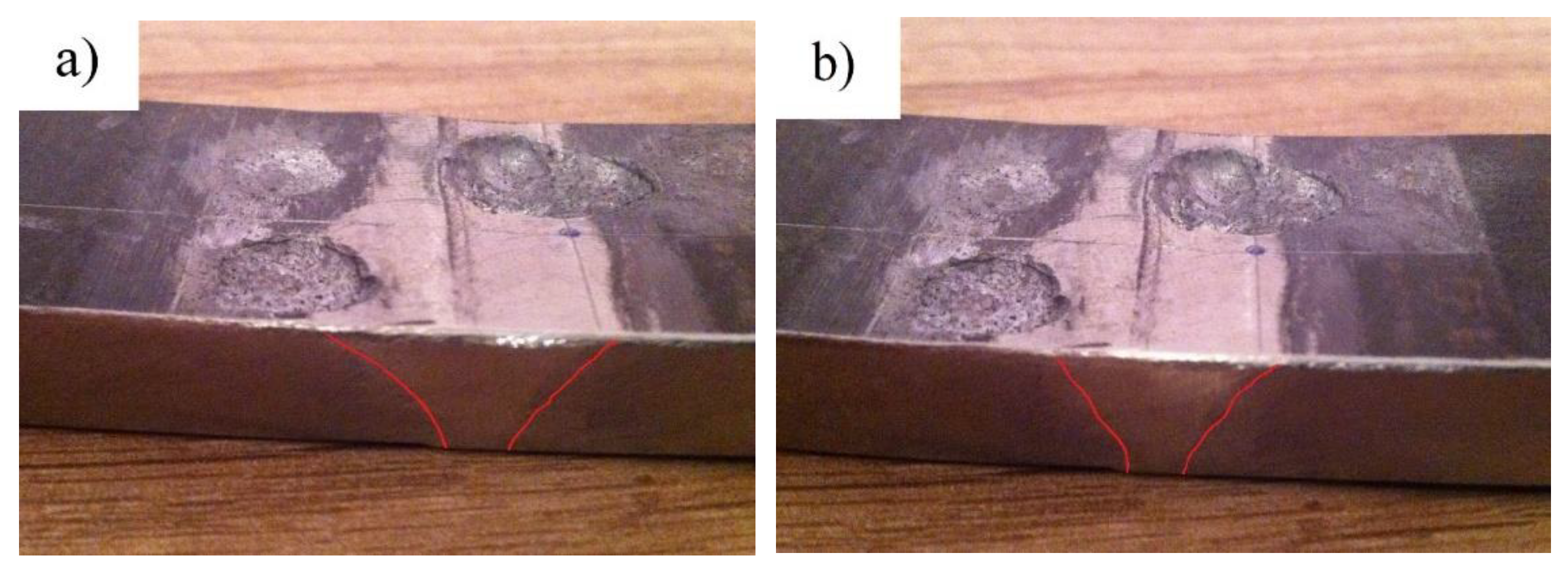
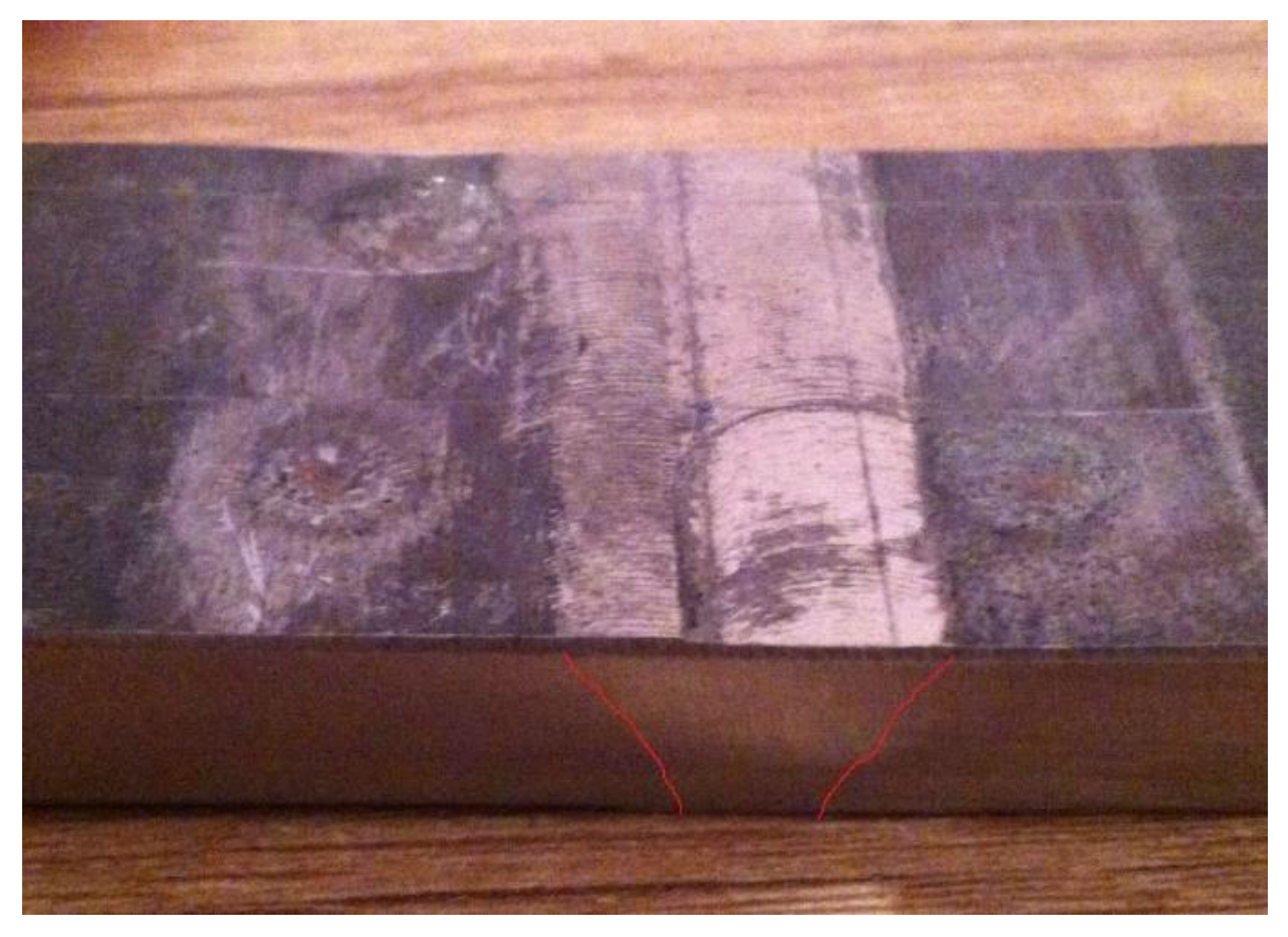
3.5. Balistic Test Results
4. Discussion
5. Conclusions
- -
- The hardness of the HAZ fusion zone diminished at a heat input of 1.55 kJ/mm, resulting in the reduced ballistic protection of armored vehicles. Welded metal hardness is increased with the decrease in heat input. For impact toughness, the base metal has good toughness at any a heat input condition. However, the HAZ ballistic protection decreases notably with the heat input. The welding parameters with the 1.43 kJ/mm heat input are acceptable for high performance welded joint.
- -
- The main microstructure of WM is δ ferrite irrespective of heat input. The amount of δ ferrite in the weld metal increased with decreasing heat inputs. The microstructure in the CGHAZ changes from lath bainite/martensite to coarse granular bainite with increasing heat input.
- -
- The 1.29 kJ/mm weldment was found to exhibit significantly higher hardness levels than those of the 1.55 kJ/mm weldment.
- -
- The CCT diagram provides the starting point for assessing the allowed heat input for the proper ballistic protection of armor steels. The HAZ of armor steels forming a 100% martensitic structure at a cooling rate of 7 °C/s was found to be resistant to the 7.62 × 51 mm projectile at a heat input of 1.29 kJ/mm.
- -
- An increase in heat input leads to a ductile domain, thus reducing the ballistic performance of the 1.55 kJ/mm weldment. In the case of the 7.62 mm AP projectile, hardness and strength of the material are important for ballistic performance. Therefore, the 1.55 kJ/mm weldment was found not to be resistant to the 7.62 × 51 mm projectile penetration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jo, M.C.; Kim, S.; Suh, D.W.; Hong, S.S.; Kim, H.K.; Sohn, S.S.; Lee, S. Effect of tempering conditions on adiabatic shear banding during dynamic compression and ballistic impact tests of ultra-high-strength armor steel. Mater. Sci. Eng. A 2020, 792, 139818. [Google Scholar] [CrossRef]
- Barényi, I.; Híreš, O.; Lipták, P. Changes in mechanical properties of armoured UHSLA steel ARMOX 500T after over tempering. Probl. Mechatroniki Uzbroj. Lot. inżynieria bezpieczeństwa Aviat. Saf. Eng. 2013, 4, 7–13. [Google Scholar]
- Saxena, A.; Kumaraswamy, A.; Reddy, G.M.; Madhu, V. Influence of welding consumables on tensile and impact properties of multi-pass SMAW Armox 500T steel joints vis-a-vis base metal. Def. Technol. 2018, 14, 188–195. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A.; Sethi, S.; Reddy, G.M.; Madhu, V. Microstructural characterization and high strain rate plastic flow behavior of SMAW Armox 500T steel joints from spherical indentation experiments. J. Mater. Eng. Perform. 2018, 27, 4261–4269. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A.; Reddy, G.M.; Madhu, V. Study of tribological characteristics of multi-pass SMAW armox 500T steel joints. J. Mater. Eng. Perform. 2018, 27, 4300–4307. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A.; Madhu, V. Investigation of S-D effect on plastic flow behavior of Armox 500T steel. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 463–477. [Google Scholar] [CrossRef]
- Reddy, G.M.; Mohandas, T.; Tagore, G.R.N. Weldability studies of high-strength lowalloy steel using austenitic fillers. J. Mater. Eng. Perform. 1995, 49, 213–228. [Google Scholar]
- Cabrilo, A.; Geric, K. Fracture mechanic and charpy impact properties of a crack in weld metal, HAZ and base metal of welded armor steel. Procedia Struct. Int. 2018, 13, 2059–2064. [Google Scholar] [CrossRef]
- Sedmak, A.; Hemer, A.; Sedmak, S.A.; Milovic, L.; Grbovic, A.; Cabrilo, A.; Kljajin, M. Welded joint geometry effect on fatigue crack growth resistance in different metallic materials. Int. J. Fat. 2021, 150, 106298. [Google Scholar] [CrossRef]
- Saxena, A.; Kumaraswamy, A.; Dwivedi, S.P.; Srivastava, A.K.; Maurya, N.K. Experimental and computational investigation on dynamic fracture toughness (J1d) behavior of multi-pass SMA armor steel weldments. Theor. Appl. Fract. Mech. 2020, 106, 102502. [Google Scholar] [CrossRef]
- Reddy, G.M.; Mohandas, T.; Papukutty, K.K. Effect of welding process on the ballistic performance of high-strength low-alloy steel weldments. J. Mater. Process. Technol. 1998, 74, 27–35. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M. Influence of welding consumables on high cycle fatigue life of flux cored arc welded high strength, quenched and tempered steel joints. Met. Mater. Int. 2008, 14, 523–529. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M.; Balasubramanian, T.S. Effect of welding process consumables on tensile and impact properties of High Strength Quenched and Tempered steel Joints. J. Iron Steel Res. Int. 2008, 15, 87–94. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balsubramanian, V.; Ready, G.M. Effect of welding processes and consumables on high cycle fatigue life of high strength quenched and tempered steel joints. Mater. Des. 2008, 29, 1821–1827. [Google Scholar] [CrossRef]
- Kuzmikova, L. An investigation of the weldability of high hardness armour steel. Ph.D. Thesis, Faculty of Engineering, University of Wollongong, Wollongong, Australia, 2013. [Google Scholar]
- Teresa, F.; Christian, R.; Dirk, M. Fatigue of high-strength armor steel under impact loading. Int. J. Impact Eng. 2018, 11, 147–164. [Google Scholar]
- Rentzel, E.W.; Kelly, S.M.; Sullivan, M.J.; Huang, T.D.; Kvidahl, L. Hybrid laser-GMA welding for improved affordability. J. Ship Prod. 2008, 24, 72–81. [Google Scholar] [CrossRef]
- Atabaki, M.M.; Ma, J.; Yang, G.; Kovacevic, R. Hybrid laser/arc welding of advanced high strength steel in different butt joint configurations. Mater. Des. 2014, 64, 573–587. [Google Scholar] [CrossRef]
- Cabrilo, A.; Geric, K. Weldability of High Hardness armor steel. Adv. Matl. R. 2016, 1138, 79–84. [Google Scholar] [CrossRef]
- MIL-STD-1185, Department of Defense Manufacturing Process Standard: Welding, High Hardness Armor. [SUPERSEDES MIL-W-62162]; Department of Defense: Washington, DC, USA, 1979.
- Balakrishnan, M.; Balasubramanian, V.; Reddy, G.M. Microstructural Analysis of Ballistic Tests on Welded Armor Steel Joints. Metallogr. Microstruct. Anal. 2013, 2, 125–139. [Google Scholar] [CrossRef] [Green Version]
- Sarsilmaz, F.; Kirik, I.; Bati, S. Microstructural and mechanical properties of armor 500/AISI2205 steel joint by friction welding. J. Manuf. Process. 2017, 28, 131–136. [Google Scholar] [CrossRef]
- Rajkumar, G.B.; Murugan, N. Development of regression models and optimization of FCAW process parameter of 2205 duplex stainless steel. India J. Eng. Mater. S. 2014, 21, 149–154. [Google Scholar]
- Unfried, J.; Garzon, S.; Giraldo, J. Numerical and experimental analysis of microstructure evolution during arc welding in armor plate steels. J. Mater. Process. Technol. 2009, 209, 1688–1700. [Google Scholar] [CrossRef]
- Namkug, K.; Sol, H.; Myung, R. Design of controller for mobile robot in welding process of shipbuilding engineering. J. Comput. Des. Eng. 2014, 4, 243–255. [Google Scholar]
- Cabrilo, A.; Sedmak, A.; Burzic, Z.; Perkovic, S. Fracture mechanics and fatigue crack propagation in armor steel welds. Eng. Fail. Anal. 2019, 106, 104–155. [Google Scholar] [CrossRef]
- U.S. Department of Defense. MIL-A-12560H-Armor Plate, Steel, Wrought, Homogenous; U.S. Department of Defense: Washington, DC, USA, 1990.
- VPAM Association. VPAM Association of Test Laboratories for Bullet Resistant Materials and Constructions. VPAM AMPR 2006-General Basis for Ballistic Material, Construcion and Product Testing. Muenster; VPAM Association of Test Laboratories for Bullet Resistant Materials and Constructions: Münster, Germany, 2009. [Google Scholar]
- Madhusudhan, R.G.; Mohandas, T. Ballistic performance of high-strength low alloy steel weldments. J. Mater. Process. Technol. 1996, 57, 23–30. [Google Scholar] [CrossRef]
- Bernetic, J. Development of Model for Predicting Hardenability of High Strength Low Alloy Steels. Ph.D. Thesis, University of Ljubljana Faculty of Natural Sciences and Engineering Department of Materials and Metallurgy, Ljubljana, Slovenia, 2013. [Google Scholar]
- Murti, V.S.R.; Srinivas, P.D.; Banadeki, G.H.D.; Raju, K.S. Effect of heat input on the metallurgical properties of HSLA steel in multi-pass MIG welding. J. Mater. Process. Technol. 1993, 37, 723–729. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Madhusudhan, G.R. Effect of welding processes and consumables on fatigue crack growth behaviour of armour grade quenched and tempered steel joints. Def. Technol. 2014, 10, 47–59. [Google Scholar] [CrossRef]
- Atabaki, M.M.; Ma, J.; Liu, W.; Kovacevic, R. Pore formation and its mitigation during hybrid laser/arc welding of advanced high strength steel. Mater. Des. 2015, 67, 509–521. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Composition [wt. %] | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | S | Cr | P | Al | Cu | Ni | Mo | V | |
| Protac 500 | 0.27 | 1.07 | 0.71 | 0.001 | 0.64 | 0.009 | 0.054 | 0.276 | 1.09 | 0.29 | 0.04 |
| ER 307 | 0.08 | 0.89 | 6.29 | 0.001 | 1.76 | 0.014 | 0.01 | 0.08 | 8.24 | 0.13 | 0.03 |
| Heat Input | Preheat Temperature | Current | Voltage | Welding Speed | Shielding Gas |
|---|---|---|---|---|---|
| [°C] | [A] | [V] | [m/min] | Ar. + 2.5% CO2 | |
| 1.29 | 160 | 193 | 25 | 0.18 | |
| 1.55 | 160 | 215 | 25.5 | 0.17 |
| Test Temperature | Total Absorbed Energy (ET) | Fracture Initiation Energy (EI) | Fracture Propagation Energy (Ep) |
|---|---|---|---|
| [°C] | [J] | [J] | [J] |
| 20 | 30.4 | 4.8 | 35.2 |
| 0 | 27.6 | 4.5 | 32 |
| −20 | 25.9 | 3.9 | 29.8 |
| −40 | 24.9 | 2.9 | 27.7 |
| Heat Input | Heat Input 1.29 [kJ/mm] | Heat Input 1.55 [kJ/mm] |
|---|---|---|
| Cooling time from the first pass to the peak temperature of the last pass [s] | 1122 | 1293 |
| Cooling time from the first pass to the 160 °C temperature of the last pass [s] | 1484 | 1696 |
| Heat Input | Maximum Hardness/Distance from the Weld Centerline | |||
|---|---|---|---|---|
| Weld Metal | HAZ Maximum Value | HAZ Minimum Value | Base Metal | |
| [kJ/mm] | [HV]/[mm] | [HV]/[mm] | [HV]/[mm] | [HV]/[mm] |
| 1.29 | 290 ± 8/4.5 | 523 ± 8/8.0 | 390 ± 8/10.0 | 502 ± 17/14.0 |
| 1.55 | 290 ± 7/4.5 | 490 ± 7/8.5 | 325 ± 7/10.5 | 503 ± 15/14.0 |
| Serial Number | Heat Input | Position | Initial Speed V10 | Equivalent Shooting Distance | Angle of Impact Relative to the Projectile Trajectory | Type of Damage |
|---|---|---|---|---|---|---|
| [kJ/mm] | [m/s] | [m] | [°] | |||
| 4 | 1.55 | HAZ | 852.142 | 10 | 90 | punch hole |
| 5 | 1.55 | HAZ | 851.321 | 10 | 90 | punch hole |
| 6 | 1.55 | HAZ | 850.231 | 10 | 90 | bulge |
| 7 | 1.55 | Base metal | 849.116 | 10 | 90 | plastic flow |
| 8 | 1.55 | Base metal | 850.212 | 10 | 90 | plastic flow |
| 9 | 1.55 | Base metal | 852.313 | 10 | 90 | plastic flow |
| 10 | 1.29 | HAZ | 852.048 | 10 | 90 | bulge |
| 11 | 1.29 | HAZ | 851.254 | 10 | 90 | bulge |
| 12 | 1.29 | HAZ | 850.358 | 10 | 90 | bulge |
| 13 | 1.29 | Base metal | 849.742 | 10 | 90 | plastic flow |
| 14 | 1.29 | Base metal | 850.343 | 10 | 90 | plastic flow |
| 15 | 1.29 | Base metal | 852.259 | 10 | 90 | plastic flow |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Savic, B.; Cabrilo, A. Effect of Heat Input on the Ballistic Performance of Armor Steel Weldments. Materials 2021, 14, 3617. https://doi.org/10.3390/ma14133617
Savic B, Cabrilo A. Effect of Heat Input on the Ballistic Performance of Armor Steel Weldments. Materials. 2021; 14(13):3617. https://doi.org/10.3390/ma14133617
Chicago/Turabian StyleSavic, Branko, and Aleksandar Cabrilo. 2021. "Effect of Heat Input on the Ballistic Performance of Armor Steel Weldments" Materials 14, no. 13: 3617. https://doi.org/10.3390/ma14133617