
Casein/Apricot Filler in the Production of Flame-Retardant Polyurethane Composites




Abstract
:1. Introduction
2. Materials and Methods
2.1. Methods
2.2. Materials
- Purocyn B (polymeric diphenylmethane diisocyanate) was purchased from Purinova Company (Bydgoszcz, Poland);
- Stepanpol PS-2352 (polyether polyol) was purchased from Stepan Company (Northfield, IL, USA);
- Catalysts: Kosmos 75 (potassium octoate) and Kosmos 33 (potassium acetate) were purchased from Evonik Industry (Essen, Germany);
- Surfactant: Tegostab B8513 (silicone-based surfactant) was purchased from Evonik Industry (Essen, Germany);
- Blowing agents: pentane and cyclopentane were purchased from Sigma-Aldrich Corporation (St. Louis, MO, USA);
- Casein powder (Sigma-Aldrich, St. Louis, MO, USA);
- Ground apricot stones were supplied by a local company (Lodz, Poland).
2.3. Synthesis of PUR Composites Reinforced with Casein/Apricot Filler
3. Results and Discussion
3.1. Casein/Apricot Filler Characterization
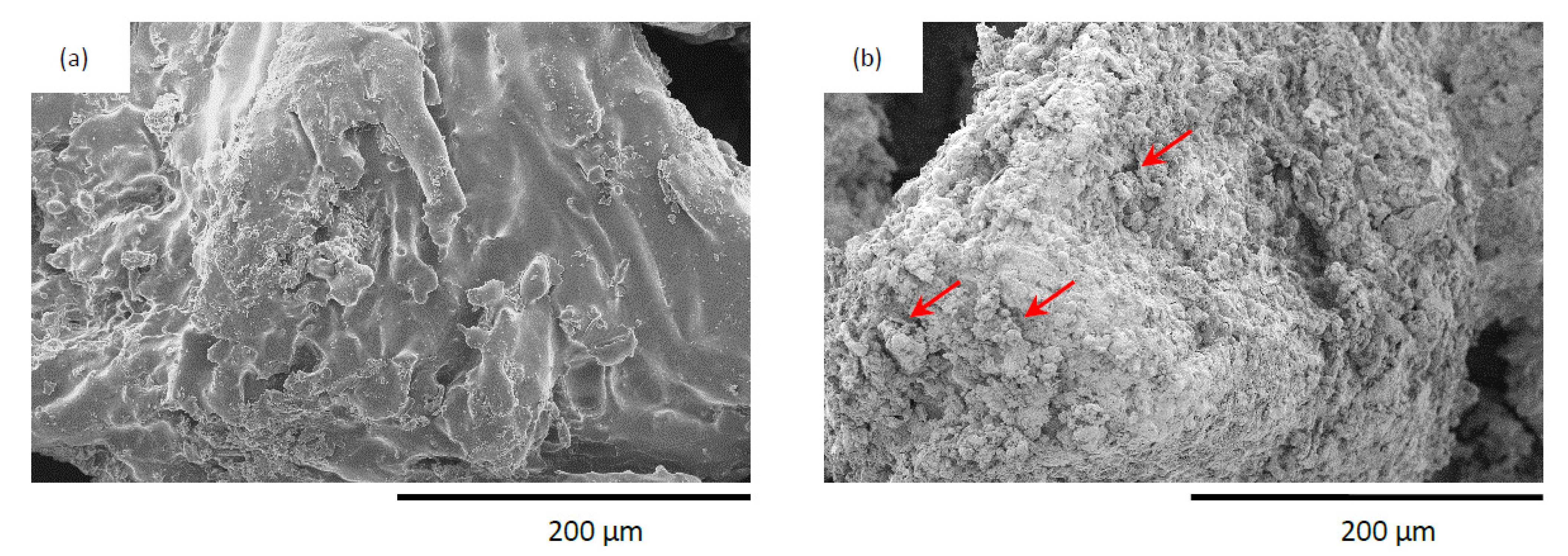
3.1.1. External Morphology of the Filler
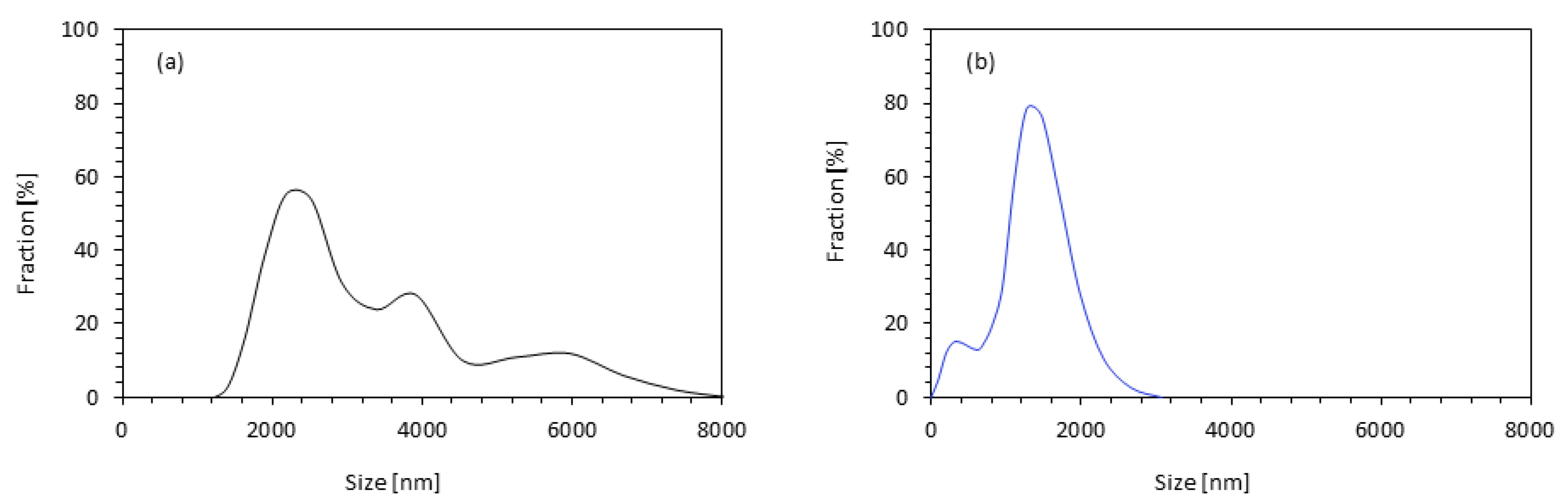
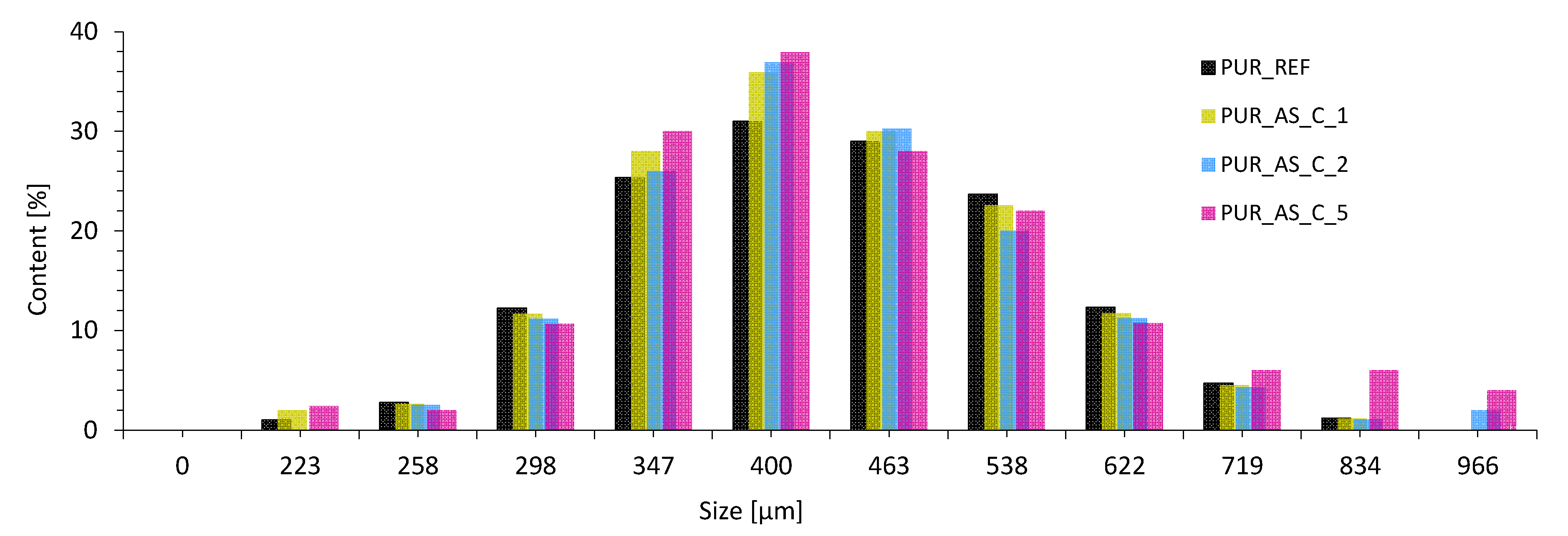
3.1.2. Size of Filler Particles
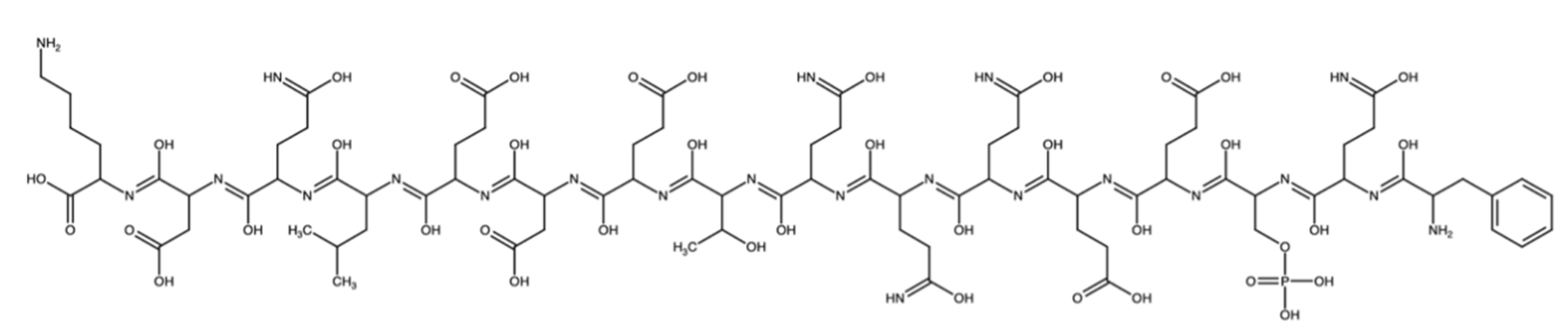
3.1.3. Chemical Structure of the Filler
3.2. Characterization of PUR Composites
3.2.1. Analysis of the Foaming Characteristic and Dynamic Viscosity of PUR Systems Containing Casein/Apricot Filler
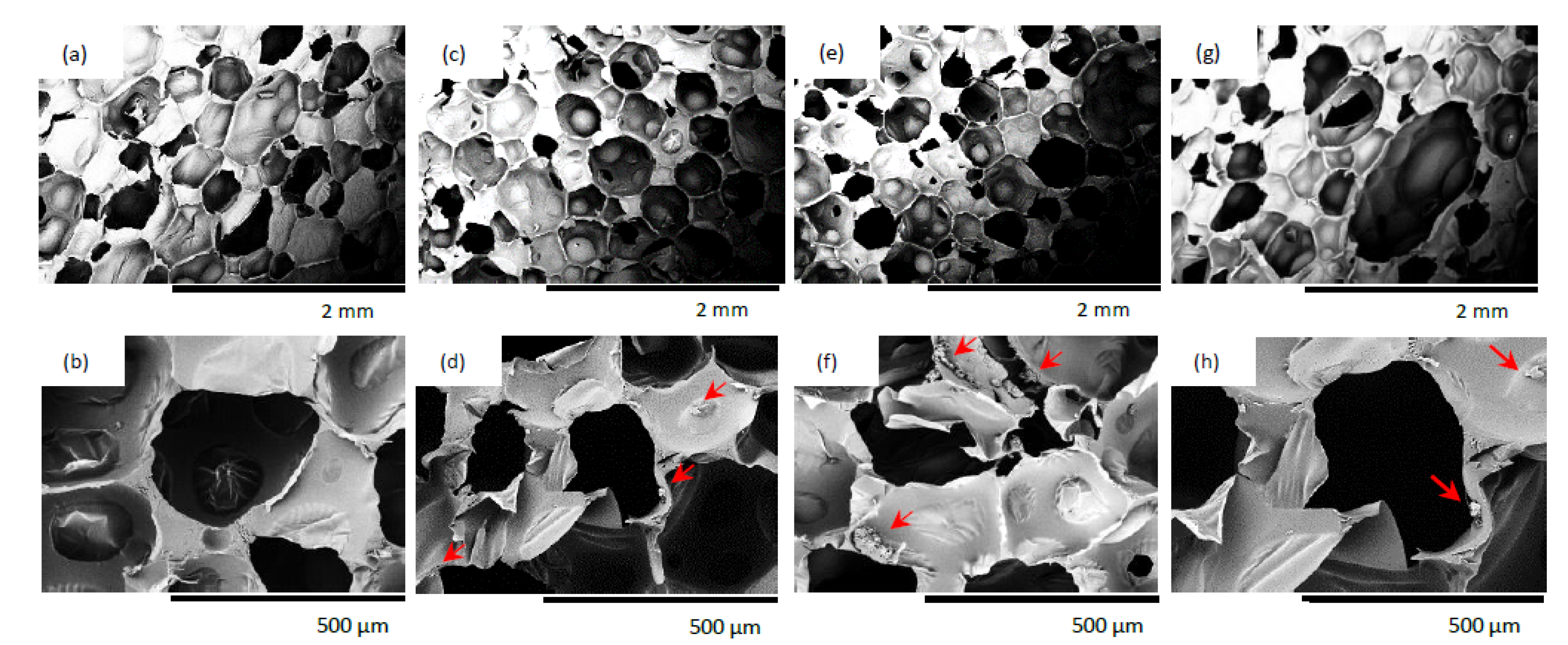
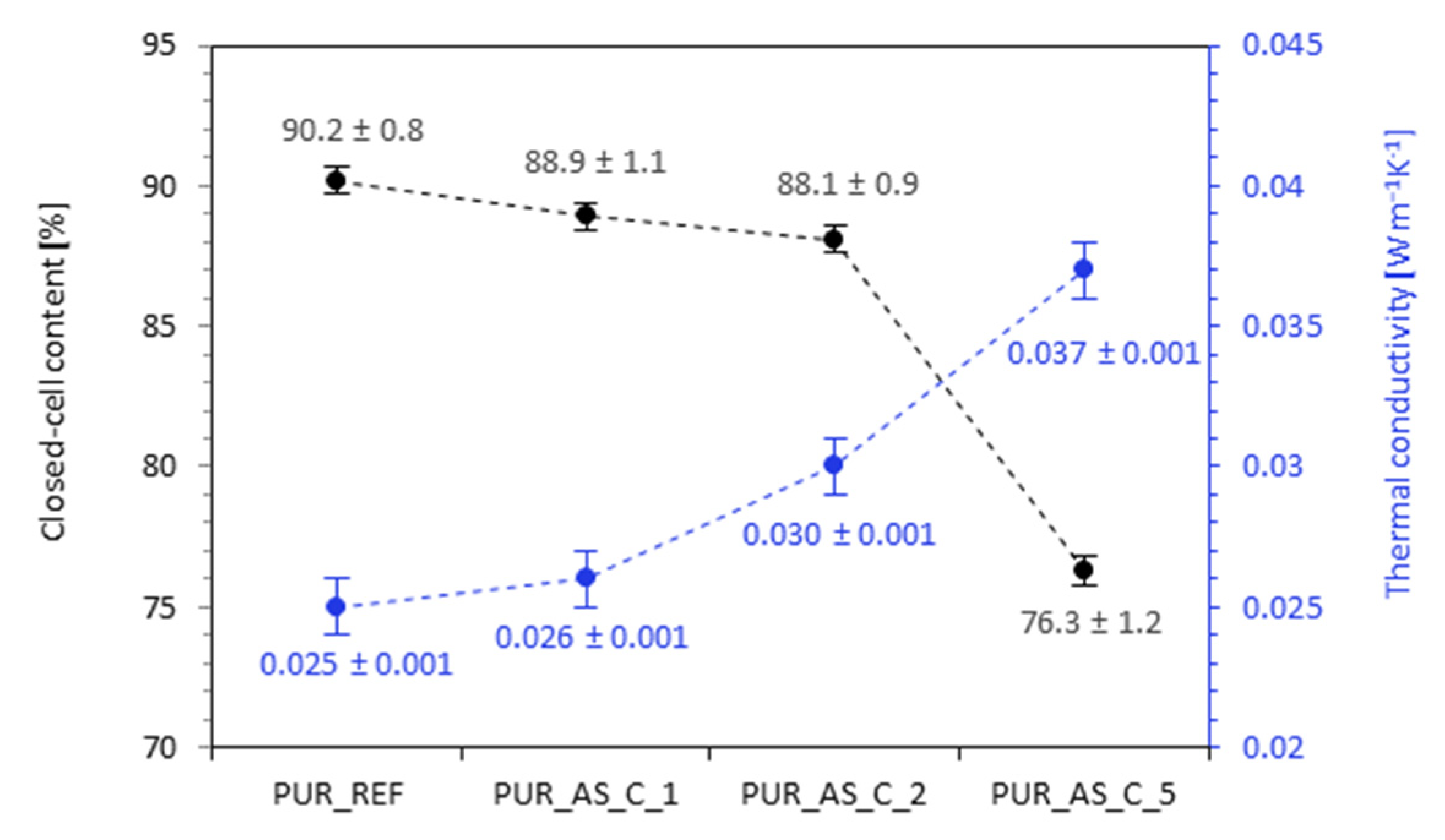
3.2.2. Cellular Structure, Apparent Density, and Thermal Conductivity of PUR Composites Reinforced with Casein/Apricot Filler
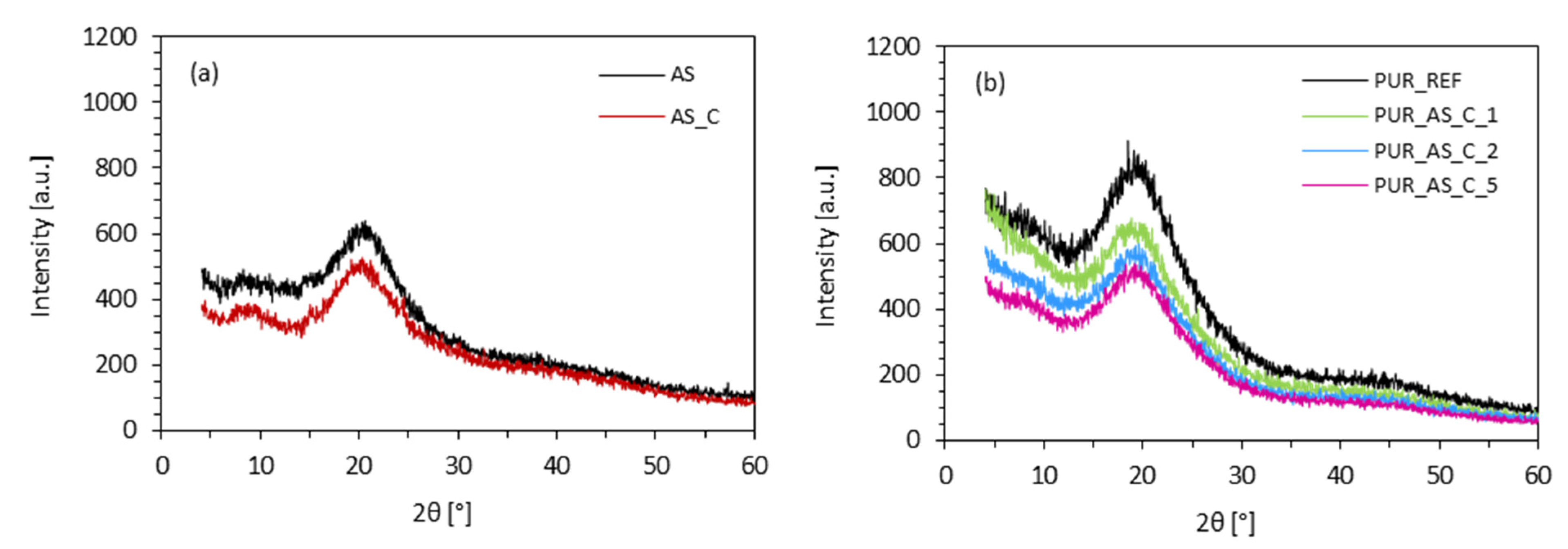
3.2.3. X-ray Diffraction Analysis of PUR Composites Reinforced with Casein/Apricot Filler
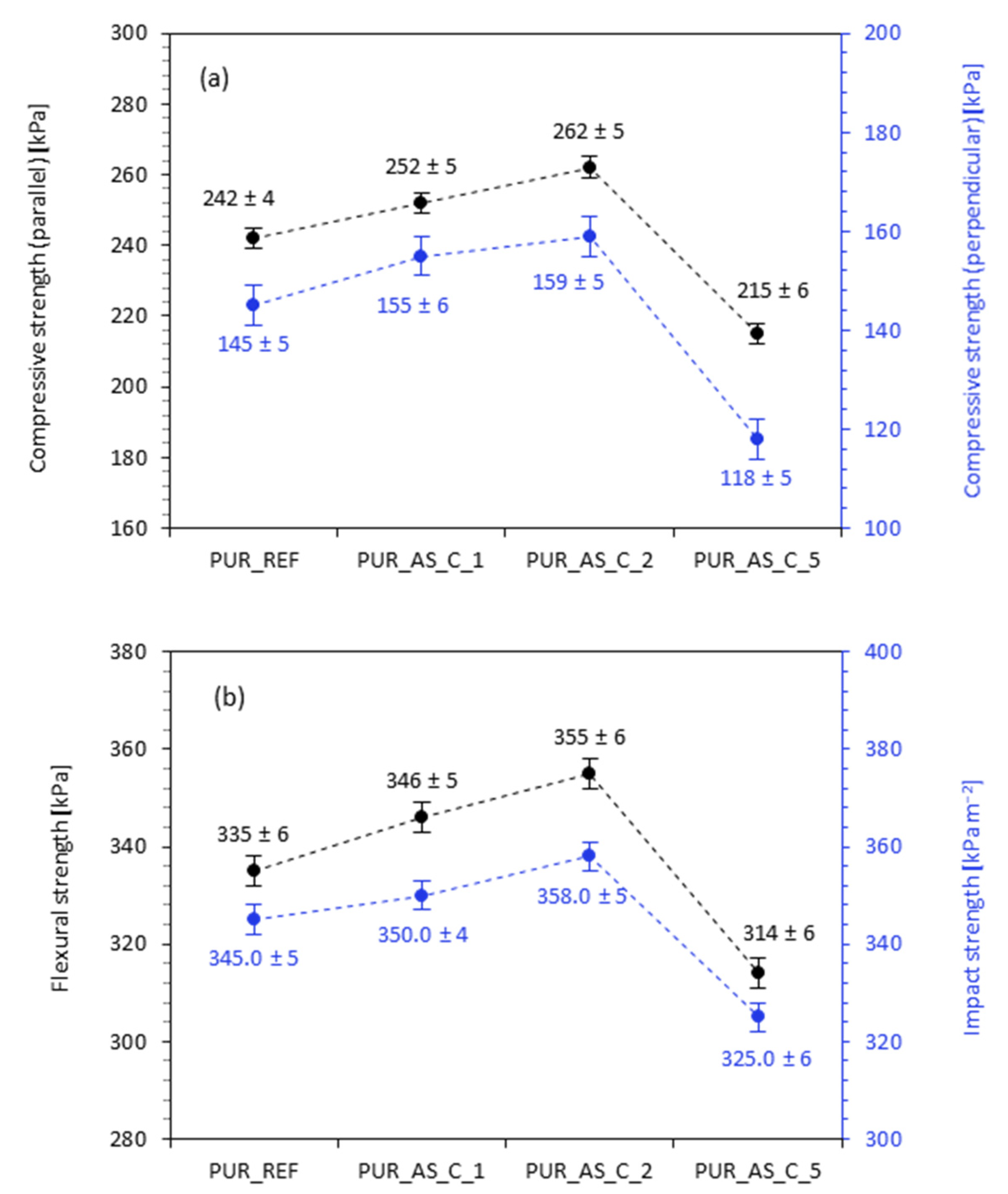
3.2.4. Mechanical Properties of PUR Composites Reinforced with Casein/Apricot Filler—Compressive Strength, Flexural Strength, and Impact Strength
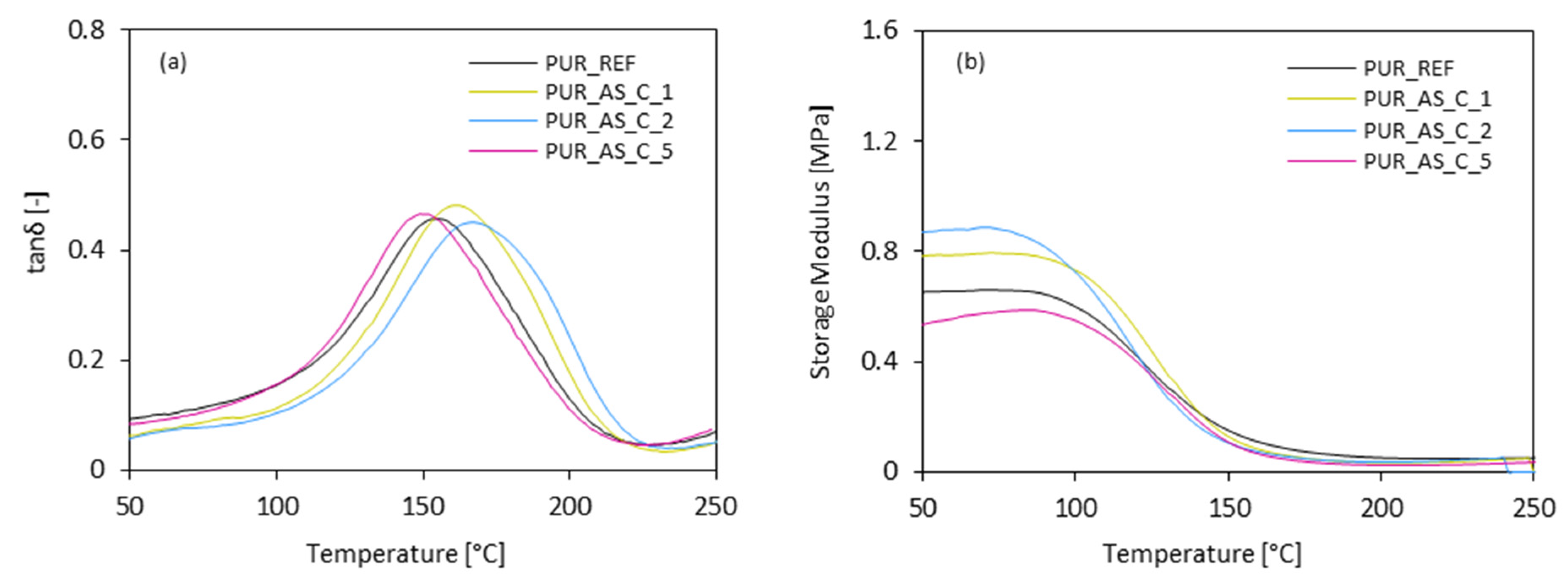
3.2.5. Dynamic-Mechanical Analysis of PUR Composites Reinforced with Casein/Apricot Filler
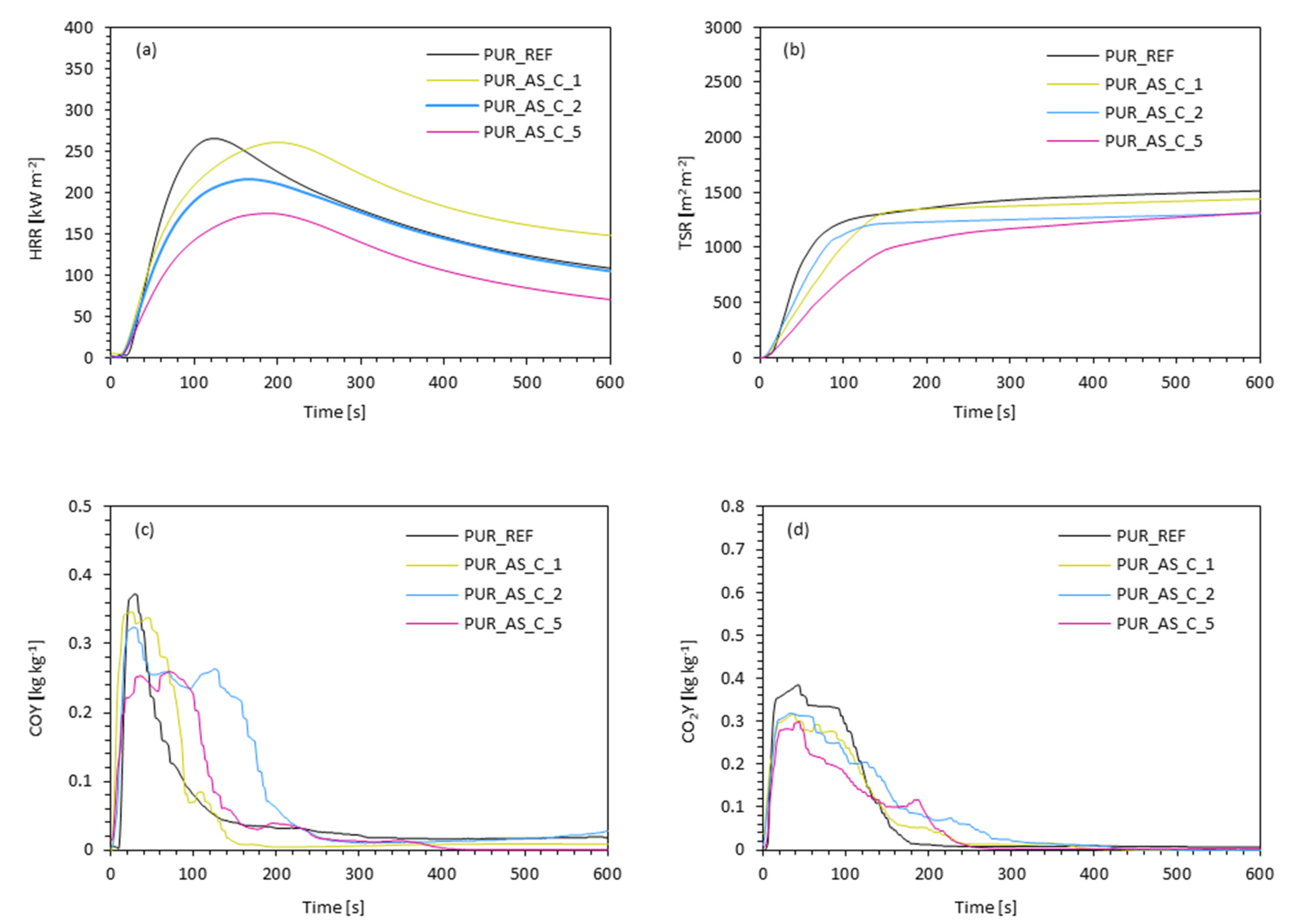
3.2.6. Flame-Retardant Behavior of PUR Composites with Casein/Apricot Filler
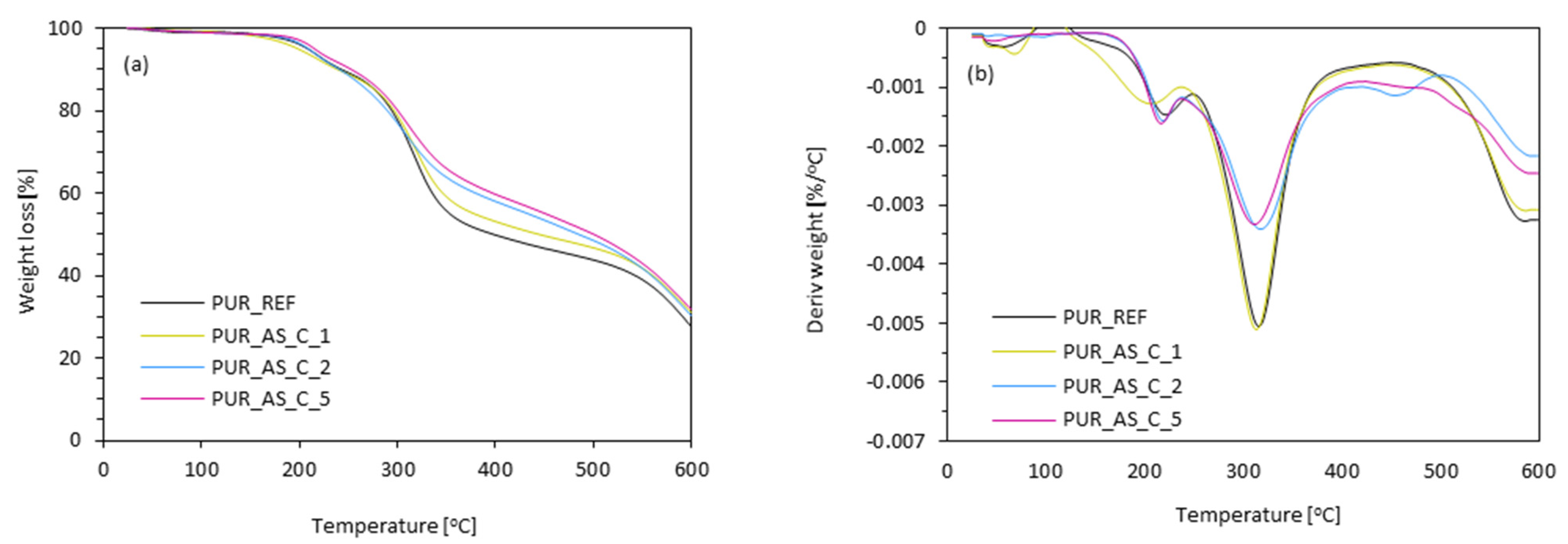
3.2.7. Thermogravimetric Analysis (TGA) of PUR Composites Reinforced with Casein/Apricot Filler
3.2.8. Dimensional Stability of the PUR Composites Reinforced with Casein/Apricot Filler
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Cornille, A.; Auvergne, R.; Figovsky, O.; Boutevin, B.; Caillol, S. A perspective approach to sustainable routes for non-isocyanate polyurethanes. Eur. Polym. J. 2017, 87, 535–552. [Google Scholar] [CrossRef]
- Herrán, R.; Amalvy, J.I.; Chiacchiarelli, L.M. Highly functional lactic acid ring-opened soybean polyols applied to rigid polyurethane foams. J. Appl. Polym. Sci. 2019, 136, 1–13. [Google Scholar] [CrossRef]
- Ivdre, A.; Abolins, A.; Sevastyanova, I.; Kirpluks, M.; Cabulis, U.; Merijs-Meri, R. Rigid polyurethane foams with various isocyanate indices based on polyols from rapeseed oil and waste PET. Polymers 2020, 12, 738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prociak, A.; Kurańska, M.; Malewska, E. Porous polyurethane plastics synthetized using bio-polyols from renewable raw materials. Polim. Polym. 2017, 62, 353–363. [Google Scholar] [CrossRef]
- Campanella, A.; Bonnaillie, L.M.; Wool, R.P. Polyurethane Foams from Soyoil-Based Polyols. J. Appl. Polym. Sci. 2009, 112, 2567–2578. [Google Scholar] [CrossRef]
- Deka, H.; Karak, N. Bio-based hyperbranched polyurethanes for surface coating applications. Prog. Org. Coat. 2009, 66, 192–198. [Google Scholar] [CrossRef]
- Thakur, S.; Karak, N. Castor oil-based hyperbranched polyurethanes as advanced surface coating materials. Prog. Org. Coat. 2013, 76, 157–164. [Google Scholar] [CrossRef]
- Hatti-Kaul, R.; Törnvall, U.; Gustafsson, L.; Börjesson, P. Industrial biotechnology for the production of bio-based chemicals—A cradle-to-grave perspective. Trends Biotechnol. 2007, 25, 119–124. [Google Scholar] [CrossRef]
- Engels, H.W.; Pirkl, H.G.; Albers, R.; Albach, R.W.; Krause, J.; Hoffmann, A.; Casselmann, H.; Dormish, J. Polyurethanes: Versatile materials and sustainable problem solvers for today’s challenges. Angew. Chem. Int. Ed. 2013, 52, 9422–9441. [Google Scholar] [CrossRef]
- Harikrishnan, G.; Patro, T.U.; Khakhar, D.V. Polyurethane foam—Clay nanocomposites: Nanoclays as cell openers. Ind. Eng. Chem. Res. 2006, 45, 7126–7134. [Google Scholar] [CrossRef]
- Yue, D.; Oribayo, O.; Rempel, G.L.; Pan, Q. Liquefaction of waste pine wood and its application in the synthesis of a flame retardant polyurethane foam. RSC Adv. 2017, 7, 30334–30344. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; Lin, X.; Zhang, Q.; Jiang, K.; Chen, W.; Han, D. Anti-flammability, mechanical and thermal properties of bio-based rigid polyurethane foams with the addition of flame retardants. RSC Adv. 2020, 10, 32156–32161. [Google Scholar] [CrossRef]
- Battegazzore, D.; Alongi, J.; Frache, A. Poly(lactic acid)-Based Composites Containing Natural Fillers: Thermal, Mechanical and Barrier Properties. J. Polym. Environ. 2014, 22, 88–98. [Google Scholar] [CrossRef]
- De Luca Bossa, F.; Santillo, C.; Verdolotti, L.; Campaner, P.; Minigher, A.; Boggioni, L.; Losio, S.; Coccia, F.; Iannace, S.; Lama, G.C. Greener nanocomposite polyurethane foam based on sustainable polyol and natural fillers: Investigation of chemico-physical and mechanical properties. Materials 2020, 13, 211. [Google Scholar] [CrossRef] [PubMed]
- Bryśkiewicz, A.; Zieleniewska, M.; Przyjemska, K.; Chojnacki, P.; Ryszkowska, J. Modification of flexible polyurethane foams by the addition of natural origin fillers. Polym. Degrad. Stab. 2016, 132, 32–40. [Google Scholar] [CrossRef]
- Liszkowska, J.; Borowicz, M.; Paciorek-Sadowska, J.; Isbrandt, M.; Czupryński, B.; Moraczewski, K. Assessment of photodegradation and biodegradation of RPU/PIR foams modified by natural compounds of plant origin. Polymers 2020, 12, 33. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pavier, C.; Gandini, A. Urethanes and polyurethanes from oxypropylated sugar beet pulp. I. Kinetic study in solution. Eur. Polym. J. 2000, 36, 1653–1658. [Google Scholar] [CrossRef]
- Briones, R.; Serrano, L.; Labidi, J. Valorization of some lignocellulosic agro-industrial residues to obtain biopolyols. J. Chem. Technol. Biotechnol. 2012, 87, 244–249. [Google Scholar] [CrossRef]
- Fidan, M.S.; Ertas, M. Bio-based Rigid Polyurethane Foam Prepared from Apricot Stone Shell-based Polyol for Thermal Insulation Application—Part 2: Morphological, Mechanical, and Thermal Properties. BioResources 2020, 15, 6080–6094. [Google Scholar]
- Barczewski, M.; Mysiukiewicz, O.; Szulc, J.; Kloziński, A. Poly(lactic acid) green composites filled with linseed cake as an agricultural waste filler. Influence of oil content within the filler on the rheological behavior. J. Appl. Polym. Sci. 2019, 136, 1–12. [Google Scholar] [CrossRef]
- Chen, F.; Lu, Z. Liquefaction of Wheat Straw and Preparation of Rigid Polyurethane Foam from the Liquefaction Products. J. Appl. Polym. Sci. 2009, 111, 508–516. [Google Scholar] [CrossRef]
- Członka, S.; Strakowska, A.; Kairyte, A. Application of walnut shells-derived biopolyol in the synthesis of rigid polyurethane foams. Materials 2020, 13, 2687. [Google Scholar] [CrossRef] [PubMed]
- Gao, L.-L.; Liu, Y.-H.; Lei, H.; Peng, H.; Ruan, R. Preparation of Semirigid Polyurethane Foam with Liquefied Bamboo Residues Long-Lan. J. Appl. Polym. Sci. 2010, 116, 1694–1699. [Google Scholar] [CrossRef]
- Hassan, E.; Barbary, M.; Shukry, N. Polyhydric alcohol liquefaction of some lignocellulosic agricultural residues. Ind. Crops Prod. 2008, 27, 33–38. [Google Scholar] [CrossRef]
- Abdel Hakim, A.A.; Nassar, M.; Emam, A.; Sultan, M. Preparation and characterization of rigid polyurethane foam prepared from sugar-cane bagasse polyol. Mater. Chem. Phys. 2011, 129, 301–307. [Google Scholar] [CrossRef]
- Kurańska, M.; Polaczek, K.; Auguścik-Królikowska, M.; Prociak, A.; Ryszkowska, J. Open-cell rigid polyurethane bio-foams based on modified used cooking oil. Polymer 2020, 190, 1–7. [Google Scholar] [CrossRef]
- More, A.S.; Lebarbé, T.; Maisonneuve, L.; Gadenne, B.; Alfos, C.; Cramail, H. Novel fatty acid based di-isocyanates towards the synthesis of thermoplastic polyurethanes. Eur. Polym. J. 2013, 49, 823–833. [Google Scholar] [CrossRef]
- Tawade, B.V.; Shingte, R.D.; Kuhire, S.S.; Sadavarte, N.V.; Garg, K.; Maher, D.M.; Ichake, A.B.; More, A.S.; Wadgaonkar, P.P. Bio-Based Di-/Poly-isocyanates for Polyurethanes: An Overview. PU Today 2017, 41–46. [Google Scholar] [CrossRef]
- Mutlu, H.; Meier, M.A.R. Castor oil as a renewable resource for the chemical industry. Eur. J. Lipid Sci. Technol. 2010, 112, 10–30. [Google Scholar] [CrossRef]
- Decroocq, S.; Cornille, A.; Tricon, D.; Babayeva, S.; Chague, A.; Eyquard, J.P.; Karychev, R.; Dolgikh, S.; Kostritsyna, T.; Liu, S.; et al. New insights into the history of domesticated and wild apricots and its contribution to Plum pox virus resistance. Mol. Ecol. 2016, 25, 4712–4729. [Google Scholar] [CrossRef]
- Liu, S.; Cornille, A.; Decroocq, S.; Tricon, D.; Chague, A.; Eyquard, J.P.; Liu, W.S.; Giraud, T.; Decroocq, V. The complex evolutionary history of apricots: Species divergence, gene flow and multiple domestication events. Mol. Ecol. 2019, 28, 5299–5314. [Google Scholar] [CrossRef]
- Bourguiba, H.; Scotti, I.; Sauvage, C.; Zhebentyayeva, T.; Ledbetter, C.; Krška, B.; Remay, A.; D’Onofrio, C.; Iketani, H.; Christen, D.; et al. Genetic Structure of a Worldwide Germplasm Collection of Prunus armeniaca L. Reveals Three Major Diffusion Routes for Varieties Coming From the Species’ Center of Origin. Front. Plant Sci. 2020, 11, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Vankar, P.S. Essential Oils and Fragrances from Natural Sources. Resonance 2004, 9, 30–41. [Google Scholar] [CrossRef]
- Lee, H.; Ahn, J.-H.; Kwon, A.-R.; Lee, E.S.; Kwak, J.-H.; Min, Y.-H. Chemical Composition and Antimicrobial Activity of the Essential Oil of Apricot Seed. Phyther. Res. 2014, 28, 1867–1872. [Google Scholar] [CrossRef]
- Yiǧit, D.; Yiǧit, N.; Mavi, A. Antioxidant and antimicrobial activities of bitter and sweet apricot (Prunus armeniaca L.) kernels. Braz. J. Med. Biol. Res. 2009, 42, 346–352. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ali, A.; Ali, S.; Yu, L.; Liu, H.; Khalid, S.; Hussain, A.; Qayum, M.M.N.; Ying, C. Preparation and characterization of starch-based composite films reinforced by apricot and walnut shells. J. Appl. Polym. Sci. 2019, 136, 47978. [Google Scholar] [CrossRef]
- Qaiss, A.; Bouhfid, R.; Essabir, H. Characterization and Use of Coir, Almond, Apricot, Argan, Shells, and Wood as Reinforcement in the Polymeric Matrix in Order to Valorize These Products. In Agricultural Biomass Based Potential Materials; Springer International Publishing: Cham, Switzerland, 2015; pp. 305–339. [Google Scholar]
- Kaur, R.; Kumar, M. Addition of anti-flaming agents in castor oil based rigid polyurethane foams: Studies on mechanical and flammable behaviour. Mater. Res. Express 2020, 7. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strakowska, A.; Adamus-Włodarczyk, A. Mechanically strong polyurethane composites reinforced with montmorillonite-modified sage filler (Salvia officinalis L.). Int. J. Mol. Sci. 2021, 22, 3744. [Google Scholar] [CrossRef] [PubMed]
- Wrześniewska-Tosik, K.; Zajchowski, S.; Bryśkiewicz, A.; Ryszkowska, J. Feathers as a flame-retardant in elastic polyurethane foam. Fibres Text. East. Eur. 2014, 103, 119–128. [Google Scholar]
- Zhou, F.; Zhang, T.; Zou, B.; Hu, W.; Wang, B.; Zhan, J.; Ma, C.; Hu, Y. Synthesis of a novel liquid phosphorus-containing flame retardant for flexible polyurethane foam: Combustion behaviors and thermal properties. Polym. Degrad. Stab. 2020, 171, 109029. [Google Scholar] [CrossRef]
- Hodgson, D.M.; Gras, E. Recent developments in the chemistry of lithiated epoxides. Synthesis 2002, 27, 1625–1642. [Google Scholar] [CrossRef]
- Modesti, M.; Lorenzetti, A.; Simioni, F.; Camino, G. Expandable graphite as an intumescent flame retardant in polyisocyanurate-polyurethane foams. Polym. Degrad. Stab. 2002, 77, 195–202. [Google Scholar] [CrossRef]
- Chattopadhyay, D.K.; Webster, D.C. Thermal stability and flame retardancy of polyurethanes. Prog. Polym. Sci. 2009, 34, 1068–1133. [Google Scholar] [CrossRef]
- Xi, W.; Qian, L.; Li, L. Flame retardant behavior of ternary synergistic systems in rigid polyurethane foams. Polymers 2019, 11, 207. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, W.; Wang, G.; Zheng, X. Research on highly flame-retardant rigid PU foams by combination of nanostructured additives and phosphorus flame retardants. Polym. Degrad. Stab. 2015, 111, 142–150. [Google Scholar] [CrossRef]
- Elbasuney, S.; Mostafa, H.E. Synthesis and surface modification of nanophosphorous-based flame retardant agent by continuous flow hydrothermal synthesis. Particuology 2015, 22, 82–88. [Google Scholar] [CrossRef]
- Chen, L.; Wang, Y.Z. A review on flame retardant technology in China. Part I: Development of flame retardants. Polym. Adv. Technol. 2010, 21, 1–26. [Google Scholar] [CrossRef]
- Song, X.; Zhang, X.; Li, T.; Li, Z.; Chi, H. Mechanically Robust Hybrid POSS thermoplastic polyurethanes with enhanced surface hydrophobicity. Polymers 2019, 11, 373. [Google Scholar] [CrossRef] [Green Version]
- Xu, F.; Zhong, L.; Zhang, C.; Wang, P.; Zhang, F.; Zhang, G. Novel High-Efficiency Casein-Based P-N-Containing Flame Retardants with Multiple Reactive Groups for Cotton Fabrics. ACS Sustain. Chem. Eng. 2019, 7, 13999–14008. [Google Scholar] [CrossRef]
- Carosio, F.; Di Blasio, A.; Cuttica, F.; Alongi, J.; Malucelli, G. Flame retardancy of polyester and polyester-cotton blends treated with caseins. Ind. Eng. Chem. Res. 2014, 53, 3917–3923. [Google Scholar] [CrossRef]
- Zhang, S.; Jin, X.; Gu, X.; Chen, C.; Li, H.; Zhang, Z.; Sun, J. The preparation of fully bio-based flame retardant poly(lactic acid) composites containing casein. J. Appl. Polym. Sci. 2018, 135, 1–9. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, W.; Li, G. Isolation and characterisation of collagens from the skin of largefin longbarbel catfish (Mystus macropterus). Food Chem. 2009, 115, 826–831. [Google Scholar] [CrossRef]
- Voort, F.R.; Ismail, A.A.; Sedman, J.; Emo, G. Monitoring the oxidation of edible oils by Fourier transform infrared spectroscopy. J. Am. Oil Chem. Soc. 1994, 71, 243–253. [Google Scholar] [CrossRef]
- Condict, L.; Hung, A.; Ashton, J.; Kasapis, S. High-temperature binding parameters and molecular dynamics of 4-hydroxybenzoic acid and β-casein complexes, determined via the method of continuous variation and fluorescence spectroscopy. Food Hydrocoll. 2021, 114, 106567. [Google Scholar] [CrossRef]
- Gómez-Fernández, S.; Ugarte, L.; Calvo-Correas, T.; Peña-Rodríguez, C.; Corcuera, M.A.; Eceiza, A. Properties of flexible polyurethane foams containing isocyanate functionalized kraft lignin. Ind. Crops Prod. 2017, 100, 51–64. [Google Scholar] [CrossRef]
- Lee, L.J.; Zeng, C.; Cao, X.; Han, X.; Shen, J.; Xu, G. Polymer nanocomposite foams. Compos. Sci. Technol. 2005, 65, 2344–2363. [Google Scholar] [CrossRef]
- Kairyte, A.; Kremensas, A.; Vaitkus, S.; Członka, S.; Strakowska, A. Fire suppression and thermal behavior of biobased rigid polyurethane foam filled with biomass incinerationwaste ash. Polymers 2020, 12, 683. [Google Scholar] [CrossRef] [Green Version]
- Modesti, M.; Lorenzetti, A.; Besco, S. Influence of Nanofillers on Thermal Insulating Properties of Polyurethane Nanocomposites Foams Michele. Society 2007, 47, 1351–1358. [Google Scholar] [CrossRef]
- Kurańska, M.; Barczewski, M.; Uram, K.; Lewandowski, K.; Prociak, A.; Michałowski, S. Basalt waste management in the production of highly effective porous polyurethane composites for thermal insulating applications. Polym. Test. 2019, 76, 90–100. [Google Scholar] [CrossRef]
- Borowicz, M.; Paciorek-Sadowska, J.; Lubczak, J.; Czupryński, B. Biodegradable, flame-retardant, and bio-based rigid polyurethane/polyisocyanurate foams for thermal insulation application. Polymers 2019, 11, 1816. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Xiang, A.; Tian, H.; Rajulu, A.V. Water-Blown Castor Oil-Based Polyurethane Foams with Soy Protein as a Reactive Reinforcing Filler. J. Polym. Environ. 2018, 26, 15–22. [Google Scholar] [CrossRef]
- Wolska, A.; Goździkiewicz, M.; Ryszkowska, J. Thermal and mechanical behaviour of flexible polyurethane foams modified with graphite and phosphorous fillers. J. Mater. Sci. 2012, 47, 5627–5634. [Google Scholar] [CrossRef] [Green Version]
- Formela, K.; Hejna, A.; Zedler, Ł.; Przybysz, M.; Ryl, J.; Saeb, M.R.; Piszczyk, Ł. Structural, thermal and physico-mechanical properties of polyurethane/brewers’ spent grain composite foams modified with ground tire rubber. Ind. Crops Prod. 2017, 108, 844–852. [Google Scholar] [CrossRef]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Gloc, M.; Kulesza, M.; Kowalski, M.; Krauze, S.; Lewandowska, M. Flammability, mechanical properties and structure of rigid polyurethane foams with different types of carbon reinforcing materials. Compos. Struct. 2016, 140, 67–76. [Google Scholar] [CrossRef]
- Gu, R.; Konar, S.; Sain, M. Preparation and Characterization of Sustainable Polyurethane Foams from Soybean Oils. J. Am. Oil Chem. Soc. 2012, 89, 2103–2111. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Superiority of cellulose non-solvent chemical modification over solvent-involving treatment: Application in polymer composite (part II). Materials 2020, 13, 2901. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Thermal Behavior of Green Cellulose-Filled Thermoplastic Elastomer Polymer Blends. Molecules 2020, 25, 1279. [Google Scholar] [CrossRef] [Green Version]
- Cichosz, S.; Masek, A.; Rylski, A. Cellulose Modification for Improved Compatibility with the Polymer Matrix: Mechanical Characterization of the Composite Material. Materials 2020, 13, 5519. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Cellulose fibers hydrophobization via a hybrid chemical modification. Polymers 2019, 11, 1174. [Google Scholar] [CrossRef] [Green Version]
- Kurańska, M.; Beneš, H.; Prociak, A.; Trhlíková, O.; Walterová, Z.; Stochlińska, W. Investigation of epoxidation of used cooking oils with homogeneous and heterogeneous catalysts. J. Clean. Prod. 2019, 236. [Google Scholar] [CrossRef]
- Barczewski, M.; Kurańska, M.; Sałasińska, K.; Michałowski, S.; Prociak, A.; Uram, K.; Lewandowski, K. Rigid polyurethane foams modified with thermoset polyester-glass fiber composite waste. Polym. Test. 2020, 81, 106190. [Google Scholar] [CrossRef]
- Tian, H.; Wu, J.; Xiang, A. Polyether polyol-based rigid polyurethane foams reinforced with soy protein fillers. J. Vinyl Addit. Technol. 2018, 24, E105–E111. [Google Scholar] [CrossRef]
- Badri, K.H.; Ahmad, S.H.; Zakaria, S. Production of a High-Functionality RBD Palm Kernel Oil-Based Polyester Polyol. J. Appl. Polym. Sci. 2001, 81, 384–389. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System | Compound | Content (wt.% to Polyol) |
|---|---|---|
| Polyol system | Stepanpol PS2352 | 100 |
| Pentane/cyclopentane | 11 | |
| Tegostab B8513 | 2.5 | |
| Kosmos 33 | 6 | |
| Kosmos 75 | 0.8 | |
| Water | 0.5 | |
| Casein/apricot filler | 0, 1, 2, 5 | |
| Isocyanate system | Purocyn B | 160 |
| Sample | Processing Times [s] | ||
|---|---|---|---|
| Start Time | Growth Time | Tack-Free Time | |
| PUR_REF | 39 ± 3 | 282 ± 9 | 360 ± 10 |
| PUR_AS_C_1 | 45 ± 2 | 308 ± 8 | 345 ± 9 |
| PUR_AS_C_2 | 49 ± 2 | 322 ± 6 | 350 ± 7 |
| PUR_AS_C_5 | 55 ± 1 | 365 ± 7 | 355 ± 7 |
| Size [µm] | Content [%] | |||
|---|---|---|---|---|
| 0–223 | 1.1 ± 0.3 | 2.1 ± 0.4 | 0.0 ± 0.0 | 1.5 ± 0.3 |
| 224–258 | 3.2 ± 0.4 | 3.3 ± 0.5 | 2.4 ± 0.3 | 2.1 ± 0.3 |
| 259–298 | 8.1 ± 0.4 | 7.4 ± 0.5 | 5.8 ± 0.4 | 5.4 ± 0.5 |
| 299–347 | 18.3 ± 0.5 | 18.5 ± 0.3 | 20.1 ± 0.6 | 22.4 ± 0.6 |
| 348–400 | 24.4 ± 0.6 | 25.4 ± 0.6 | 30.5 ± 0.6 | 28.6 ± 0.7 |
| 401–463 | 22.6 ± 0.6 | 21.6 ± 0.7 | 22.6 ± 0.7 | 21.4 ± 0.7 |
| 462–538 | 17.7 ± 0.5 | 14.4 ± 0.6 | 11.6 ± 0.5 | 9.4 ± 0.4 |
| 539–622 | 4.5 ± 0.3 | 7.5 ± 0.4 | 5.4 ± 0.4 | 5.7 ± 0.4 |
| 623–719 | 2.4 ± 0.4 | 2.1 ± 0.3 | 2.1 ± 0.5 | 3.1 ± 0.2 |
| 720–834 | 1.3 ± 0.3 | 1.4 ± 0.2 | 1.5 ± 0.4 | 2.1 ± 0.2 |
| 835–966 | 0.0 ± 0.0 | 0.0 ± 0.0 | 2.1 ± 0.3 | 2.2 ± 0.3 |
| Sample | IT (s) | pHRR (kW m−2) | THR (MJ m−2) | TSR (m2 m−2) | COY (kg kg−1) | CO2Y (kg kg−1) | LOI (%) |
|---|---|---|---|---|---|---|---|
| PUR_REF | 4 ± 0 | 266 ± 7 | 21.7 ± 1.8 | 1650 ± 10 | 0.37 ± 0.01 | 0.38 ± 0.01 | 20.3 ± 0.4 |
| PUR_AS_C_1 | 5 ± 0 | 261 ± 6 | 21.3 ± 1.7 | 1550 ± 12 | 0.34 ± 0.02 | 0.32 ± 0.02 | 21.1 ± 0.4 |
| PUR_AS_C_2 | 5 ± 0 | 216 ± 6 | 21.0 ± 2.2 | 1405 ± 12 | 0.32 ± 0.01 | 0.32 ± 0.01 | 21.8 ± 0.3 |
| PUR_AS_C_5 | 6 ± 0 | 175 ± 8 | 21.5 ± 2.4 | 1590 ± 14 | 0.25 ± 0.01 | 0.29 ± 0.01 | 22.5 ± 0.5 |
| Sample | Tmax (°C) | Char Residue (wt.%) at 600 °C | ||
|---|---|---|---|---|
| 1st Stage | 2nd Stage | 3rd Stage | ||
| PUR_REF | 205 ± 4 | 313 ± 4 | 587 ± 4 | 27.6 ± 0.2 |
| PUR_AS_C_1 | 221 ± 5 | 315 ± 5 | 587 ± 5 | 30.3 ± 0.1 |
| PUR_AS_C_2 | 219 ± 2 | 317 ± 4 | 589 ± 5 | 31.0 ± 0.2 |
| PUR_AS_C_5 | 217 ± 5 | 313 ± 4 | 591 ± 6 | 31.9 ± 0.2 |
| Sample | Temperature of −20 °C | Temperature of +70 °C | ||||
|---|---|---|---|---|---|---|
| ∆l (%) | ∆V (%) | ∆m (%) | ∆l (%) | ∆V (%) | ∆m (%) | |
| PUR_REF | 1.79 ± 0.01 | 1.66 ± 0.01 | 1.77 ± 0.01 | 1.74 ± 0.01 | 1.43 ± 0.01 | 1.52 ± 0.01 |
| PUR_AS_C_1 | 1.76 ± 0.01 | 1.64 ± 0.01 | 1.69 ± 0.01 | 1.68 ± 0.01 | 1.42 ± 0.01 | 1.49 ± 0.01 |
| PUR_AS_C_2 | 1.78 ± 0.01 | 1.71 ± 0.01 | 1.78 ± 0.01 | 1.63 ± 0.01 | 1.40 ± 0.01 | 1.55 ± 0.01 |
| PUR_AS_C_5 | 1.84 ± 0.01 | 1.79 ± 0.01 | 1.81 ± 0.01 | 1.79 ± 0.01 | 1.50 ± 0.01 | 1.61 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Casein/Apricot Filler in the Production of Flame-Retardant Polyurethane Composites. Materials 2021, 14, 3620. https://doi.org/10.3390/ma14133620
Członka S, Kairytė A, Miedzińska K, Strąkowska A. Casein/Apricot Filler in the Production of Flame-Retardant Polyurethane Composites. Materials. 2021; 14(13):3620. https://doi.org/10.3390/ma14133620
Chicago/Turabian StyleCzłonka, Sylwia, Agnė Kairytė, Karolina Miedzińska, and Anna Strąkowska. 2021. "Casein/Apricot Filler in the Production of Flame-Retardant Polyurethane Composites" Materials 14, no. 13: 3620. https://doi.org/10.3390/ma14133620
APA StyleCzłonka, S., Kairytė, A., Miedzińska, K., & Strąkowska, A. (2021). Casein/Apricot Filler in the Production of Flame-Retardant Polyurethane Composites. Materials, 14(13), 3620. https://doi.org/10.3390/ma14133620