
Adhesion Studies during Generative Hybridization of Textile-Reinforced Thermoplastic Composites via Additive Manufacturing

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Specimen Preparation
2.2.1. Nozzle Distance
2.2.2. Print Bed Temperature
2.2.3. Plasma Treatments
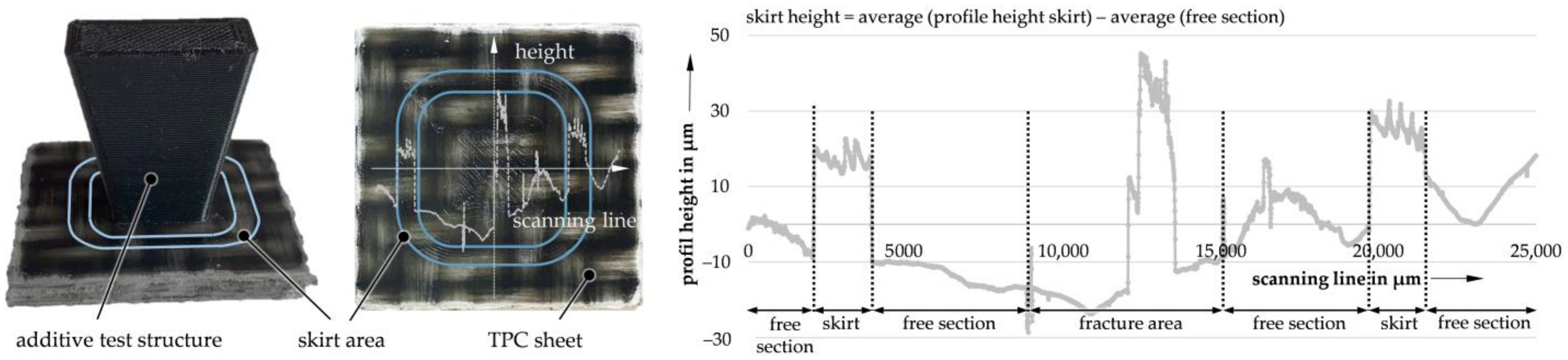
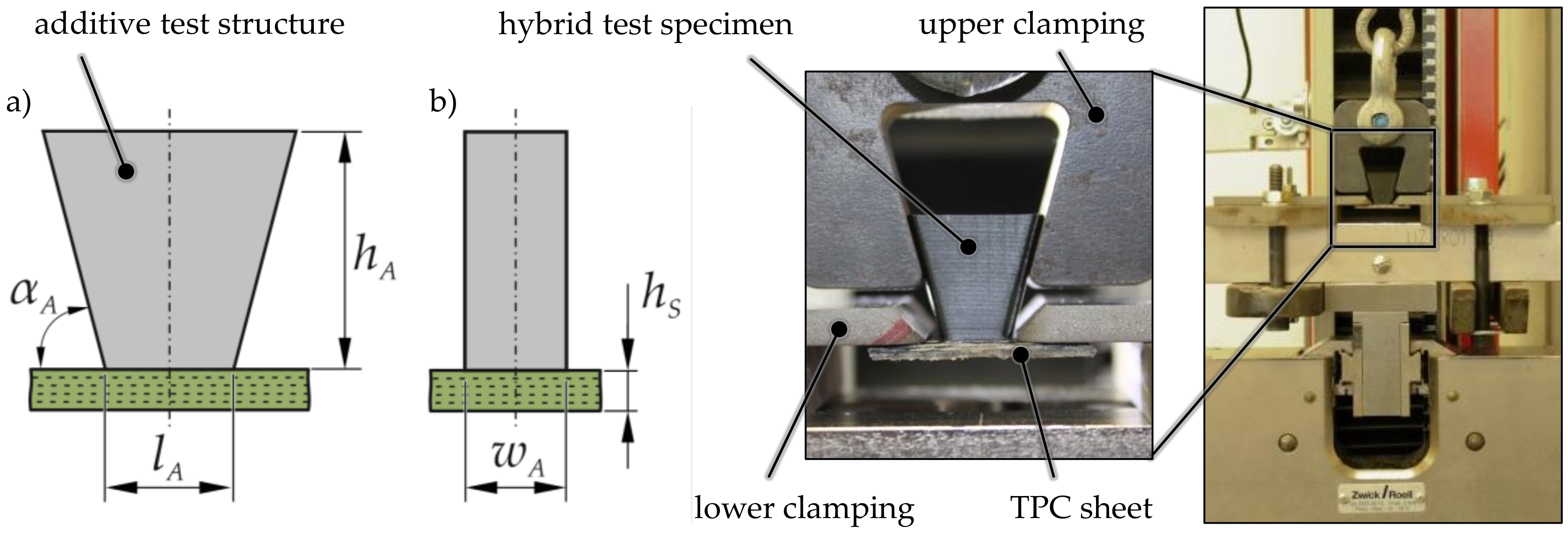
2.3. Development of a Hybrid Testing Structure
3. Results
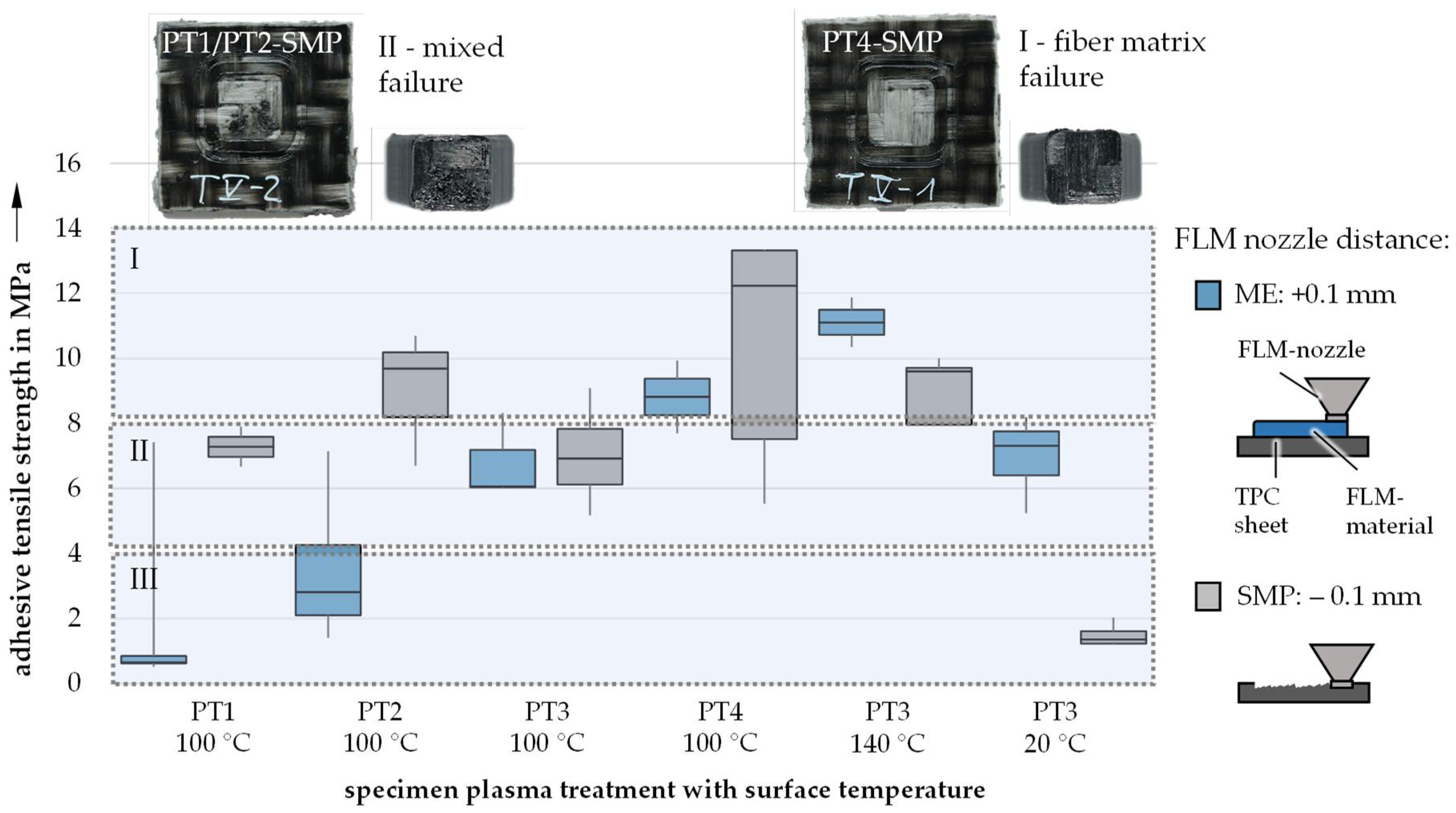
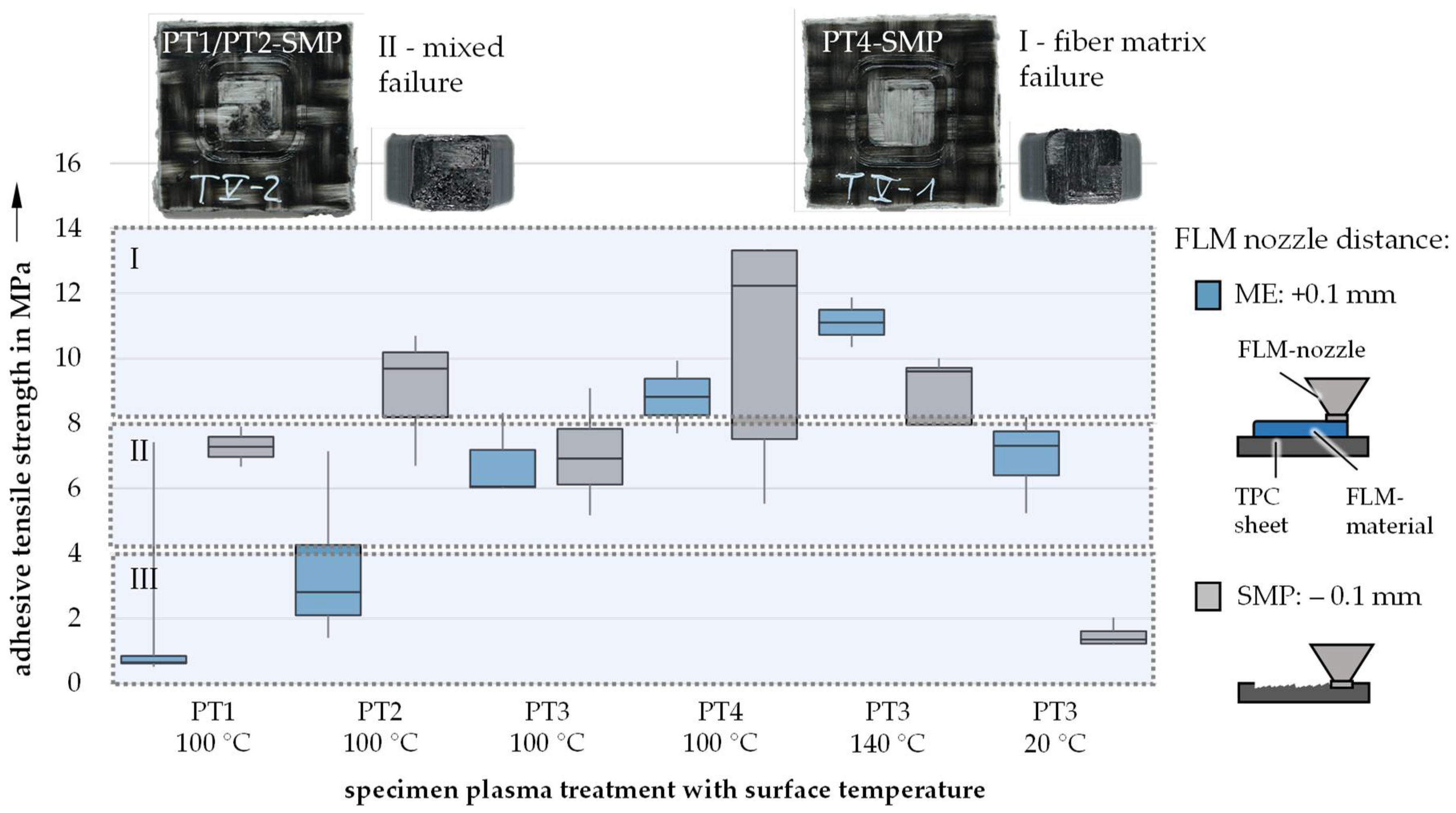
3.1. Adhesive Tensile Strength
3.1.1. Influence of FLM Nozzle Distance
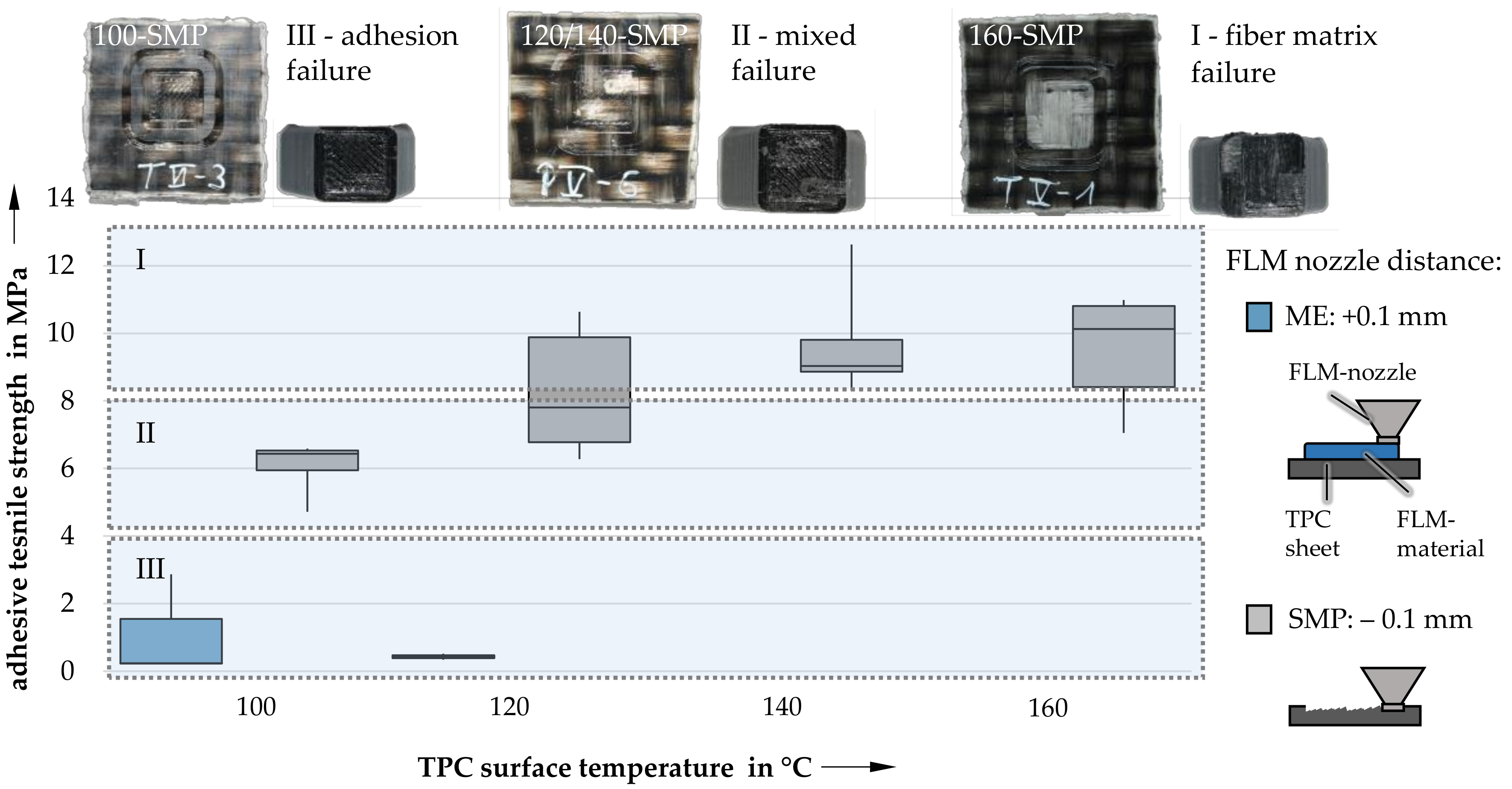
3.1.2. Influence of Print Bed Temperature
3.1.3. Influence of Plasma Treatment
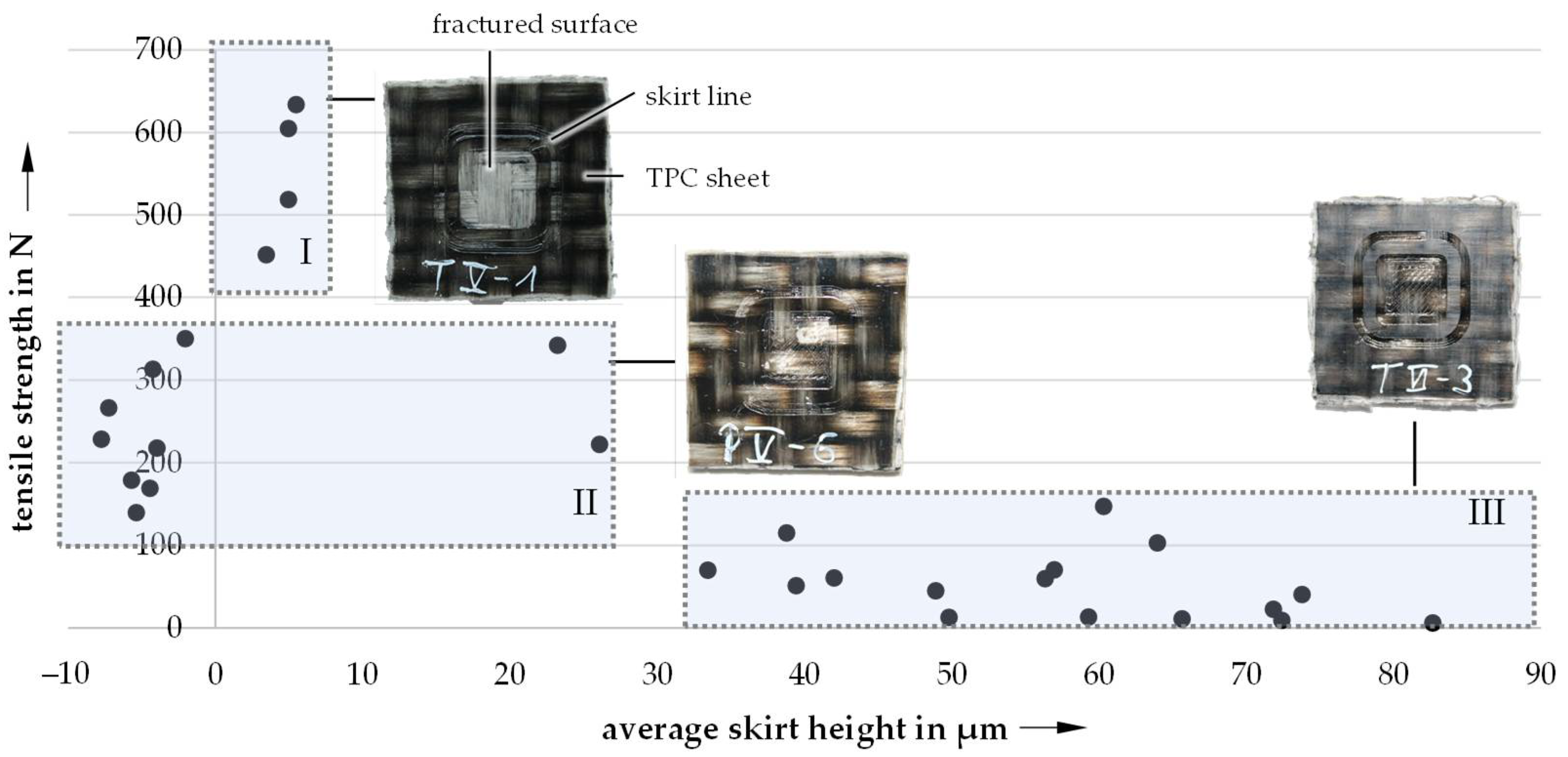
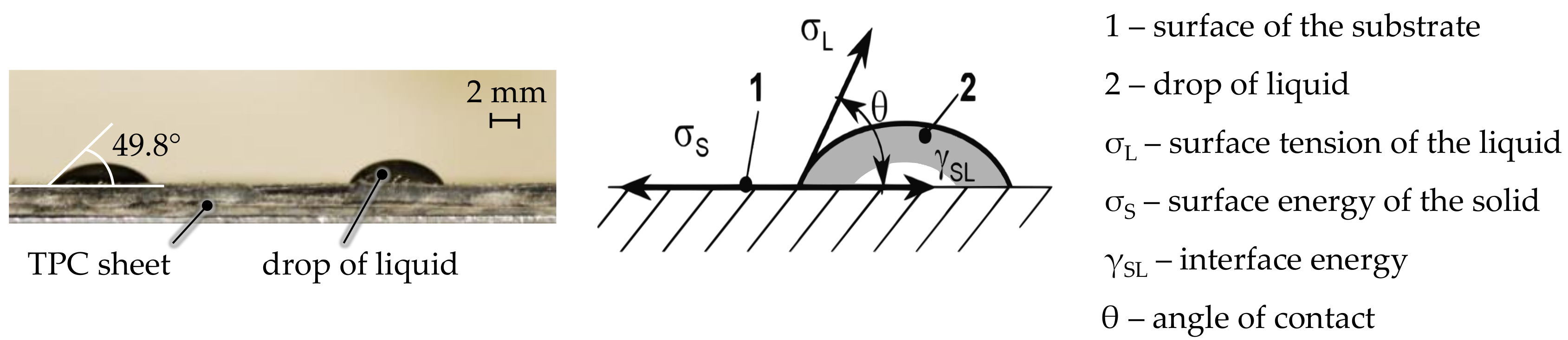
3.2. Interface Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaufmann, R.; Bürkle, E.; Bider, T. Process Integration—Ligthweight Parts with a Thermoplastic Matrix. Kunststoffe Int. 2011, 101, 65–68. [Google Scholar]
- Liebsch, A.; Koshukow, W.; Gebauer, J.; Kupfer, R.; Gude, M. Overmoulding of consolidated fibre-reinforced thermoplastics-increasing the bonding strength by physical surface pre-treatments. Procedia CIRP 2019, 85, 212–217. [Google Scholar] [CrossRef]
- Krahl, M.; Bürkle, E.; Gude, M. Kunststoff und Metall-ein unzertrennliches Paar. Kunststoffe 2017, 12, 27–32. [Google Scholar]
- Luft, J.; Troschitz, J.; Krahl, M.; Gude, M. Thermoplast-Sandwichstrukturen aus recycelten C-Fasern. Light. Des. 2018, 11, 20–25. [Google Scholar] [CrossRef]
- Falck, R.; Goushegir, S.; dos Santos, J.; Amancio-Filho, S. AddJoining: A novel additive manufacturing approach for layered metal-polymer hybrid structures. Mater. Lett. 2018, 217, 211–214. [Google Scholar] [CrossRef]
- Gude, M.; Vogel, C.; Maier, J.; Lebelt, T.; Behnisch, T.; Krahl, M. Generative Hybridisierung—Multi-Material-Strukturen effizient gefertigt. Jahresmagazin Kunststofftechnik WAK 2019, 1, 36–39. [Google Scholar]
- Ivanov, D.S.; Le Cahain, Y.M.; Arafati, S.; Dattin, A.; Ivanov, S.G.; Aniskevich, A. Novel method for functionalising and patterning textile composites: Liquid resin print. Compos. Part A: Appl. Sci. Manuf. 2016, 84, 175–185. [Google Scholar] [CrossRef] [Green Version]
- Brinks, G.J.; Warmöskerken, M.M.C.; Akkerman, R. The added value of 3D polymer deposition on textiles. Ph.D. Thesis, Saxion University, Enskod, The Netherlands, 2013. [Google Scholar]
- Pei, E.; Shen, J.; Watling, J. Direct 3D printing of polymers onto textiles: Experimental studies and applications. Rapid Prototyp. J. 2015, 21, 556–571. [Google Scholar] [CrossRef] [Green Version]
- Sabantina, L.; Kinzel, F.; Ehrmann, A.; Finsterbusch, K. Combining 3D printed forms with textile structures—mechanical and geometrical properties of multi-material systems. IOP Conf. Ser. Mater. Sci. Eng. 2015, 87, 1–5. [Google Scholar] [CrossRef]
- Choi, J.; Kwon, O.-C.; Jo, W.; Lee, H.J.; Moon, M.-W. 4D Printing Technology: A Review. 3D Print. Addit. Manuf. 2015, 2, 159–167. [Google Scholar] [CrossRef]
- Wolf, R. Plastic Surface Modification; Carl Hanser Verlag: Munich, Germany, 2016. [Google Scholar]
- Spahiu, T.; Grimmelsmann, N.; Ehrmann, A.; Piperi, E.; Shehi, E. Effect of 3D printing on textile fabric. Eng. Entrep. 2017, 1, 1–7. [Google Scholar]
- Unger, L.; Scheideler, M.; Meyer, P.; Harland, J.; Gorzen, A.; Wortmann, M.; Dreyer, A.; Ehrmann, A. Increasing adhesion of 3D printing on textile fabrics by polymer coating. Tekst 2018, 61, 265–271. [Google Scholar] [CrossRef]
- Meyer, P.; Döpke, C.; Ehrmann, A. Improving adhesion of three-dimensional printed objects on textile fabrics by polymer coating. J. Eng. Fibers Fabr. 2019, 14. [Google Scholar] [CrossRef] [Green Version]
- Pijpers, A.; Meier, R.J. Adhesion behaviour of polypropylenes after flame treatment determined by XPS(ESCA) spectral analysis. J. Electron Spectrosc. Relat. Phenom. 2001, 121, 299–313. [Google Scholar] [CrossRef]
- Korger, M.; Bergschneider, J.; Lutz, M.; Mahltig, B.; Finsterbusch, K.; Rabe, M. Possible Applications of 3D Printing Technology on Textile Substrates. IOP Conf. Ser. Mater. Sci. Eng. 2016, 141, 012011. [Google Scholar] [CrossRef] [Green Version]
- Tusek, L.; Nitschke, M.; Werner, C.; Stana-Kleinschek, K.; Ribitsch, V. Surface characterisation of NH3 plasma treated polyamide 6 foils. Colloids Surf. A Physicochem. Eng. Asp. 2001, 195, 8195. [Google Scholar] [CrossRef]
- Tahara, M.; Cuong, N.; Nakashima, Y. Improvement in adhesion of polyethylene by glow-discharge plasma. Surf. Coat. Technol. 2003, 174–175, 826–830. [Google Scholar] [CrossRef]
- Oosterom, R.; Ahmed, T.; Poulis, J.; Bersee, H. Adhesion performance of UHMWPE after different surface modification techniques. Med. Eng. Phys. 2006, 28, 323–330. [Google Scholar] [CrossRef] [PubMed]
- Mandolfino, C.; Lertora, E.; Gambaro, C.; Mandolfino, C.; Lertora, E.; Gambaro, C. Influence of cold plasma treatment parameters on the mechanical properties of polyamide homogeneous bonded joints. Surf. Coat. Technol. 2017, 313, 222–229. [Google Scholar] [CrossRef]
- Liebsch, A.; Kupfer, R.; Gude, M. Adhesion studies of thermoplastic fibre-plastic composite hybrid components Part 1: Thermoplastic Composites. Hybrid Mater. Struct. 2018, 62–67. [Google Scholar]
- Al-Sheyyab, A. Light-Weight Hybrid Structures—Process Integration and Optimized Performance. Ph.D. Thesis, University of Erlangen-Nuremberg, Erlangen, Germany, 2008. [Google Scholar]
- DIN EN 828: Klebstoffe-Benetzbarkeit. Bestimmung durch Messung des Kontaktwinkels und der freien Oberflächenenergie fester Oberflächen. Berlin Beuth Verlag GmbH 2019, 15, 423–431.
- Siebertz, K.; van Bebber, D.; Hochkirchen, T. Statistische Versuchsplanung: Design of Experiments (DoE); Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Bauer, A.; Bischof, C. Haftfestigkeitsuntersuchungen an Metall-Polymer-Verbunden. II. Stirnabreissversuch-Eine Methode zur Bestimmung der Verbundfestigkeit. Plaste Kautschuk 1983, 30, 208–212. [Google Scholar]
- Habenicht, G. Kleben-Grundlagen, Technologien, Anwendungen; Springer-Verlag: Berlin/Heidelberg, Germany, 2009. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Range | Level 1 | Level 2 |
|---|---|---|---|
| A: translational plasma nozzle speed | 4–16 m/min | 4 | 16 |
| B: distance from plasma nozzle to the surface | 4–14 mm | 4 | 14 |
| pitch | 22–24 mm | ||
| C: volumetric flow of the ionization gas | 30–60 L/min | 30 | 60 |
| D: plasma generation voltage | 280–300 v | 280 | 300 |
| frequency | 21 kHz | ||
| plasma cycle time (PCT) | 100% | ||
| E: rotational speed | 1000–2600 U/min | 1000 | 2600 |
| Sample | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 16 | 16 | 4 | 16 | 16 | 16 | 4 | 4 | 4 | 16 | 16 | 16 | 4 | 4 | 4 | 4 |
| B | 14 | 14 | 14 | 14 | 14 | 4 | 4 | 4 | 14 | 14 | 4 | 4 | 14 | 4 | 14 | 4 |
| C | 60 | 30 | 30 | 30 | 60 | 30 | 60 | 60 | 30 | 30 | 60 | 60 | 60 | 30 | 60 | 30 |
| D | 300 | 300 | 280 | 280 | 280 | 280 | 280 | 300 | 300 | 300 | 300 | 280 | 280 | 300 | 300 | 280 |
| E | 2600 | 2600 | 1000 | 2600 | 1000 | 1000 | 1000 | 2600 | 2600 | 1000 | 1000 | 2600 | 2600 | 1000 | 1000 | 2600 |
| angle | 39.8 | 34.3 | 35.4 | 40.1 | 51.2 | 35.7 | 60.6 | 25.2 | 29.9 | 46.0 | 34.6 | 36.9 | 39.6 | 33.1 | 30.1 | 29.2 |
| Factor | Mean Value Factor Level 1 | Mean Value Factor Level 1 | Contrast |
|---|---|---|---|
| plasma nozzle speed in m/min | 31.6 | 39.8 | 8.2 |
| plasma nozzle distance in mm | 39.0 | 32.5 | 6.5 |
| volumetric flow in L/min | 36.0 | 35.5 | 0.5 |
| voltage in V | 34.1 | 37.3 | −3.2 |
| rotational speed in U/min | 37.1 | 34.4 | −2.7 |
| effect | |||
| plasma nozzle speed × distance | 34.6 | 36.9 | 2.3 |
| plasma nozzle speed × volumetric flow | 35.2 | 36.3 | 1.0 |
| plasma nozzle speed × voltage | 35.3 | 36.2 | 0.9 |
| plasma nozzle speed × rotational speed | 36.4 | 35.0 | −1.4 |
| distance × volumetric flow | 35.5 | 36.0 | 0.5 |
| distance × voltage | 36.7 | 34.8 | −1.9 |
| distance × rotational speed | 36.0 | 35.4 | −0.6 |
| volumetric flow × voltage | 37.7 | 33.8 | −3.9 |
| volumetric flow × rotational speed | 35.0 | 36.5 | 1.5 |
| voltage × rotational speed | 36.2 | 35.3 | −0.9 |
| Parameter | Value | Unit |
|---|---|---|
| diameter FLM nozzle | 0.4 | mm |
| FLM nozzle temperature | 260 | °C |
| layer thickness | 0.2 | mm |
| thickness 1st layer | 0.25 | mm |
| number of wall lines | 4 | - |
| number upper layers | 1 | - |
| number lower layers | 2 | - |
| filling | 100 | % |
| filling pattern | lines | - |
| filling speed | 40 | mm/s |
| wall speed | 35 | mm/s |
| speed 1st layer | 12 | mm/s |
| fan speed | 25 | % |
| Parameter | PT1 | PT2 | PT3 | PT4 |
|---|---|---|---|---|
| plasma nozzle speed in m/min | 12 | 4 | 4 | 1 |
| plasma nozzle distance in mm | 14 | 9 | 4 | 4 |
| volumetric flow in L/min | 45 | 45 | 60 | 60 |
| voltage in V | 280 | 290 | 300 | 300 |
| rotational speed in U/min | 2600 | 1800 | 2600 | 2600 |
| contact angle | 53.9° | 28.6° | 25.2° | 24.3° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maier, J.; Vogel, C.; Lebelt, T.; Geske, V.; Behnisch, T.; Modler, N.; Gude, M. Adhesion Studies during Generative Hybridization of Textile-Reinforced Thermoplastic Composites via Additive Manufacturing. Materials 2021, 14, 3888. https://doi.org/10.3390/ma14143888
Maier J, Vogel C, Lebelt T, Geske V, Behnisch T, Modler N, Gude M. Adhesion Studies during Generative Hybridization of Textile-Reinforced Thermoplastic Composites via Additive Manufacturing. Materials. 2021; 14(14):3888. https://doi.org/10.3390/ma14143888
Chicago/Turabian StyleMaier, Johanna, Christian Vogel, Tobias Lebelt, Vinzenz Geske, Thomas Behnisch, Niels Modler, and Maik Gude. 2021. "Adhesion Studies during Generative Hybridization of Textile-Reinforced Thermoplastic Composites via Additive Manufacturing" Materials 14, no. 14: 3888. https://doi.org/10.3390/ma14143888
APA StyleMaier, J., Vogel, C., Lebelt, T., Geske, V., Behnisch, T., Modler, N., & Gude, M. (2021). Adhesion Studies during Generative Hybridization of Textile-Reinforced Thermoplastic Composites via Additive Manufacturing. Materials, 14(14), 3888. https://doi.org/10.3390/ma14143888