
Investigation of Post-Processing of Additively Manufactured Nitinol Smart Springs with Plasma-Electrolytic Polishing

 , ,
, ,
Abstract
:1. Introduction
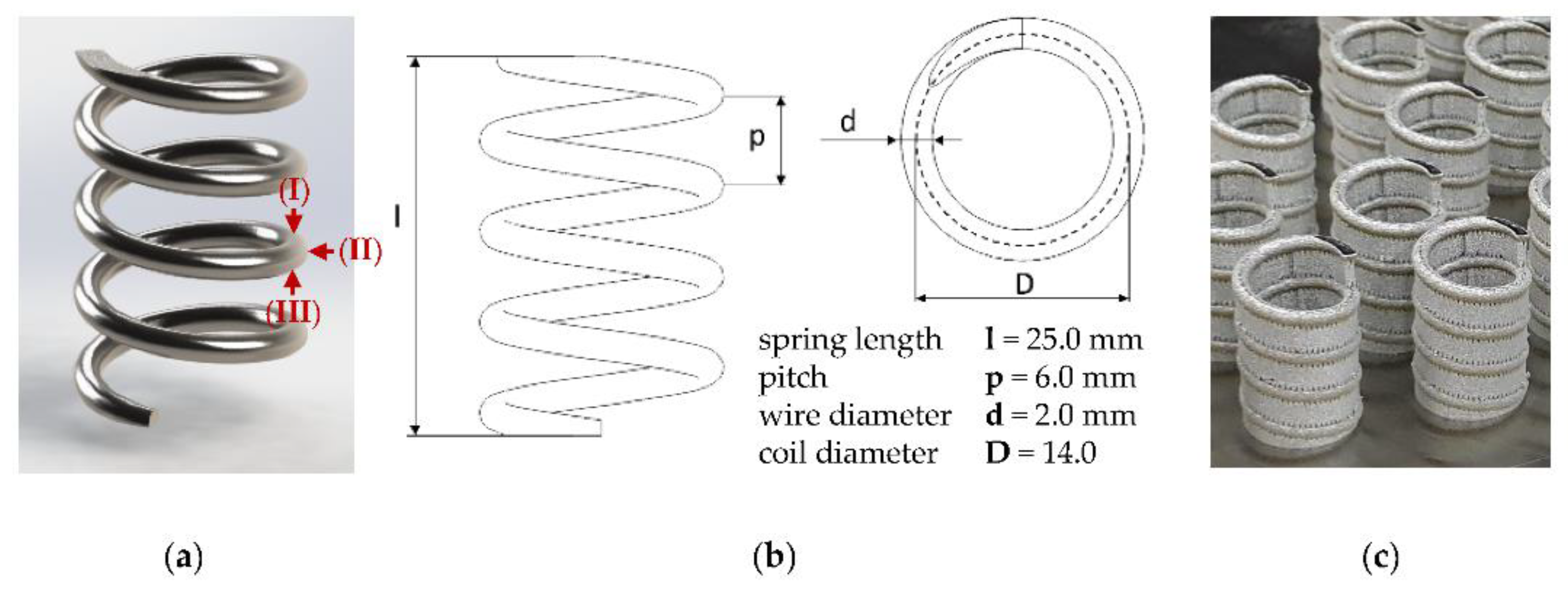
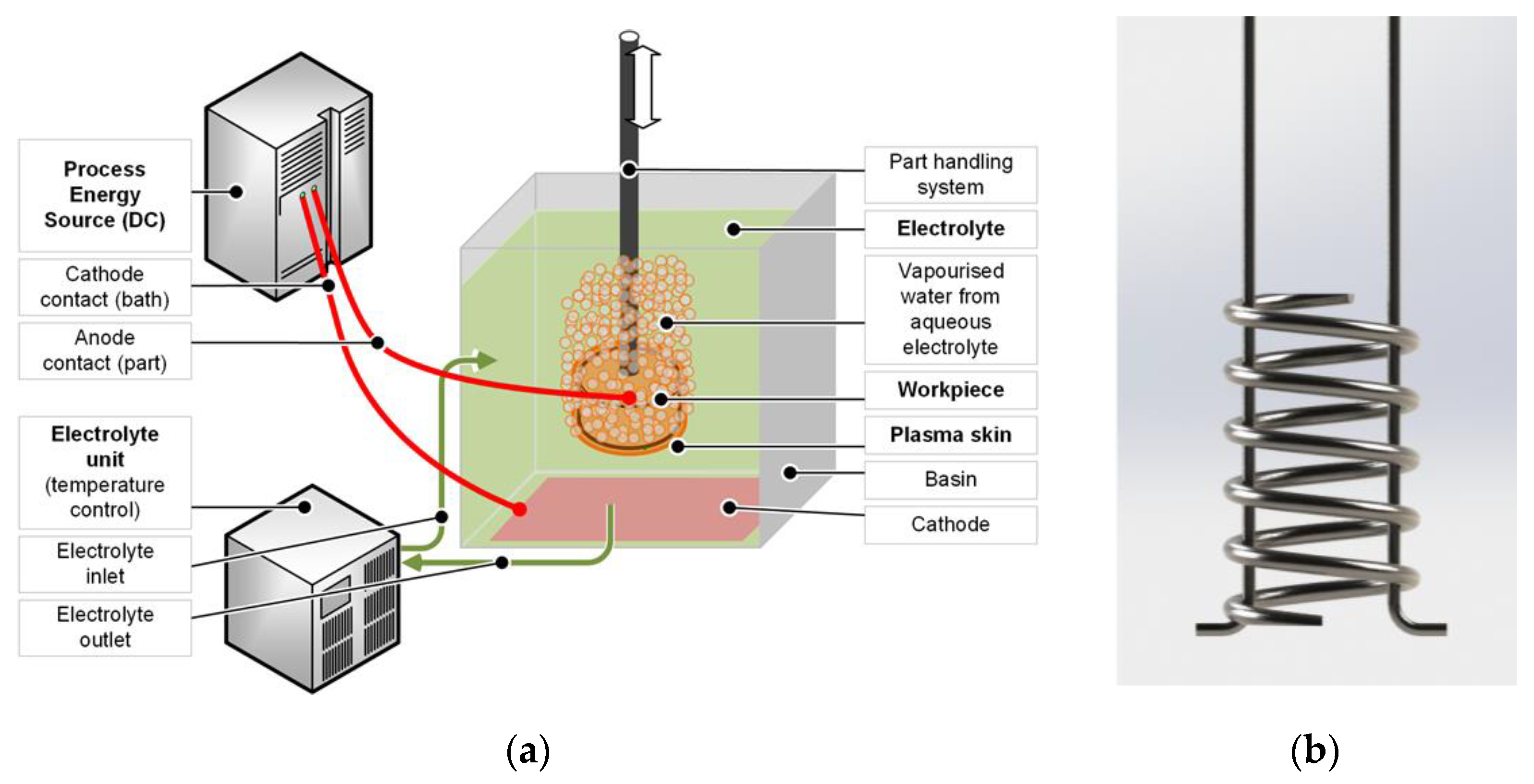
2. Materials and Methods
3. Results and Discussion
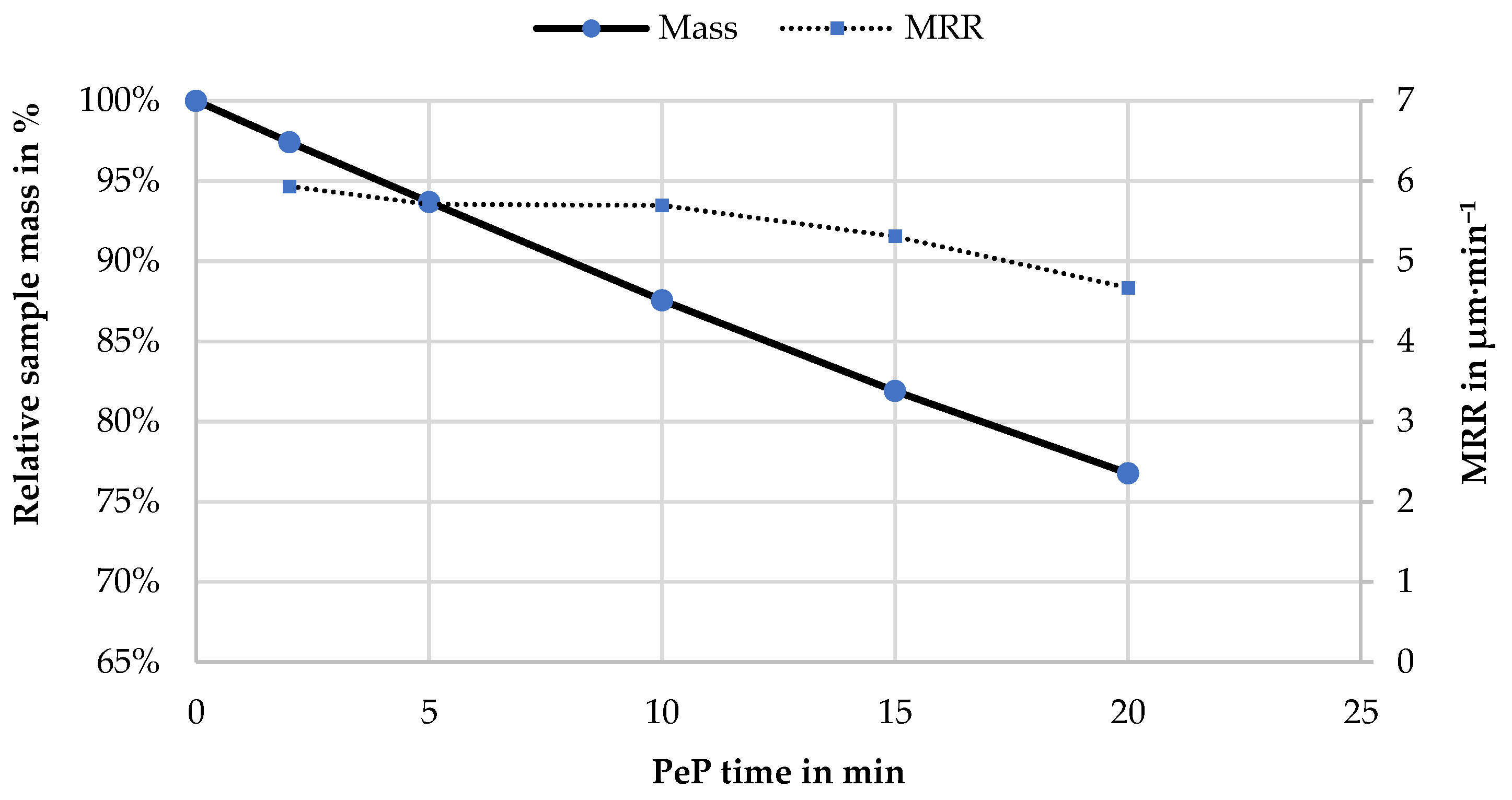
3.1. Evaluation of the PeP Process Performance
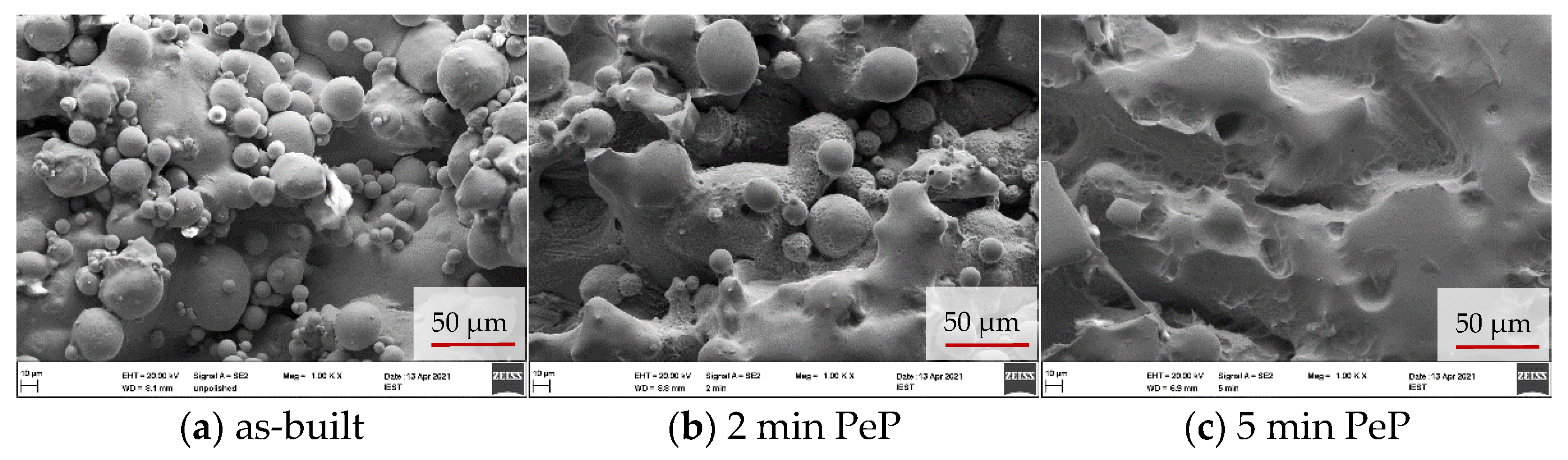
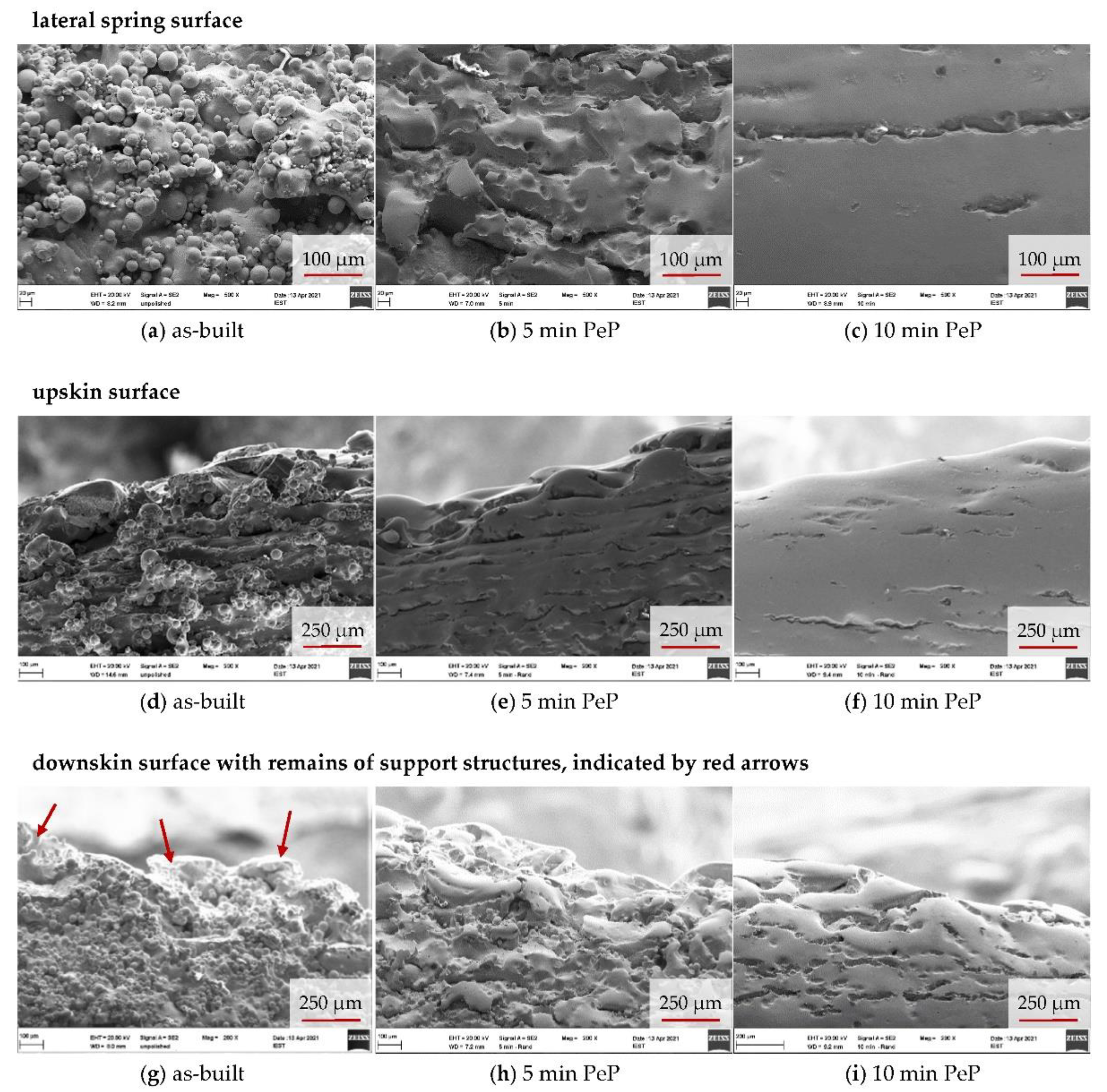
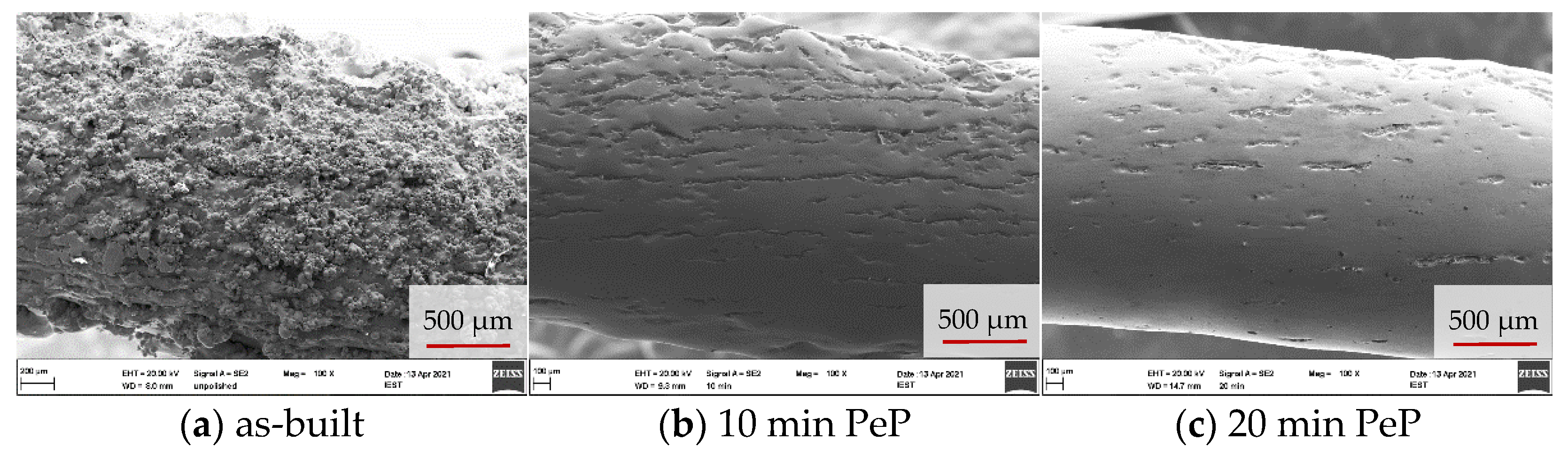
3.2. Surface Morphology
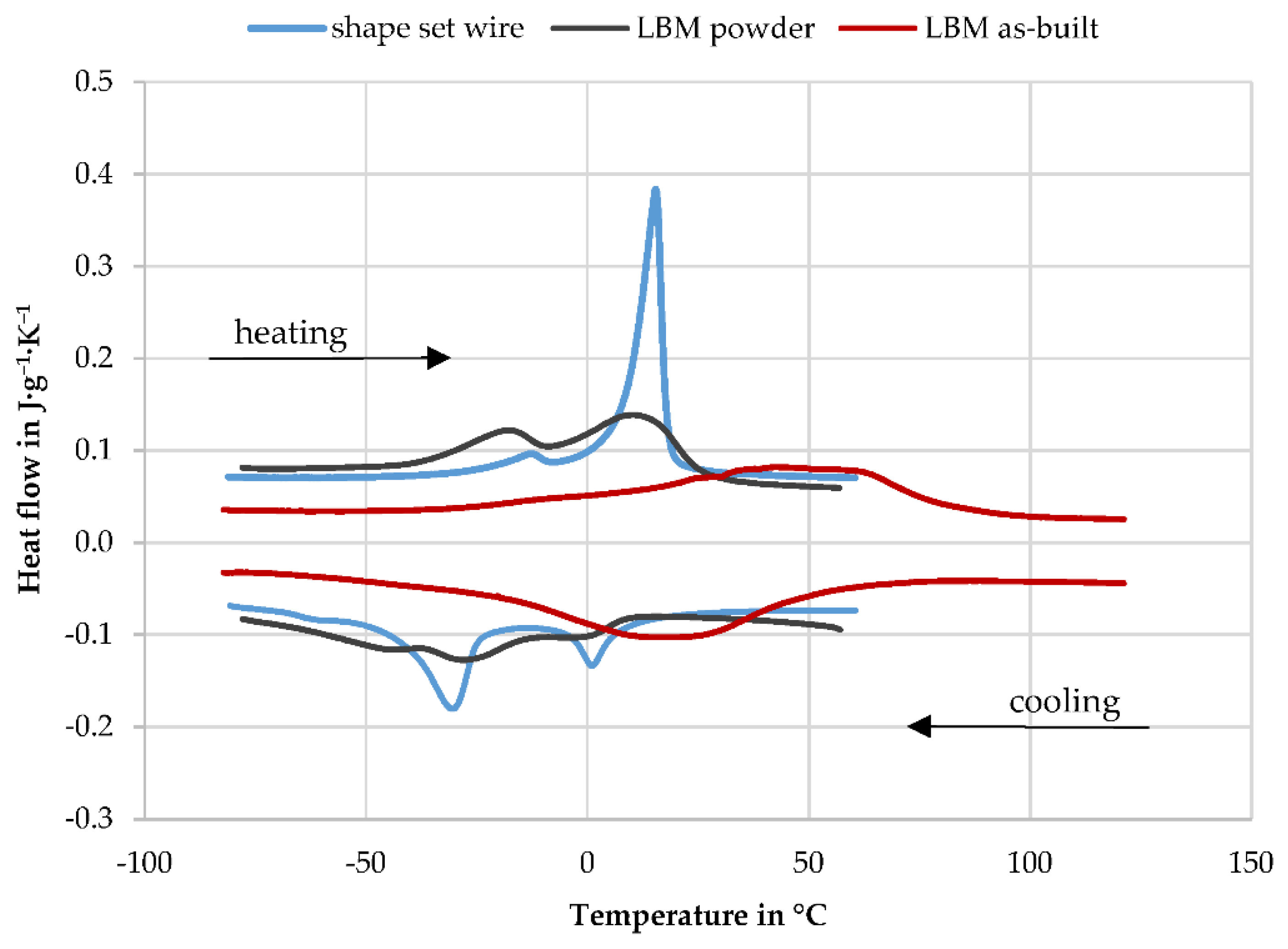
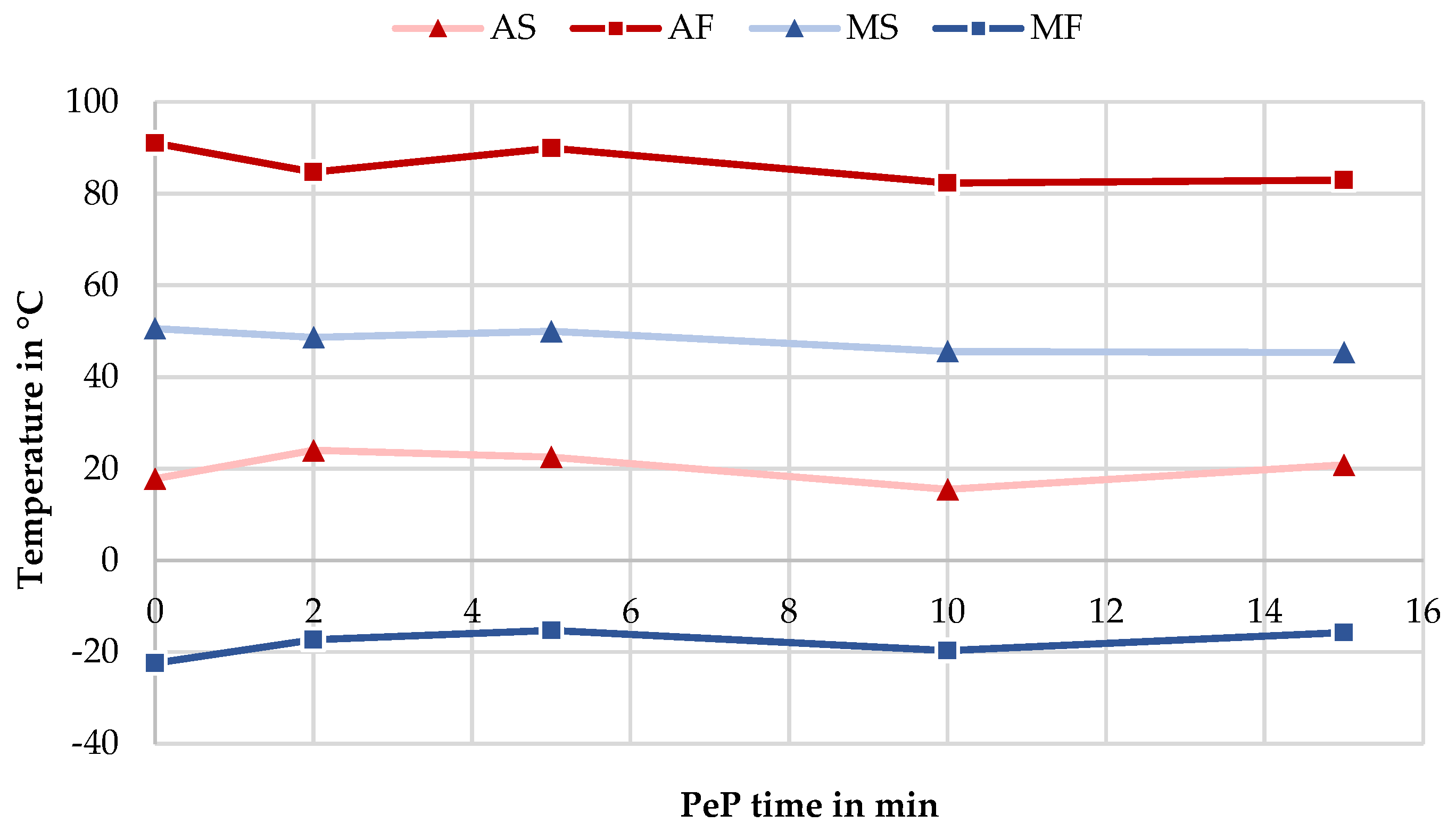
3.3. Phase Transformation Response
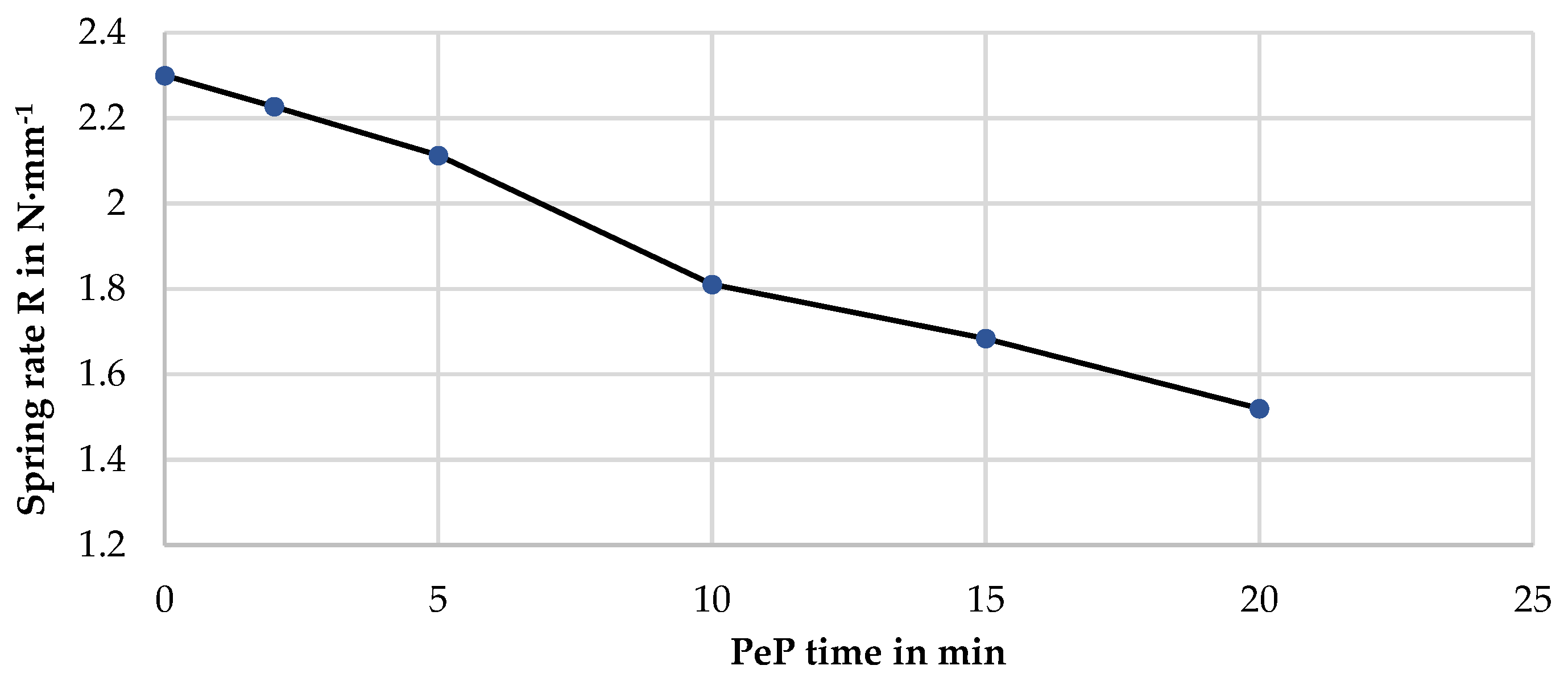
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Niemi, E.; Serlo, W.; Sandvik, P.; Pernu, H.; Salo, T. Biocompatibility of nickel-titanium shape memory metal and its corrosion behavior in human cell cultures. J. Biomed. Mater. Res. 1997, 35, 451–457. [Google Scholar] [CrossRef]
- Lin, H.C.; He, J.L.; Chen, K.C.; Liao, H.M.; Lin, K.M. Wear characteristics of TiNi shape memory alloys. Met. Mater. Trans. A 1997, 28, 1871–1877. [Google Scholar] [CrossRef]
- Li, D. Wear behaviour of TiNi shape memory alloys. Scr. Mater. 1996, 34, 195–200. [Google Scholar] [CrossRef]
- Habijan, T.; Haberland, C.; Meier, H.; Frenzel, J.; Wittsiepe, J.; Wuwer, C.; Greulich, C.; Schildhauer, T.; Köller, M. The biocompatibility of dense and porous Nickel–Titanium produced by selective laser melting. Mater. Sci. Eng. C 2013, 33, 419–426. [Google Scholar] [CrossRef]
- Berger-Gorbet, M.; Broxup, B.; Rivard, C.; Yahia, L.H. Biocompatibility Testing of NiTi Screws Using Immunohistochemistry on Sections Containing Metallic Implants. J. Biomed. Mater. Res. 1996, 32, 243–248. [Google Scholar] [CrossRef]
- Stoeckel, D. Nitinol medical devices and implants. Minim. Invasive Ther. Allied Technol. 2000, 9, 81–88. [Google Scholar] [CrossRef]
- Chekotu, J.C.; Groarke, R.; O’Toole, K.; Brabazon, D. Advances in Selective Laser Melting of Nitinol Shape Memory Alloy Part Production. Materials 2019, 12, 809. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, X.; Kustov, S.; Van Humbeeck, J. A Short Review on the Microstructure, Transformation Behavior and Functional Properties of NiTi Shape Memory Alloys Fabricated by Selective Laser Melting. Materials 2018, 11, 1683. [Google Scholar] [CrossRef] [Green Version]
- Miyazaki, S. My Experience with Ti–Ni-Based and Ti-Based Shape Memory Alloys. Shape Mem. Superelast. 2017, 3, 279–314. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Kruth, J.-P.; Schrooten, J.; Luyten, J.; Van Humbeeck, J. Effect of SLM Parameters on Transformation Temperatures of Shape Memory Nickel Titanium Parts. Adv. Eng. Mater. 2014, 16, 1140–1146. [Google Scholar] [CrossRef]
- Bram, M.; Ahmad-Khanlou, A.; Heckmann, A.; Fuchs, B.; Buchkremer, H.; Stöver, D. Powder metallurgical fabrication processes for NiTi shape memory alloy parts. Mater. Sci. Eng. A 2002, 337, 254–263. [Google Scholar] [CrossRef]
- Wu, S.-K.; Lin, H.; Chen, C. A study on the machinability of a Ti49.6Ni50.4 shape memory alloy. Mater. Lett. 1999, 40, 27–32. [Google Scholar] [CrossRef]
- Stoeckel, D. Umformung von NiTi-Legierungen-Eine Herausforderung. In Neuere Entwicklungen in der Massivumformung; Siegert, K., Ed.; MAT-INFO: Frankfurt, Germany, 2001; pp. 141–157. [Google Scholar]
- Lojen, G.; Stambolić, A.; Šetina Batič, B.; Rudolf, R. Experimental Continuous Casting of Nitinol. Metals 2020, 10, 505. [Google Scholar] [CrossRef] [Green Version]
- Wu, M.H. Fabrication of Nitinol Materials and Components. Mater. Sci. Forum 2002, 394–395, 285–292. [Google Scholar] [CrossRef]
- Duerig, T.W.; Pelton, A.R. Ti-Ni Shape Memory Alloys. Mater. Prop. Handb. Titan. Alloy. 1994, 683, 1035–1048. [Google Scholar]
- Weinert, K.; Petzoldt, V. Machining of NiTi based shape memory alloys. Mater. Sci. Eng. A 2004, 378, 180–184. [Google Scholar] [CrossRef]
- Andani, M.T.; Saedi, S.; Turabi, A.S.; Karamooz, M.; Haberland, C.; Karaca, H.E.; Elahinia, M. Mechanical and shape memory properties of porous Ni 50.1 Ti 49.9 alloys manufactured by selective laser melting. J. Mech. Behav. Biomed. Mater. 2017, 68, 224–231. [Google Scholar] [CrossRef] [PubMed]
- Speirs, M.; Van Hooreweder, B.; Van Humbeeck, J.; Kruth, J.-P. Fatigue behaviour of NiTi shape memory alloy scaffolds produced by SLM, a unit cell design comparison. J. Mech. Behav. Biomed. Mater. 2017, 70, 53–59. [Google Scholar] [CrossRef] [PubMed]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Haberland, C.; Elahinia, M.; Karaca, H. Thermomechanical characterization of Ni-rich NiTi fabricated by selective laser melting. Smart Mater. Struct. 2016, 25, 035005. [Google Scholar] [CrossRef]
- Haberland, C.; Elahinia, M.; Walker, J.M.; Meier, H.; Frenzel, J. On the development of high quality NiTi shape memory and pseudoelastic parts by additive manufacturing. Smart Mater. Struct. 2014, 23, 104002. [Google Scholar] [CrossRef]
- Uhlmann, E.; Fleck, C.; Gerlitzky, G.; Faltin, F. Dynamical Fatigue Behavior of Additive Manufactured Products For a Fundamental Life cycle Approach. Procedia CIRP 2017, 61, 588–593. [Google Scholar] [CrossRef]
- Shishkovsky, I.V.; Yadroitsev, I.A.; Smurov, I.Y. Manufacturing three-dimensional nickel titanium articles using layer-by-layer laser-melting technology. Tech. Phys. Lett. 2013, 39, 1081–1084. [Google Scholar] [CrossRef]
- Saedi, S.; Saghaian, S.E.; Jahadakbar, A.; Moghaddam, N.S.; Andani, M.T.; Lu, Y.C.; Elahinia, M.; Karaca, H.E. Shape memory response of porous NiTi shape memory alloys fabricated by selective laser melting. J. Mater. Sci. Mater. Med. 2018, 29, 40. [Google Scholar] [CrossRef] [PubMed]
- Shishkovsky, I.; Volova, L.; Kuznetsov, M.V.; Morozov, I.; Parkin, I. Porous biocompatible implants and tissue scaffolds synthesized by selective laser sintering from Ti and NiTi. J. Mater. Chem. 2008, 18, 1309–1317. [Google Scholar] [CrossRef]
- Nestler, K.; Böttger-Hiller, F.; Adamitzki, W.; Glowa, G.; Zeidler, H.; Schubert, A. Plasma Electrolytic Polishing—An Overview of Applied Technologies and Current Challenges to Extend the Polishable Material Range. Procedia CIRP 2016, 42, 503–507. [Google Scholar] [CrossRef]
- Belkin, P.; Kusmanov, S.; Parfenov, E. Mechanism and technological opportunity of plasma electrolytic polishing of metals and alloys surfaces. Appl. Surf. Sci. Adv. 2020, 1, 100016. [Google Scholar] [CrossRef]
- Zeidler, H.; Boettger-Hiller, F.; Edelmann, J.; Schubert, A. Surface Finish Machining of Medical Parts Using Plasma Electrolytic Polishing. Procedia CIRP 2016, 49, 83–87. [Google Scholar] [CrossRef]
- Zeidler, H.; Boettger-Hiller, F.; Wunderlich, A. Surface Finish of Additively Manufactured Parts Using Plasma Electrolytic Polishing. In Proceedings of the Joint Special Interest Group Meeting between Euspen and ASPE on Dimensional Accuracy and Surface Finish in Additive Manufacturing, Leuven, Belgium, 10–11 October 2017. [Google Scholar]
- Jahadakbar, A.; Nematollahi, M.; Safaei, K.; Bayati, P.; Giri, G.; Dabbaghi, H.; Dean, D.; Elahinia, M. Design, Modeling, Additive Manufacturing, and Polishing of Stiffness-Modulated Porous Nitinol Bone Fixation Plates Followed by Thermomechanical and Composition Analysis. Metals 2020, 10, 151. [Google Scholar] [CrossRef] [Green Version]
- Heidari, B.; Kadkhodaei, M.; Barati, M.; Karimzadeh, F. Fabrication and modeling of shape memory alloy springs. Smart Mater. Struct. 2016, 25, 125003. [Google Scholar] [CrossRef]
- Stoeckel, D.; Waram, T. Use of Ni-Ti shape memory alloys for thermal sensor-actuators. San Diego DL Tentat. 1992, 1543, 382–387. [Google Scholar] [CrossRef]
- Stoeckel, D. Shape memory actuators for automotive applications. Mater. Des. 1990, 11, 302–307. [Google Scholar] [CrossRef]
- Elahinia, M.H.; Hashemi, M.; Tabesh, M.; Bhaduri, S.B. Manufacturing and processing of NiTi implants: A review. Prog. Mater. Sci. 2012, 57, 911–946. [Google Scholar] [CrossRef]
- Bormann, T.; Müller, B.; Schinhammer, M.; Kessler, A.; Thalmann, P.; de Wild, M. Microstructure of selective laser melted nickel–titanium. Mater. Charact. 2014, 94, 189–202. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e. V. DIN EN 13906-1: Zylindrische Schraubenfedern Aus Runden Drähten Und Stäben–Berechnung Und Konstruktion–Teil 1: Druckfedern; DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2013. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Fe | C | O + N | Nb | Cu | Cr | H | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Specification | 54.5–57.0 | <0.050 | <0.050 | <0.050 | <0.025 | <0.010 | <0.010 | <0.005 | Bal. |
| LBM powder | 56.570 | 0.021 | 0.009 | 0.043 | <0.010 | <0.010 | <0.010 | 0.002 | Bal. |
| Shape set wire | 56.000 | 0.060 | 0.004 | 0.042 | 0.001 | 0.002 | 0.009 | 0.001 | Bal. |
| Sample No. | A1 | A2 | A3 | A4 | A5 | A6 |
|---|---|---|---|---|---|---|
| polishing time | 0 min | 2 min | 5 min | 10 min | 15 min | 20 min |
| Sample No. | A1 | A2 | A3 | A4 | A5 | A6 |
|---|---|---|---|---|---|---|
| polishing time in min | 0 min | 2 min | 5 min | 10 min | 15 min | 20 min |
| MRR in µm·min−1 | - | 5.94 | 5.71 | 5.70 | 5.31 | 4.67 |
| Sample No. | C1 | Powder | A1 | A2 | A3 | A4 | A5 |
|---|---|---|---|---|---|---|---|
| polishing time | - | - | 0 min | 2 min | 5 min | 10 min | 15 min |
| AS | 8.3 °C | −12.6 °C | 17.8 °C | 24.0 °C | 22.5 °C | 15.5 °C | 20.8 °C |
| AF | 18.0 °C | 25.5 °C | 91.0 °C | 84.7 °C | 89.9 °C | 82.3 °C | 82.9 °C |
| hysteresis width | 42.7 K | 33.3 K | 40.4 K | 36.1 K | 49.9 K | 36.7 K | 37.5 K |
| MS | −24.7 °C | −7.8 °C | 50.6 °C | 48.6 °C | 50.0 °C | 45.6 °C | 45.4 °C |
| MF | −41.0 °C | −45.00 °C | −22.4 °C | −17.3 °C | −15.3 °C | −19.7 °C | −15.8 °C |
| Sample No. | A1 | A2 | A3 | A4 | A5 | A6 |
| Polishing time | 0 min | 2 min | 5 min | 10 min | 15 min | 20 min |
| R in N∙mm−1 | 2.30 | 2.23 | 2.11 | 1.81 | 1.68 | 1.52 |
| Sample No. | C1 | C2 | C3 | C4 | C5 | C6 |
| R in N∙mm−1 | 4.23 | 4.00 | 3.65 | 3.35 | 4.18 | 4.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stepputat, V.N.; Zeidler, H.; Safranchik, D.; Strokin, E.; Böttger-Hiller, F. Investigation of Post-Processing of Additively Manufactured Nitinol Smart Springs with Plasma-Electrolytic Polishing. Materials 2021, 14, 4093. https://doi.org/10.3390/ma14154093
Stepputat VN, Zeidler H, Safranchik D, Strokin E, Böttger-Hiller F. Investigation of Post-Processing of Additively Manufactured Nitinol Smart Springs with Plasma-Electrolytic Polishing. Materials. 2021; 14(15):4093. https://doi.org/10.3390/ma14154093
Chicago/Turabian StyleStepputat, Vincent N., Henning Zeidler, Daniel Safranchik, Evgeny Strokin, and Falko Böttger-Hiller. 2021. "Investigation of Post-Processing of Additively Manufactured Nitinol Smart Springs with Plasma-Electrolytic Polishing" Materials 14, no. 15: 4093. https://doi.org/10.3390/ma14154093
APA StyleStepputat, V. N., Zeidler, H., Safranchik, D., Strokin, E., & Böttger-Hiller, F. (2021). Investigation of Post-Processing of Additively Manufactured Nitinol Smart Springs with Plasma-Electrolytic Polishing. Materials, 14(15), 4093. https://doi.org/10.3390/ma14154093