
Possibilities of Useful Use of Glued Wooden Construction Residues

Abstract
:1. Introduction
- The dominant approach involves the use of glued timber residues as fuel. The main problem with this solution is the fact that some of the residue (CLT) must be reduced to smaller dimensions prior to the production of woodchips due to technical limitations and the end product—woodchips have relatively low added value.
- Reprocessing of the residues into transportation and packaging materials. Due to highly variable dimensions of the materials, it is a laborious method resulting in a low-quality outcome.
- Storage of residues for use in future production projects. The approach is not popular, since, in most cases, the dimensions of the residue are smaller than required for the manufacturing of building constructions, the storage thereof consumes a lot of space and inventory and the sorting and selection of materials for use in future construction projects is a resource- and time-consuming process.
2. Materials and Methods
- The residues are sorted and formatted to create blanks of similar dimensions;
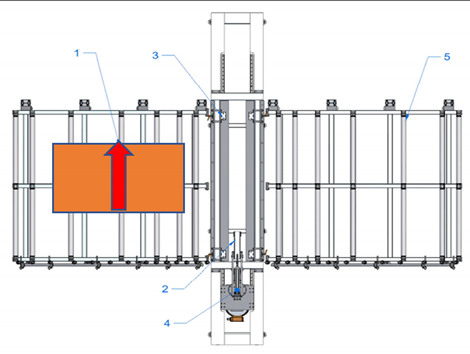
- Milling of finger joints:
![Materials 14 04106 i001]()
- Assembly table,
- Removable lock point,
- Compressing clamps,
- Milling head with carriage, sawdust removal system,
- Removal table.
- The residues are sorted and formatted to created blanks of similar dimensions.
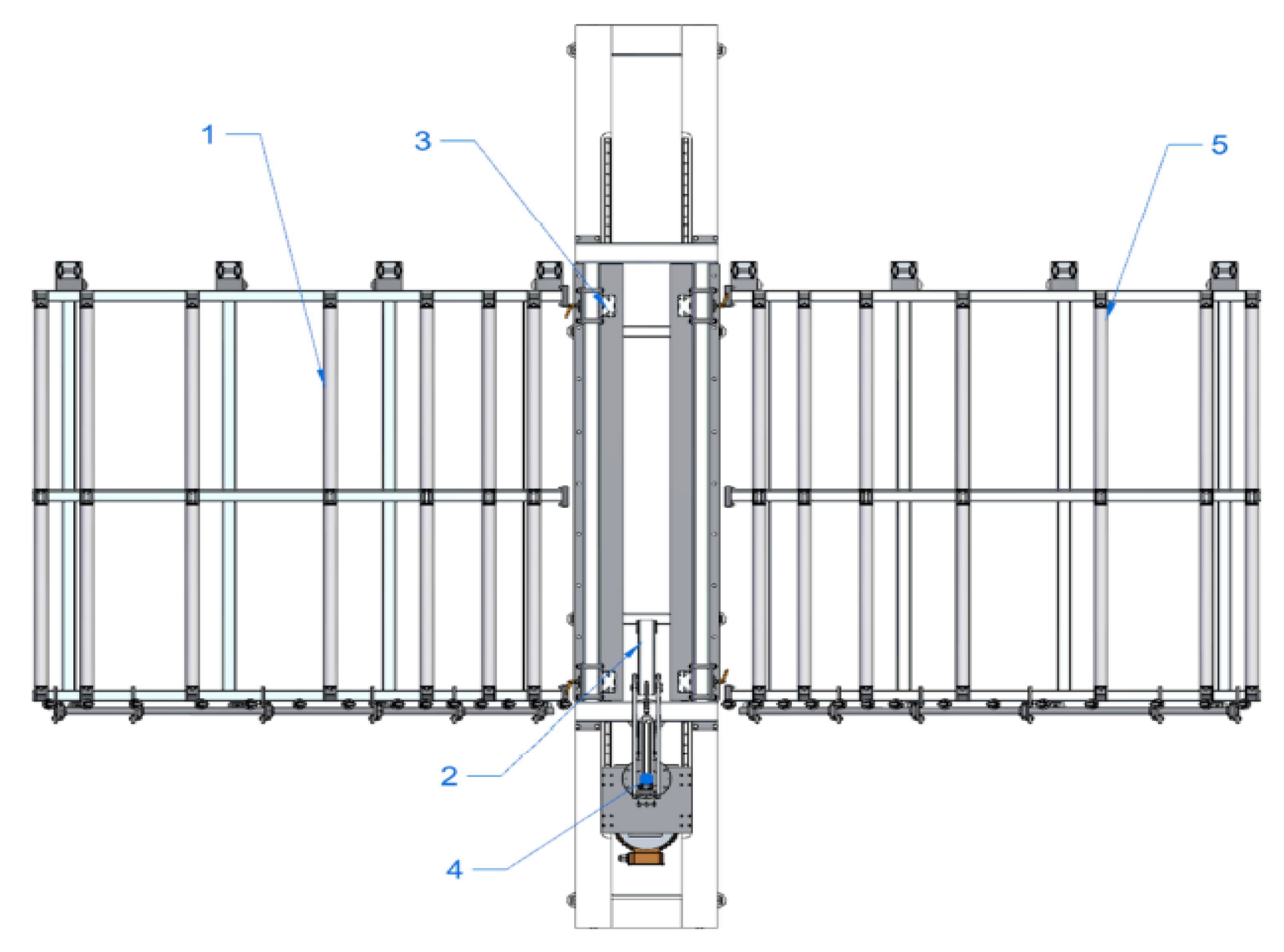
![Materials 14 04106 i002]()
- Assembly table,
- Removable lock point,
- Compressing clamps,
- Milling head with carriage, sawdust removal system,
- Removal table.
- b.
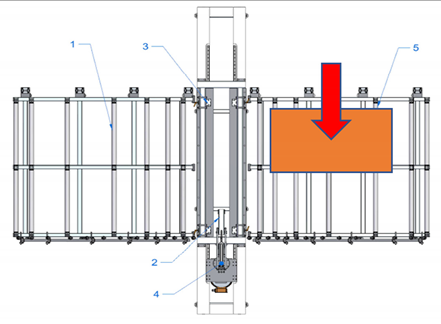
- The residue piece is manually aligned with two lock points: side and tip, forming a straight angle between the longitudinal side of the panel and trajectory of movement of the router head.
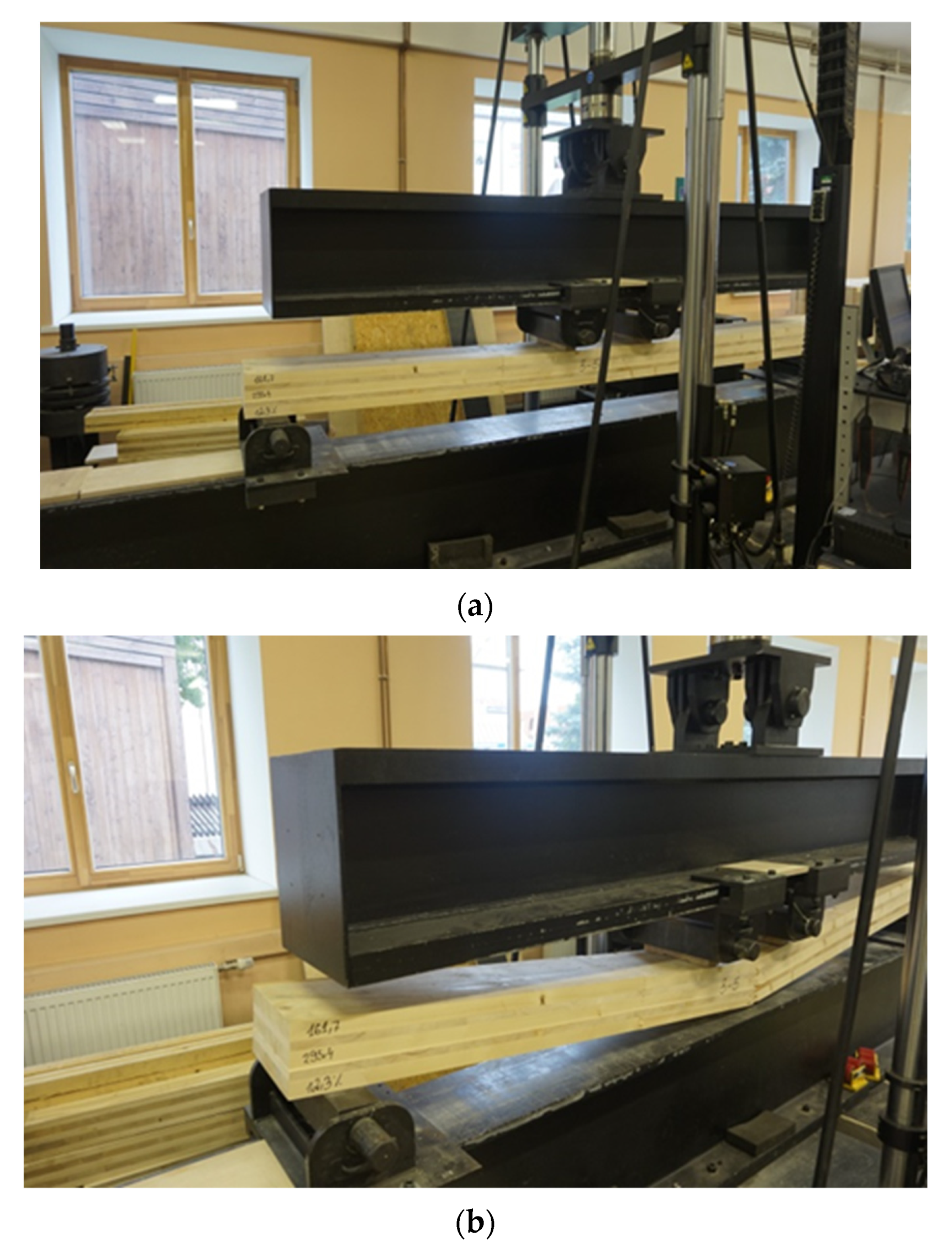
![Materials 14 04106 i003]()
- Assembly table,
- Removable lock point,
- Compressing clamps,
- Milling head with carriage, sawdust removal system,
- Removal table.
- c.
- The residue piece is pneumatically fixed in position from above.
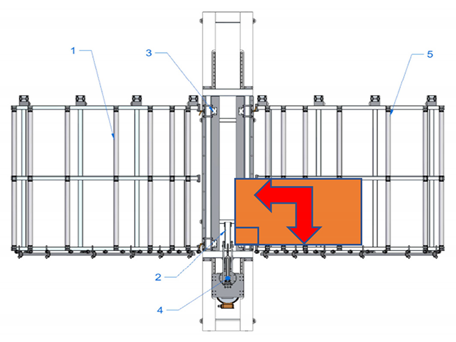
- d.
- Finger joint is milled into one end of the residue piece by moving the router head.
![Materials 14 04106 i004]()
- Assembly table,
- Removable lock point,
- Compressing clamps,
- Milling head with carriage, sawdust removal system,
- Removal table.
- e
- The residue piece is released.
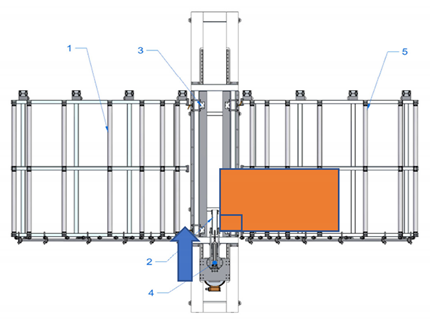
- f.
- The residue piece is removed for pressing or it can be pushed through the milling area to the removal table for secondary profiling. The removal table is ½ of the finger joint profile height.
- g.
- The second (or the same residue piece if it is necessary to have finger joints on both ends of the panel) residue piece is manually aligned with two lock points.
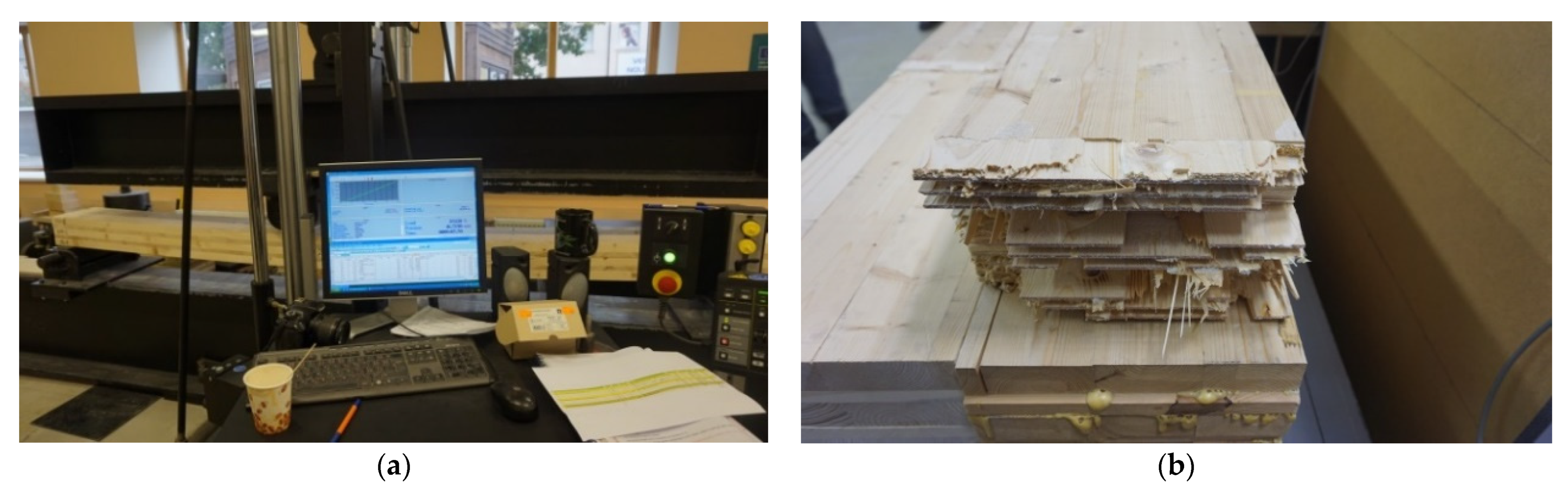
![Materials 14 04106 i005]()
- Assembly table,
- Removable lock point,
- Compressing clamps,
- Milling head with carriage, sawdust removal system,
- Removal table.
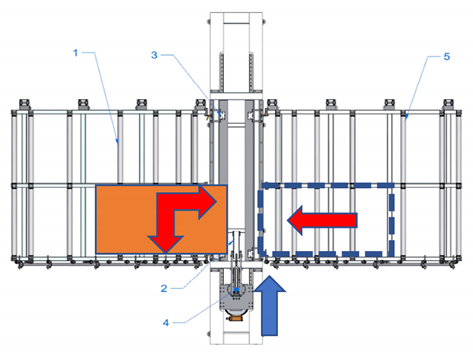
- h.
- The residue piece is compressed from above and the finger joint is milled into the tip of the second residue piece (or the same piece from the other end), thus creating the finished secondary blank.
- i.
- The panel is released and removed from the removal table.
- Pressing of the panel.
- the problems associated with the manufacturing of the product were researched, the manufacturing results of the product were improved and the production of test samples of the product was performed;
- the testing of physical and mechanical properties of the product samples manufactured during the development of the technology was performed to assess the effect of various glues on the physical and mechanical properties of the product and to assess manufacturing processes;
- the determining of physical and mechanical characteristics of the product and the comparison thereof with the products manufactured in accordance with classical technology were performed.
3. Results
- Samples of group No. 1. Average size of the sample 101.59 × 296.94 mm2 (see Table 1).
- 2.
- Samples of group No. 2. Average size of the sample 161.30 × 298.20 mm2 (see Table 2).
- 3.
- Samples of group No. 3. Average size of the sample 297.44 × 101.60 mm2 (see Table 3).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Borodiņecs, A.; Prozuments, A.; Zajecs, D.; Bebre, G. Hydrothermal Performance of the External Wooded Frame Wall Structure Reinforced with Ballistic Panels. In Proceedings of the 12th Nordic Symposium on Building Physics, E3S Web of Conferences, Tallin, Estonia, 6–9 September 2020; pp. 1–8, ISSN 2555–0403. [Google Scholar] [CrossRef]
- Borodinecs, A.; Zemitis, J.; Dobelis, M.; Kalinka, M.; Prozuments, A.; Šteinerte, K. Modular retrofitting solution of buildings based on 3D scanning. Procedia Eng. 2017, 205, 160–166. [Google Scholar] [CrossRef]
- Sergeev, V.V.; Petrichenko, M.R.; Nemova, D.V.; Kotov, E.V.; Tarasova, D.S.; Nefedova, A.V.; Borodinecs, A.B. The building extension with energy efficiency light-weight building walls. Mag. Civ. Eng. 2018, 84, 67–74. [Google Scholar] [CrossRef]
- Lukin, M.; Prusov, E.; Roshchina, S.; Karelina, M.; Vatin, N. Multi-Span Composite Timber Beams with Rational Steel Reinforcements. Buildings 2021, 11, 46. [Google Scholar] [CrossRef]
- Serdjuks, D.; Goremikins, V.; Buka-Vaivade, K.; Paeglitis, A. Calculation Methodology for Construction Elements from Cross-Glued Wood STATE Research Programme; Innovative Materials and Smart Technologies for Environmental, Safety (IMATEH); Riga Technical University: Riga, Latvia, 15 June 2021. [Google Scholar]
- European Union. LVS EN 16351: 2021 Timber Structures—Cross Laminated Timber—Requirements; 2016 Latvian stadart; European Union: Brussels, Belgium, 2021. [Google Scholar]
- European Union. EN 408: Timber Structures. Structural Timber and Glued Laminated Timber. Determination of Some Physical and Mechanical Properties; European Union: Brussels, Belgium, 2012. [Google Scholar]
- European Union. LVS EN 1990:2006 L: Eurocode. Basis of Structural Design; European Union: Brussels, Belgium, 2006. [Google Scholar]
- European Union. LVS EN 1991-1-1: 2006 L: Eurocode 1: Actions on Structures—Part 1-1: General Actions—Densities, Self-Weight, Imposed Loads for Buildings; European Union: Brussels, Belgium, 2006. [Google Scholar]
- European Union. LVS EN 1991-1-2+AC: 2014 L: Eurocode 1: Actions on Structures—Part 1-2: General Actions—Actions on Structures Exposed to Fire; European Union: Brussels, Belgium, 2014. [Google Scholar]
- European Union. LVS EN 1991-1-4+A1+AC: 2014 L: Eurocode 1: Actions on Structures—Part 1-4: General Actions—Wind Actions; European Union: Brussels, Belgium, 2014. [Google Scholar]
- European Union. LVS EN 1991-1-3+AC: 2014 L: Eurocode 1: Actions on Structures—Part 1-3: General Actions—Snow Loads; European Union: Brussels, Belgium, 2014. [Google Scholar]
- European Union. LVS EN 1991-2: 2004 A: Eurocode 1. Actions on Structures. Traffic Loads on Bridges; European Union: Brussels, Belgium, 2004. [Google Scholar]
- European Union. LVS EN 1995-1-2: 2005 A: Eurocode 5: Design of Timber Structures—Part 1-2: General—Structural Fire Design; European Union: Brussels, Belgium, 2005. [Google Scholar]
- European Union. LVS EN 1995-2: 2005 A: Eurocode 5. Design of Timber Structures. Bridges; European Union: Brussels, Belgium, 2005. [Google Scholar]
- European Union. LVS EN 1995-1-1+AC+A1: Eurocode 5: Design of Timber Structures—Part 1-1: General—Common Rules and Rules for Buildings; European Union: Brussels, Belgium, 2012. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Label | Height b, mm | Width h, mm | Moisture W, % | Maximum Load Pmax, N | Borderline Flexural Strength F, N/mm2 | Time to Maximal Load, s |
|---|---|---|---|---|---|---|
| 1-1 | 101.70 | 302.10 | 11.3 | 30,833 | 26.6 | 507 |
| 1-2 | 101.90 | 301.20 | 10.1 | 31,105 | 22.4 | 257 |
| 1-3 | 101.30 | 289.50 | 10.4 | 19,563 | 17.8 | 217 |
| 1-4 | 101.40 | 292.40 | 10.5 | 26,065 | 23.4 | 255 |
| 1-5 | 101.50 | 299.40 | 10.8 | 26,069 | 22.8 | 292 |
| 1-6 | 101.40 | 298.40 | 10.5 | 26,392 | 23.2 | 280 |
| 1-7 | 101.90 | 295.60 | 10.5 | 33,183 | 25.9 | 325 |
| Mean value | 10.6 | 27,601 | 23.2 | 305 | ||
| Standard deviation | 0.4 | 4558 | 2.9 | |||
| Coefficient of variation | 3.6 | 16.5 | 12.4 | |||
| 5% quantile parameter value | 19.2 | |||||
| Sample Label | Height b, mm | Width h, mm | Moisture W, % | Maximum Load Pmax, N | Borderline Flexural Strength F, N/mm2 | Time to Maximal Load, s |
|---|---|---|---|---|---|---|
| 2-1 | 162.2 | 299.8 | 13.3 | 46,497 | 25.5 | 433 |
| 2-2 | 162.4 | 297.5 | 13.1 | 41,770 | 23.0 | 280 |
| 2-3 | 160.8 | 297.4 | 12.1 | 63,156 | 35.5 | 416 |
| 2-4 | 160.1 | 299.4 | 12.5 | 51,768 | 29.1 | 335 |
| 2-5 | 161.7 | 299.4 | 12.3 | 49,904 | 27.5 | 322 |
| 2-6 | 161.2 | 296.5 | 11.9 | 49,183 | 27.6 | 357 |
| 2-7 | 161.5 | 297.4 | 10.9 | 44,382 | 24.7 | 319 |
| 2-8 | 160.7 | 296.3 | 11.7 | 59,756 | 33.7 | 376 |
| 2-9 | 161.4 | 297.5 | 12.0 | 55,899 | 31.2 | 364 |
| 2-10 | 161.0 | 299.3 | 12.7 | 71,221 | 39.7 | 489 |
| 2-11 | 162.1 | 307.4 | 11.0 | 47,731 | 25.5 | 316 |
| 2-12 | 162.1 | 301.9 | 13.2 | 75,280 | 21.4 | 611 |
| 2-12 | 160.8 | 287.1 | 12.7 | 46,936 | 27.3 | 321 |
| 2-14 | 160.5 | 298.1 | 12.6 | 53,115 | 29.9 | 344 |
| Mean value | 12.3 | 54,043 | 28.7 | 377 | ||
| Standard deviation | 0.7 | 10,013 | 5.0 | |||
| Coefficient of variation | 6.1 | 18.5 | 17.5 | |||
| 5% quantile parameter value | 22.4 | |||||
| Sample Label | Height b, mm | Width h, mm | Moisture W, % | Maximum Load Pmax, N | Borderline Flexural Strength F, N/mm2 | Time to Maximal Load, s |
|---|---|---|---|---|---|---|
| 3-1 | 292.00 | 101.00 | 12.0 | 36.002 | 20.7 | 333 |
| 3-2 | 298.50 | 101.30 | 10.9 | 28.906 | 15.9 | 313 |
| 3-3 | 297.20 | 101.50 | 10.6 | 30.892 | 17.1 | 360 |
| 3-4 | 300.30 | 102.00 | 10.2 | 36.204 | 19.5 | 377 |
| 3-5 | 302.10 | 101.80 | 10.5 | 36.301 | 19.3 | 353 |
| 3-6 | 296.40 | 101.30 | 9.8 | 38.455 | 21.4 | 411 |
| 3-7 | 288.20 | 101.80 | 10.8 | 32.238 | 18.9 | 361 |
| 3-8 | 300.20 | 101.90 | 10.2 | 29.512 | 15.9 | 287 |
| 3-9 | 297.40 | 101.50 | 9.7 | 30.201 | 16.7 | 296 |
| 3-10 | 302.10 | 101.90 | 10.1 | 30.201 | 16.1 | 298 |
| Mean value | 10.5 | 32.891 | 18.1 | 339 | ||
| Standard deviation | 0.7 | 3.487 | 2.1 | |||
| Coefficient of variation | 6.3 | 10.6 | 11.4 | |||
| 5% quantile parameter value | 15.9 | |||||
| Sample Label | Maximum Load Pmax, N | Borderline Flexural Strength F, N/mm2 | Time to Maximal Load, s |
|---|---|---|---|
| 1 | 27,601 | 23.2 | 305 |
| 2 | 54,043 | 28.7 | 377 |
| 3 | 32,891 | 18.1 | 339 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Resnais, P.; Grekis, A.; Keivs, M.; Gaujena, B. Possibilities of Useful Use of Glued Wooden Construction Residues. Materials 2021, 14, 4106. https://doi.org/10.3390/ma14154106
Resnais P, Grekis A, Keivs M, Gaujena B. Possibilities of Useful Use of Glued Wooden Construction Residues. Materials. 2021; 14(15):4106. https://doi.org/10.3390/ma14154106
Chicago/Turabian StyleResnais, Peteris, Aldis Grekis, Matiss Keivs, and Baiba Gaujena. 2021. "Possibilities of Useful Use of Glued Wooden Construction Residues" Materials 14, no. 15: 4106. https://doi.org/10.3390/ma14154106