
The Effect of Prestressing and Temperature on Tensile Strength of Basalt Fiber-Reinforced Plywood



 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Basalt Fibers
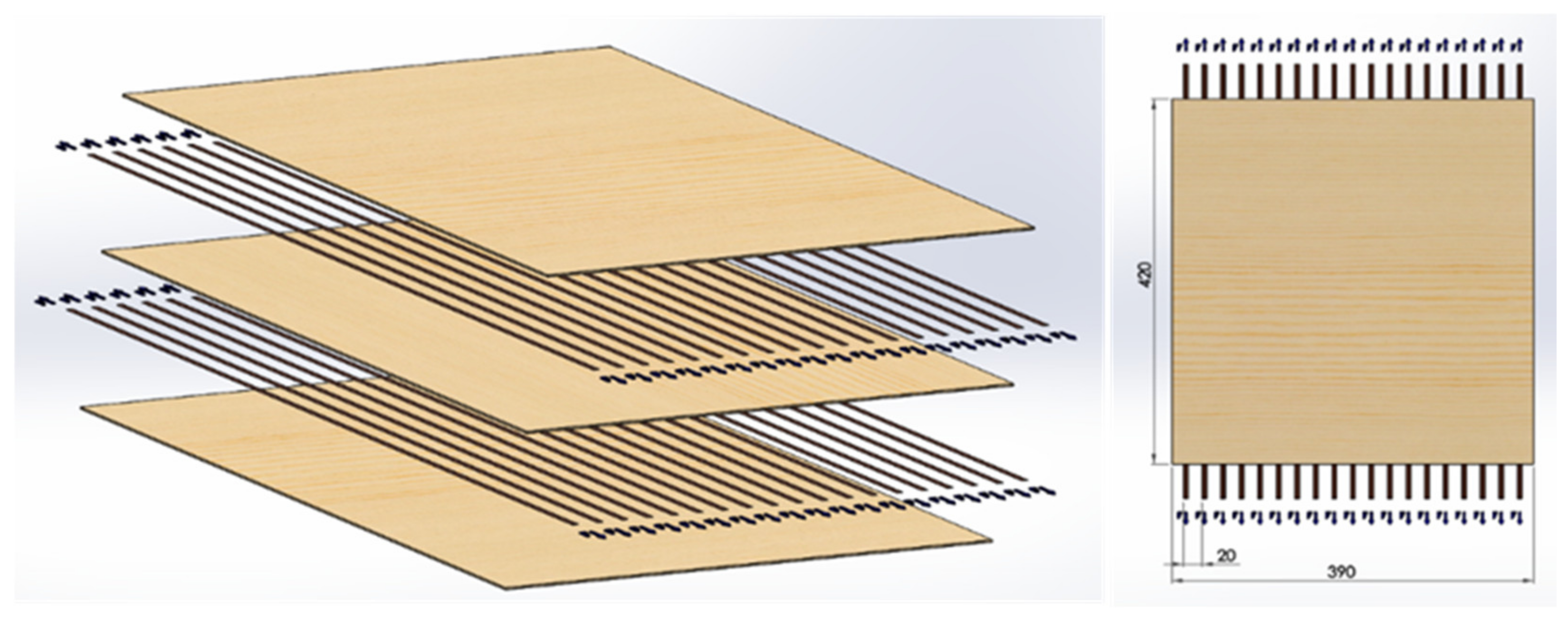
2.2. Preparation of Plywood Samples
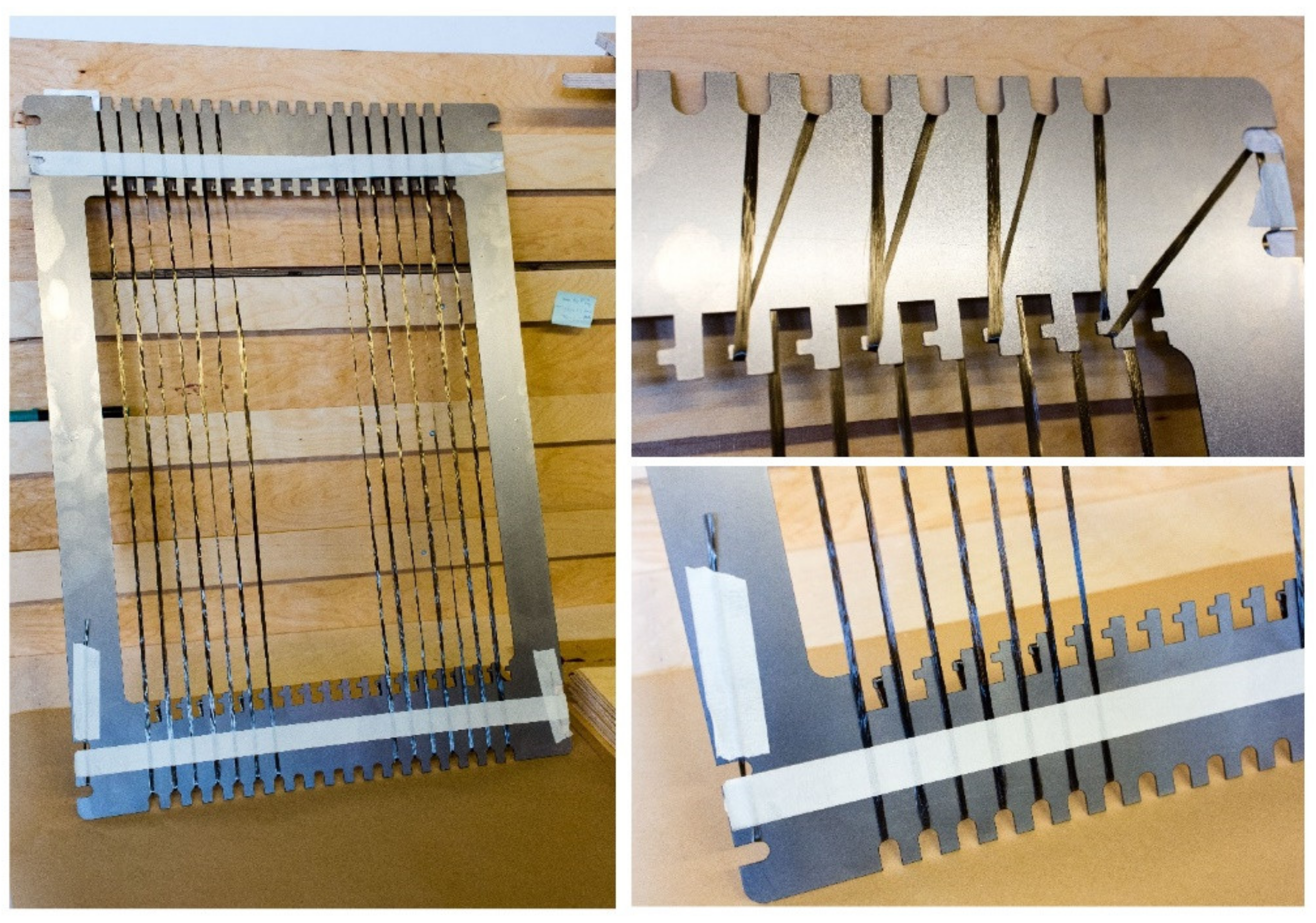
2.3. Samples Preparation for Tensile Testing
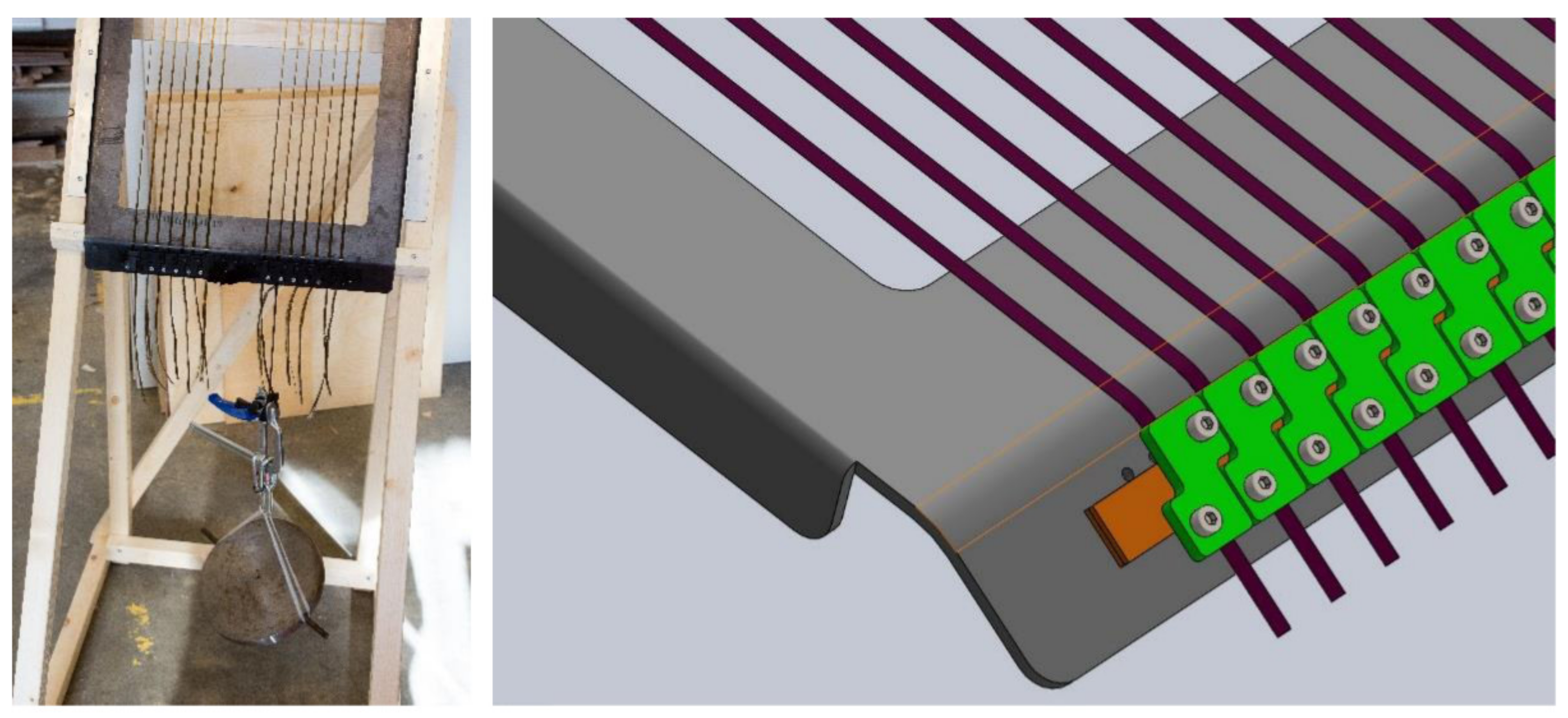
2.4. Tensile Test Measurements
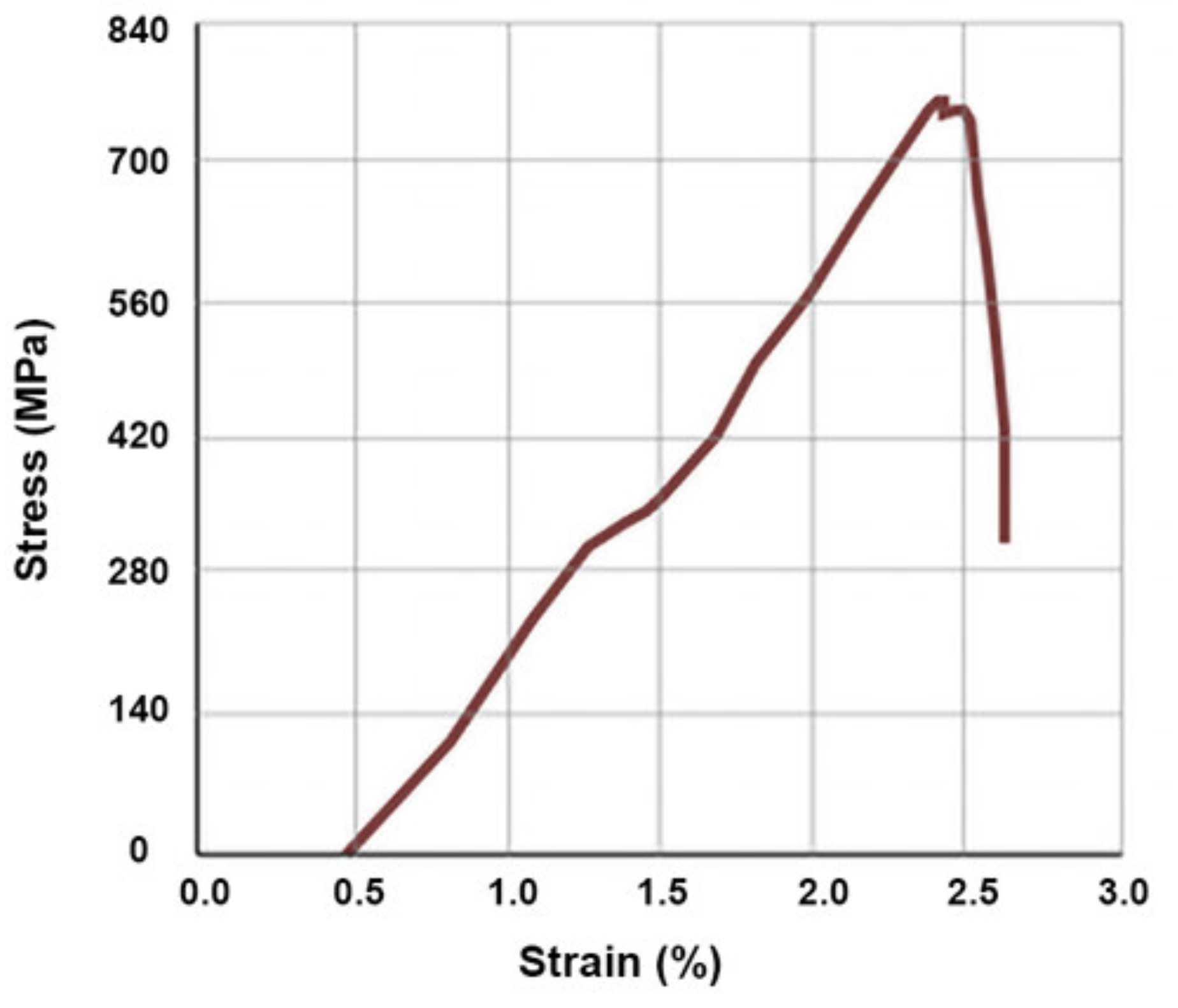
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Edwards, C. Plywood: A Material Story Christopher WilkLondon: Victoria and Albert Museum/Thames & Hudson, 2017.256 pp.; 282 color and b/w ills.Cloth $ 30.00 ISBN 9780500519400. West 86th J. Decor. Arts Des. Hist. Mater. Cult. 2018, 25, 109–112. [Google Scholar] [CrossRef]
- Demirkir, C.; Özsahin, Ş.; Aydin, I.; Colakoglu, G. Optimization of some panel manufacturing parameters for the best bonding strength of plywood. Int. J. Adhes. Adhes. 2013, 46, 14–20. [Google Scholar] [CrossRef]
- Rojas, J.; Alpuente, J.A.M.; Postigo, D.; Rojas, I.M.; Vignote, S. Wood species identification using stress-wave analysis in the audible range. Appl. Acoust. 2011, 72, 934–942. [Google Scholar] [CrossRef]
- Hiziroglu, S.; Zhong, Z.W.; Ong, W.K. Evaluating of bonding strength of pine, oak and nyatoh wood species related to their surface roughness. Measurement 2014, 49, 397–400. [Google Scholar] [CrossRef]
- Lunguleasa, A.; Ayrilmis, N.; Spirchez, C.; Özdemir, F. Investigation of the Effects of Heat Treatment Applied to Beech Plywood. Drv. Ind. 2018, 69, 349–355. [Google Scholar] [CrossRef]
- Bekhta, P.; Bekhta, N. Thermal Degradation of Bonding Strength of Aspen Plywood. Drv. Ind. 2020, 71, 185–192. [Google Scholar] [CrossRef]
- Grexa, O.; Horváthová, E.; Bešinová, O.; Lehocký, P. Flame retardant treated plywood. Polym. Degrad. Stab. 1999, 64, 529–533. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Buyuksari, U.; As, N. Bending strength and modulus of elasticity of wood-based panels at cold and moderate temperatures. Cold Reg. Sci. Technol. 2010, 63, 40–43. [Google Scholar] [CrossRef]
- Munge Gungor, N.; Nami Kartal, S.; Kantay, R. Technological properties of wingnut (Pterocarya fraxinifolia (LAM.) Spach.) wood and characteristics of plywood from wingnut wood. Build. Environ. 2007, 42, 3108–3111. [Google Scholar] [CrossRef]
- Zhang, R.; Jin, X.; Wen, X.; Chen, Q.; Qin, D. Alumina nanoparticle modified phenol-formaldehyde resin as a wood adhesive. Int. J. Adhes. Adhes. 2018, 81, 79–82. [Google Scholar] [CrossRef]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Meredith, J.; Bilson, E.; Powe, R.; Collings, E.; Kirwan, K. A performance versus cost analysis of prepreg carbon fibre epoxy energy absorption structures. Compos. Struct. 2015, 124, 206–213. [Google Scholar] [CrossRef] [Green Version]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Kurkjian, C.R.; Prindle, W.R. Perspectives on the History of Glass Composition. J. Am. Ceram. Soc. 1998, 81, 795–813. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Branston, J.; Das, S.; Kenno, S.Y.; Taylor, C. Mechanical behaviour of basalt fibre reinforced concrete. Constr. Build. Mater. 2016, 124, 878–886. [Google Scholar] [CrossRef]
- Azrague, K.; Inman, M.R.; Alnæs, L.-I.; Schlanbusch, R.D.; Jóhannesson, B. Life Cycle Assessment as a tool for resource optimisation of continuous basalt fibre production in Iceland. In Proceedings of the Engineering Conferences International (ECI) Life Cycle Assessment and Other Assessment Tools for Waste Management and Resource Optimization, Calabria, Italy, 5–10 June 2016. [Google Scholar]
- Artemenko, S.E.; Kadykova, Y.A. Polymer composite materials based on carbon, basalt, and glass fibres. Fibre Chem. 2008, 40, 37–39. [Google Scholar] [CrossRef]
- Kramár, S.; Trcala, M.; Chitbanyong, K.; Král, P.; Puangsin, B. Basalt-Fiber-Reinforced Polyvinyl Acetate Resin: A Coating for Ductile Plywood Panels. Materials 2020, 13, 49. [Google Scholar] [CrossRef] [Green Version]
- Kufel, A.; Kuciel, S. Basalt/Wood Hybrid Composites Based on Polypropylene: Morphology, Processing Properties, and Mechanical and Thermal Expansion Performance. Materials 2019, 12, 2557. [Google Scholar] [CrossRef] [Green Version]
- Rescalvo, F.J.; Abarkane, C.; Suárez, E.; Valverde-Palacios, I.; Gallego, A. Pine Beams Retrofitted with FRP and Poplar Planks: Mechanical Behavior. Materials 2019, 12, 3081. [Google Scholar] [CrossRef] [Green Version]
- Wdowiak, A.; Brol, J. Effectiveness of Reinforcing Bent Non-Uniform Pre-Stressed Glulam Beams with Basalt Fibre Reinforced Polymers Rods. Materials 2019, 12, 3141. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pastsuk, V.; Kiisk, M.; Lõhmus, R.; Merisalu, M.; Kovaljov, S.; Biland, A.; Gulik, V. Selection of basalt fiber with resistance to concrete alkaline environment. SN Appl. Sci. 2020, 2, 1–17. [Google Scholar] [CrossRef]
- Mladen, B.; Vladimir, J.; Stjepan, P. Bending properties of carbon fiber reinforced plywood. WOOD Res. 2003, 48, 13–24. [Google Scholar]
- Kramár, S.; Král, P. Reinforcing effect of a thin basalt fiber-reinforced polymer plywood coating. Bioresources 2019, 14, 2062–2078. [Google Scholar] [CrossRef]
- Ashori, A.; Ghofrani, M.; Rezvani, M.H.; Ayrilmis, N. Development and material properties of reinforced plywood using carbon fiber and waste rubber powder. Polym. Compos. 2018, 39, 675–680. [Google Scholar] [CrossRef]
- Xu, H.; Nakao, T.; Tanaka, C.; Yoshinobu, M.; Katayama, H. Effects of fiber length and orientation on elasticity of fiber-reinforced plywood. J. Wood Sci. 1998, 44, 343–347. [Google Scholar] [CrossRef]
- Bal, B.C.; Bektaş, I.; Mengeloğlu, F.; Karakuş, K.; Ökkeş Demir, H. Some technological properties of poplar plywood panels reinforced with glass fiber fabric. Constr. Build. Mater. 2015, 101, 952–957. [Google Scholar] [CrossRef]
- Auriga, R.; Gumowska, A.; Szymanowski, K.; Wronka, A.; Robles, E.; Ocipka, P.; Kowaluk, G. Performance properties of plywood composites reinforced with carbon fibers. Compos. Struct. 2020, 248, 112533. [Google Scholar] [CrossRef]
- Bibilis, E.; Carino, H. Flexural properties of southern pine plywood overlaid with fiber-glass-reinforced plastic. For. Prod. J. 2000, 50, 343–347. [Google Scholar]
- BCF_KV42. Available online: https://basfiber.com/system/storage/download/BCF_KV42_direct_TDS_eng.pdf (accessed on 15 August 2021).
- ISO 2074-Plywood-Vocabulary; European Comittee for Standardization: Brussels, Belgium, 2007.
- Prefere 14J021. Available online: https://prefere.com/en/phenolics/applications/construction/wood-materials (accessed on 15 August 2021).
- Instron. Available online: https://www.instron.us/products/testing-systems/dynamic-and-fatigue-systems/servohydraulic-fatigue/8802 (accessed on 15 August 2021).
- Roszyk, E.; Kwiatkowski, T.; Moliñski, W. Mechanical parameters of pine wood in individual annual rings under tensile stress along the grains in dry and wet state. Wood Res. 2013, 58, 571–580. [Google Scholar]
- Bazan, P. Biobased Polyethylene Hybrid Composites with Natural Fiber: Mechanical, Thermal Properties, and Micromechanics. Materials 2020, 13, 2967. [Google Scholar] [CrossRef] [PubMed]
- Bhat, T.; Fortomaris, D.; Kandare, E.; Mouritz, A.P. Properties of thermally recycled basalt fibres and basalt fibre composites. J. Mater. Sci. 2018, 53, 1933–1944. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Zhou, A.; Qin, R.; Chow, C.L.; Lau, D. Bond integrity of aramid, basalt and carbon fiber reinforced polymer bonded wood composites at elevated temperature. Compos. Struct. 2020, 245, 112342. [Google Scholar] [CrossRef]
- Kawamoto, A.M.; Pardini, L.C.; Diniz, M.F.; Lourenço, V.L.; Takahashi, M.F.K. Synthesis of a boron modified phenolic resin. J. Aerosp. Technol. Manag. 2010, 2, 169–182. [Google Scholar] [CrossRef] [Green Version]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lohmus, R.; Kallakas, H.; Tuhkanen, E.; Gulik, V.; Kiisk, M.; Saal, K.; Kalamees, T. The Effect of Prestressing and Temperature on Tensile Strength of Basalt Fiber-Reinforced Plywood. Materials 2021, 14, 4701. https://doi.org/10.3390/ma14164701
Lohmus R, Kallakas H, Tuhkanen E, Gulik V, Kiisk M, Saal K, Kalamees T. The Effect of Prestressing and Temperature on Tensile Strength of Basalt Fiber-Reinforced Plywood. Materials. 2021; 14(16):4701. https://doi.org/10.3390/ma14164701
Chicago/Turabian StyleLohmus, Rynno, Heikko Kallakas, Eero Tuhkanen, Volodymyr Gulik, Madis Kiisk, Kristjan Saal, and Targo Kalamees. 2021. "The Effect of Prestressing and Temperature on Tensile Strength of Basalt Fiber-Reinforced Plywood" Materials 14, no. 16: 4701. https://doi.org/10.3390/ma14164701
APA StyleLohmus, R., Kallakas, H., Tuhkanen, E., Gulik, V., Kiisk, M., Saal, K., & Kalamees, T. (2021). The Effect of Prestressing and Temperature on Tensile Strength of Basalt Fiber-Reinforced Plywood. Materials, 14(16), 4701. https://doi.org/10.3390/ma14164701