
Screen Printed Antennas on Fiber-Based Substrates for Sustainable HF RFID Assisted E-Fulfilment Smart Packaging

 , , ,
, , ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
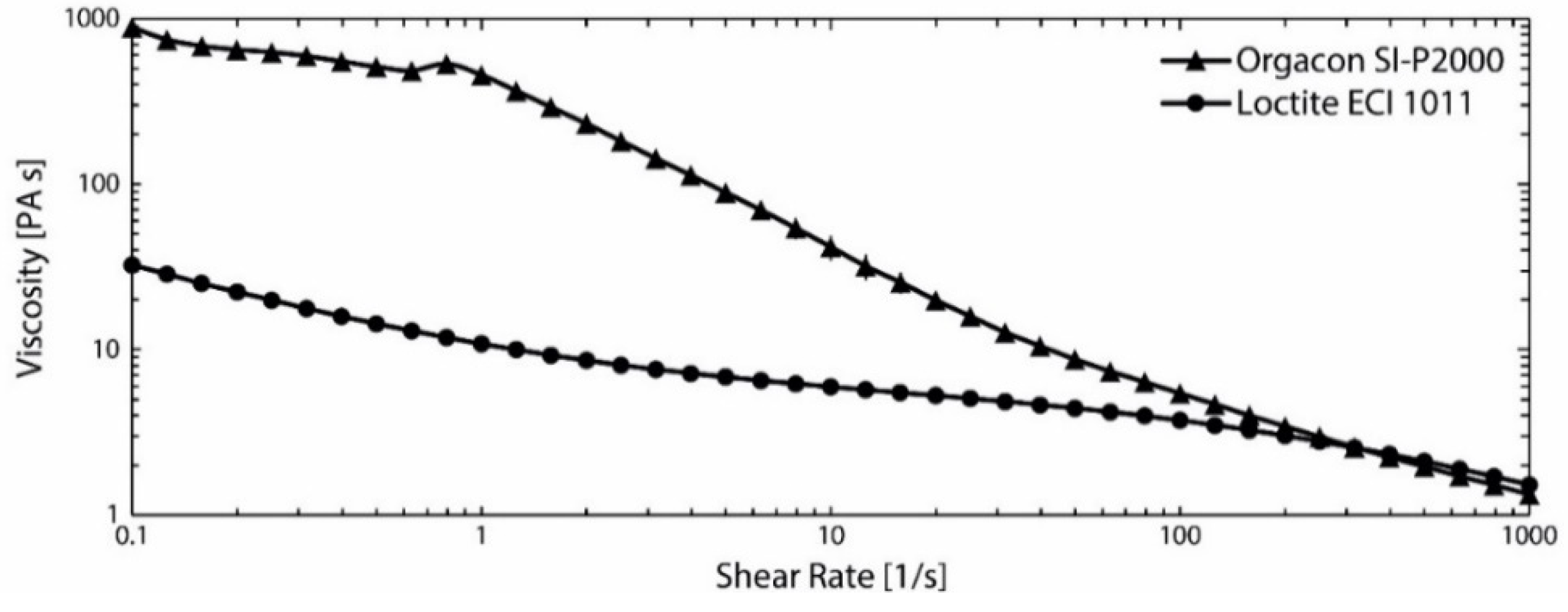
2.1. Materials
2.2. Characterization and Deposition of Ink on Fiber-Based Substrates
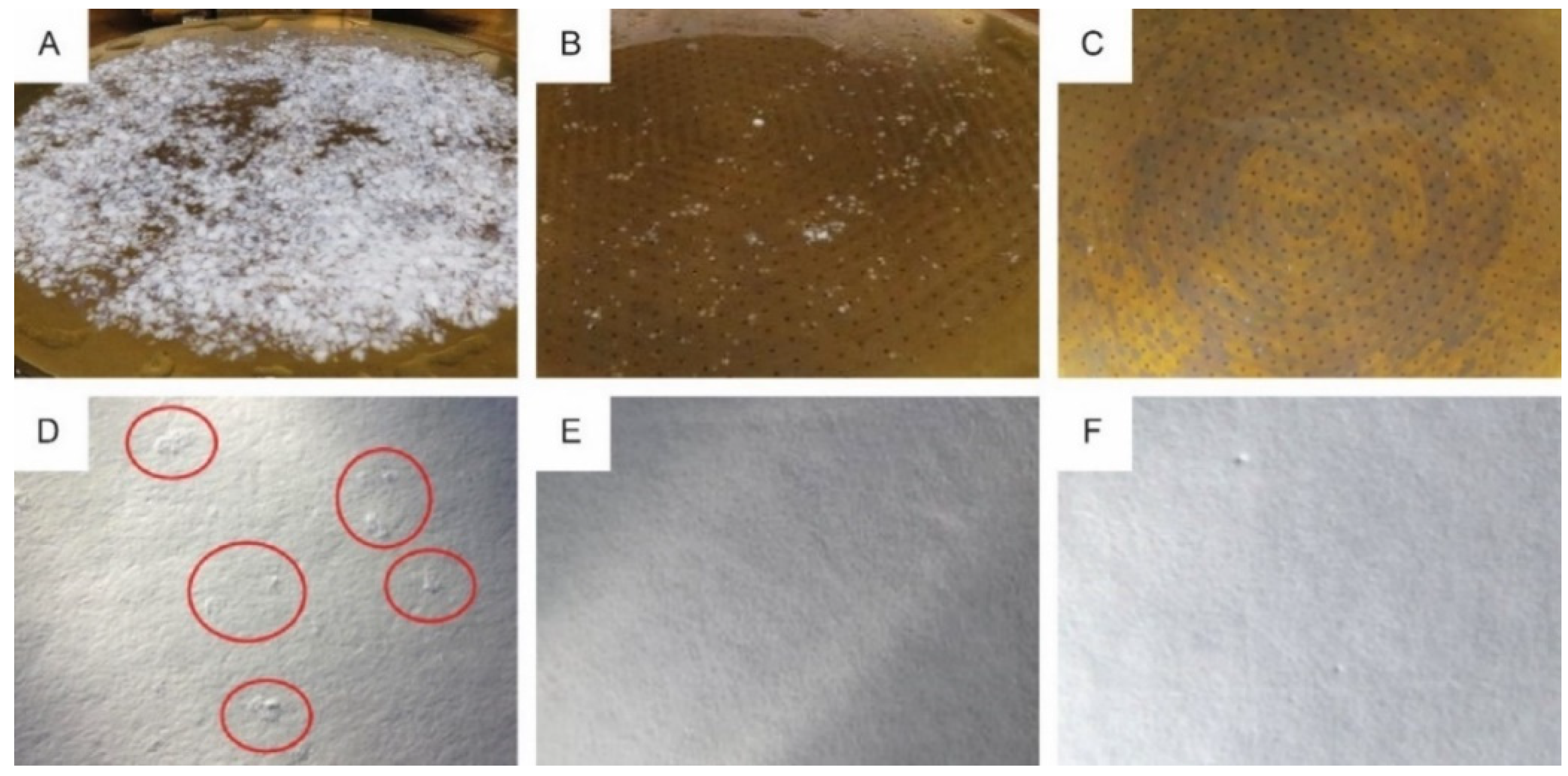
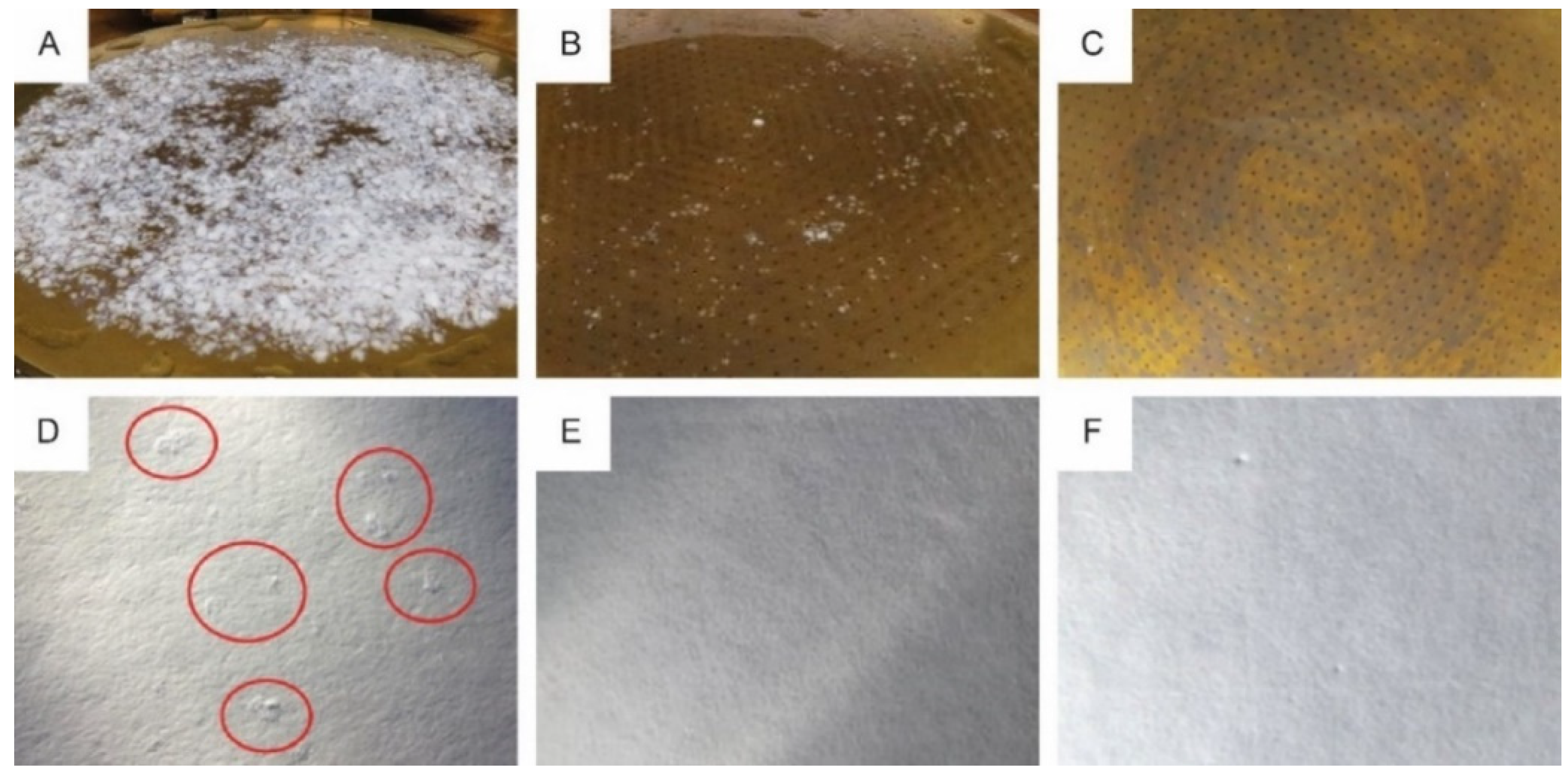
2.3. Recyclability Testing
2.4. Antenna Design and Integration
2.5. Design and Functionality Testing of a Sustainable E-Fulfilment Package
- Manual handling (schedule A): drop test from 381 mm height (ASTM D5276) using the Lansmont PDT 80 Precision Drop Tester (Monterey, CA, USA);
- Vehicle stacking (schedule C): calculation of maximum package’s load without collapsing using the TechLab Systems VAL100 compression device (Lezo, Spain);
- Loose-load vibration (schedule F): determination whether the package can withstand repetitive shocks using the Lansmont Vibration Test System 10000 (Monterey, CA, USA);
- Vehicle vibration (schedule E): simulation of 1 h truck-and 2 h air transport using the Lansmont Vibration Test System 10000;
- Manual handling (schedule A): drop test from 381 mm height, except bottom side from 762 mm height, using the Lansmont PDT 80 Precision Drop Tester.
3. Results and Discussion
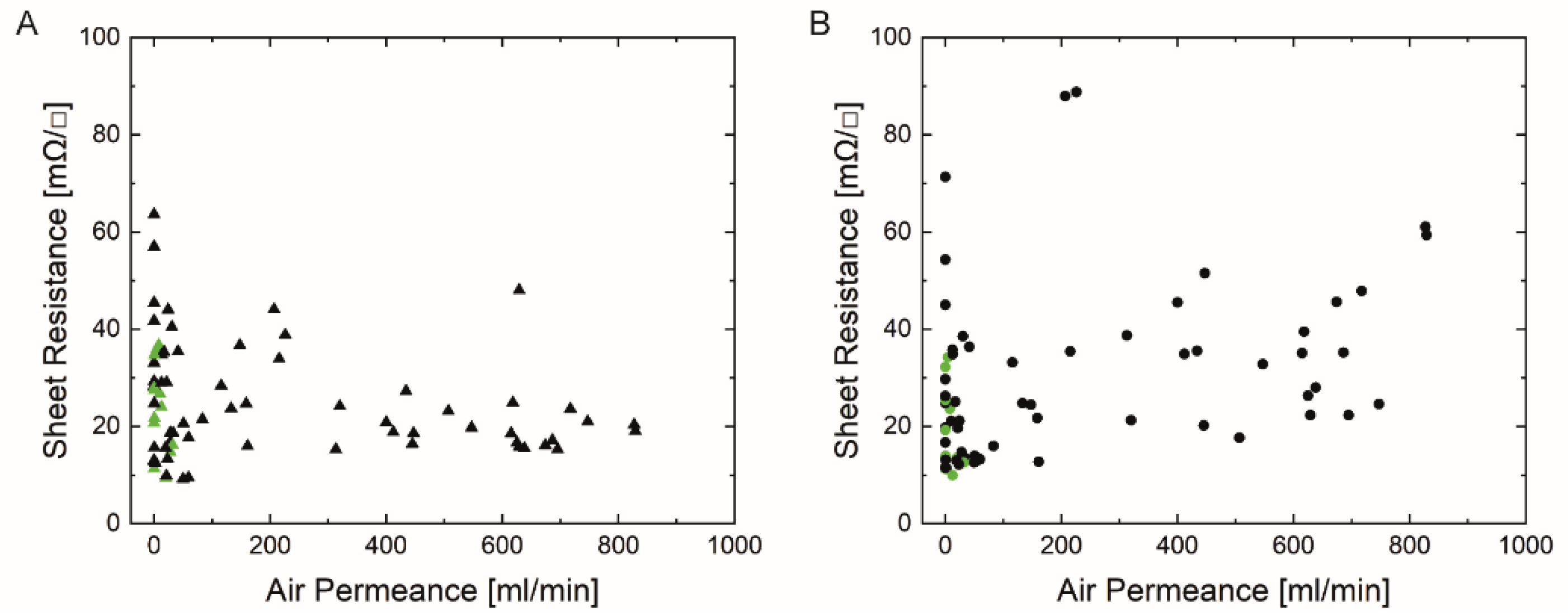
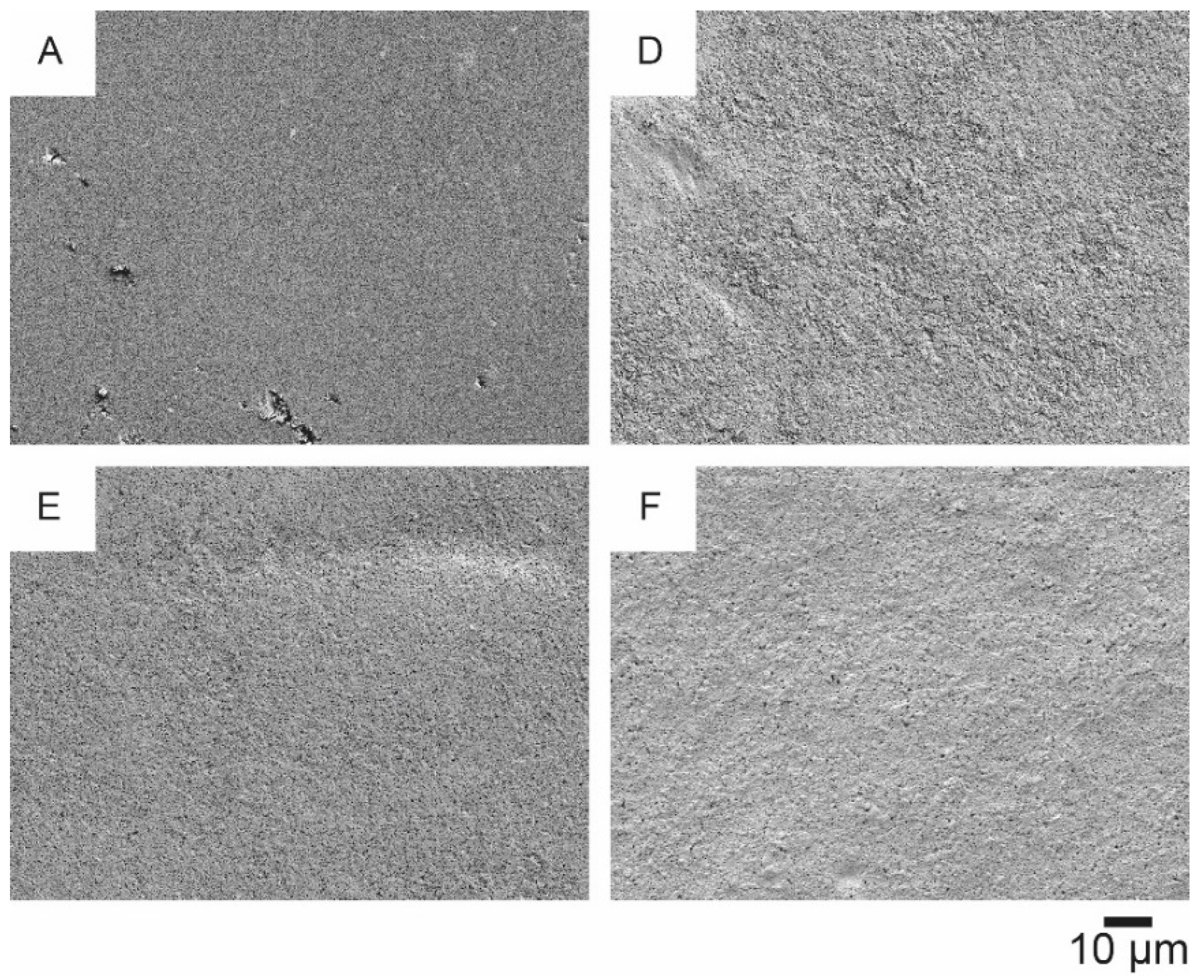
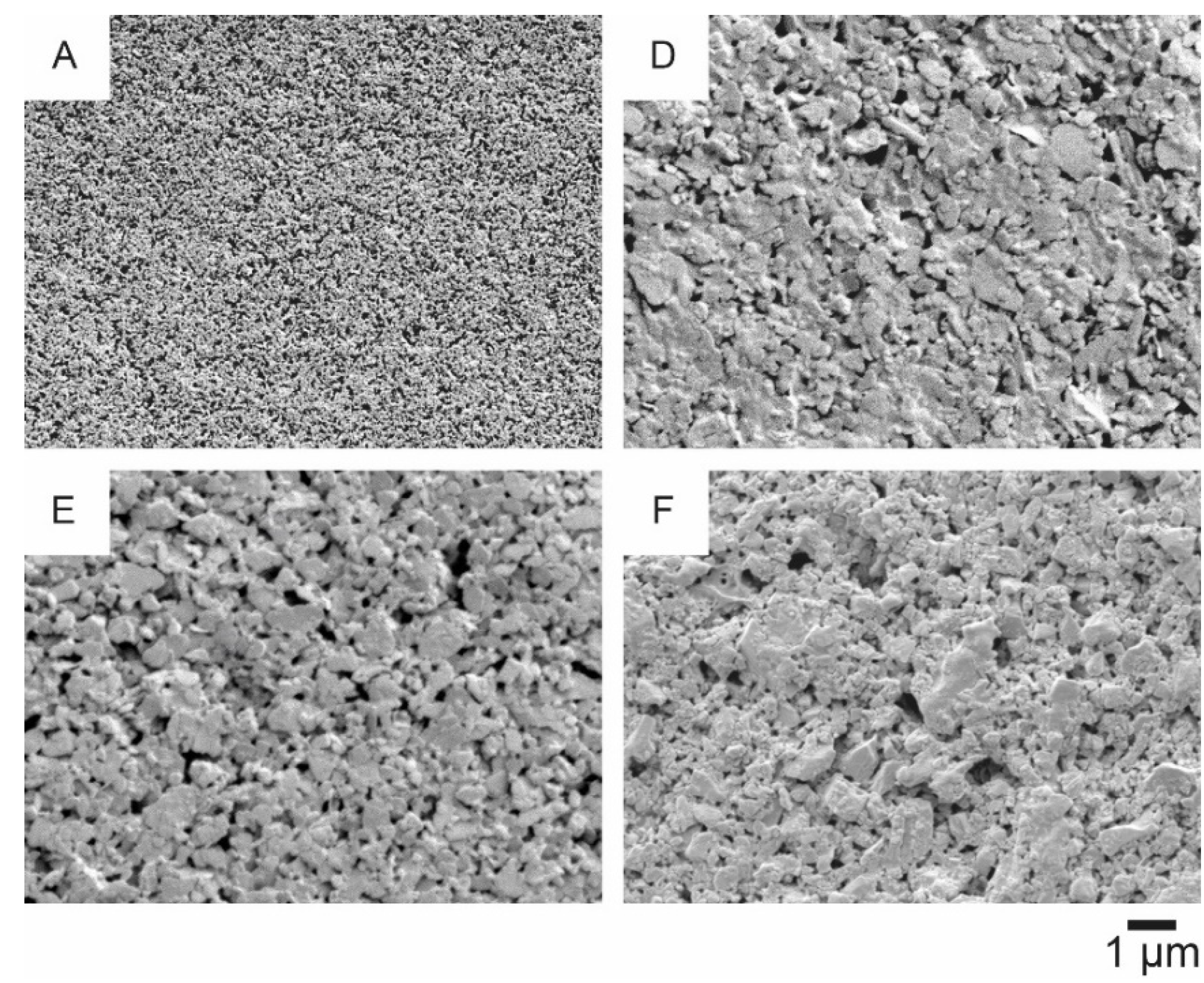
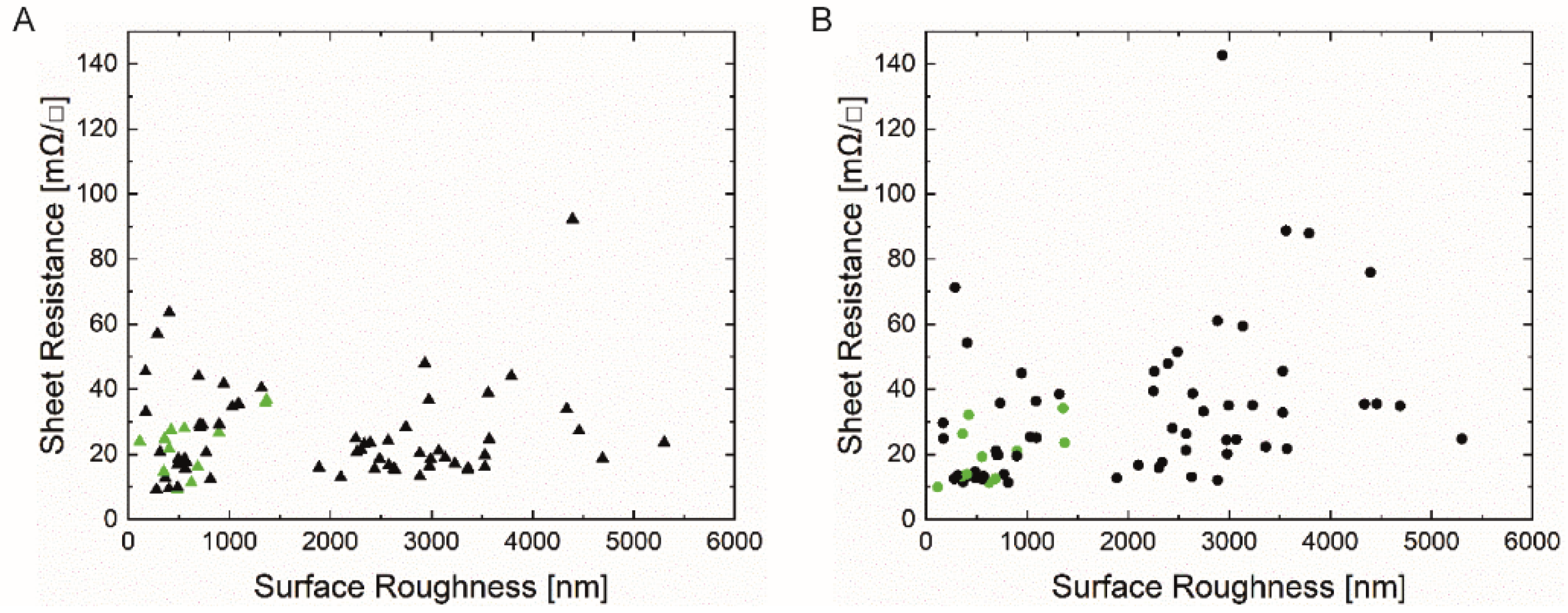
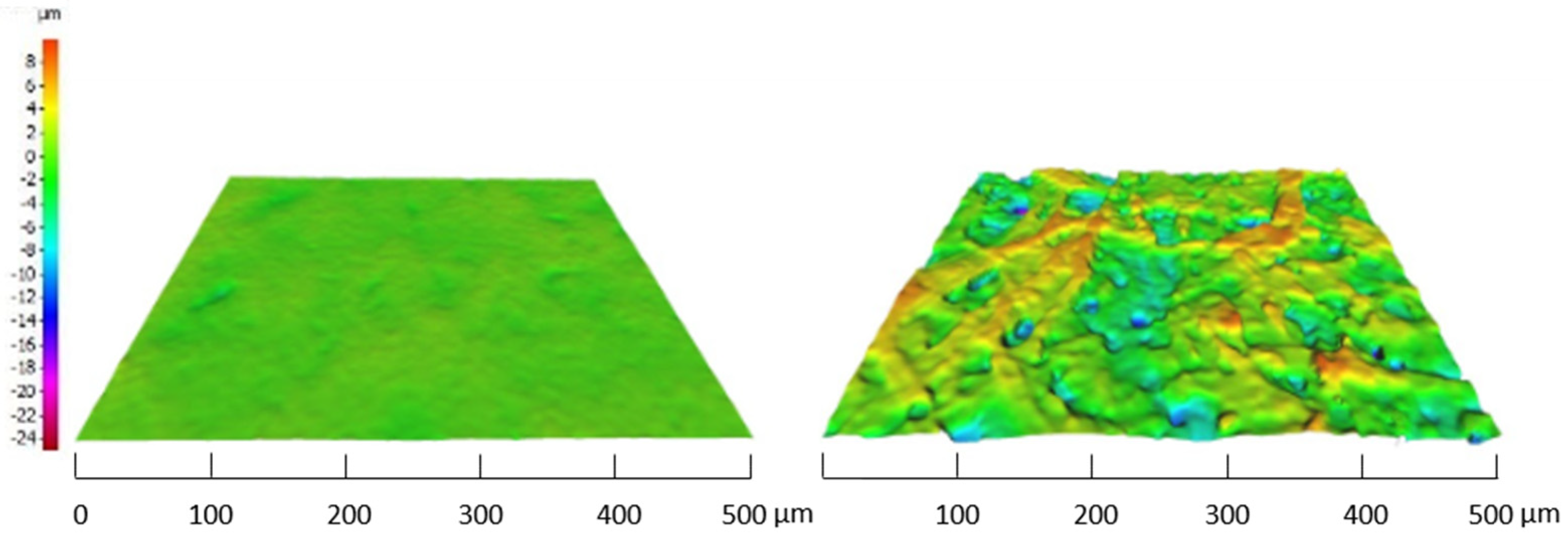
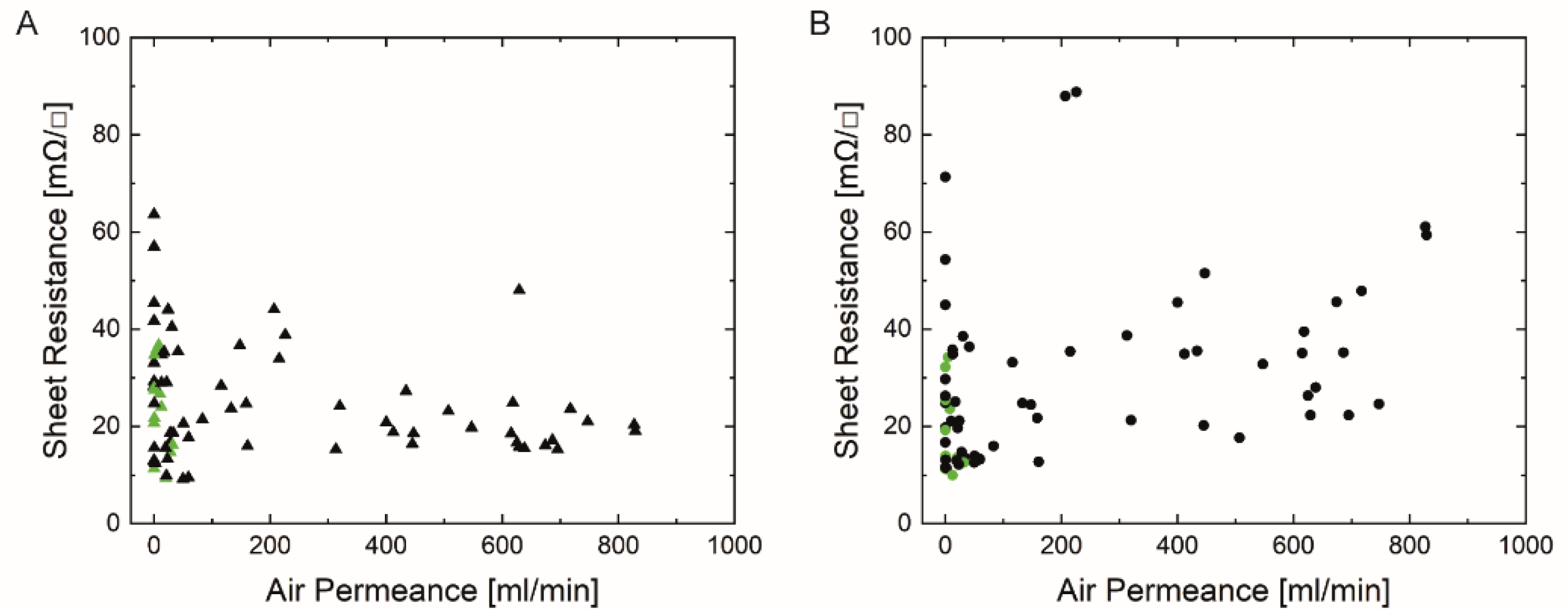
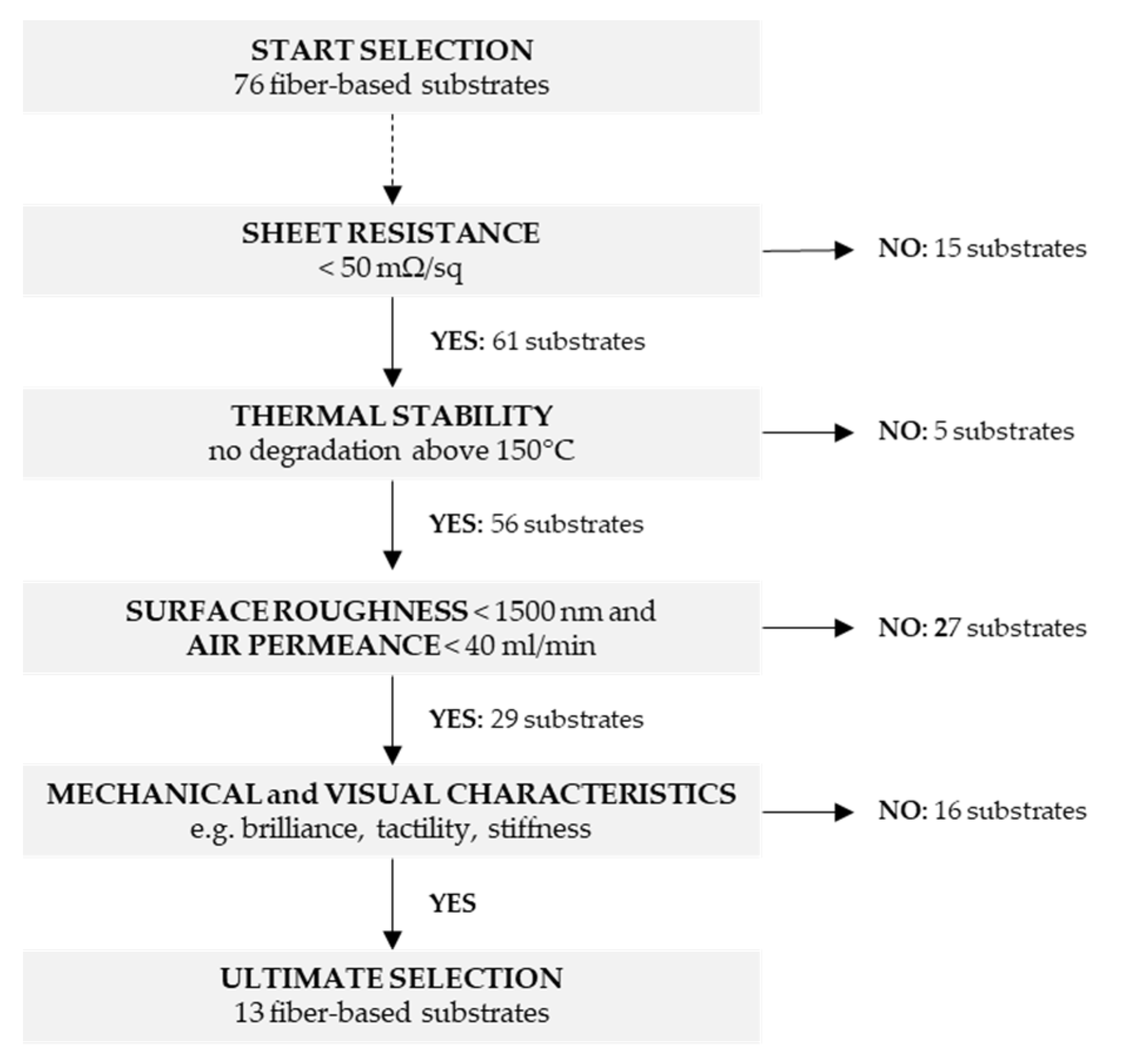
3.1. Selection of Fiber-Based Substrates Based on Printability and Ink Compatibility
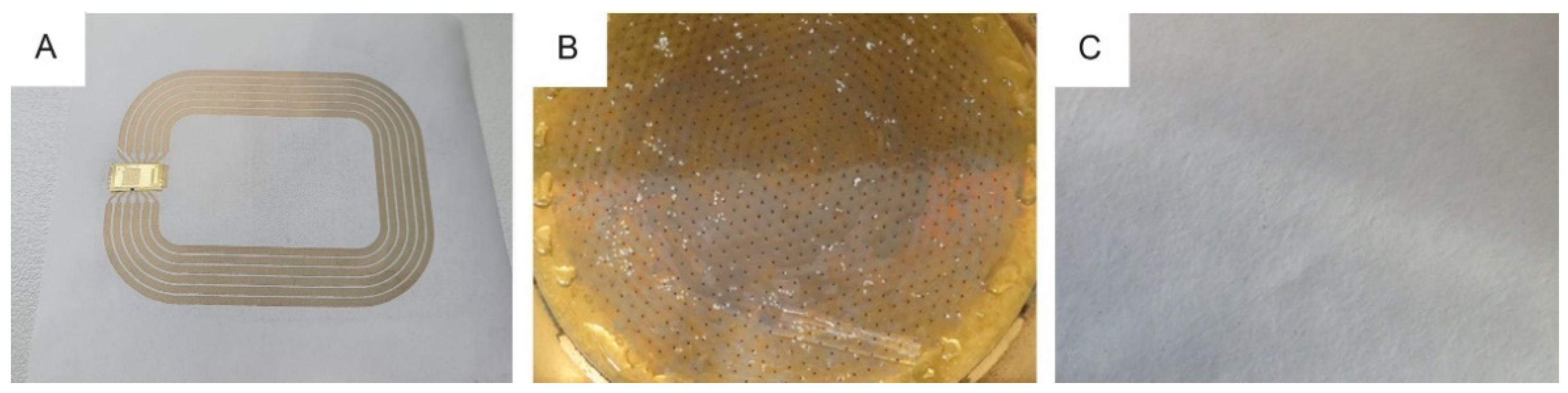
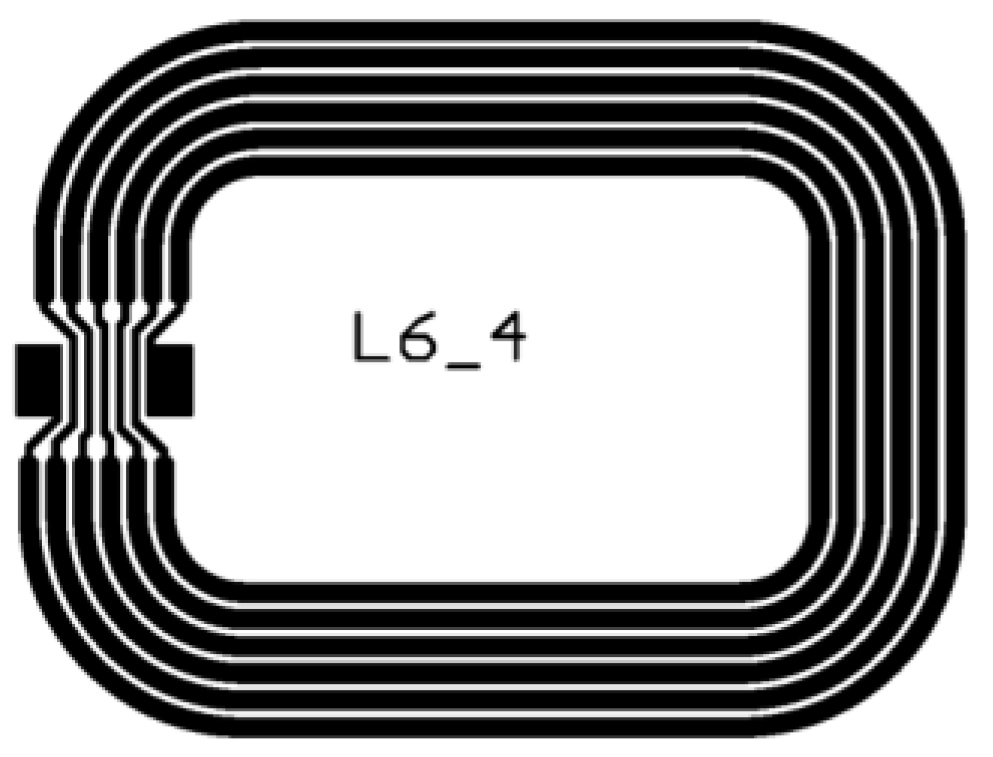
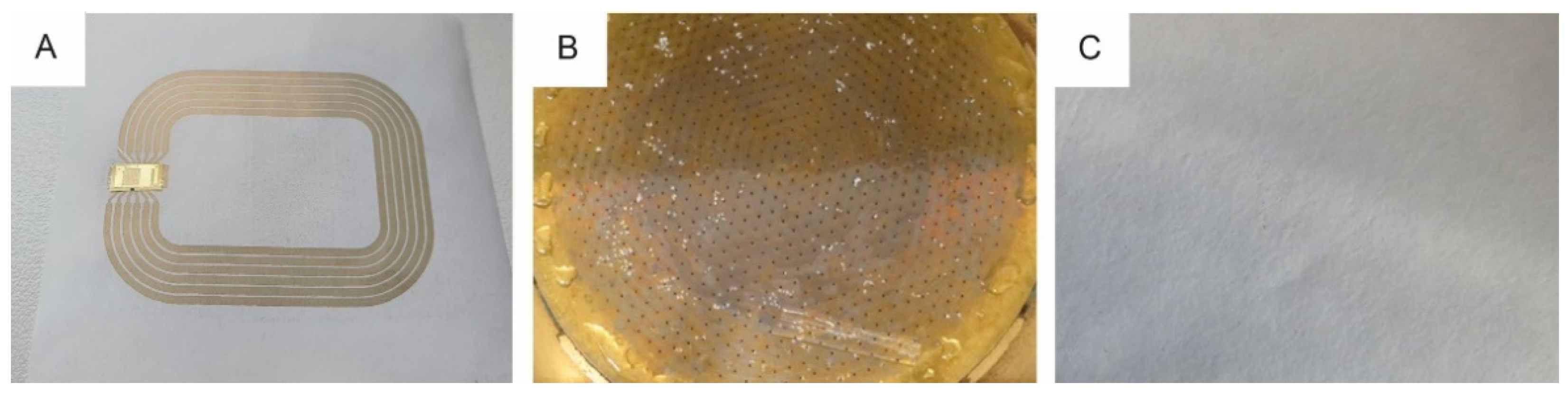
3.2. Screen Printing of HF RFID Antennas
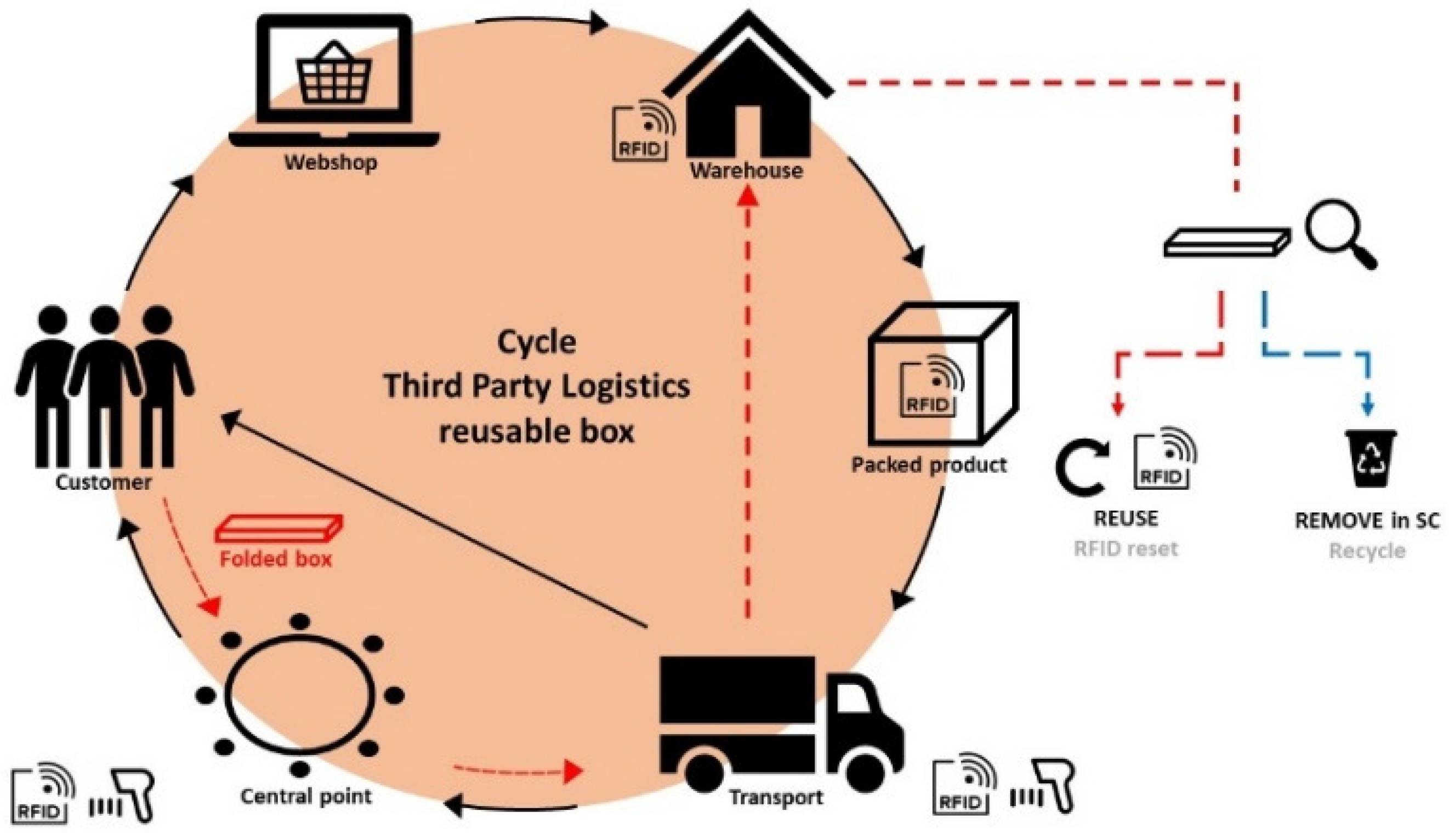
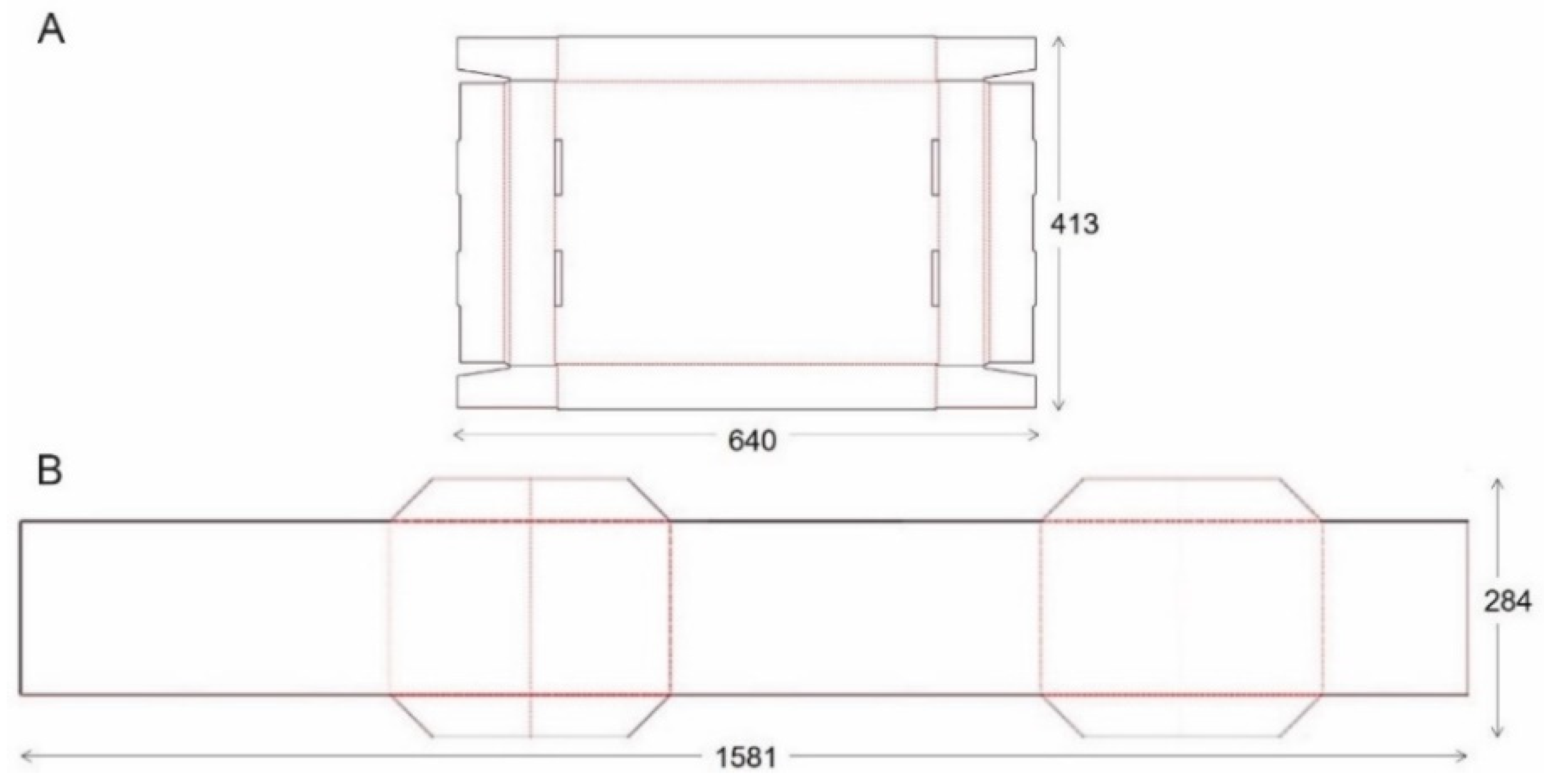
3.3. Design, Development and Validation of an RFID Assisted E-Fulfilment Packaging
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schaefer, D.; Cheung, W.M. Smart Packaging: Opportunities and Challenges. Procedia CIRP 2018, 72, 1022–1027. [Google Scholar] [CrossRef]
- Kalpana, S.; Priyadarshini, S.R.; Maria Leena, M.; Moses, J.A.; Anandharamakrishnan, C. Intelligent packaging: Trends and applications in food systems. Trends Food Sci. Technol. 2019, 93, 145–157. [Google Scholar] [CrossRef]
- Sohail, M.; Sun, D.-W.; Zhu, Z. Recent developments in intelligent packaging for enhancing food quality and safety. Crit. Rev. Food Sci. Nutr. 2018, 58, 2650–2662. [Google Scholar] [CrossRef]
- Yousefi, H.; Su, H.-M.; Imani, S.M.; Alkhaldi, K.; M. Filipe, C.D.; Didar, T.F. Intelligent Food Packaging: A Review of Smart Sensing Technologies for Monitoring Food Quality. ACS Sens. 2019, 4, 808–821. [Google Scholar] [CrossRef]
- Müller, P.; Schmid, M. Intelligent Packaging in the Food Sector: A Brief Overview. Foods 2019, 8, 16. [Google Scholar] [CrossRef] [Green Version]
- Ghaani, M.; Cozzolino, C.A.; Castelli, G.; Farris, S. An overview of the intelligent packaging technologies in the food sector. Trends Food Sci. Technol. 2016, 51, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Selçuk, Y.; Röcker, B.; Pettersen, M.K.; Nilsen-Nygaard, J.; Ayhan, Z.; Rutkaite, R.; Radusin, T.; Suminska, P.; Marcos, B.; Coma, V. Active Packaging Applications for Food. Compr. Rev. Food Sci. Food Saf. 2018, 17, 165–199. [Google Scholar] [CrossRef] [Green Version]
- Biji, K.B.; Ravishankar, C.N.; Mohan, C.O.; Srinivasa Gopal, T.K. Smart packaging systems for food applications: A review. J. Food Sci. Technol. 2015, 52, 6125–6135. [Google Scholar] [CrossRef] [PubMed]
- Kerry, J.P.; O’Grady, M.N.; Hogan, S.A. Past, current and potential utilisation of active and intelligent packaging systems for meat and muscle-based products: A review. Meat Sci. 2006, 74, 113–130. [Google Scholar] [CrossRef]
- Tiekstra, S.; Dopico-Parada, A.; Koivula, H.; Lahti, J.; Buntinx, M. Holistic Approach to a Successful Market Implementation of Active and Intelligent Food Packaging. Foods 2021, 10, 465. [Google Scholar] [CrossRef] [PubMed]
- Janjarasskul, T.; Suppakul, P. Active and intelligent packaging: The indication of quality and safety. Crit. Rev. Food Sci. Nutr. 2018, 58, 808–831. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Brahma, S.; Mackay, J.; Cao, C.; Aliakbarian, B. The role of smart packaging system in food supply chain. J. Food Sci. 2020, 85, 517–525. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, L.-H.; Li, T.; Fan, T.-J. Radio-frequency identification (RFID) adoption with inventory misplacement under retail competition. Eur. J. Oper. Res. 2018, 270, 1028–1043. [Google Scholar] [CrossRef]
- Özdemir, İ.S. Intelligent Packaging. In Handbook of Food Safety Engineering; Sun, D.-W., Ed.; Wiley: Oxford, UK, 2012; pp. 693–705. [Google Scholar] [CrossRef]
- Zhang, J.; Tian, G.Y.; Marindra, A.M.J.; Sunny, A.I.; Zhao, A.B. A Review of Passive RFID Tag Antenna-Based Sensors and Systems for Structural Health Monitoring Applications. Sensors 2017, 17, 265. [Google Scholar] [CrossRef] [PubMed]
- Duroc, Y.; Tedjini, S. RFID: A key technology for Humanity. C. R. Phys. 2018, 19, 64–71. [Google Scholar] [CrossRef]
- Finkenzeller, K. RFID Handbook: Fundamentals and Applications in Contactless Smart Cards and Identification, 2nd ed.; Wiley: Chichester, UK, 2003. [Google Scholar]
- Fuertes, G.; Soto, I.; Carrasco, R.; Vargas, M.; Sabattin, J.; Lagos, C. Intelligent Packaging Systems: Sensors and Nanosensors to Monitor Food Quality and Safety. J. Sens. 2016, 2016, 4046061. [Google Scholar] [CrossRef] [Green Version]
- Bibi, F.; Guillaume, C.; Gontard, N.; Sorli, B. A review: RFID technology having sensing aptitudes for food industry and their contribution to tracking and monitoring of food products. Trends Food Sci. Technol. 2017, 62, 91–103. [Google Scholar] [CrossRef]
- Elsherbeni, T.; ElMahgoub, K.; Sydanheimo, L.; Ukkonen, L.; Elsherbeni, A.; Fan, Y. Laboratory scale fabrication techniques for passive UHF RFID tags. In Proceedings of the 2010 IEEE Antennas and Propagation Society International Symposium, Toronto, ON, Canada, 11–17 July 2010; pp. 1–4. [Google Scholar] [CrossRef]
- Cheng, I.-C.; Lu, D.; Wong, C.P. Flexible and Printed Electronics, in Materials for Advanced Packaging (Chapter 19); Springer: New York, NY, USA, 2008. [Google Scholar] [CrossRef]
- Rosker, E.S.; Sandhu, R.; Hester, J.; Goorsky, M.S.; Tice, J. Printable Materials for the Realization of High Performance RF Components: Challenges and Opportunities. Int. J. Antennas Propag. 2018, 2018, 9359528. [Google Scholar] [CrossRef] [Green Version]
- Ostfeld, A.E.; Deckman, I.; Gaikwad, A.M.; Lochner, C.M.; Arias, A.C. Screen printed passive components for flexible power electronics. Sci. Rep. 2015, 5, 15959. [Google Scholar] [CrossRef]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for Printing Sensors and Electronics Over Large Flexible Substrates: A Review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Cummins, G.; Desmulliez Marc, P.Y. Inkjet printing of conductive materials: A review. Circuit World 2012, 38, 193–213. [Google Scholar] [CrossRef]
- Rosa, P.; Câmara, A.; Gouveia, C. The Potential of Printed Electronics and Personal Fabrication in Driving the Internet of Things. Open J. Internet Things (OJIOT) 2015, 1, 16–36. [Google Scholar]
- Wu, W. Inorganic nanomaterials for printed electronics: A review. Nanoscale 2017, 9, 7342–7372. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Zhang, J.; Li, Q.; Li, G.; Tian, X.; Luo, Z.; Qiao, F.; Wu, X.; Zhang, J. Review of Printed Electrodes for Flexible Devices. Front. Mater. 2019, 5. [Google Scholar] [CrossRef] [Green Version]
- Tobjörk, D.; Österbacka, R. Paper Electronics. Adv. Mater. 2011, 23, 1935–1961. [Google Scholar] [CrossRef] [PubMed]
- Ihalainen, P.; Määttänen, A.; Järnström, J.; Tobjörk, D.; Österbacka, R.; Peltonen, J. Influence of Surface Properties of Coated Papers on Printed Electronics. Ind. Eng. Chem. Res. 2012, 51, 6025–6036. [Google Scholar] [CrossRef]
- Ha, D.; Fang, Z.; Zhitenev, N.B. Paper in Electronic and Optoelectronic Devices. Adv. Electron. Mater. 2018, 4, 1700593. [Google Scholar] [CrossRef]
- Zikulnig, J.; Roshanghias, A.; Rauter, L.; Hirschl, C. Evaluation of the Sheet Resistance of Inkjet-Printed Ag-Layers on Flexible, Uncoated Paper Substrates Using Van-der-Pauw’s Method. Sensors 2020, 20, 2398. [Google Scholar] [CrossRef] [Green Version]
- Barras, R.; Cunha, I.; Gaspar, D.; Fortunato, E.; Martins, R.; Pereira, L. Printable cellulose-based electroconductive composites for sensing elements in paper electronics. Flex. Print. Electron. 2017, 2, 014006. [Google Scholar] [CrossRef] [Green Version]
- Xie, L.; Mäntysalo, M.; Cabezas, A.L.; Feng, Y.; Jonsson, F.; Zheng, L.-R. Electrical performance and reliability evaluation of inkjet-printed Ag interconnections on paper substrates. Mater. Lett. 2012, 88, 68–72. [Google Scholar] [CrossRef]
- Pereira, A.; Bergeret, E.; Benzaim, O.; Routin, J.; Haon, O.; Tournon, L.; Coppard, R.; Depres, G. Near-field communication tag development on a paper substrate—application to cold chain monitoring. Flex. Print. Electron. 2018, 3, 014003. [Google Scholar] [CrossRef]
- Khan, Y.; Thielens, A.; Muin, S.; Ting, J.; Baumbauer, C.; Arias, A.C. A New Frontier of Printed Electronics: Flexible Hybrid Electronics. Adv. Mater. 2020, 32, 1905279. [Google Scholar] [CrossRef]
- Baumbauer, C.L.; Anderson, M.G.; Ting, J.; Sreekumar, A.; Rabaey, J.M.; Arias, A.C.; Thielens, A. Printed, flexible, compact UHF-RFID sensor tags enabled by hybrid electronics. Sci. Rep. 2020, 10, 16543. [Google Scholar] [CrossRef]
- Islam, M.T.; Alam, T.; Yahya, I.; Cho, M. Flexible Radio-Frequency Identification (RFID) Tag Antenna for Sensor Applications. Sensors 2018, 18, 4212. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Georgiadis, A.; Tentzeris, M.M. Design of Inkjet-Printed RFID-Based Sensor on Paper: Single- and Dual-Tag Sensor Topologies. Sensors 2018, 18, 1958. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, S. Inkjet-Printed Electronics on Paper for RF Identification (RFID) and Sensing. Electronics 2020, 9, 1636. [Google Scholar] [CrossRef]
- Shin, D.-Y.; Lee, Y.; Kim, C.H. Performance characterization of screen printed radio frequency identification antennas with silver nanopaste. Thin Solid Film. 2009, 517, 6112–6118. [Google Scholar] [CrossRef]
- Jaakkola, K.; Ermolov, V.; Karagiannidis, P.G.; Hodge, S.A.; Lombardi, L.; Zhang, X.; Grenman, R.; Sandberg, H.; Lombardo, A.; Ferrari, A.C. Screen-printed and spray coated graphene-based RFID transponders. 2D Mater 2019, 7, 15019. [Google Scholar] [CrossRef] [Green Version]
- Smith, S.; Oberholzer, A.; Land, K.; Korvink, J.G.; Mager, D. Functional screen printed radio frequency identification tags on flexible substrates, facilitating low-cost and integrated point-of-care diagnostics. Flex. Print. Electron. 2018, 3, 25002. [Google Scholar] [CrossRef]
- Jaakkola, K.; Sandberg, H.; Lahti, M.; Ermolov, V. Near-Field UHF RFID Transponder With a Screen-Printed Graphene Antenna. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 9, 616–623. [Google Scholar] [CrossRef] [Green Version]
- Fernández-Salmerón, J.; Rivadeneyra, A.; Martínez-Martí, F.; Capitán-Vallvey, L.F.; Palma, A.J.; Carvajal, M.A. Passive UHF RFID Tag with Multiple Sensing Capabilities. Sensors 2015, 15, 26769–26782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, H.; Xiao, G.; Lang, S.; Zhang, Z.; Tao, Y. Screen Printed HF RFID Antennas on Polyethylene Terephthalate Film. IEEE J. Radio Freq. Identif. 2019, 3, 91–97. [Google Scholar] [CrossRef]
- Li, X.; Sidén, J.; Andersson, H.; Schön, T. A Paper-Based Screen Printed HF RFID Reader Antenna System. IEEE J. Radio Freq. Identif. 2018, 2, 118–126. [Google Scholar] [CrossRef]
- Melacini, M.; Perotti, S.; Rasini, M.; Tappia, E. E-fulfilment and distribution in omni-channel retailing: A systematic literature review. Int. J. Phys. Distrib. Logist. Manag. 2018, 48, 391–414. [Google Scholar] [CrossRef]
- Escursell, S.; Llorach-Massana, P.; Roncero, M.B. Sustainability in e-commerce packaging: A review. J. Clean. Prod. 2021, 280, 124314. [Google Scholar] [CrossRef]
- Mahmoudi, M.; Parviziomran, I. Reusable packaging in supply chains: A review of environmental and economic impacts, logistics system designs, and operations management. Int. J. Prod. Econ. 2020, 228, 107730. [Google Scholar] [CrossRef]
- Lin, D.; Kuang, Y.; Chen, G.; Kuang, Q.; Wang, C.; Zhu, P.; Peng, C.; Fang, Z. Enhancing moisture resistance of starch-coated paper by improving the film forming capability of starch film. Ind. Crop. Prod. 2017, 100, 12–18. [Google Scholar] [CrossRef]
- Bharadwaj, P. Van der Pauw Resisitivity Measurement. 2017. Available online: https://www.researchgate.net/publication/314402032 (accessed on 22 September 2021).
- PapiertechnischeStiftung. PTS-Methode PTS-RH 021_2012 Testing of raw materials, pulps and additives of paper manufacture. In GROßMANN, H.J.; PTS: Heidenau, Germany, 2012. [Google Scholar]
- Machiels, J.; Verma, A.; Appeltans, R.; Buntinx, M.; Ferraris, E.; Deferme, W. Printed Electronics (PE) As An enabling Technology To Realize Flexible Mass Customized Smart Applications. Procedia CIRP 2021, 96, 115–120. [Google Scholar] [CrossRef]
- Lin, Y.; Gritsenko, D.; Liu, Q.; Lu, X.; Xu, J. Recent Advancements in Functionalized Paper-Based Electronics. ACS Appl. Mater. Interfaces 2016, 8, 20501–20515. [Google Scholar] [CrossRef]
- Lee, S.; Yoon, G.H. Moisture transport in paper passing through the fuser nip of a laser printer. Cellulose 2017, 24, 3489–3501. [Google Scholar] [CrossRef]
- Reenaers, D.; Marchal, W.; Biesmans, I.; Nivelle, P.; D’Haen, J.; Deferme, W. Layer Morphology and Ink Compatibility of Silver Nanoparticle Inkjet Inks for Near-Infrared Sintering. Nanomaterials 2020, 10, 892. [Google Scholar] [CrossRef] [PubMed]
- Van Rompaey, W.; Machiels, J.; Deferme, W.; Buntinx, M. RFID-Assisted Customer Relationship Application with Hybrid Electronics for Smart Packaging. Bachelor’s Thesis, Faculty of Engineering Technology, Hasselt University and KU Leuven, Diepenbeek, Belgium, 2020; 19p. [Google Scholar]
- Segers, E.; Henckens, Z.; Machiels, J.; Deferme, W.; Buntinx, M. Design and Development of RFID-Assisted Interactive Smart Packaging Demonstrators Using Hybrid Electronics on Fiber-Based Substrates. Master’s Thesis, Faculty of Engineering Technology, Hasselt University and KU Leuven, Diepenbeek, Belgium, 2020; 261p. [Google Scholar]
- Buntinx, M.; Machiels, J.; Segers, E.; Henckens, Z.; Van Rompaey, W.; Adons, D.; Appeltans, R.; Wim, D. PAPERONICS: Design and development of HF RFID-assisted smart packaging using hybrid electronics on paper substrates. In Proceedings of the 30th IAPRI Member Virtual Conference, East Lansing, MI, USA, 15–17 June 2021; p. 617. [Google Scholar]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. The Role of Buckling in the Estimation of Compressive Strength of Corrugated Cardboard Boxes. Materials 2020, 13, 4578. [Google Scholar] [CrossRef] [PubMed]
- García-Arca, J.; Comesaña-Benavides, J.A.; González-Portela Garrido, A.T.; Prado-Prado, J.C. Rethinking the Box for Sustainable Logistics. Sustainability 2020, 12, 1870. [Google Scholar] [CrossRef] [Green Version]
- McKee, R.C.; Gander, J.W.; Wachuta, J.R. Compression strength formula for corrugated boxes. Paperboard Packag. 1963, 48, 149–159. [Google Scholar]
- Garbowski, T.; Gajewski, T.; Grabski, J.K. Estimation of the Compressive Strength of Corrugated Cardboard Boxes with Various Openings. Energies 2021, 14, 155. [Google Scholar] [CrossRef]
- Ostrem, F.E.; Rumerman, M.L. Shock and vibration Transportation Design Criteria Manual. General American Research Division. Prepared for National Aeronautics and Space Administration. 1965; Volume 66, p. 34681. Available online: https://ntrs.nasa.gov/api/citations/19660025391/downloads/19660025391.pdf (accessed on 22 September 2021).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paper Substrates * | Supplier | Ra (nm) | Air Permeance (mL/min) | Sheet Resistance (mΩ/sq) | |
|---|---|---|---|---|---|
| Orgacon | Loctite | ||||
| p_e:smart paper type 2 | Felix Schoeller | 114 ± 15 | 13 ± 1 | 24 ± 1 | 10 ± 1 |
| Parade Label A | Sappi | 315 ± 66 | impermeable | 21 ± 5 | 14 ± 1 |
| Incada Exel | Iggesund Paperboard | 351 ± 75 | 28 ± 1 | 15 ± 1 | 13 ± 3 |
| Koehler TypE | Koehler Paper Group | 360 ± 50 | 0.2 ± 0.1 | 25 ± 1 | 26 ± 1 |
| Algro Baress | Sappi | 404 ± 103 | 0.6 ± 0.1 | 22 ± 1 | 14 ± 1 |
| Magno Satin | Sappi | 424 ± 24 | 0.2 ± 0.1 | 28 ± 6 | 32 ± 2 |
| Silvaboard | Smurfit Kappa | 486 ± 43 | 20 ± 1 | 9 ± 1 | 14 ± 1 |
| PG90 | Grünperga | 555 ± 93 | impermeable | 28 ± 1 | 19 ± 1 |
| UPM Finesse Premium Silk H 90 | UPM | 623 ± 94 | impermeable | 11 ± 1 | 11 ± 1 |
| Rochcoat | Rembrandt Verpakking | 687 ± 155 | 32 ± 1 | 16 ± 1 | 13 ± 1 |
| RHR21 | DS Smith | 898 ± 122 | 10 ± 2 | 27 ± 1 | 21 ± 1 |
| Powercoat XD 125 | Arjowiggins | 1356 ± 76 | 5 ± 1 | 36 ± 1 | 34 ± 4 |
| CoatedPAC LC WTCL140 | DS Smith | 1368 ± 191 | 8 ± 1 | 37 ± 1 | 24 ± 1 |
| Simulation Experiment | Pass/Fail | Observations |
|---|---|---|
| A|Manual handling | Pass | Small, negligible compression damage of bottom corners |
| C|Vehicle stacking | Fail | Measured load (3226 N) ≠ calculated load (3685 N) |
| F|Loose-load vibration | Pass | No deformation of cardboard package |
| E|Vehicle vibration | Pass | No deformation of cardboard package |
| A|Manual handling | Pass | Small, negligible compression damage of top corner |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Machiels, J.; Appeltans, R.; Bauer, D.K.; Segers, E.; Henckens, Z.; Van Rompaey, W.; Adons, D.; Peeters, R.; Geiβler, M.; Kuehnoel, K.; et al. Screen Printed Antennas on Fiber-Based Substrates for Sustainable HF RFID Assisted E-Fulfilment Smart Packaging. Materials 2021, 14, 5500. https://doi.org/10.3390/ma14195500
Machiels J, Appeltans R, Bauer DK, Segers E, Henckens Z, Van Rompaey W, Adons D, Peeters R, Geiβler M, Kuehnoel K, et al. Screen Printed Antennas on Fiber-Based Substrates for Sustainable HF RFID Assisted E-Fulfilment Smart Packaging. Materials. 2021; 14(19):5500. https://doi.org/10.3390/ma14195500
Chicago/Turabian StyleMachiels, Jarne, Raf Appeltans, Dieter Klaus Bauer, Elien Segers, Zander Henckens, Wouter Van Rompaey, Dimitri Adons, Roos Peeters, Marie Geiβler, Katrin Kuehnoel, and et al. 2021. "Screen Printed Antennas on Fiber-Based Substrates for Sustainable HF RFID Assisted E-Fulfilment Smart Packaging" Materials 14, no. 19: 5500. https://doi.org/10.3390/ma14195500
APA StyleMachiels, J., Appeltans, R., Bauer, D. K., Segers, E., Henckens, Z., Van Rompaey, W., Adons, D., Peeters, R., Geiβler, M., Kuehnoel, K., Tempel, L., Weissbach, T., Hübler, A. C., Verma, A., Ferraris, E., Deferme, W., & Buntinx, M. (2021). Screen Printed Antennas on Fiber-Based Substrates for Sustainable HF RFID Assisted E-Fulfilment Smart Packaging. Materials, 14(19), 5500. https://doi.org/10.3390/ma14195500