
Cavitation Effect in Ultrasonic-Assisted Electrolytic In-Process Dressing Grinding of Nanocomposite Ceramics

Abstract
:1. Introduction
2. Mechanism of Ultrasonic Cavitation during UA-ELID Grinding
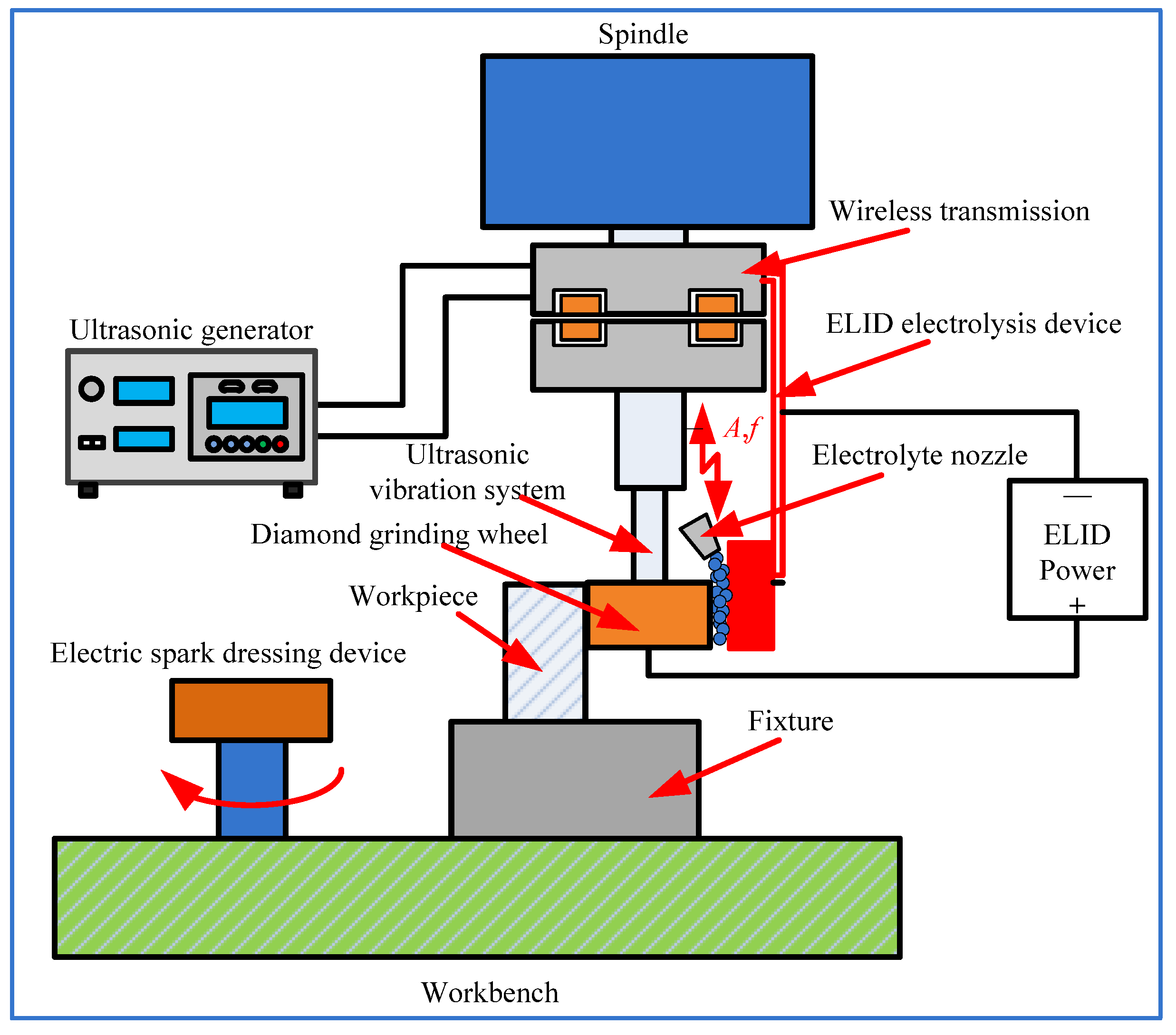
2.1. Principle of UA-ELID Grinding
2.2. Ultrasonic Sound Pressure
- (1)
- Cavitation bubbles maintain a spherical shape throughout their motion.
- (2)
- Cavitation bubbles exist in an infinite space of liquid.
- (3)
- The temperature and density of the surrounding liquid are constant.
- (4)
- The effects of gravity and buoyancy on cavitation bubbles are neglected.
- (5)
- The effect of the chemical reaction on the internal bubble energy is not considered.
- (6)
- The effects of grinding force and grinding disturbance velocity on bubbles are taken into account.
2.3. Collapse of Cavitation Bubbles
2.4. Cavitation Bubble Radius
3. Experiments
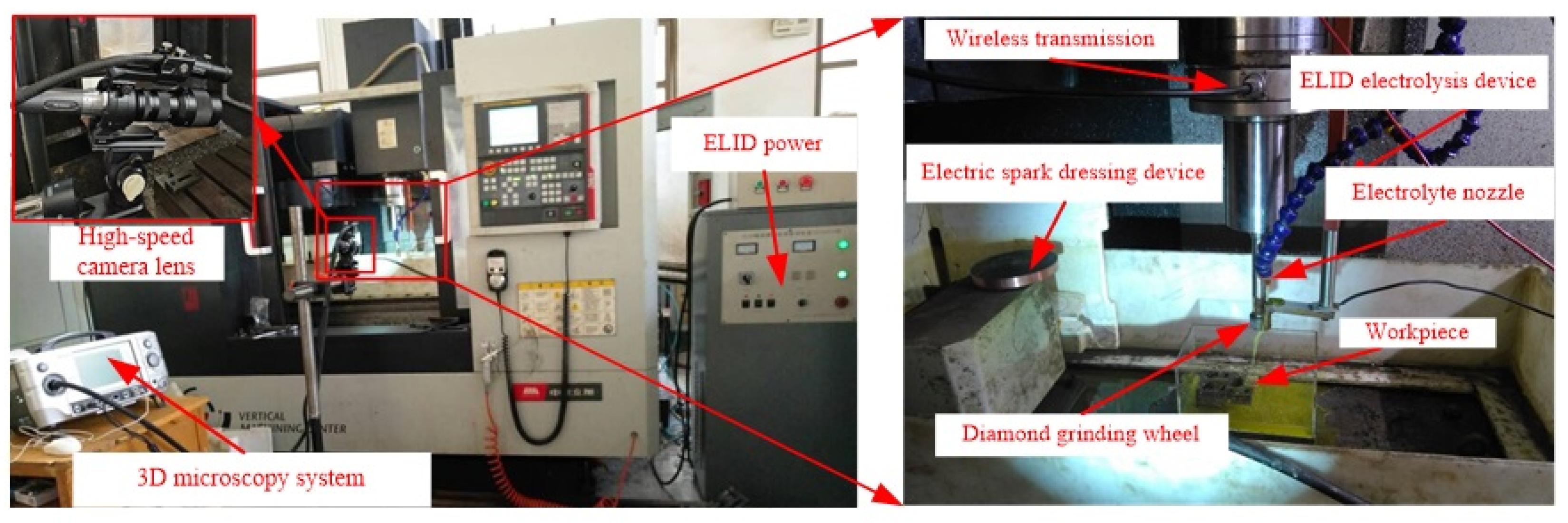
3.1. Experimental Setup and Conditions
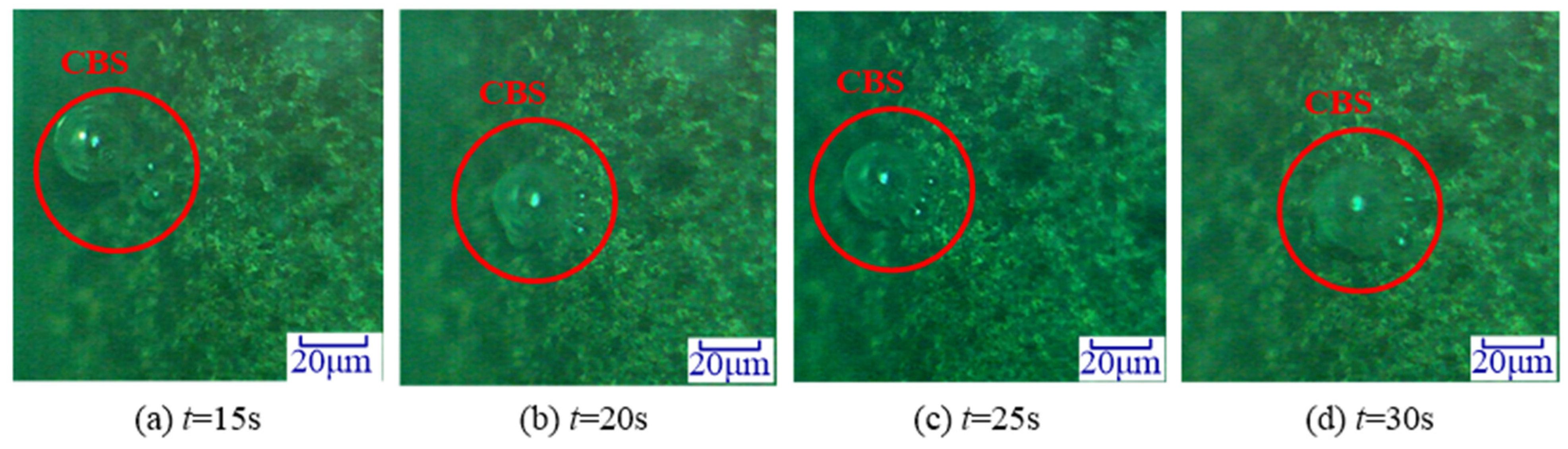
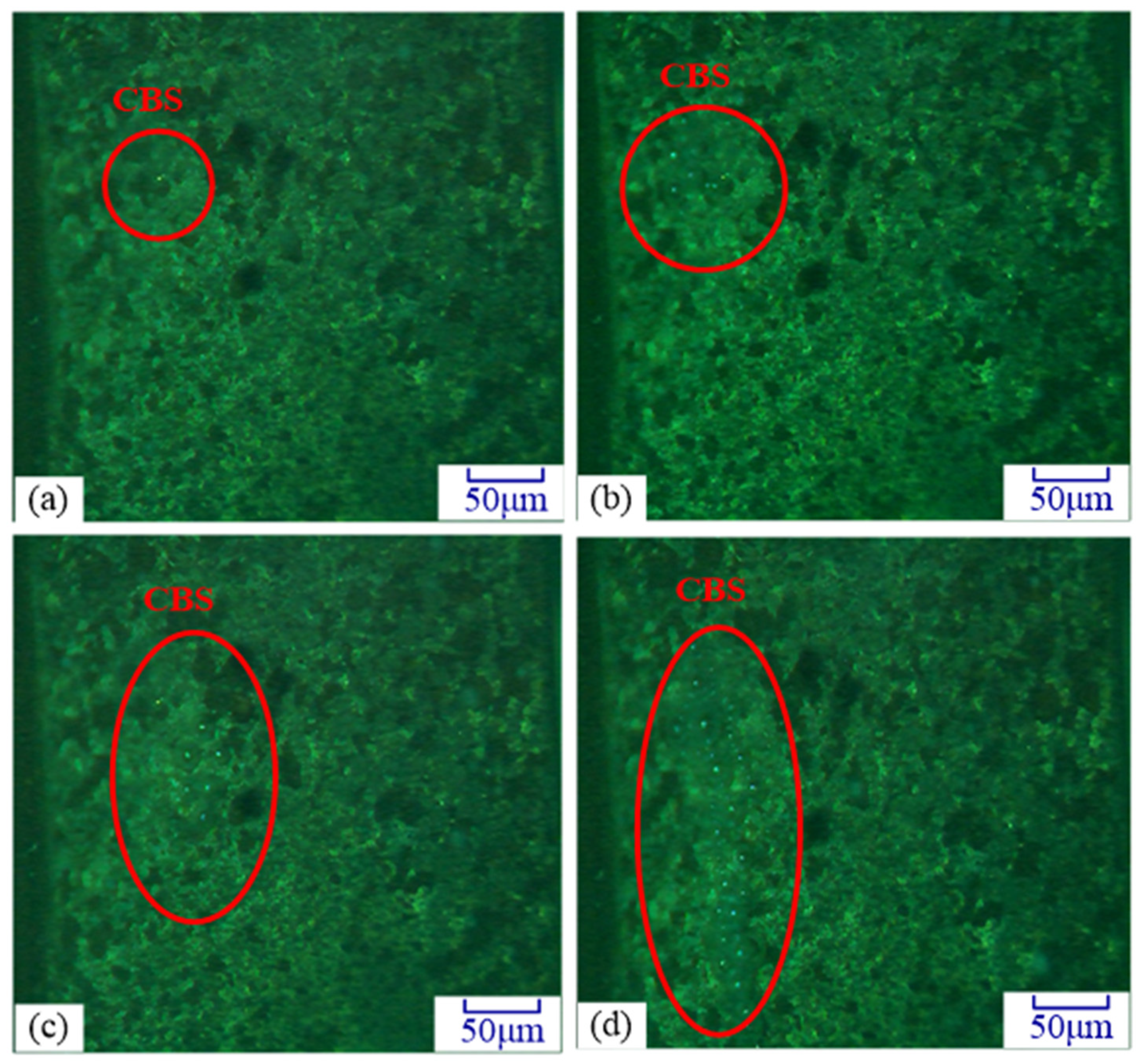
3.2. On-Line Monitoring Cavitation Effect
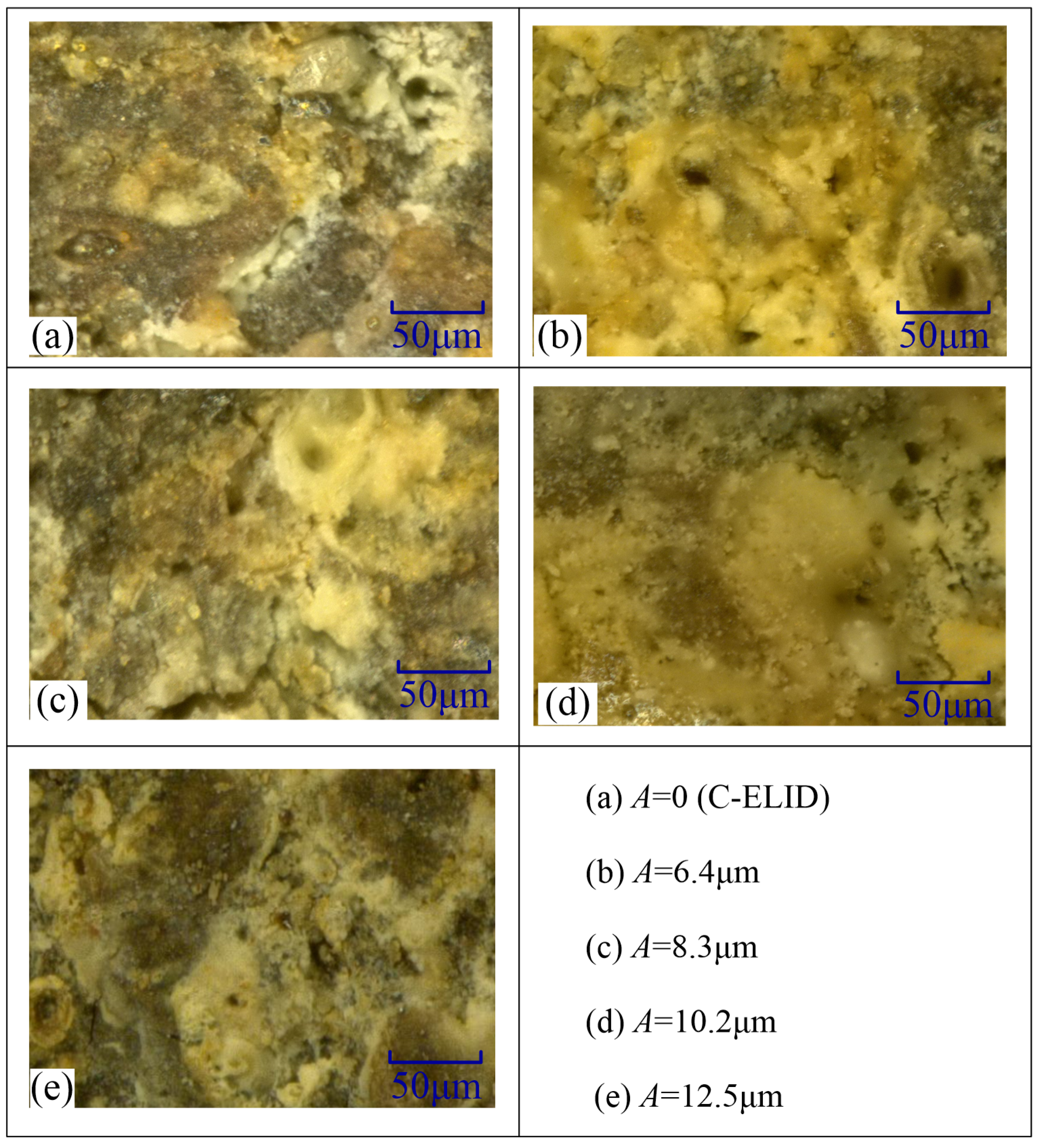
3.3. Effect of Ultrasonic Cavitation on the Oxide Film
4. Results and Discussions
4.1. Dressing Effect of the Grinding Wheel
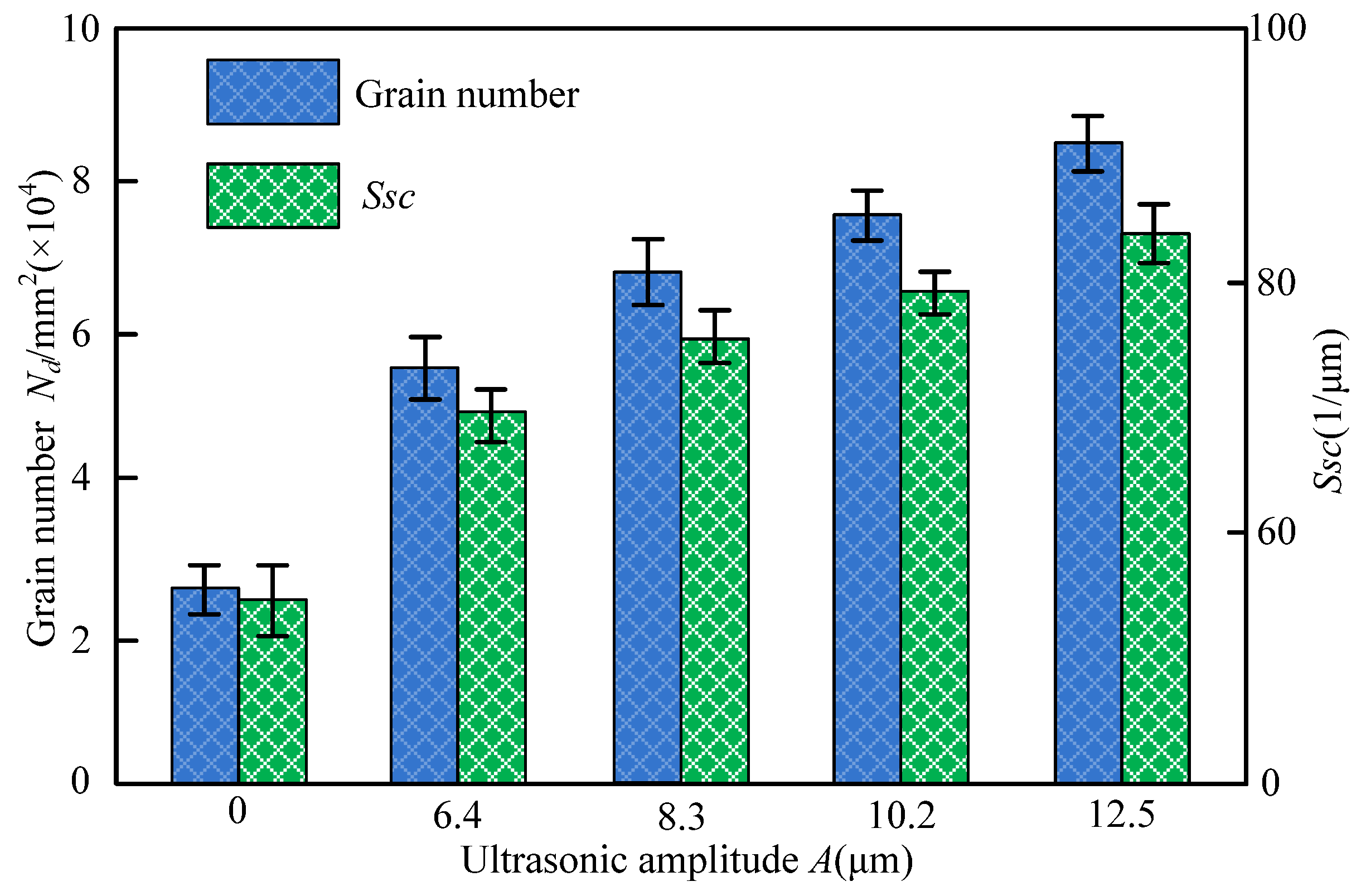
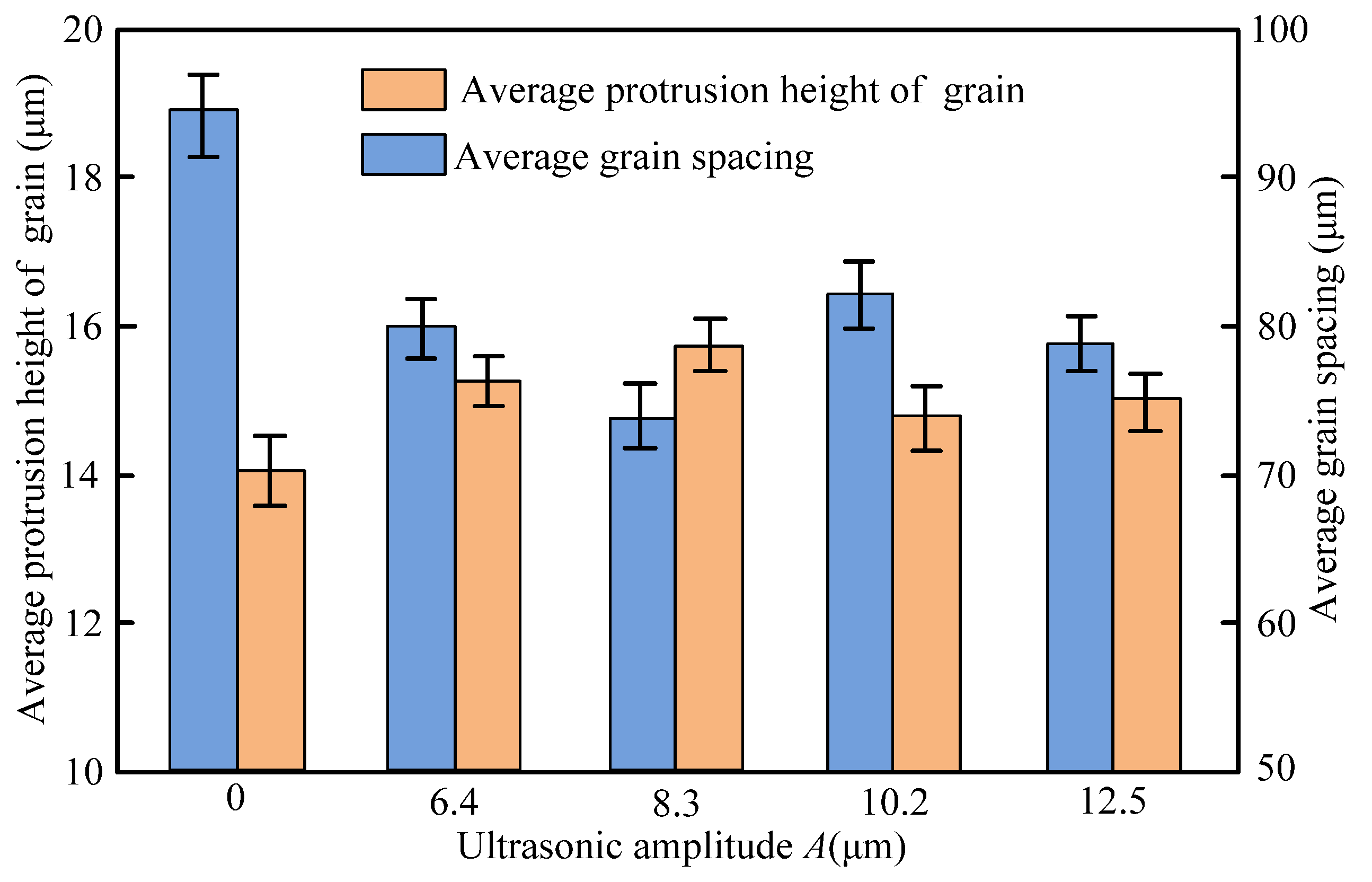
4.1.1. Number and Distribution of Diamond Grains
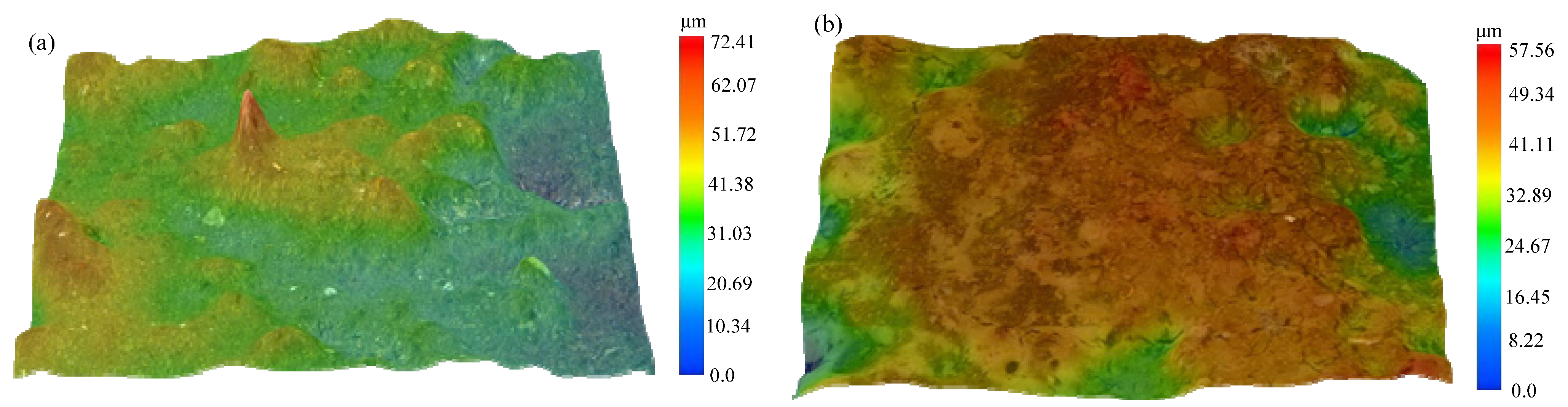
4.1.2. Surface Morphology of the Grinding Wheel
4.1.3. Grinding Wheel Surface
4.2. Grinding Effect of Workpiece
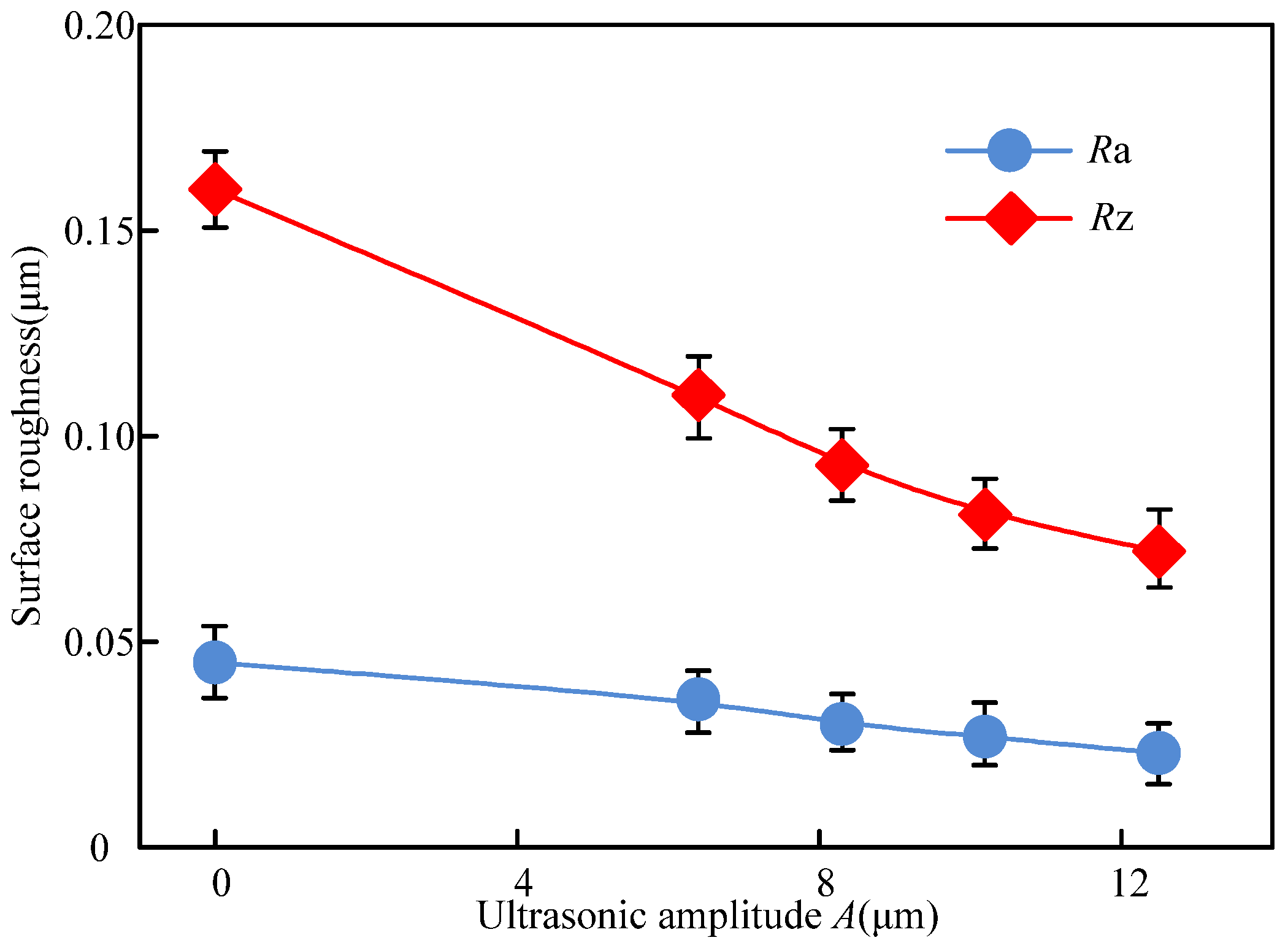
4.2.1. Surface Roughness of the Workpiece
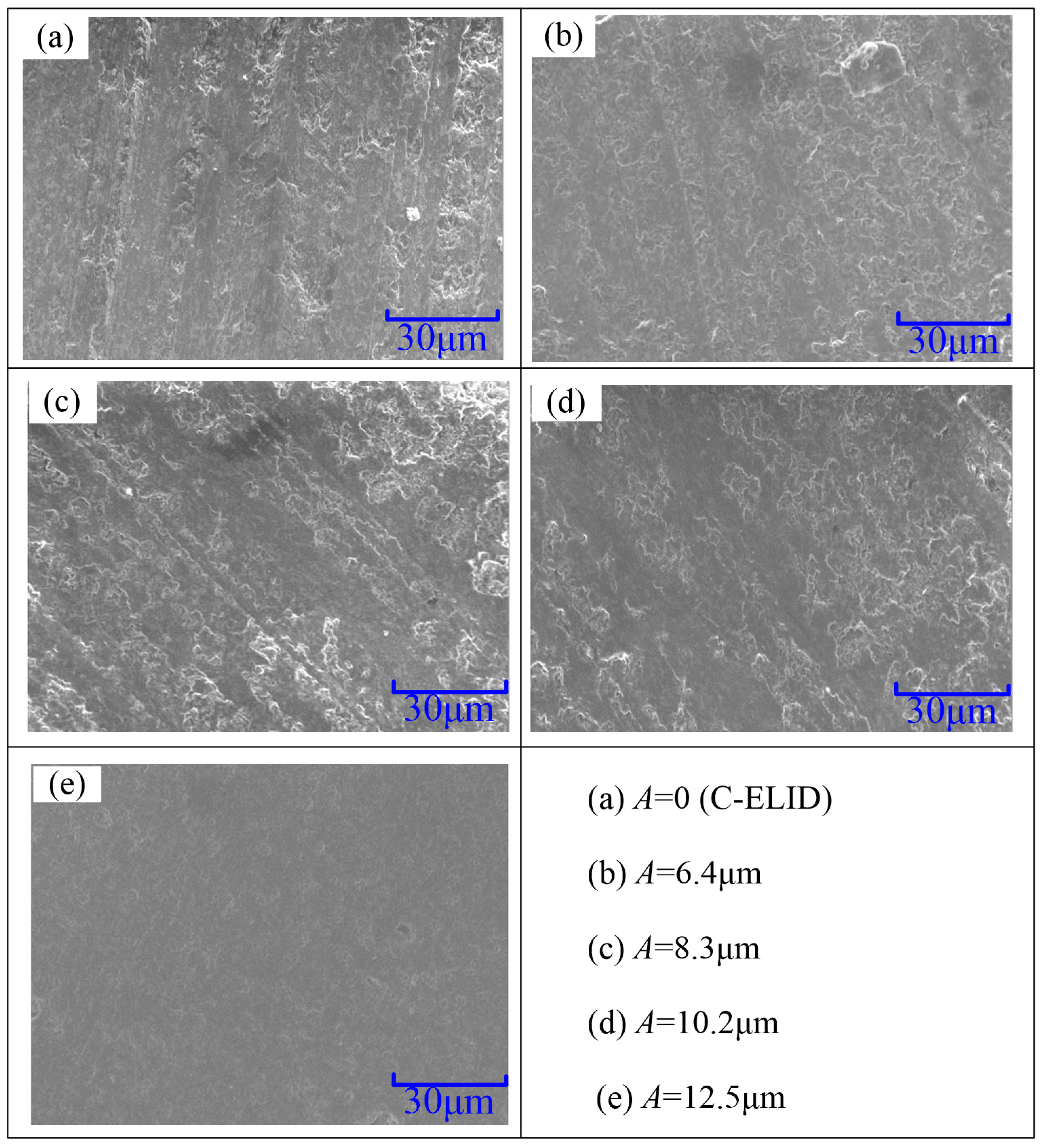
4.2.2. Surface Morphology of Workpiece
4.2.3. Surface Residual Stress of the Workpiece
5. Conclusions
- (1)
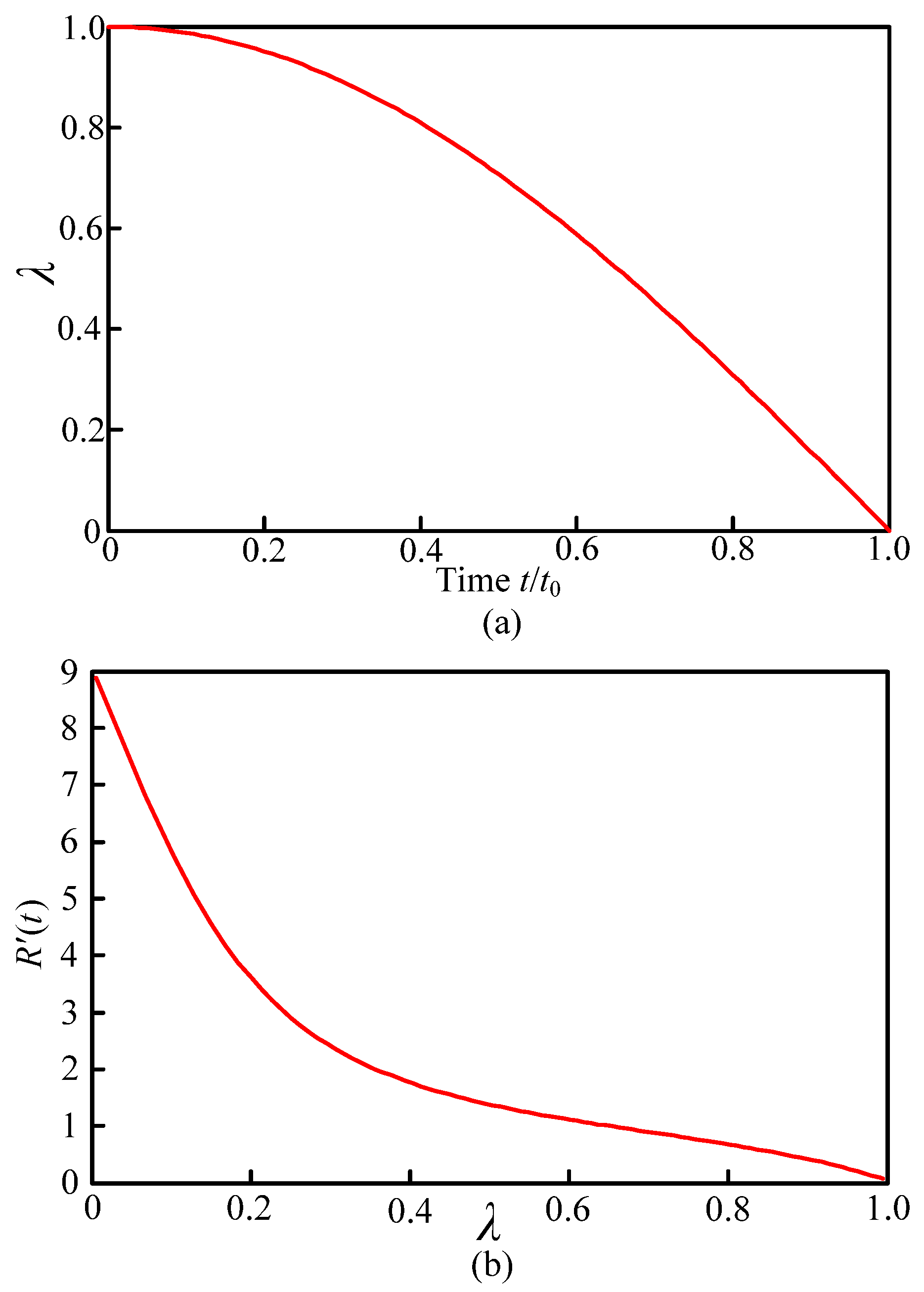
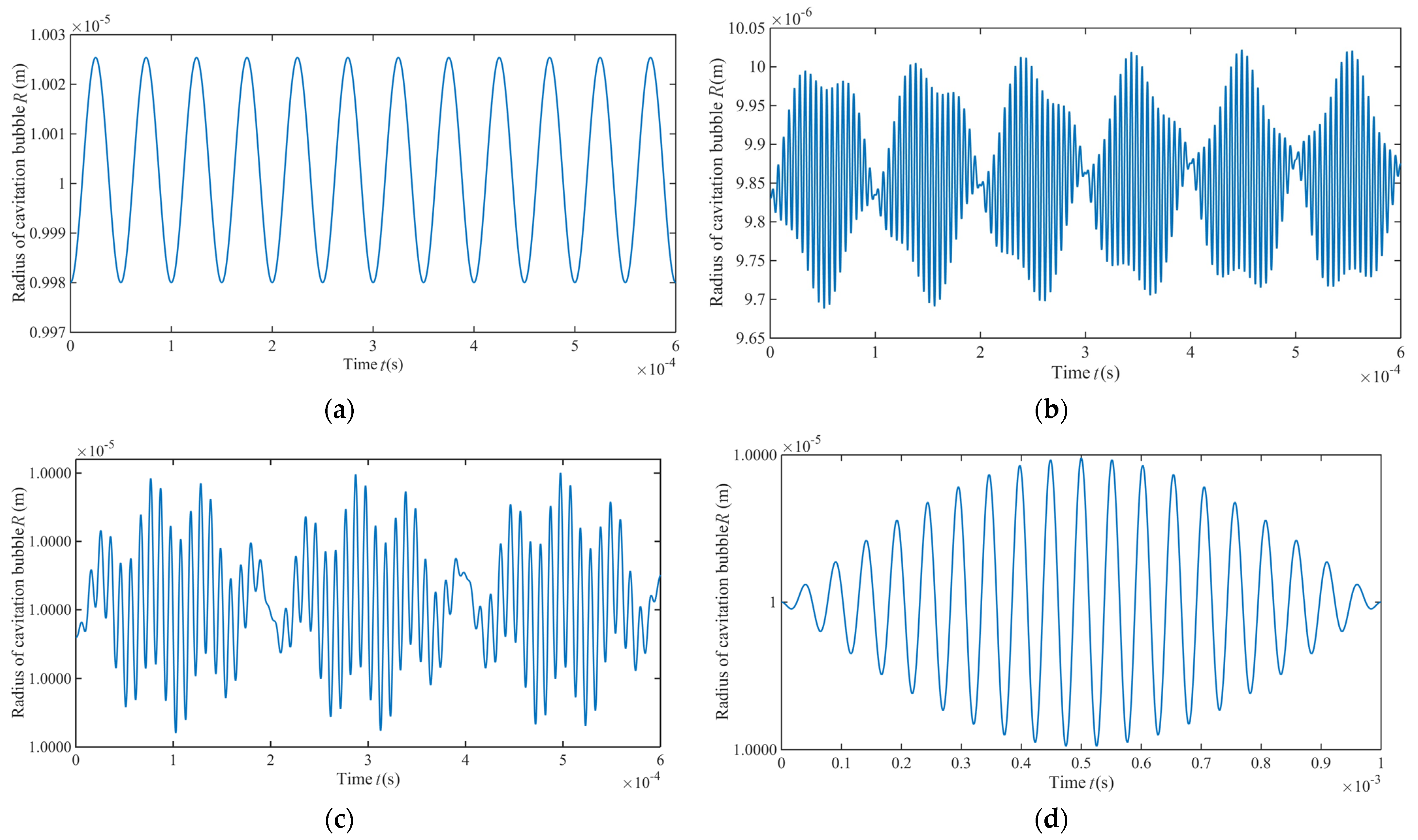
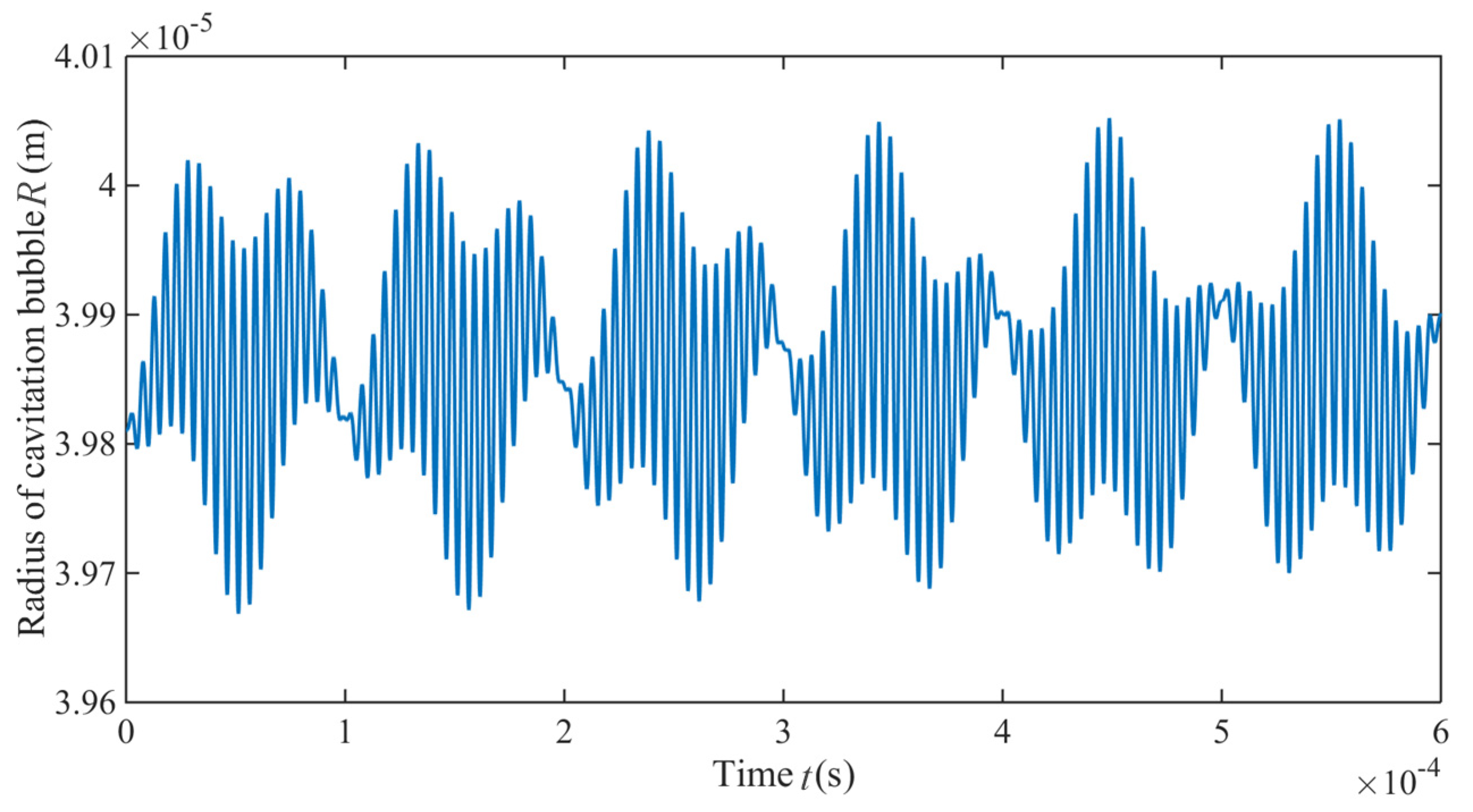
- It was found that the disturbance pressure was higher than the cavitation threshold under the ultrasonic vibration action. The duration of cavitation bubble closure decreased with an increase in its initial radius, and after the complete closure, the velocity of liquid in bubbles would be toward to infinity. Considering the influence of grinding force and grinding disturbance velocity on bubbles, as the processing time continues, the radius of the cavitation bubble changes during cyclical compression and tension, with the eventual decline of its overall value.
- (2)
- It was observed that, during the UA-ELID grinding, the ultrasonic cavitation easily occurred on the grinding wheel surface with the increase of ultrasonic amplitude. Meanwhile, the stronger instantaneous impact force induced by the cavitation bubble collapse would act on the processed surface at the larger ultrasonic amplitude. Combination with the grinding wheel vibration, the cavitation effect could improve the dense and adhesion of oxide film on the grinding wheel surface.
- (3)
- The dressing effect of the grinding wheel was found to be enhanced by the ultrasonic cavitation. With the increase of ultrasonic amplitude, the micro-jet derived from the cavitation bubbles rapid generation and collapse would have a scouring effect on the surface of the grinding wheel. It led to a more homogenous distribution of diamond grains protruding from the grinding wheel surface. Moreover, the number of grains per unit in the UA-ELID grinding increased approximate twice times than that in the C-ELID grinding, and the sharpness of grain was enhanced by 43.2%. The average protrusion height increased by 14.2%, while the average grain spacing decreased by 21.2%.
- (4)
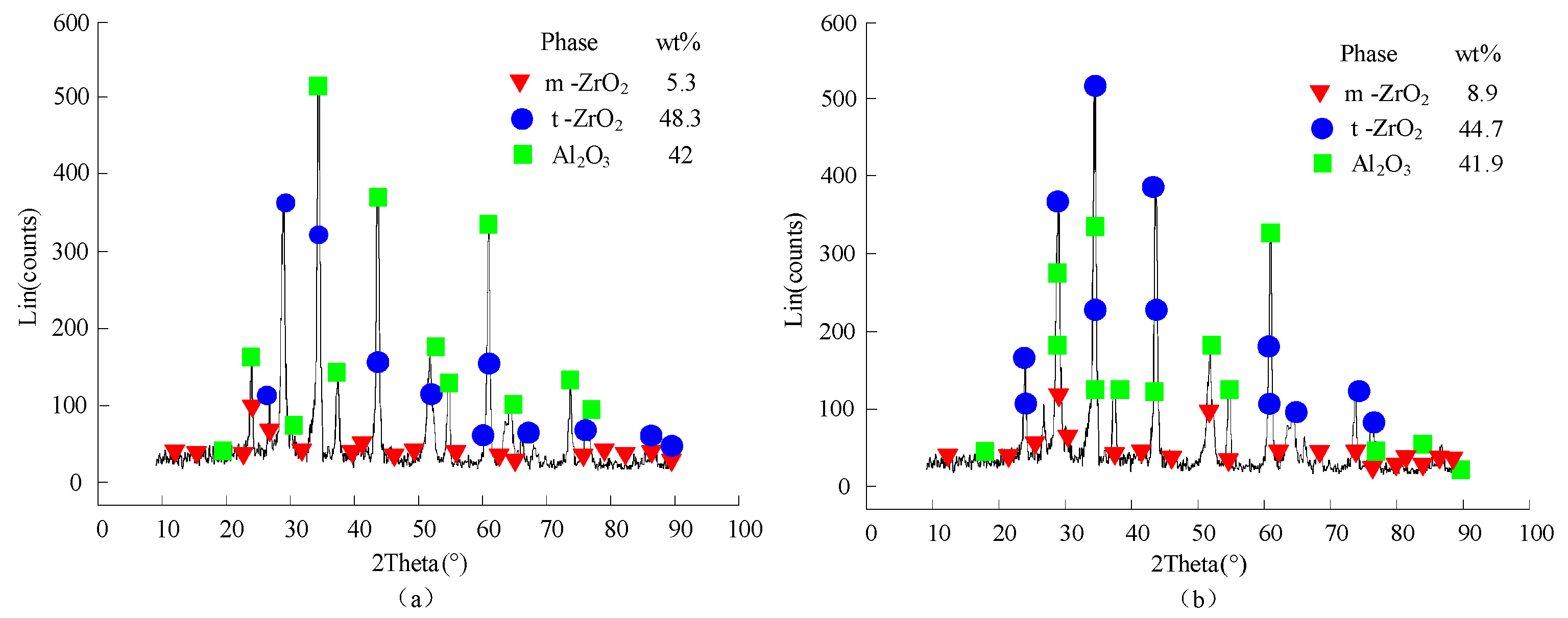
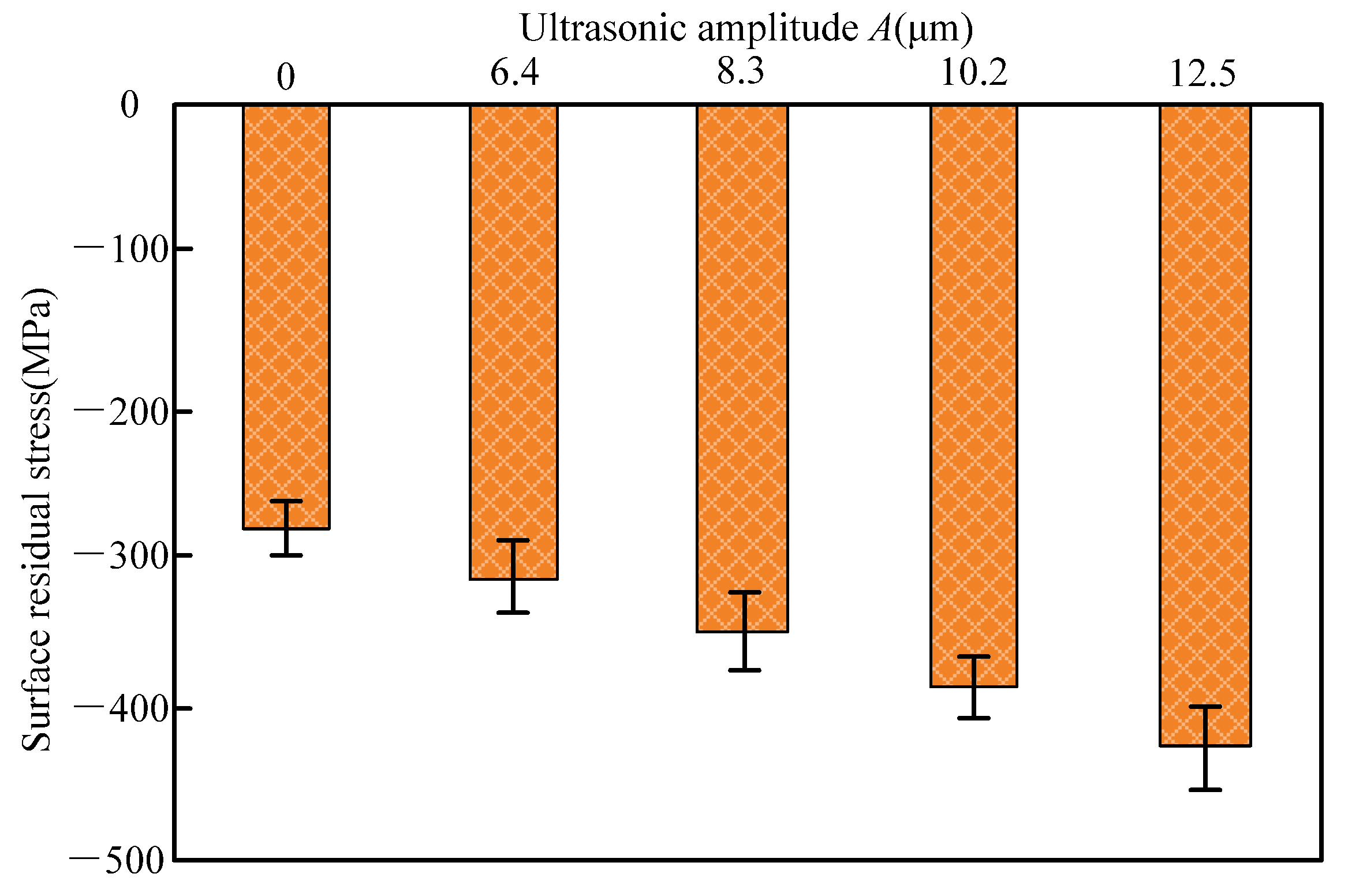
- (4) As compared to the C-ELID grinding, the surface roughness of workpiece Rz and Ra decreased by 54.2% and 46.5% respectively during the UA-ELID grinding. Under the cavitation effect, the mechanism of material removal was changed, and the martensite transformation occurred during processing. Therefore, the material removal by the plastic deformation was enhanced, and the surface quality was improved. Simultaneously, the surface residual compressive stress increased by 44.5%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| UA-ELID | Ultrasonic-assisted electrolytic in-process dressing |
| C-ELID | Conventional electrolytic in-process dressing |
| ZTA | ZrO2-toughened Al2O3 nano-ceramics |
| EMM | Elastic emission machining |
| RUM | Rotary ultrasonic machining |
| MRR | Material removal rate |
| SPH-FEM | Smoothed-particle hydrodynamics and finite element method |
| EDM | Electrical discharge machining |
| 3D | Three-dimensional |
| CBS | Cone-like bubble structure |
| Density of the electrolyte | |
| Disturbance pressure | |
| Disturbance velocity | |
| Ultrasonic amplitude | |
| Axial feed rate of grinding wheel | |
| Ultrasonic frequency | |
| Feed rate of workbench | |
| Bubble radius | |
| Liquid radial speed at the bubble boundary | |
| Potential function | |
| Surrounding pressure acting on the bubble | |
| Standard atmospheric pressure | |
| Grinding pressure | |
| Ultrasound pressure | |
| Vaporized liquid pressure | |
| Surface vertex arithmetic mean curvature |
References
- Wan, L.; Li, L.; Deng, Z.; Deng, Z.; Liu, W. Thermal-mechanical coupling simulation and experimental research on the grinding of zirconia ceramics. J. Manuf. Process. 2019, 47, 41–51. [Google Scholar] [CrossRef]
- Kitzig-Frank, H.; Tawakoli, T.; Azarhoushang, B. Material removal mechanism in ultrasonic-assisted grinding of Al2O3 by single-grain scratch test. Int. J. Adv. Manuf. Technol. 2017, 91, 2949–2962. [Google Scholar] [CrossRef]
- Chen, Y.P.; Cen, Y.K.; Liao, Y.M. A study on the mechanical properties and micro-structure of alumina-zirconia nano-composite infiltrated ceramic. West. China J. Stomatol. 2003, 3, 238–240. [Google Scholar]
- Evans, C.J.; Paul, E.; Dornfeld, D.; Lucca, D.A.; Mullany, B.A. Material removal mechanisms in lapping and polishing. CIRP Ann. Manuf. Technol. 2003, 52, 611–633. [Google Scholar] [CrossRef] [Green Version]
- Dambatta, Y.S.; Sarhan, A.A.D.; Sayuti, M.; Hamdi, M. Ultrasonic assisted grinding of advanced materials for biomedical and aerospace applications-a review. Int. J. Adv. Manuf. Technol. 2017, 92, 1–34. [Google Scholar] [CrossRef]
- Wu, J.; Cong, W.; Williams, R.E.; Pei, Z.J. Dynamic process modeling for rotary ultrasonic machining of alumina. J. Manuf. Sci. Eng. 2011, 133, 041012. [Google Scholar] [CrossRef]
- Zhang, K.; Ren, C.Z.; Yang, L.J.; Li, Q.F.; Jin, X.M. Precision internal grinding of bearing steel based on the state control of oxide layer with electrolytic in-process dressing. J. Mater. Process. Technol. 2012, 212, 1611–1621. [Google Scholar] [CrossRef]
- Murata, J.; Ueno, Y.; Yodogawa, K.; Sugiura, T. Polymer/CeO2-Fe3O4 multicomponent core-shell particles for high-efficiency magnetic-field-assisted polishing processes. Int. J. Mach. Tools Manuf. 2016, 101, 28–34. [Google Scholar] [CrossRef]
- Gao, T.; Zhang, X.P.; Li, C.H.; Zhang, Y.B.; Yang, M.; Jia, D.Z.; Ji, H.J.; Zhao, Y.J.; Li, R.Z.; Yao, P.; et al. Surface morphology evaluation of multi-angle 2D ultrasonic vibration integrated with nanofluid minimum quantity lubrication grinding. J. Manuf. Process. 2020, 51, 44–61. [Google Scholar] [CrossRef]
- Zhang, K.F.; Yu, Y.C.; Wang, W.Z.; Li, H. Experimental study on internal cylindrical grinding of bearing steel with electrolytic in-process dressing grinding. Int. J. Adv. Manuf. Technol. 2015, 81, 1175–1185. [Google Scholar] [CrossRef]
- Chen, F.; Zhao, B.; Jia, X.F.; Wang, X.B. Material removal rate for nano-composite ceramics in ultrasound-aided electrolytic in process dressing. Part C J. Mech. Eng. Sci. 2017, 231, 3987–3998. [Google Scholar] [CrossRef]
- Mo, R.Y.; Lin, S.Y.; Wang, C.H. Methods of study on sound cavitation. Appl. Acoust. 2009, 28, 389–400. [Google Scholar]
- Hosien, M.A.; Selim, S.M. Acoustic detection of cavitation inception. J. Appl. Fluid. Mec. 2017, 10, 31–40. [Google Scholar]
- Chen, H.; Brayman, A.A.; Bailey, M.R. Blood vessel rupture by cavitation. Urol. Res. 2010, 38, 321–326. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liew, P.J.; Yan, J.; Kuriyagawa, T. Fabrication of deep micro-holes in reaction-bonded SiC by ultrasonic cavitation assisted micro-EDM. Int. J. Mach. Tools Manuf. 2014, 76, 13–20. [Google Scholar] [CrossRef]
- Liang, Z.Q.; Ma, Y.; Nie, Q.Q.; Wang, X.B.; Zhou, T.F.; Guo, H.X.; Li, Y.; Chen, J.J. Experimental study on ultrasonic cavitation assisted micro drilling of stainless steel. J. Mech. Eng. 2020, 56, 205–212. [Google Scholar]
- Toh, C.K. The use of ultrasonic cavitation peening to improve micro-burr-free surfaces. Int. J. Adv. Manuf. Technol. 2007, 31, 688–693. [Google Scholar] [CrossRef]
- Xu, W.; Lu, X.; Pan, G.; Lei, Y.; Luo, J. Effects of the ultrasonic flexural vibration on the interaction between the abrasive particles; pad and sapphire substrate during chemical mechanical polishing (CMP). Appl. Surf. Sci. 2011, 257, 2905–2911. [Google Scholar] [CrossRef]
- Ye, L.Z.; Zhu, X.J.; Wang, J.Q.; Guo, C. Cavitation micro-jet impact in ultrasonic honing based on SPH-FEM. J. Vib. Shock. 2016, 35, 72–77. [Google Scholar]
- Liu, Z.; Zhao, B.; Zheng, Y.Y.; Bian, P.Y. Simulation on mechanism of ceramic removal by ultrasonic ELID composite grinding. Ord. Mater. Sci. Eng. 2014, 37, 27–31. [Google Scholar]
- Shao, S.J.; Zhao, B.; Bian, P.Y. Study on the oxide layer characteristics of workpiece ultrasonic vibration and ELID composite plane grinding based on the ultrasonic vibration of nano-ceramic workpieces. J. Synthetic. Cryst. 2016, 45, 217–223. [Google Scholar]
- Zhao, B.; Jia, X.F.; Chen, F.; Wang, X.B. Control model and the experimental study on the ultrasonic vibration-assisted electrolytic in-process dressing internal grinding. Int. J. Adv. Manuf. Technol. 2017, 92, 277–1289. [Google Scholar] [CrossRef]
- Zeqiri, B.; Hodnett, M.; Carroll, A.J. Studies of a novel sensor for assessing the spatial distribution of cavitation activity within ultrasonic cleaning vessels. Ultrasonics 2006, 44, 73–82. [Google Scholar] [CrossRef] [PubMed]
- Plesset, M.S.; Zwick, S.A. Bubble dynamics and cavitation. Ann. Rev. Fluid. 1977, 9, 145–148. [Google Scholar] [CrossRef]
- Chen, F. Mechanism Research on in-Process Dressing of Grinding Wheel in Ultrasound-Aided ELID Grinding. Ph.D. Thesis, Henan Polytechnic University, Jiaozuo, China, 2017. [Google Scholar]
- Liu, G.D.; Zhu, X.J.; Guo, C. Research on modelling and simulation of cavitation sound field in the grinding zone of the power ultrasonic honing. Acta. Acust. 2013, 38, 663–668. [Google Scholar]
- Guo, C.; Zhu, X.J.; Wang, J.Q.; Ye, L.Z. Velocity analysis for collapsing cavitation bubble near a rigid wall under an ultrasound field. Acta Phys. Sin. 2016, 65, 044304. [Google Scholar]
- Plesset, M.S.; Chapman, R.B. Collapse of an initially spherical vapour cavity in the neighbourhood of a solid boundary. J. Fluid. Mech. 1971, 47, 283–290. [Google Scholar] [CrossRef] [Green Version]
- Guo, C. Dynamics and Nonlinear Vibrations of Cavitation Bubbles of Grinding Fluid under Ultrasonic Vibration Honing. Ph.D. Thesis, North University of China, Taiyuan, China, 2016. [Google Scholar]
- Shen, Z.Z. Dynamical behaviors of cavitation bubble under acoustic standing wave field. Acta Phys. Sin. 2015, 64, 288–295. [Google Scholar]
- Ye, L.Z.; Zhu, X.J.; Liu, Y. Numerical study on dual-frequency ultrasonic enhancing cavitation effect based on bubble dynamic evolution. Ultrason. Sonochem. 2019, 59, 104744. [Google Scholar] [CrossRef]
- Tong, J.L.; Chen, P.; Zhao, J.S.; Zhao, B. Fracture test of nanocomposite ceramics under ultrasonic vibration based on nonlocal theory. Ceram. Int. 2019, 45, 20945–20953. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Parameters | Value |
|---|---|---|
| Grinding wheel | Material | Cast iron bond diamond wheel |
| Concentration | 100% | |
| Model | W40 | |
| Outer diameter (mm) | 25 | |
| Width (mm) | 17 | |
| Grinding liquid | The ratio of mother liquid to distilled water | 1:50 |
| Triming | Voltage (V) | 120 |
| Rotating speed (r/min) | 1000 | |
| Workpiece | Length × width × height (mm3) | 16 × 16 × 8 |
| Wheel speed (m/s) | 2.6 | |
| Grinding parameters | Grinding depth (μm) | 3 |
| Feed rate (mm/min) | 100 | |
| Ultrasonic parameters | Frequency (kHz) | 25.3 |
| Amplitude (μm) | 0, 6.4, 8.3, 10.2, 12.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Chen, F.; Bie, W.; Zhao, B.; Fu, Z.; Wang, X. Cavitation Effect in Ultrasonic-Assisted Electrolytic In-Process Dressing Grinding of Nanocomposite Ceramics. Materials 2021, 14, 5611. https://doi.org/10.3390/ma14195611
Li G, Chen F, Bie W, Zhao B, Fu Z, Wang X. Cavitation Effect in Ultrasonic-Assisted Electrolytic In-Process Dressing Grinding of Nanocomposite Ceramics. Materials. 2021; 14(19):5611. https://doi.org/10.3390/ma14195611
Chicago/Turabian StyleLi, Guangxi, Fan Chen, Wenbo Bie, Bo Zhao, Zongxia Fu, and Xiaobo Wang. 2021. "Cavitation Effect in Ultrasonic-Assisted Electrolytic In-Process Dressing Grinding of Nanocomposite Ceramics" Materials 14, no. 19: 5611. https://doi.org/10.3390/ma14195611
APA StyleLi, G., Chen, F., Bie, W., Zhao, B., Fu, Z., & Wang, X. (2021). Cavitation Effect in Ultrasonic-Assisted Electrolytic In-Process Dressing Grinding of Nanocomposite Ceramics. Materials, 14(19), 5611. https://doi.org/10.3390/ma14195611