
Integrating Electronics to Textiles by Ultrasonic Welding for Cable-Driven Applications for Smart Textiles

 ,
,  , , and
, , and
Abstract
:1. Introduction
1.1. Smart Textiles and Level of Integration
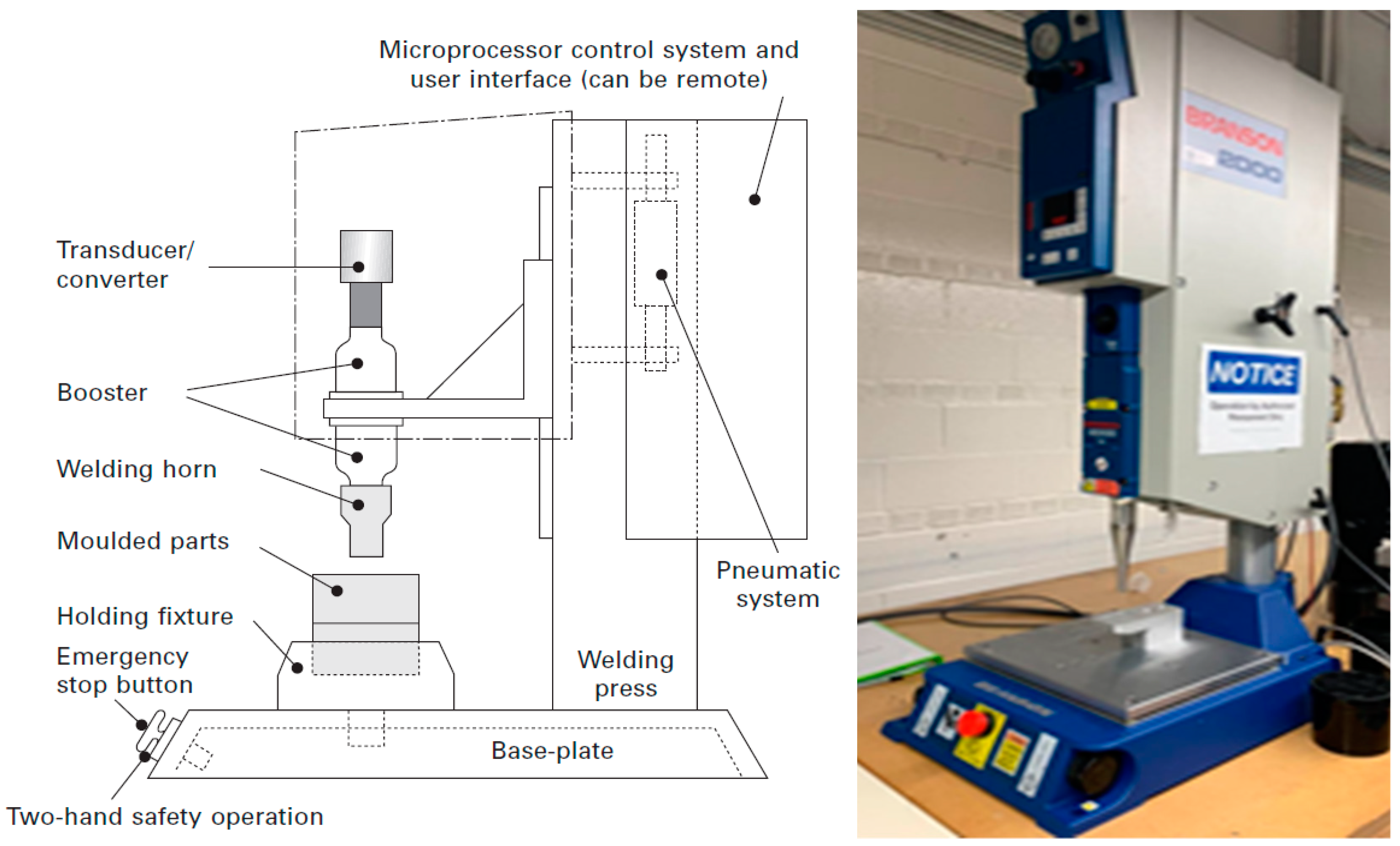
1.2. Ultrasonic Welding as an Integration Technique for Smart Textiles
2. Materials and Methods
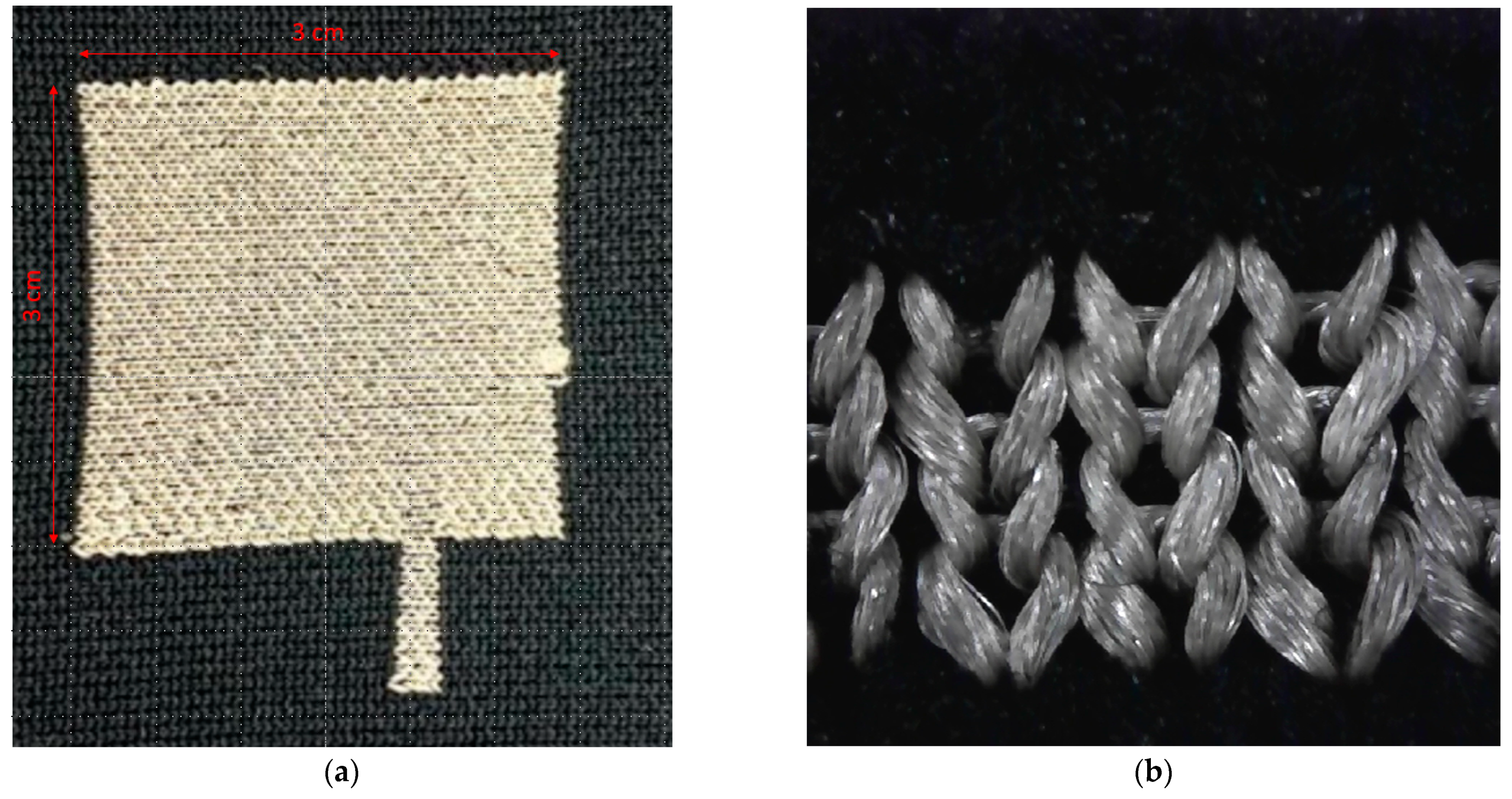
2.1. Sample Preparation in Knitting
2.2. Test Scenarios
2.2.1. Electrical Properties: Contact Resistance Test
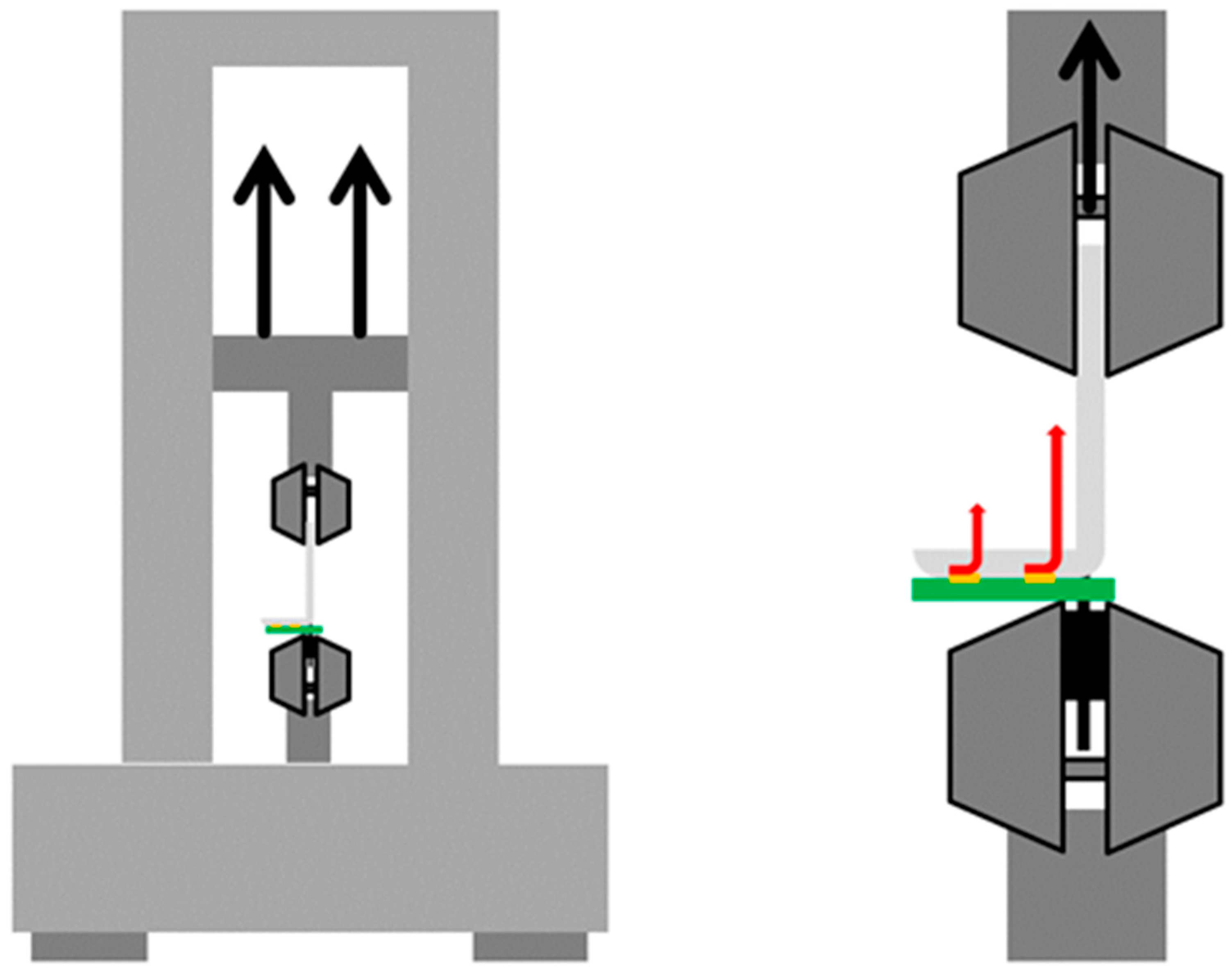
2.2.2. Mechanical Properties: Peeling Test
3. Results and Discussion
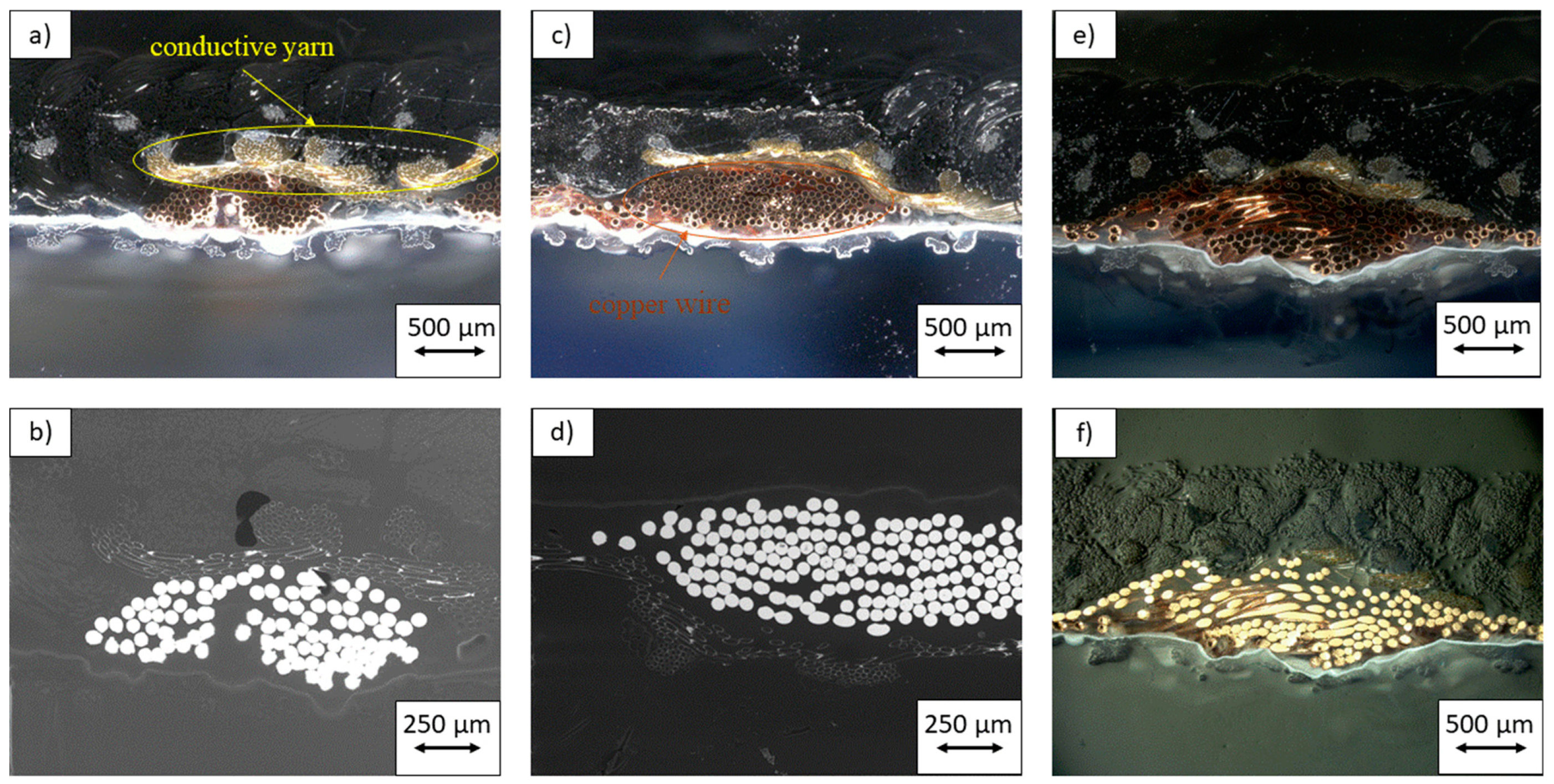
3.1. Optical Properties: Microsection
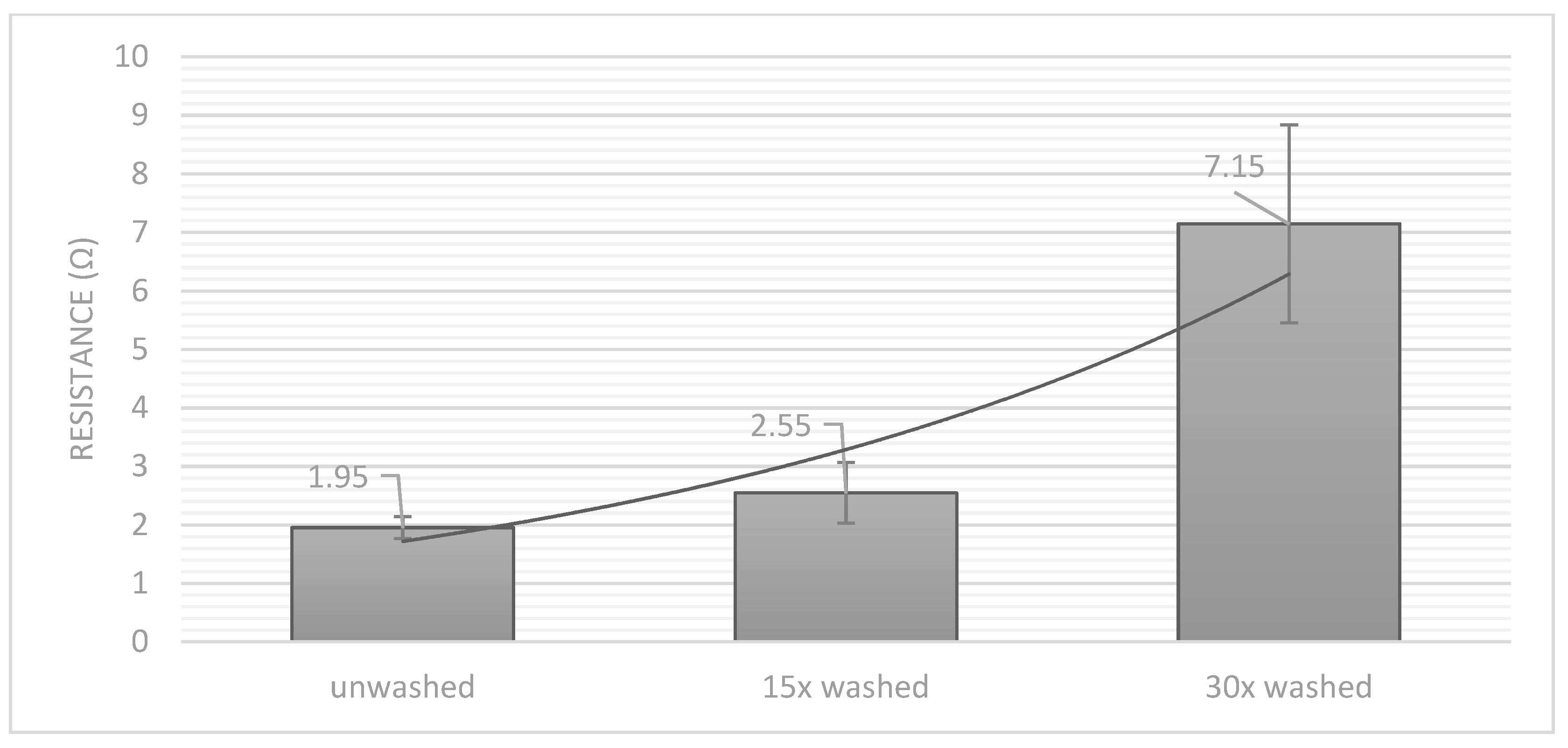
3.2. Electrical Properties: Contact Resistance Test
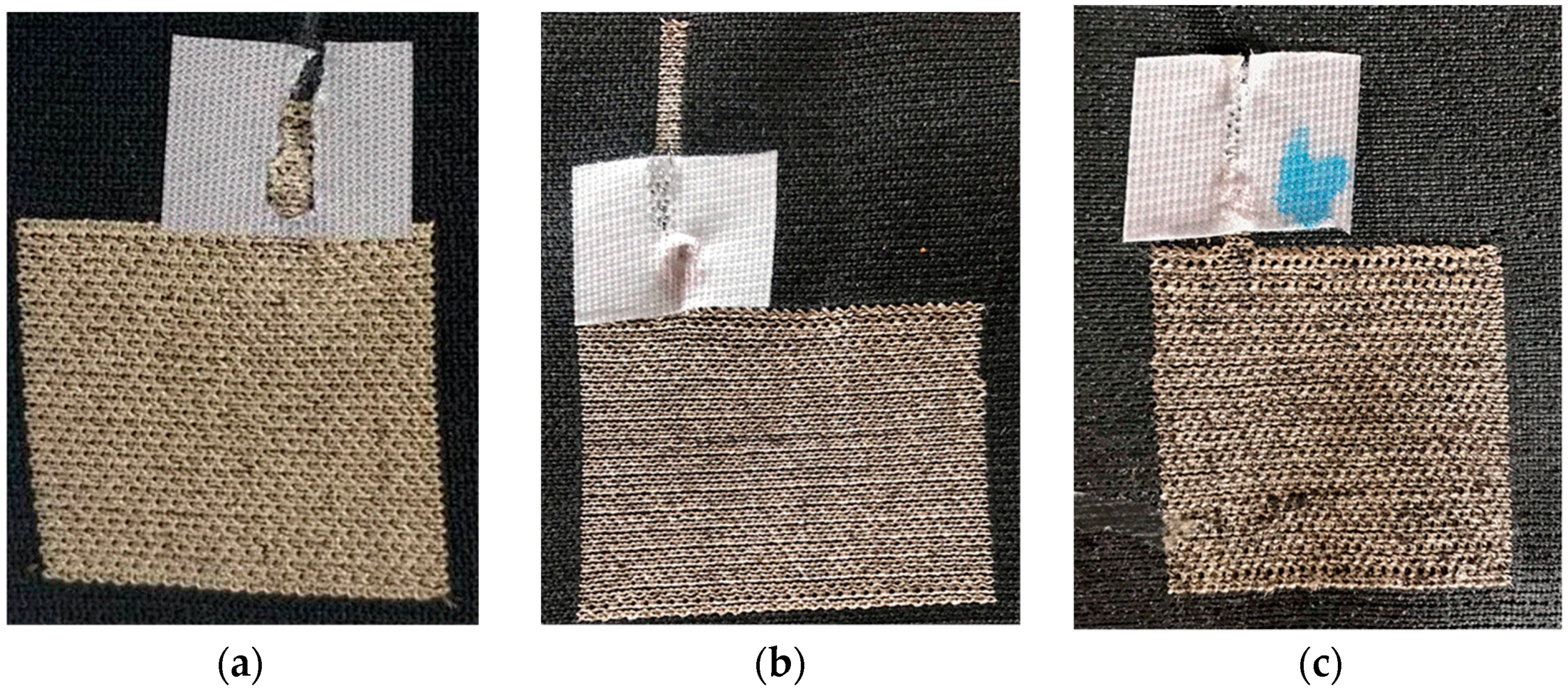
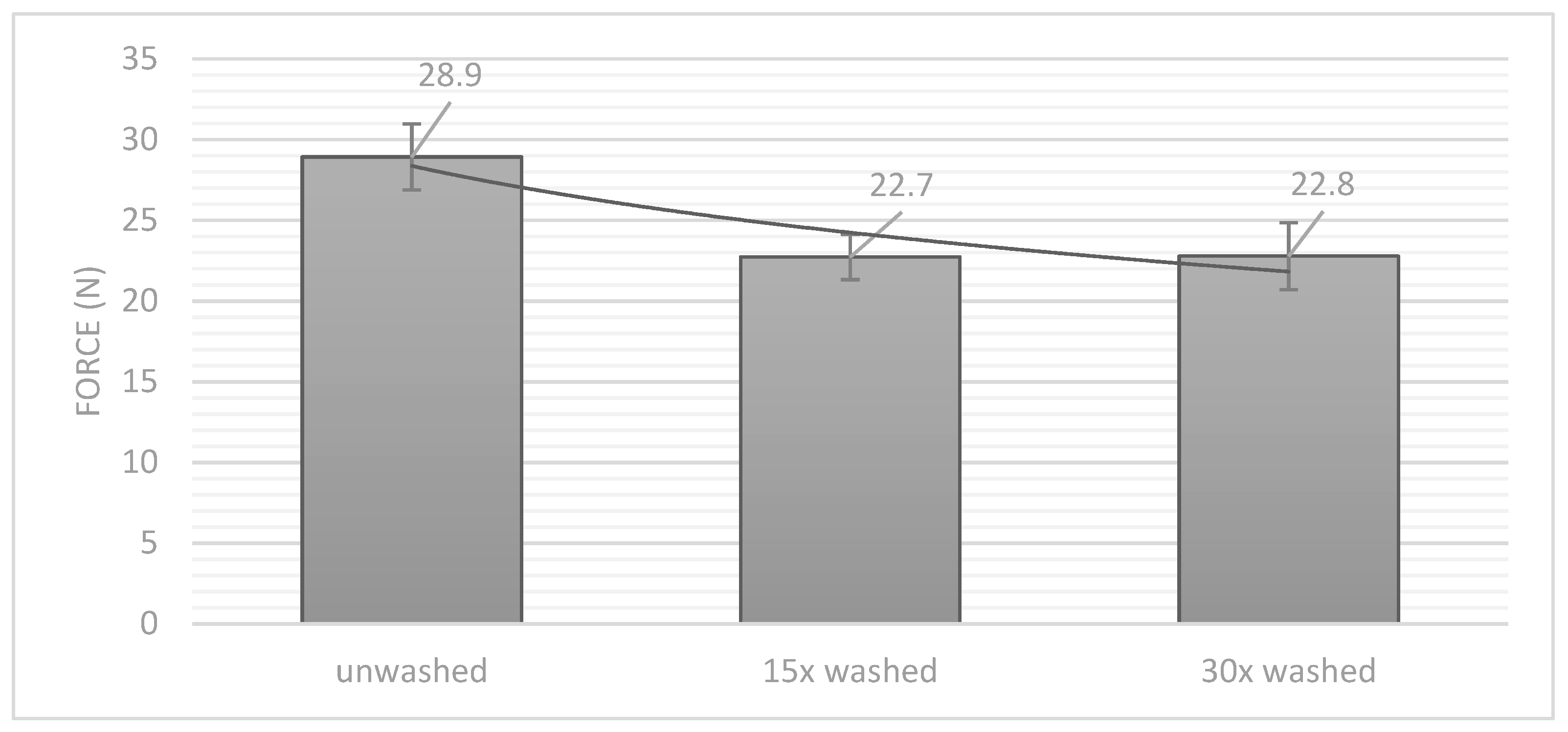
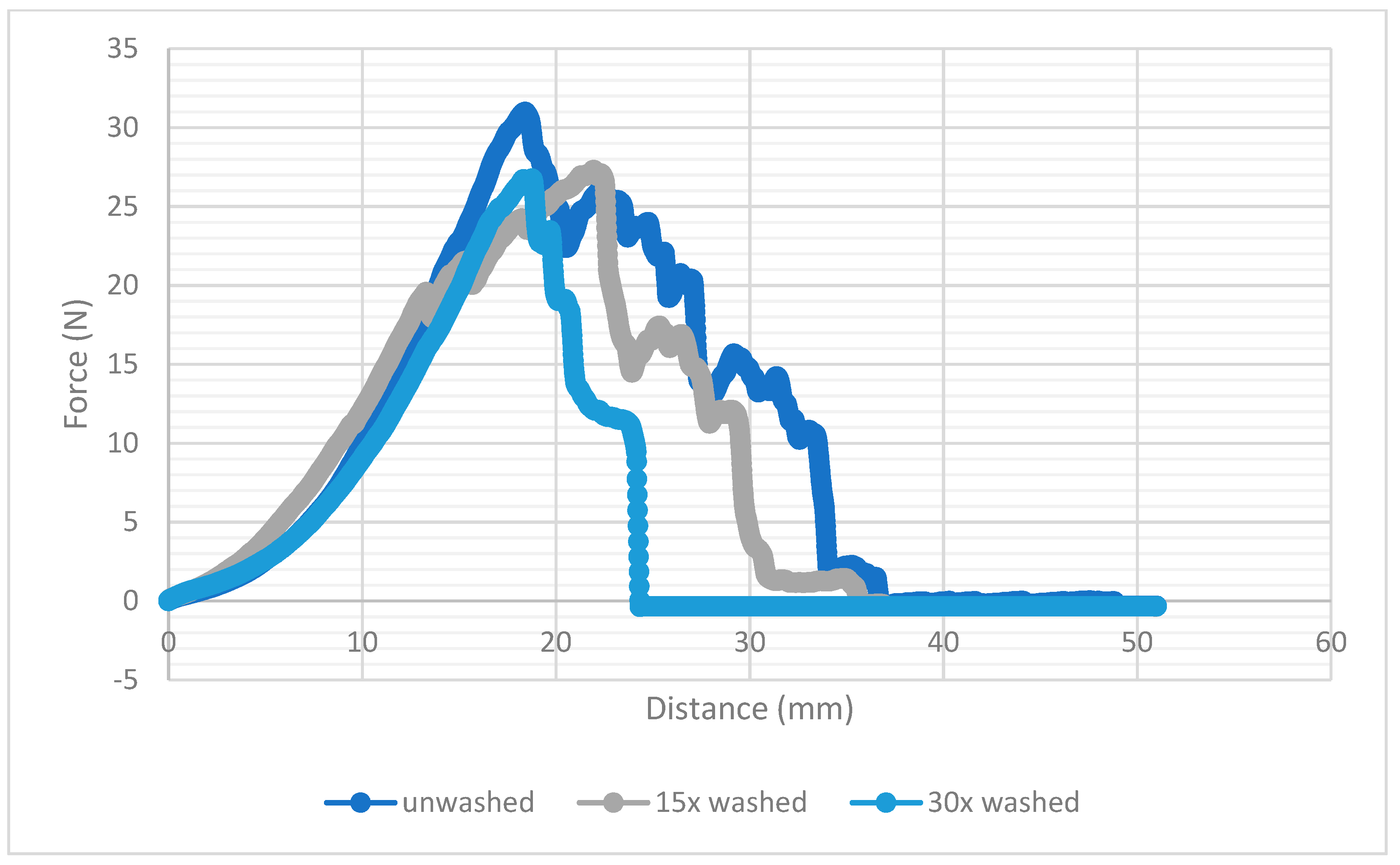
3.3. Mechanical Properties: Peeling Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Maity, S.; Singha, K.; Pandit, P. 10-Advanced applications of green materials in wearable e-textiles. In Applications of Advanced Green Materials; Woodhead Publishing in Materials; Ahmed, S., Ed.; Woodhead Publishing: Shaxton, UK, 2021; pp. 239–263. Available online: https://www.sciencedirect.com/science/article/pii/B9780128204849000106 (accessed on 10 August 2021).
- Hayward, J. E-textiles and Smart Clothing 2020–2030: Technologies, Markets and Players: A Comprehensive Review of Materials, Processes, Components, Products and the Global Market. Available online: https://www.idtechex.com/de/research-report/e-textiles-and-smart-clothing-2020-2030-technologies-markets-and-players/735 (accessed on 10 August 2021).
- Ohnemus, J. FashionTech-Smart Textiles: Kurzexpertise im Auftrag des BMWi; ZEW: Mannheim, Germany, 2018. [Google Scholar]
- Ismar, E.; Bahadir, S.K.; Kalaoglu, F.; Koncar, V. Futuristic Clothes: Electronic Textiles and Wearable Technologies. Glob. Chall. 2020, 4, 1900092. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zaman, S.U.; Tao, X.; Cochrane, C.; Koncar, V. Market readiness of smart textile structures-reliability and washability. IOP Conf. Ser. Mater. Sci. Eng. 2018, 459, 012071. [Google Scholar] [CrossRef]
- Tseghai, G.; Malengier, B.; Fante, K.; Nigusse, A.; Van Langenhove, L. Integration of Conductive Materials with Textile Structures, an Overview. Sensors 2020, 20, 6910. [Google Scholar] [CrossRef] [PubMed]
- Cherenack, K.; Van Pieterson, L. Smart textiles: Challenges and opportunities. J. Appl. Phys. 2012, 112, 091301. [Google Scholar] [CrossRef] [Green Version]
- Bonaldi, R.R. Electronics used in high-performance apparel—Part ½. In The Textile Institute Book Series, High-Performance Apparel: Materials, Development, and Applications; McLoughlin, J., Sabir, T., Eds.; Woodhead Publishing: Oxford, UK, 2018; pp. 245–284. [Google Scholar]
- Gonçalves, C.; Da Silva, A.F.; Gomes, J.; Simoes, R. Wearable E-Textile Technologies: A Review on Sensors, Actuators and Control Elements. Inventions 2018, 3, 14. [Google Scholar] [CrossRef] [Green Version]
- Bhattacharya, R.; Van Pieterson, L.; Van Os, K. Improving conduction and mechanical reliability of woven metal interconnects. IEEE Trans. Components Packag. Manuf. Technol. 2011, 2, 165–168. [Google Scholar] [CrossRef]
- Sanchez, V.; Walsh, C.J.; Wood, R.J. Soft Robotics: Textile Technology for Soft Robotic and Autonomous Garments (Adv. Funct. Mater. 6/2021). Adv. Funct. Mater. 2021, 31, 2170041. [Google Scholar] [CrossRef]
- Seyedin, S.; Zhang, P.; Naebe, M.; Qin, S.; Chen, J.; Wang, X.; Razal, J.M. Textile strain sensors: A review of the fabrication technologies, performance evaluation and applications. Mater. Horiz. 2018, 6, 219–249. [Google Scholar] [CrossRef]
- McKnight, M.; Agcayazi, T.; Ghosh, T.; Bozkurt, A. Chapter 8-Fiber-Based Sensors: Enabling Next-Generation Ubiquitous Textile Systems. In Wearable Technology in Medicine and Health Care; Tong, R.K.-Y., Ed.; Academic Press: Cambridge, MA, USA, 2018; pp. 153–171. Available online: https://www.sciencedirect.com/science/article/pii/B9780128118108000087 (accessed on 10 August 2021).
- Popov, D.; Gaponov, I.; Ryu, J.-H. Portable Exoskeleton Glove With Soft Structure for Hand Assistance in Activities of Daily Living. IEEE/ASME Trans. Mechatron. 2016, 22, 865–875. [Google Scholar] [CrossRef]
- Quinlivan, B.; Asbeck, A.; Wagner, D.; Ranzani, T.; Russo, S.; Walsh, C. Force Transfer Characterization of a Soft Exosuit for Gait Assistance. In Proceedings of the ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Boston, MA, USA, 2–5 August 2015. [Google Scholar]
- Kim, C.; Kim, G.; Lee, Y.; Lee, G.; Han, S.; Kang, D.; Koo, S.H.; Koh, J.-S. Shape memory alloy actuator-embedded smart clothes for ankle assistance. Smart Mater. Struct. 2020, 29, 055003. [Google Scholar] [CrossRef]
- Jones, I.; Stylios, G. (Eds.) Joining Textiles: Principles and Applications; Woodhead Publishing Limited in association with the Textile Institute: Oxford, UK, 2013; Available online: http://www.sciencedirect.com/science/book/9781845696276 (accessed on 10 August 2021).
- Leśnikowski, J. Research into the Textile-Based Signal Lines Made Using Ultrasonic Welding Technology. Autex Res. J. 2020. [Google Scholar] [CrossRef]
- Atalay, O.; Kalaoglu, F.; Bahadir, S.K. Development of textile-based transmission lines using conductive yarns and ultrasonic welding technology for e-textile applications. J. Eng. Fibers Fabr. 2019, 14, 155892501985660. [Google Scholar] [CrossRef]
- Troughton, M.J. (Ed.) Chapter 2-Ultrasonic Welding. In Plastics Design Library, Handbook of Plastics Joining: A Practical Guide, 2nd ed.; Elsevier: Burlington, VT, USA, 2008; pp. 15–35. Available online: https://www.sciencedirect.com/science/article/pii/B9780815515814500044 (accessed on 10 August 2021).
- Albaugh, L.; Hudson, S.; Yao, L. Digital Fabrication of Soft Actuated Objects by Machine Knitting. In Proceedings of the 2019 CHI Conference on Human Factors in Computing Systems, Glasgow, UK, 4–9 May 2019; pp. 1–13. [Google Scholar]
- Shi, W.; Little, T. Mechanisms of ultrasonic joining of textile materials. Int. J. Cloth. Sci. Technol. 2000, 12, 331–350. [Google Scholar] [CrossRef]
- Linz, T.; Krshiwoblozki, M.; Walter, H. Novel Packaging Technology for Body Sensor Networks Based on Adhesive Bonding: A Low Cost, Mass Producible and High Reliability Solution. Paper Presented at the BSN, Singapore, 7–9 June 2010; pp. 308–314. [Google Scholar] [CrossRef]
- Simon, E.; Kallmayer, C.; Aschenbrenner, R.; Lang, K.-D. Novel Approach for Integrating Electronics into Textiles at Room Temperature using a Force-Fit Interconnection. In Proceedings of the 18th European Microelectronics & Packaging Conference, Brighton, VT, USA, 12–15 September 2011. [Google Scholar]
- Eitner, U.; Rendler, L.C. The Mechanical Theory behind the Peel Test. Energy Procedia 2014, 55, 331–335. [Google Scholar] [CrossRef]
- Micus, S.; Haupt, M.; Gresser, G. Automatic Joining of Electrical Components to Smart Textiles by Ultrasonic Soldering. Sensors 2021, 21, 545. [Google Scholar] [CrossRef] [PubMed]
- Micus, S.; Kirsten, I.; Haupt, M.; Gresser, G.T. Analysis of Hot Bar Soldering, Insulation Displacement Connections (IDC), and Anisotropic Conductive Adhesives (ACA), for the Automated Production of Smart Textiles. Sensors 2019, 20, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Micus, S.; Haupt, M.; Gresser, G.T. Soldering Electronics to Smart Textiles by Pulsed Nd:YAG Laser. Materials 2020, 13, 2429. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Horn (Head) | Weld Time (s) | Hold Time (s) | Pressure (Psi/Bar) | Trigger Force (N) | Amplitude (μm) | Near Field or Far Field |
|---|---|---|---|---|---|---|
| Threaded Horn with 8 mm diameter | 0.070 | 1.5 | 20/1.37 | 15 | 50 | Near Field |
| Conductive Yarn | Knitting Structure | Thickness (mm) | Stitch Density (Course × Wale) |
|---|---|---|---|
| Silver Plated Polyamide/Nylon 220 Denier | Double Jersey with Elastane interlock | 1.8 | 4 courses × 10 wales = 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Micus, S.; Rostami, S.G.; Haupt, M.; Gresser, G.T.; Meghrazi, M.A.; Eskandarian, L. Integrating Electronics to Textiles by Ultrasonic Welding for Cable-Driven Applications for Smart Textiles. Materials 2021, 14, 5735. https://doi.org/10.3390/ma14195735
Micus S, Rostami SG, Haupt M, Gresser GT, Meghrazi MA, Eskandarian L. Integrating Electronics to Textiles by Ultrasonic Welding for Cable-Driven Applications for Smart Textiles. Materials. 2021; 14(19):5735. https://doi.org/10.3390/ma14195735
Chicago/Turabian StyleMicus, Sebastian, Sahar Golmohammadi Rostami, Michael Haupt, Götz T. Gresser, Milad Alizadeh Meghrazi, and Ladan Eskandarian. 2021. "Integrating Electronics to Textiles by Ultrasonic Welding for Cable-Driven Applications for Smart Textiles" Materials 14, no. 19: 5735. https://doi.org/10.3390/ma14195735