
Recycled Aggregates Produced from Construction and Demolition Waste for Structural Concrete: Constituents, Properties and Production


Abstract
:1. Introduction
- Under given circumstances, NA may be less costly than CRA;
- Clients, designers, and contractors are still skeptical about CRA, a material seen as unreliable;
- In many regions, CDW plants do not produce CRA suitable for concrete due to the absence of market.
2. Generation of Construction and Demolition Waste
3. Coarse Recycled Aggregates
3.1. Constituents of Coarse Recycled Aggregates
- Ru—unbound stone (in fact, natural aggregates);
- Rc—concrete and mortar;
- Rb—clay masonry, calcium-silicate masonry, aerated non-floating concrete;
- Ra—bituminous materials;
- Rg—glass;
- X—other materials (clay, soils, metals, non-floating wood, plastic, gypsum-based and rubber);
- FL—floating materials.
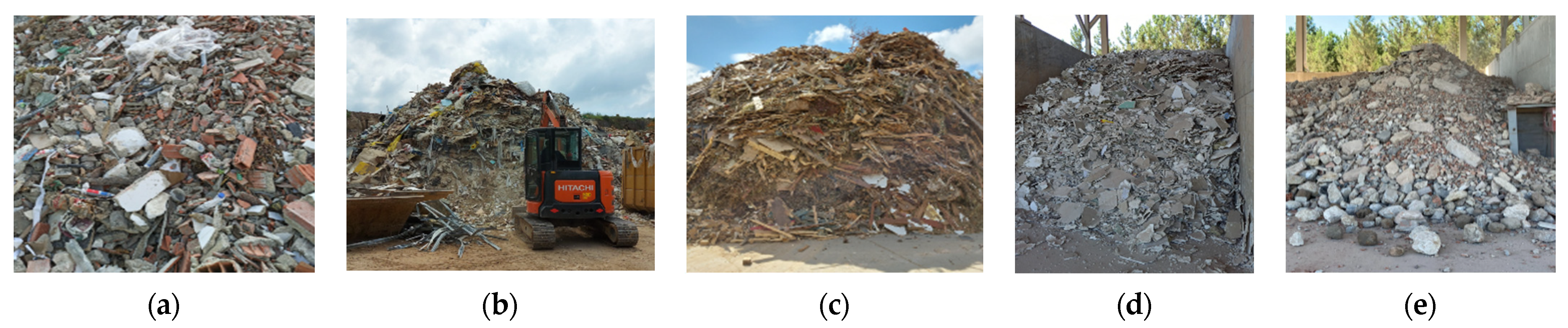
- Mixed CDW, which is achieved by removal of most unintended materials (e.g., wood, large plastics, soils);
- Concrete waste, since this type of waste is of good quality (mainly constituents of the type Ru and Rc, with a small content of contaminants since preliminary sorting is not perfect).
- Content of Rc plus Ru of about 65% to 85%;
- Content of Rb in the region of 10% to 35%;
- Content of Rg and Ra between 0% and 2%, but in specific cases of up to 10%;
- Content of X below 2%.
- Clay has different detrimental effects. Fine particles of clay may cover the particles of CRA, weakening the bond between the aggregate and the cement paste. Furthermore, since these particles are smaller than those of cement, they may also adsorb to the cement particles, impairing a regular and homogeneous crystallization of the cement hydrates [26]. Other detrimental effects are due to their large water absorption, which may compromise workability if unaccounted for, and the possible influence on the setting and hardening of concrete. Clay may be present as agglomerated lumps of relatively large dimension (including within the coarse aggregate size range), especially when moist. These large clay particles tend to disaggregate during handling, transport and mixing.
- Glass and plastics bond poorly with the binder and metallic constituents are prone to corrosion. These types of constituent are typically poorly shaped for concrete (too flaky and/or elongated).
3.2. Properties of Coarse Recycled Aggregates
- The nature of part of their constituents (e.g., those of type Rb, such as ceramic tiles and bricks), which tend to fragment into elongated shapes;
3.3. Requirements of Coarse Recycled Aggregates for Concrete
4. Processing of CDW into Recycled Aggregates
- Is immediately sent for processing into RA, whenever CDW is delivered with low contamination of unintended constituents; or
- Undergoes preliminary removal of unintended constituents and sorting whenever a significant portion of such wastes is included. At this stage, constituents that should not be included in RA are removed, e.g., wood, plasterboards, plastics, asphalt. This operation is usually made with an excavator.
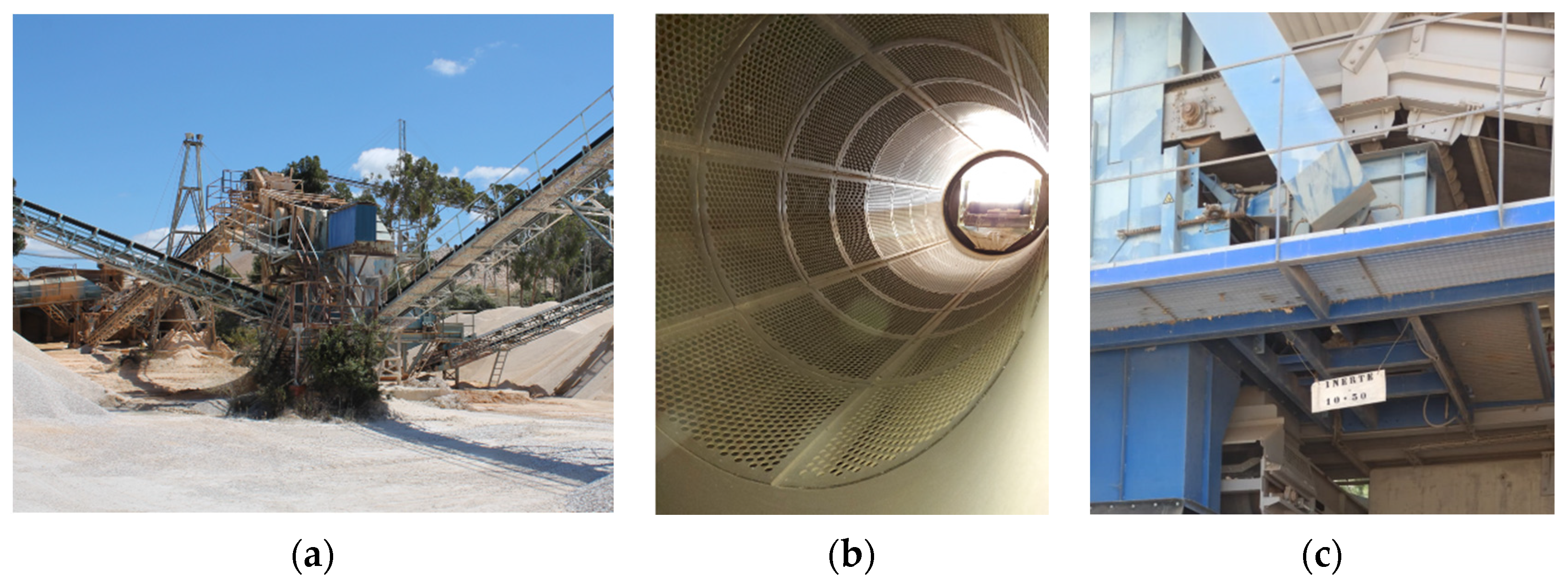
- Include a bar screen that removes unintended types of waste that passed the preliminary separation (e.g., plastics);
- Sieve and remove the finer fractions of materials. This serves a twofold purpose: excess of fines reduces crushing performance [46] and the smaller fractions of CDW are mainly composed of deleterious materials (e.g., clay, soils, plastics, paper—see Section 3.1).
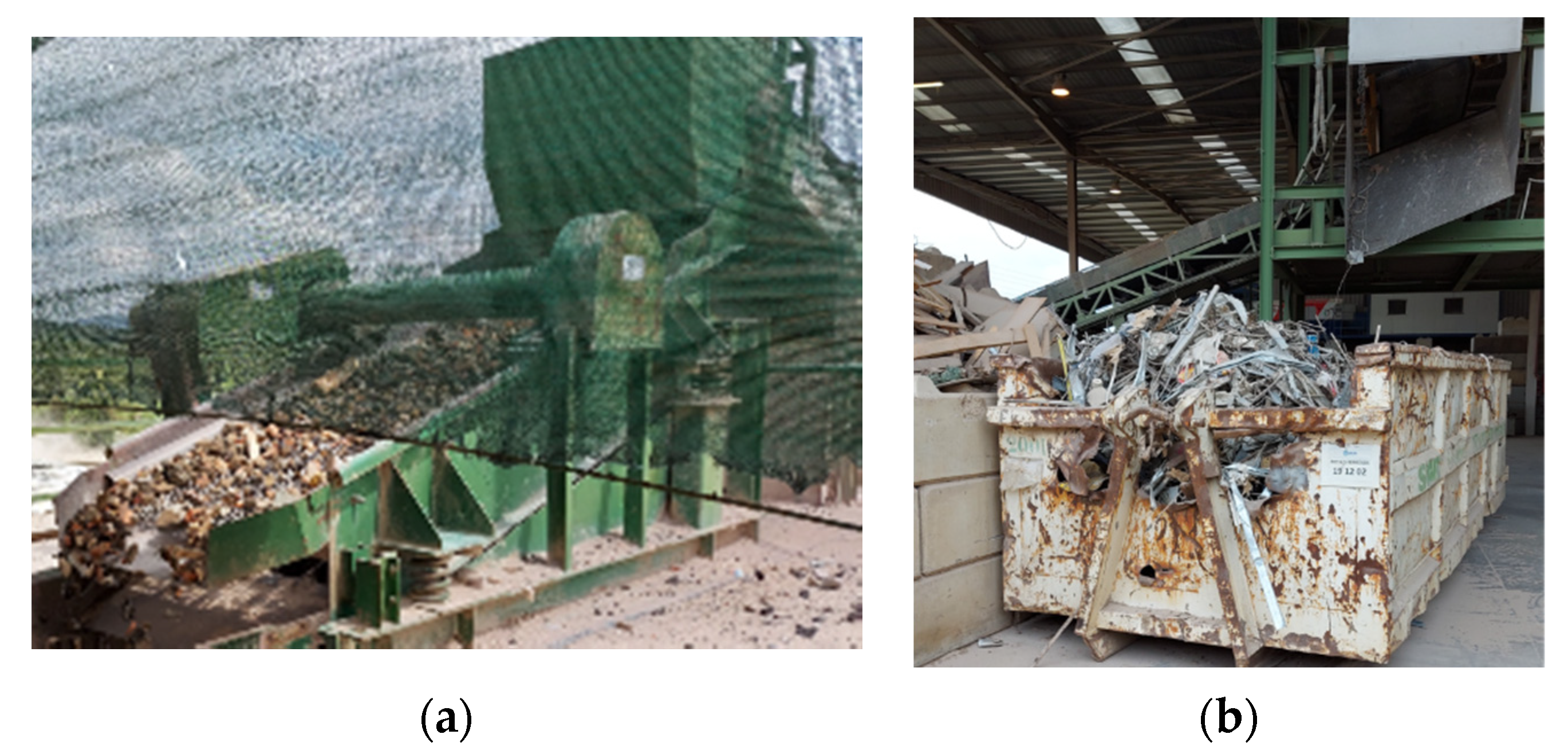
- Lightweight materials are removed either with air sifting or wet separation. The former is characterized by strong air currents that separate materials by density, being efficient in the removal of materials with low density (e.g., glass and gypsum are not removed as efficiently as plastics since the density of the former is similar to that of constituents of types Rb and Rc). Wet separation serves the same purpose and has the advantage of removing clay as well as chemical contaminants (e.g., water soluble chlorides and sulphates) through leaching [12,46].
- Hand sorting is made by visual inspections and manual removing of unintended wastes by operators. Typically, 3 to 6 operators perform this operation, therefore labour costs may be relevant. Hand sorting is usually made in designated areas and removed materials are sent directly to separated storage bins by gravity (usually the bins are below the sorting installation).
5. Discussion and Strategies to Promote Market Uptake of Recycled Aggregates
- Wrapping methods, in which a slurry is used to cover the particles of the CRA. This slurry may be made with different materials (e.g., cement, silica fume, fly ash) and will fill pores of the CRA, decreasing porosity and water absorption and increasing density, stiffness and strength. Alternatively, the surface of the CRA may be coated with water repellents [69].
- Thermal and acid treatments that remove most of the attached mortar from Rc constituents, either due to acid dissolution (e.g., using hydrochloric, sulfuric or acetic acid [70,71]) or through heating, which damages the hydrated products of the attached mortar of Rc constituents leading to their disaggregation.
- Mechanical removal of weaker/friable constituents of the CRA through abrasion [72]. This method is envisaged for CRA produced from concrete waste (constituents Rc and Ru) and removes the attached mortar from Rc constituents. When the method is used for CRA with large content of weaker constituents (e.g., Rb), a high amount of fines may be generated and the overall content of CRA may decrease drastically with excessive generation of recycled fines and FRA.
- Ultrasonic cleaning, a method that removes loose fines from the CRA, improving bond between CRA and the new binder paste of concrete [66].
- The incorporation of FRA in 3D-printed concrete [75] due to the well-controlled conditions of 3D printing production (which allow a good characterization of the specific lot of FRA incorporated) and because the water absorption of the FRA may decrease printing time.
- The processing of recycled fines from concrete waste into recycled cement [76] due to the potential of thermoactivated cement to act as a hydraulic binder.
- The use of recycled sand in the production of clinker, because recycled sand is mainly made up of quartz and calcium carbonates. Successful industrial implementations of this concept are found in [37].
6. Conclusions
- The classification of coarse recycled aggregates based on their constituents and the definition of minimum contents of intended constituents and maximum contents of unintended ones, so that construction and demolition plants ensure that unintended constituents are removed from the recycled aggregates during production.
- The classification by constituents is particularly relevant because of chemical contamination and due to the detrimental effect of clay on concrete. Washing would mitigate both problems, but is not common in construction and demolition waste plants. The compliance of the recycled aggregate with the content of constituents mitigates both effects, since clay content is reduced and constituents such as plasterboards and asphalt are removed to the extent possible, minimizing the potential for deleterious chemical reactions.
- Directly defining minimum demands for specific properties, including those related to mechanical behaviour (e.g., Los Angeles abrasion) and chemical contamination (e.g., the content of acid-soluble sulphates).
- Since water absorption and density are correlated with the overall quality of aggregates [13] and with industrial challenges for the production of recycled aggregates, some regulations opt to define maximum values for water absorption and minimum values for density.
- In addition, due to the variability of the properties of coarse recycled aggregates, it is common for standards to specify higher test frequencies for RA in comparison to NA.
- Research on the recovery of other fractions of recycled aggregates. Fine recycled aggregates are typically studied for mortars but are not gaining industrial acceptance. Moreover, recycled fines also have no clear goal and research on the use of recycled cement, including the recovery process, is needed. Alternative uses for these materials are needed.
- The main motivation for the use of recycled aggregates is sustainability; therefore, the overall environmental impacts of the production of concrete with recycled aggregates should be smaller than those of concrete made solely with natural aggregates. This is not always the case and methodologies for the expedite estimation of the environmental impacts of both should be developed to aid decision-making.
- The performance of coarse recycled aggregates is still not fully understood in what concerns some phenomena, such as alkali–silica reactions and leaching. Better understanding of the conditions for coarse recycled aggregates to lead to unintended behaviour would be an important step to aid in future regulations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
List of Acronyms
| CDW | construction and demolition waste |
| CRA | coarse recycled aggregates |
| EFTA | European Free Trade Association |
| EU | European Union |
| FL | constituent of a recycled aggregate—floating materials |
| FRA | fines recycled aggregates |
| ITZ | Interfacial transition zone between aggregate and binder paste |
| NA | coarse natural aggregates |
| RA | recycled aggregates |
| Ra | constituent of a recycled aggregate—bituminous materials |
| Rb | constituent of a recycled aggregate—clay masonry, calcium-silicate masonry, aerated non-floating concrete |
| Rc | constituent of a recycled aggregate—concrete and mortar |
| Rg | constituent of a recycled aggregate—glass |
| Ru | constituent of a recycled aggregate—unbound stone |
| UEPG | European Aggregates Association |
| X | constituent of a recycled aggregate—other materials (clay, soils metals, non-floating wood, plastic, gypsum-based and rubber) |
References
- EU. DIRECTIVE-2008/98/EC of the European Parliament and the Council of 19 November 2008 on waste and repealing certain Directives. Off. J. Eur. Union 2008, 34, 99–126. [Google Scholar]
- EU. DIRECTIVE-2018/851 of the European Parliament and of the Council of 30 May 2018 amending Directive 2008/98/EC on waste. Off. J. Eur. Union 2018, 150, 109–140. [Google Scholar]
- COM/2020/98 Final. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of Regions: A New Circular Economy Action Plan. For a Cleaner and More Competitive Europe; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- UEPG. Annual Review 2019‒2020; European Aggregates Association (UEPG): Brussels, Belgium, 2020. [Google Scholar]
- UEPG. Annual Review 2017‒2018; European Aggregates Association (UEPG): Brussels, Belgium, 2018. [Google Scholar]
- European Environment Agency. Briefing No. 14/2019, Construction and Demolition Waste: Challenges and Opportunities in a Circular Economy; European Environment Agency: Copenhagen, Denmark, 2020.
- Arm, M.; Wik, O.; Engelsen, C.J.; Erlandsson, M.; Sundqvist, J.-O.; Oberender, A.; Hjelmar, O.; Wahlstrom, M. ENCORT-CDW —Evaluation of the European recovery target for construction and demolition waste. In ENCORT-CDW—Evaluation of the European Recovery Target for Construction and Demolition Waste; Nordic Council of Ministers: Copenhagen, Denmark, 2014. [Google Scholar]
- Deloitte. Resource Efficient Use of Mixed Wastes. Improving Management of Construction and Demolition Waste—Final Report. Prepared for the European Commission, DG ENV; 2017. [Google Scholar]
- Ioannidou, D.; Meylan, G.; Sonnemann, G.; Habert, G. Is gravel becoming scarce? Evaluating the local criticality of construction aggregates. Resour. Conserv. Recycl. 2017, 126, 25–33. [Google Scholar] [CrossRef]
- Khoury, E.; Ambrós, W.; Cazacliu, B.; Sampaio, C.H.; Remond, S. Heterogeneity of recycled concrete aggregates, an in-trinsic variability. Constr. Build. Mater. 2018, 175, 705–713. [Google Scholar] [CrossRef]
- Mália, M.; de Brito, J.; Pinheiro, M.D.; Bravo, M. Construction and demolition waste indicators. Waste Manag. Res. 2013, 31, 241–255. [Google Scholar] [CrossRef] [PubMed]
- Xiao, J.; Ma, Z.; Ding, T. Reclamation chain of waste concrete: A case study of Shanghai. Waste Manag. 2016, 48, 334–343. [Google Scholar] [CrossRef] [PubMed]
- Silva, R.V.; De Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Australian Productivity Commission. Waste Management, Report no. 38. In Productivity Commission Inquiry Report 2006; Australian Productivity Comission: Canberra, Australia, 2006. [Google Scholar]
- Ding, T.; Xiao, J. Estimation of building-related construction and demolition waste in Shanghai. Waste Manag. 2014, 34, 2327–2334. [Google Scholar] [CrossRef]
- EN-933-11. Tests for Geometrical Properties of Aggregates. Classification Test. for the Constituents of Coarse Recycled Aggregate; CEN: Brussels, Belgium, 2009. [Google Scholar]
- Buyle-Bodin, F.; Hadjieva-Zaharieva, R. Influence of industrially produced recycled aggregates on flow properties of concrete. Mater. Struct. 2002, 35, 504–509. [Google Scholar] [CrossRef]
- Bravo, M.; de Brito, J.; Pontes, J.; Evangelista, L. Mechanical performance of concrete made with aggregates from con-struction and demolition waste recycling plants. J. Clean. Prod. 2015, 99, 59–74. [Google Scholar] [CrossRef]
- Sáez del Bosque, I.F.; Zhu, W.; Howind, T.; Matías, A.; Sánchez de Rojas, M.I.; Medina, C. Properties of interfacial transi-tion zones (ITZs) in concrete containing recycled mixed aggregate. Cem. Concr. Compos. 2017, 81, 25–34. [Google Scholar] [CrossRef] [Green Version]
- Agrela, F.; de Juan, M.S.; Ayuso, J.; Geraldes, V.; Jiménez, J.R. Limiting properties in the characterisation of mixed recycled aggregates for use in the manufacture of concrete. Constr. Build. Mater. 2011, 25, 3950–3955. [Google Scholar] [CrossRef] [Green Version]
- Mas, B.; Cladera, A.; Bestard, J.; Muntaner, D.; Elena Lopez, C.; Pina, S.; Prades, J. Concrete with mixed recycled aggre-gates: Influence of the type of cement. Constr. Build. Mater. 2012, 34, 430–441. [Google Scholar] [CrossRef]
- Bravo, M.; De Brito, J.; Pontes, J.; Evangelista, L. Performance of Concrete Made with Recycled Aggregates from Portuguese CDW Recycling Plants. Key Eng. Mater. 2014, 634, 193–205. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Mari, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Paine, K.; Dhir, R. Recycled aggregates in concrete: A performance-related approach. Mag. Concr. Res. 2010, 62, 519–530. [Google Scholar] [CrossRef] [Green Version]
- Xiao, J. Recycled Aggregate Concrete Structures; Springer: Berlin, Germany, 2018; p. 668. [Google Scholar]
- Newman, J.; Choo, B.S. Advanced Concrete Technology: Constituent Materials; Butterworth-Heinemann: Oxford, UK, 2003. [Google Scholar]
- Alexander, M.G.; Mindess, S. Aggregates in Concrete. Modern Concrete Technology Series; Taylor & Francis: New York, NY, USA, 2005. [Google Scholar]
- Neville, A.M.; Brooks, J.J. Concrete Technology, 2nd ed.; Pearson: Harlow, UK, 2010. [Google Scholar]
- Pepe, M.; Grabois, T.; Silva, M.A.; Tavares, L.; Filho, R.D.T. Mechanical behaviour of coarse, lightweight, recycled and natural aggregates for concrete. Proc. Inst. Civ. Eng. Constr. Mater. 2020, 173, 70–78. [Google Scholar] [CrossRef]
- Xiao, J.; Li, W.; Sun, Z.; Lange, D.; Shah, S.P. Properties of interfacial transition zones in recycled aggregate concrete tested by nanoindentation. Cem. Concr. Compos. 2013, 37, 276–292. [Google Scholar] [CrossRef]
- Soares, D.; de Brito, J.; Ferreira, J.; Pacheco, J. Use of coarse recycled aggregates from precast concrete rejects: Mechanical and durability performance. Constr. Build. Mater. 2014, 71, 263–272. [Google Scholar] [CrossRef]
- Joseph, M.; Boehme, L.; Sierens, Z.; Vandewalle, L. Water absorption variability of recycled concrete aggregates. Mag. Concr. Res. 2015, 67, 592–597. [Google Scholar] [CrossRef]
- He, H.; Sandeep, C.; Senetakis, K. The interface behavior of recycled concrete aggregate: A micromechanical grain-scale experimental study. Constr. Build. Mater. 2019, 210, 627–638. [Google Scholar] [CrossRef]
- De Brito, J.; Ferreira, J.G.; Pacheco, J.; Soares, D.; Guerreiro, M. Structural, material, mechanical and durability properties and behaviour of recycled aggregates concrete. J. Build. Eng. 2016, 6, 1–16. [Google Scholar] [CrossRef]
- Rodrigues, F.; Evangelista, L.; De Brito, J. A new method to determine the density and water absorption of fine recycled aggregates. Mater. Res. 2013, 16, 1045–1051. [Google Scholar] [CrossRef] [Green Version]
- Khoury, E.; Cazacliu, B.; Remond, S. Differences between laboratory and in-situ conditions leading to bad estimation of the water absorption capacity of recycled concrete aggregates. In Proceedings of the HISER International Conference 2017, Delft, The Netherlands, 22 June 2017. [Google Scholar]
- Recybéton. Concrete Recycling: Research and Practice; Larrard, F., Colina, H., Eds.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Pacheco, J.; de Brito, J.; Chastre, C.; Evangelista, L. Experimental investigation on the variability of the main mechanical properties of recycled aggregate concrete. Constr. Build. Mater. 2019, 201, 110–120. [Google Scholar] [CrossRef]
- Pepe, M.; Toledo Filho, R.D.; Koenders, E.A.B.; Martinelli, E. A novel mix design methodology for recycled aggregate con-crete. Constr. Build. Mater. 2016, 122, 362–372. [Google Scholar] [CrossRef]
- EN 12620+A1. Aggregates for Concrete; CEN: Brussels, Belgium, 2008. [Google Scholar]
- EN 206. Concrete: Specification, Performance, Production and Conformity; CEN: Brussels, Belgium, 2013. [Google Scholar]
- LNEC E471. Guide for the Use of Coarse Recycled Aggregates in Concret—Guia Para a Utilização de Agregados Reciclados Gros-Sos em Betões de Ligantes Hidráulicos; National Laboratory of Civil Engineering (Laboratório Nacional de Engenharia Civil—LNEC): Lisbon, Portugal, 2009. [Google Scholar]
- EHE-08. Code on Structural Concrete; Centro de Publicaciones, Secretaría General Técnica, Ministerio de Fomento: Madrid, Spain, 2010.
- EN 1367-4. Tests for Thermal and Weathering Properties of Aggregates. Determination of Drying Shrinkage; CEN: Brussels, Belgium, 1998. [Google Scholar]
- Dhir, R.K.; Paine, K.A.; Halliday, J.E. Facilitating the Wider Use of Coarse and Fine RA from Washing Plants. WRAP Technical Report No AGG 105-003, Waste and Research Action Programme; Banbury: Oxon, UK, 2008. [Google Scholar]
- Dhir, R.K.; Paine, K.A. Performance Related Approach to the Use of Recycled Aggregates. Waste and Resources Action Programme (WRAP); Aggregates Research Programme: Banbury, UK, 2007. [Google Scholar]
- Dhir, R.K.; Paine, K.A. Demonstration Project Utilising Coarse Recycled Aggregates. 2003, CTU/2403 Technical Report, Final Report to Department of Trade and Industry; University of Dundee: Dundee, UK, 2003. [Google Scholar]
- Dhir, R.K.; McCarthy, M.J.; Halliday, J.E.; Tang, M.C. ASR Testing on Recycled Aggregates Guidance on Alkali Limits and Reactivity. DTI/WRAP Aggregates Research Programme STBF 13/14C; Banbury: Oxon, UK, 2005. [Google Scholar]
- Barreto Santos, M.; de Brito, J.; Santos Silva, A. A review on alkali-silica reaction evolution in recycled aggregate concrete. Materials 2020, 13, 2625. [Google Scholar] [CrossRef]
- EN 1744-1. Tests for Chemical Properties of Aggregates—Part. 1: Chemical Analysis; CEN: Brussels, Belgium, 1998. [Google Scholar]
- EN 1744-6. Tests for Chemical Properties of Aggregates—Part. 6: Determination of the Influence of Recycled Aggregate Extract on the Initial Setting Time of Cement; CEN: Brussels, Belgium, 2006. [Google Scholar]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Availability and processing of recycled aggregates within the construction and demoli-tion supply chain: A review. J. Clean. Prod. 2017, 143, 598–614. [Google Scholar] [CrossRef] [Green Version]
- Pedro, D.; De Brito, J.; Evangelista, L. Performance of concrete made with aggregates recycled from precasting industry waste: Influence of the crushing process. Mater. Struct. 2014, 48, 3965–3978. [Google Scholar] [CrossRef]
- Teranishi, K.; Dosho, Y.; Narikawa, M.; Kikuchi, M. Application of Recycled Aggregate Concrete for Structural Concrete: Part. 3—Production of Recycled Aggregate by Real-Scale Plant. and Quality of Recycled Aggregate Concrete. In Proceedings of the International Symposium on Sustainable Construction: Use of Recycled Concrete Aggregate, London, UK, 12 November 1998; Dhir, R.K., Henderson, N.A., Limbachiya, M.C., Eds.; Thomas Telford: London, UK, 1998; pp. 143–156. [Google Scholar]
- Dosho, Y. Development of a sustainable concrete waste recycling system—Application of recycled aggregate concrete pro-duced by aggregate replacing method. J. Adv. Concr. Technol. 2007, 5, 27–42. [Google Scholar] [CrossRef] [Green Version]
- Marmash, B.E.; Elliott, K.S. The Properties of Recycled Precast Concrete Hollow Core Slabs for Use as Replacement Aggregate in Concrete, in Waste Management Series; Woolley, G.R., Goumans, J.J.J.M., Wainwright, P.J., Eds.; Elsevier: Amsterdam, The Netherlands, 2000; pp. 769–781. [Google Scholar]
- Paranhos, R.S.; Cazacliu, B.; Sampaio, C.H.; Petter, C.O.; Neto, R.O.; Huchet, F. A sorting method to value recycled concrete. J. Clean. Prod. 2016, 112, 2249–2258. [Google Scholar] [CrossRef] [Green Version]
- Ambrós, W.M.; Sampaio, C.H.; Cazacliu, B.G.; Miltzarek, G.L.; Miranda, L.R. Usage of air jigging for multi-component separation of construction and demolition waste. Waste Manag. 2017, 60, 75–83. [Google Scholar] [CrossRef]
- Artoni, R.; Cazacliu, B.; Hamard, E.; Cothenet, A.; Parhanos, R.S. Resistance to fragmentation of recycled concrete aggregates. Mater. Struct. 2016, 50, 11. [Google Scholar] [CrossRef] [Green Version]
- Khoury, E.; Cazacliu, B.; Cothenet, A.; Remond, S. Homogenization process of field samples of recycled aggregates. Constr. Build. Mater. 2020, 243, 117991. [Google Scholar] [CrossRef]
- Rangel, C.S.; Filho, R.D.T.; Amario, M.; Pepe, M.; Polisseni, G.D.C.; de Andrade, G.P. Generalized quality control parameter for heterogenous recycled concrete aggregates: A pilot scale case study. J. Clean. Prod. 2019, 208, 589–601. [Google Scholar] [CrossRef]
- Lotfi, S.; Eggimann, M.; Wagner, E.; Mróz, R.; Deja, J. Performance of recycled aggregate concrete based on a new concrete recycling technology. Constr. Build. Mater. 2015, 95, 243–256. [Google Scholar] [CrossRef]
- Dolan, P.J.; Lampo, R.G.; Dearborn, J.C. Concepts for Reuse and Recycling of Construction and Demolition Waste; Construction Engineering Research Lab (Army): Champaign, IL, USA, 1999. [Google Scholar]
- Tam, V.W.Y.; Tam, C.M. Development of mobile crusher for recycled aggregate production. HKIE Trans. 2008, 15, 51–58. [Google Scholar] [CrossRef]
- Touzé, S.; Bru, K.; Ménard, Y.; Weh, A.; Von der Weid, F. Electrical fragmentation applied to the recycling of concrete waste—Effect on aggregate liberation. Int. J. Miner. Process. 2017, 158, 68–75. [Google Scholar] [CrossRef]
- Katz, A. Treatments for the Improvement of Recycled Aggregate. J. Mater. Civ. Eng. 2004, 16, 597–603. [Google Scholar] [CrossRef]
- Sui, Y.; Mueller, A. Development of thermo-mechanical treatment for recycling of used concrete. Mater. Struct. 2012, 45, 1487–1495. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Cao, D.; Dang, H.; Ding, B. Comparison of recycled aggregate treatment methods on the performance for recycled concrete. Constr. Build. Mater. 2020, 234, 117366. [Google Scholar] [CrossRef]
- Tang, W.; Khavarian, M.; Yousefi, A.; Chan, R.W.K.; Cui, H. Influence of Surface Treatment of Recycled Aggregates on Mechanical Properties and Bond Strength of Self-Compacting Concrete. Sustainability 2019, 11, 4182. [Google Scholar] [CrossRef] [Green Version]
- Güneyisi, E.; Gesoğlu, M.; Algın, Z.; Yazıcı, H. Effect of surface treatment methods on the properties of self-compacting concrete with recycled aggregates. Constr. Build. Mater. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F.; Patnaikuni, I.; Zhou, Y.; Xing, F. Influence of different treatment methods on the mechanical behavior of recycled aggregate concrete: A comparative study. Cem. Concr. Compos. 2019, 104, 103398. [Google Scholar] [CrossRef]
- Dos Reis, G.S.; Cazacliu, B.; Artoni, R.; Torrenti, J.-M.; Hoffmann, C.S.; Lima, E.C. Coupling of attrition and accelerated carbonation for CO2 sequestration in recycled concrete aggregates. Clean. Eng. Technol. 2021, 3, 100106. [Google Scholar] [CrossRef]
- dos Reis, G.S.; Cazacliu, B.G.; Artoni, R.; Torrenti, J.-M. Effect of the accelerated carbonation treatment on the recycled sand physicochemical characteristics through the rolling carbonation process. J. CO2 Util. 2020, 39, 101181. [Google Scholar] [CrossRef]
- Coelho, A.; de Brito, J. Economic analysis of conventional versus selective demolition—A case study. Resour. Conserv. Recycl. 2011, 55, 382–392. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Carriço, A.; Real, S.; Bogas, J.A.; Costa Pereira, M.F. Mortars with thermo activated recycled cement: Fresh and mechanical characterisation. Constr. Build. Mater. 2020, 256, 119502. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Waste | Croatia | Denmark | Estonia | Germany | Hungary | Luxemburg | Portugal | Slovakia |
|---|---|---|---|---|---|---|---|---|
| Concrete and ceramics | 30% | 56% | 21% | 59% | 55% | 69% | 71% | 36% |
| Wood, plastic and glass | 1% | 4% | 6% | 5% | 1% | 7% | 3% | 2% |
| Bituminous mixes | 0% | 0% | 0% | 20% | 0% | 0% | 0% | 0% |
| Metals | 44% | 15% | 50% | 9% | 21% | 11% | 7% | 45% |
| Insulating materials and materials with asbestos | 2% | 3% | 1% | 1% | 6% | 2% | 1% | 0% |
| Gypsum-based | 0% | 2% | 1% | 1% | 5% | 1% | 0% | 0% |
| Other CDW | 22% | 20% | 21% | 4% | 21% | 10% | 17% | 17% |
| Constituent | Property | Value |
|---|---|---|
| Rc | Mean Young’s modulus (aggregate)—GPa | 20.7 |
| Mean Young’s modulus (ITZ)—GPa | 25.4 | |
| Minimum Young’s modulus (ITZ)—GPa | 22.5 | |
| Mean thickness (ITZ)—μm | 55 | |
| Rb | Mean Young’s modulus (aggregate)—GPa | 32.5 |
| Mean Young’s modulus (ITZ)—GPa | 22.9 | |
| Minimum Young’s modulus (ITZ)—GPa | 19.3 | |
| Mean thickness (ITZ)—μm | 40 | |
| Ra | Mean Young’s modulus (aggregate)—GPa | 20.2 |
| Mean Young’s modulus (ITZ)—GPa | 22.0 | |
| Minimum Young’s modulus (ITZ)—GPa | 16.7 | |
| Mean thickness (ITZ)—μm | 65 | |
| X—glass | Mean Young’s modulus (aggregate)—GPa | 86.2 |
| Mean Young’s modulus (ITZ)—GPa | 21.8 | |
| Minimum Young’s modulus (ITZ)—GPa | 14.1 | |
| Mean thickness (ITZ)—μm | 30 | |
| X—plastic | Mean Young’s modulus (aggregate)—GPa | 6.5 |
| Mean Young’s modulus (ITZ)—GPa | 19.2 | |
| Minimum Young’s modulus (ITZ)—GPa | 12.0 | |
| Mean thickness (ITZ)—μm | 50 | |
| X—wood | Mean Young’s modulus (aggregate)—GPa | 4.7 |
| Mean Young’s modulus (ITZ)—GPa | 19.3 | |
| Minimum Young’s modulus (ITZ)—GPa | 15.1 | |
| Mean thickness (ITZ)—μm | 60 |
| Type of RA | Fraction | 24-Hour Water Absorption | Saturated-Surface-Dry Density (kg/m3) |
|---|---|---|---|
| Concrete waste | FRA | 9.5% | 2300 |
| CRA | 4.9% | 2442 | |
| Masonry and concrete waste | FRA | 9.3% | 2292 |
| CRA | 7.2% | 2332 | |
| CDW waste | FRA | 8.0% | 2399 |
| CRA | 5.0% | 2399 |
| Type of Coarse RA | Class of Constituents | Exposure Class | |||
|---|---|---|---|---|---|
| X0 | XC1, XC2 | XC3, XC4, XF1, XA1, XD1 | All Others | ||
| Type A | Rc90 | 50% | 30% | 30% | 0% |
| Rc + Ru95 | |||||
| Rb10 | |||||
| Ra1 | |||||
| X + Rg1 | |||||
| FL2 | |||||
| Type B | Rc90 | 50% | 20% | 0% | 0% |
| Rc + Ru95 | |||||
| Rb10 | |||||
| Ra1 | |||||
| X + Rg1 | |||||
| FL2 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pacheco, J.; de Brito, J. Recycled Aggregates Produced from Construction and Demolition Waste for Structural Concrete: Constituents, Properties and Production. Materials 2021, 14, 5748. https://doi.org/10.3390/ma14195748
Pacheco J, de Brito J. Recycled Aggregates Produced from Construction and Demolition Waste for Structural Concrete: Constituents, Properties and Production. Materials. 2021; 14(19):5748. https://doi.org/10.3390/ma14195748
Chicago/Turabian StylePacheco, João, and Jorge de Brito. 2021. "Recycled Aggregates Produced from Construction and Demolition Waste for Structural Concrete: Constituents, Properties and Production" Materials 14, no. 19: 5748. https://doi.org/10.3390/ma14195748