
The Influence of Surface Quality on Flow Length and Micro-Mechanical Properties of Polycarbonate


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material
2.2. MouldFlow Analysis
2.3. Mould
2.4. Sample Preparation
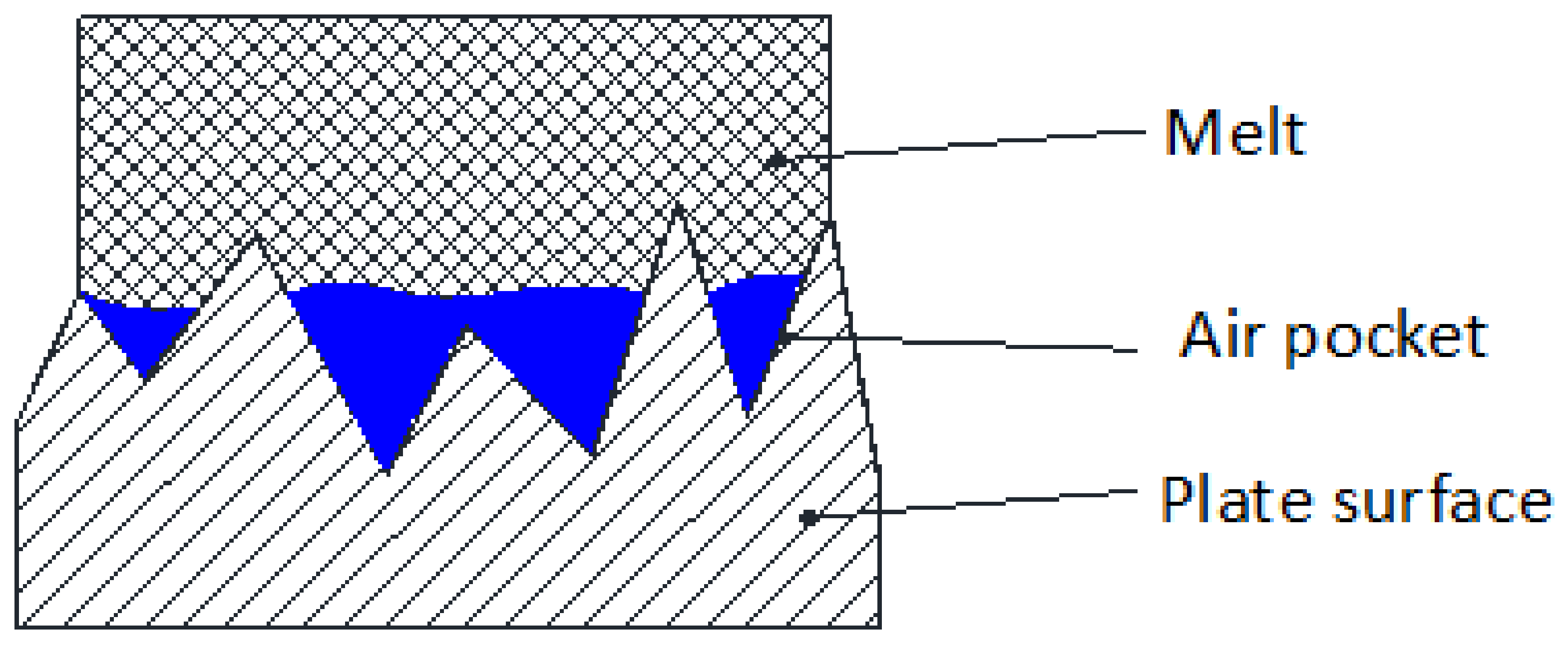
2.5. Surface Quality
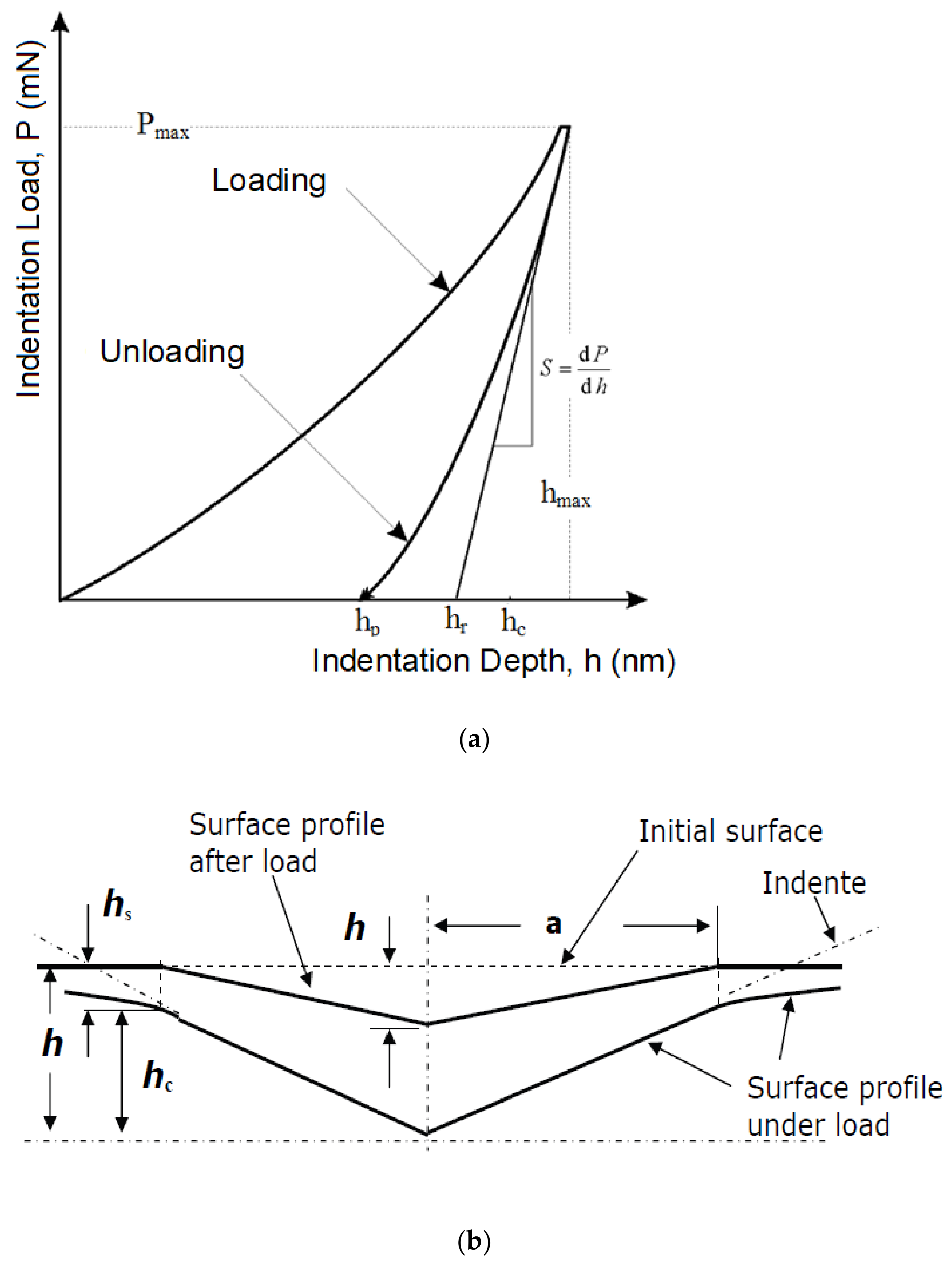
2.6. Micro-Indentation Properties
3. Results
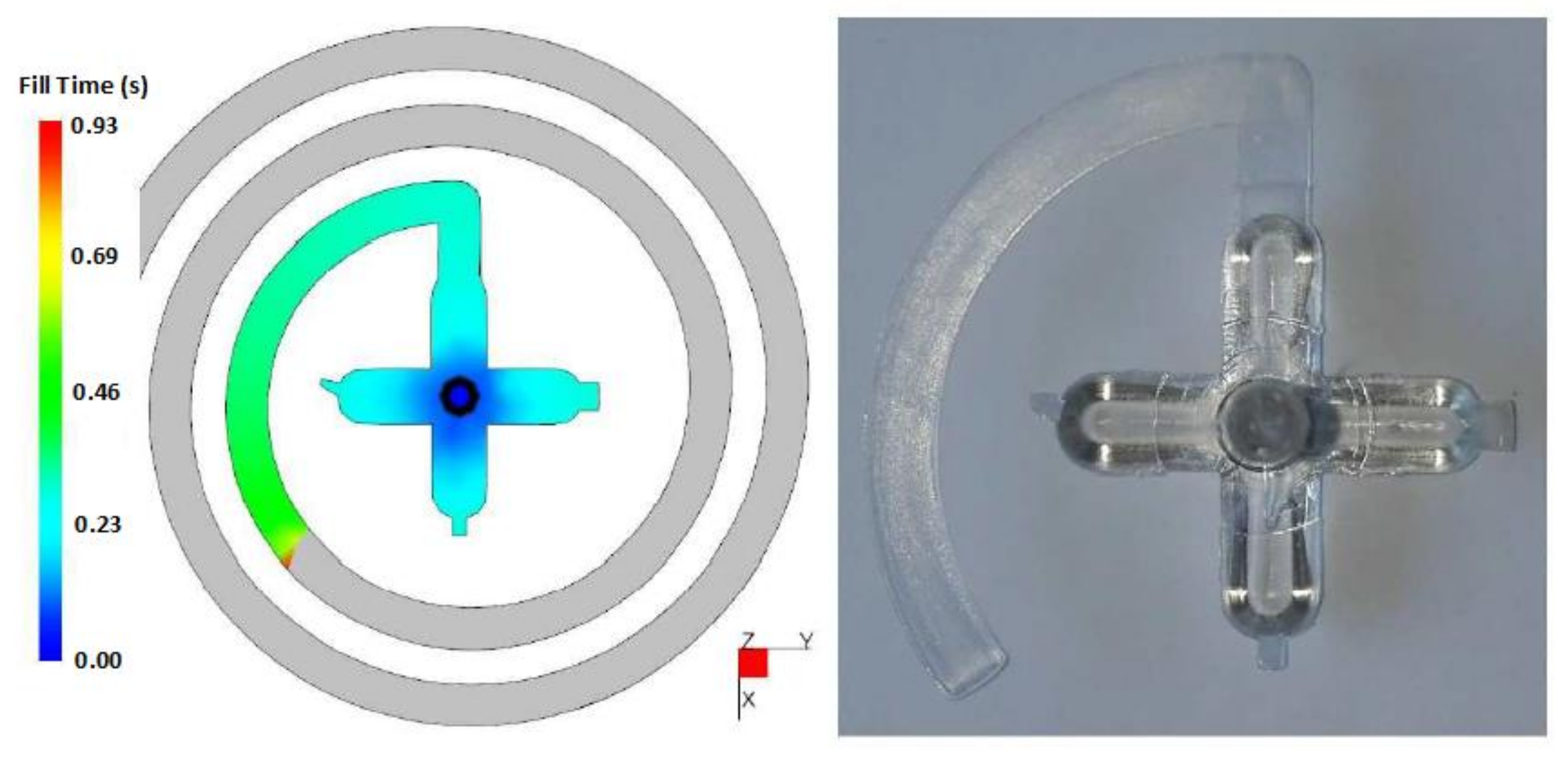
3.1. Injection Moulding Simulation
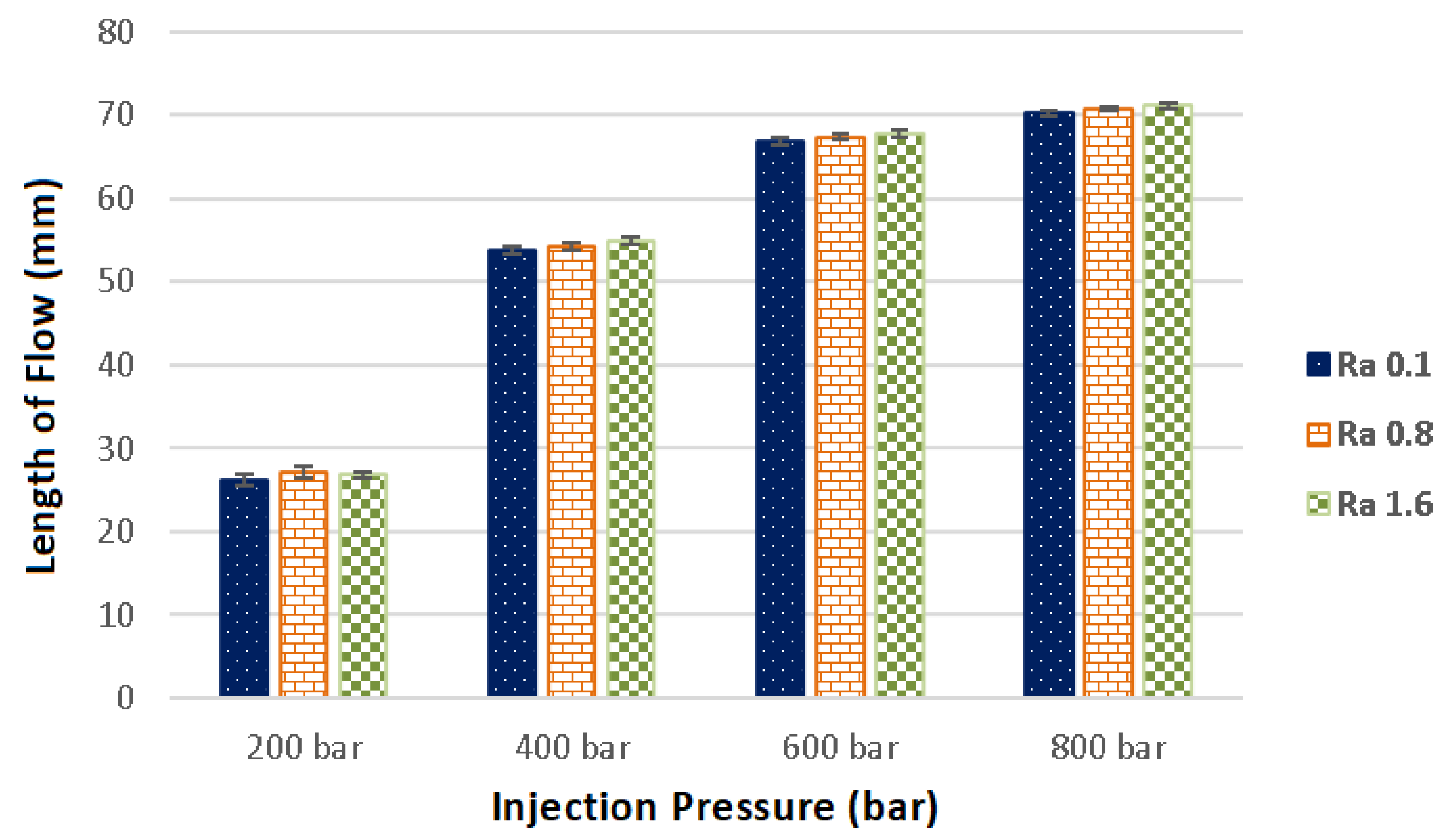
3.2. Flow Length
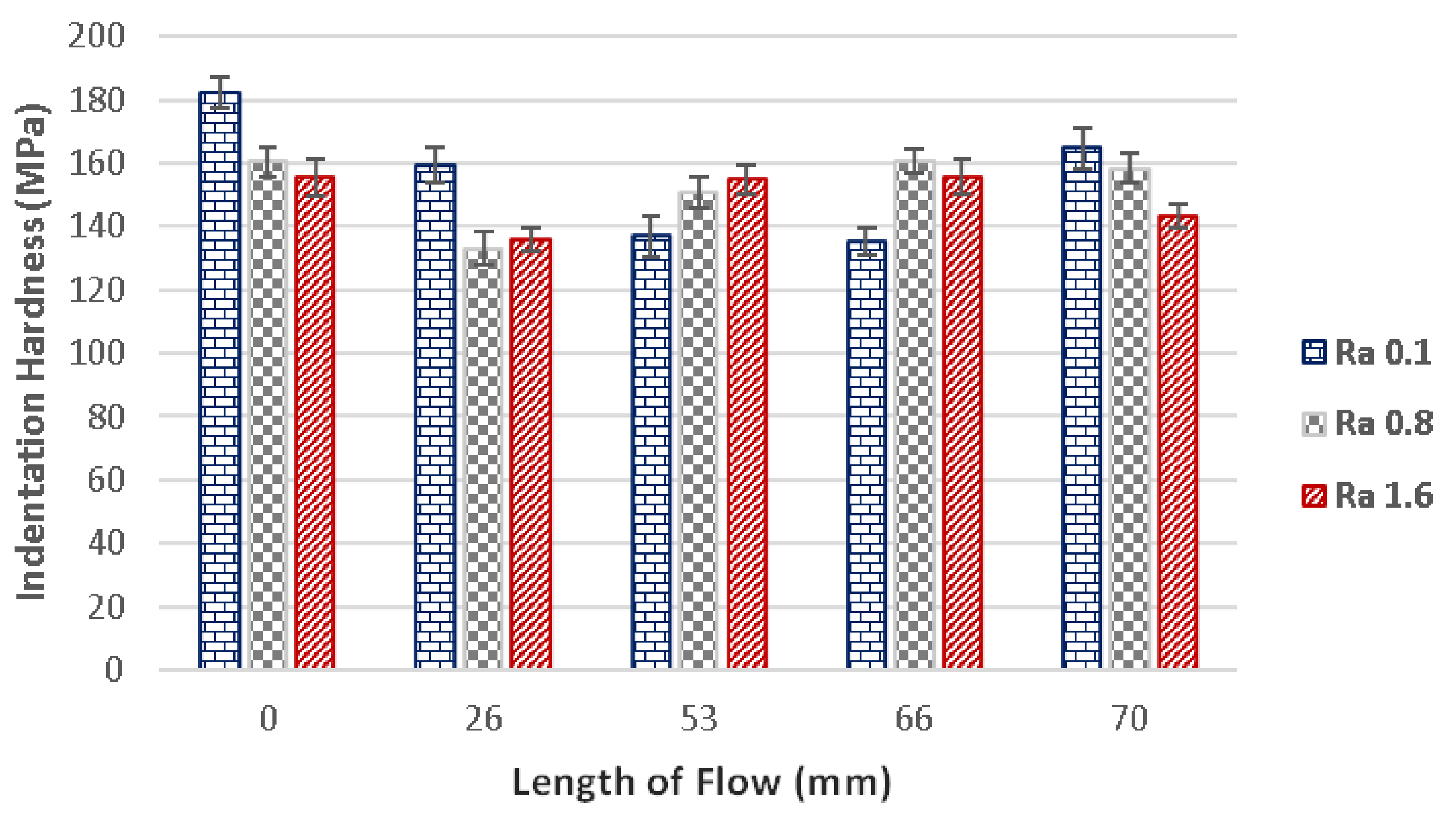
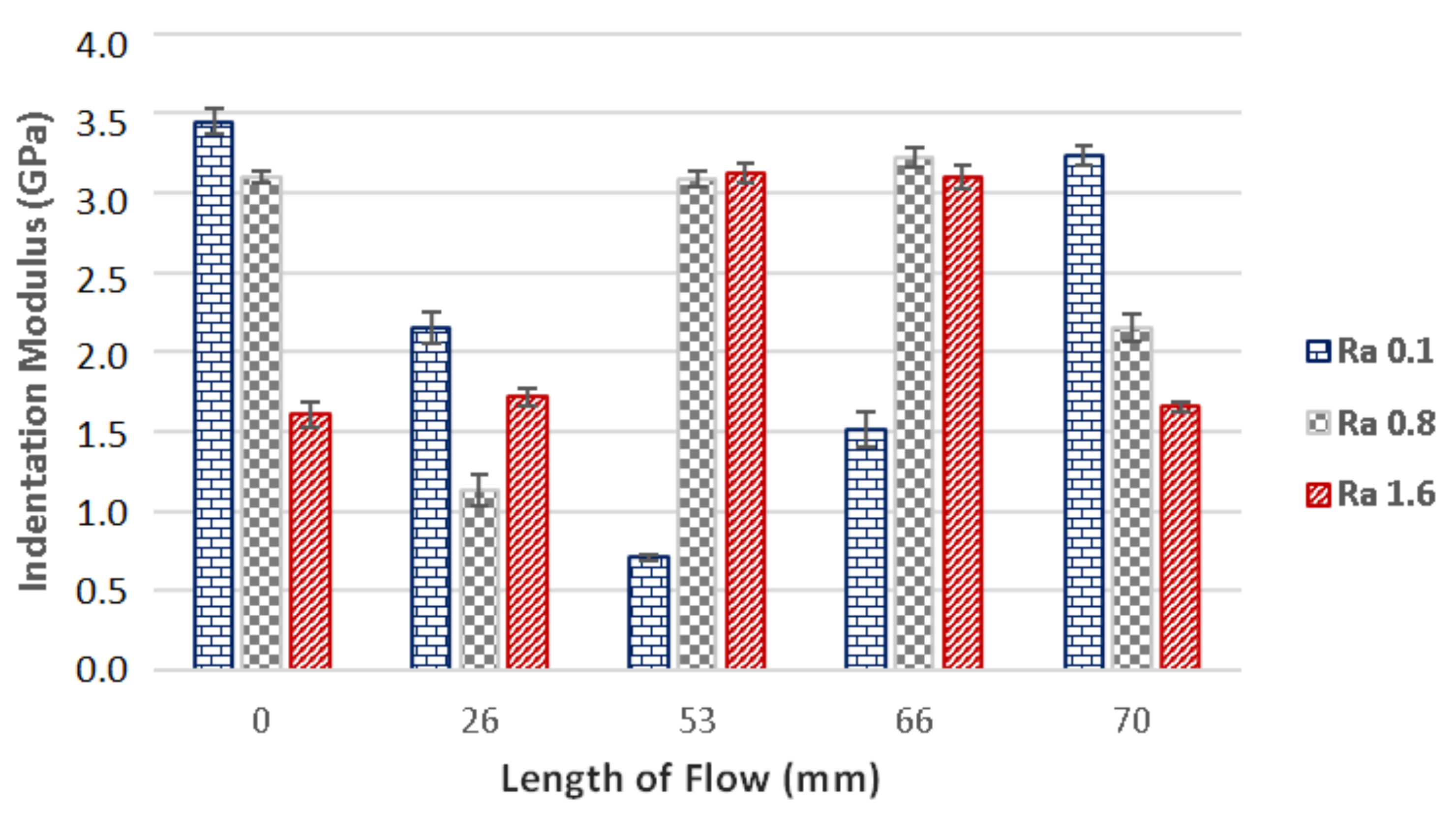
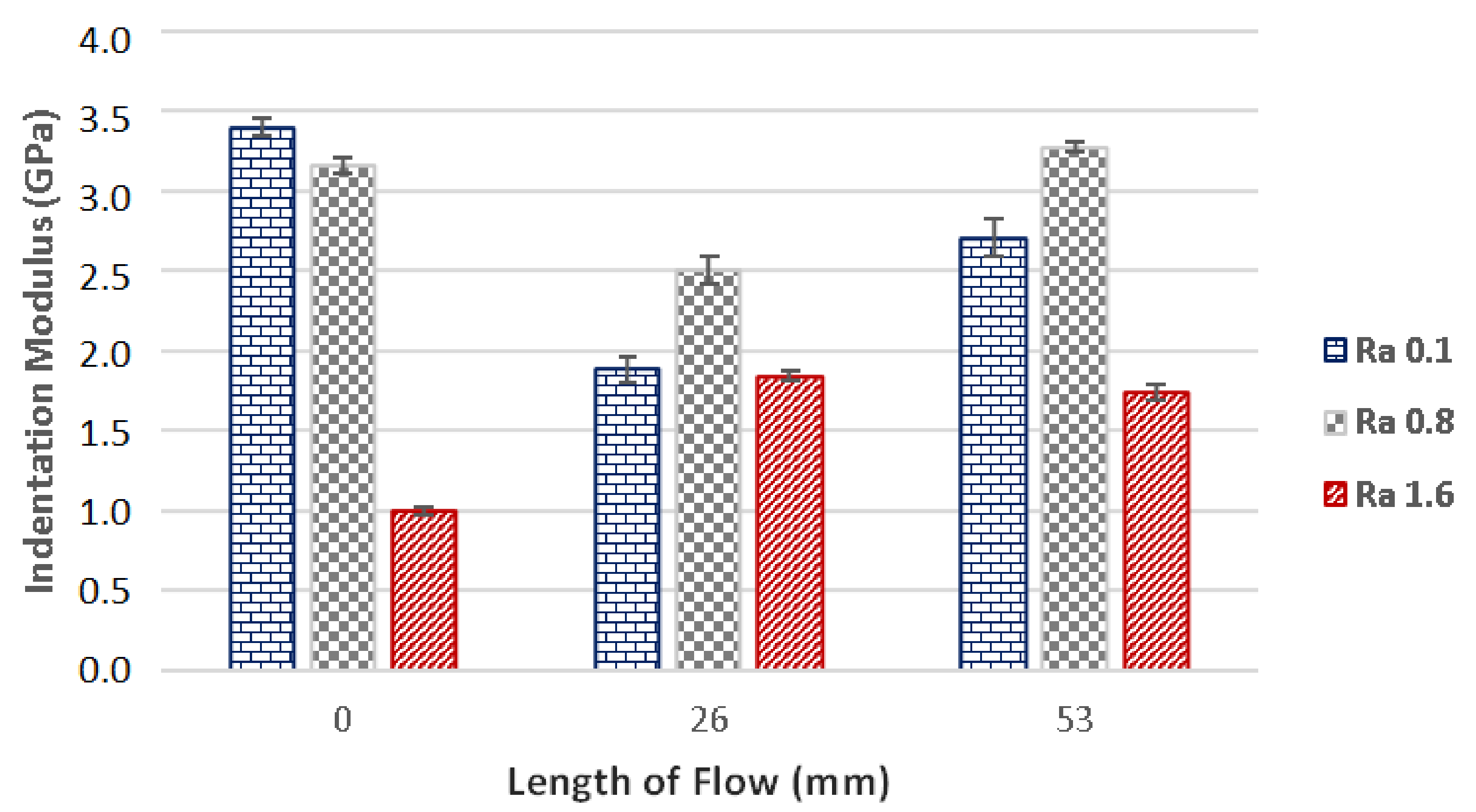
3.3. Micro-Mechanical Properties
3.4. Surface Quality
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

Appendix B

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technological Parameter | Unit | Value |
|---|---|---|
| Holding pressure | 80% of the injection pressure | |
| Holding pressure duration | s | 1 |
| Shot size | mm | 11 |
| Switch-over position | mm | 7 |
| Cooling time | s | 22 |
| Decompression speed | mm/s | 2 |
| Decompression length | mm | 3 |
| Back pressure | bar | −1 |
| Holding force | kN | 1200 |
| Screw rotation speed | mm/s | 30 |
| Mould temperature | °C | 80 |
| Melt temperature | °C | 260 |
| Settings of Heat Zone | ||
| Zone n. 1 | °C | 260 |
| Zone n. 2 | °C | 260 |
| Zone n. 3 | °C | 255 |
| Zone n. 4 | °C | 250 |
| Zone n. 5 | °C | 235 |
| Parameters | Units | Value |
|---|---|---|
| Drying temperature | °C | 120 |
| Drying duration | h | 4 |
| Area of measurement L × W × H | mm | 50 × 50 × 50 |
| Movement trajectory in axes X–Y–Z | mm | 50 |
| Dimensions L × W × H | mm | 500 × 310 × 450 |
| Axes resolution | µm | 0.5 |
| Load capacity | kg | 10 |
| Weight | kg | 55 |
| Maximum velocity | mm/s | 30 |
| Maximum resolution | nm | 1 |
| Maximum admissible error | nm | 10 |
| Parameter | Unit | Value |
|---|---|---|
| Indentation force | N | 1 |
| Maximum force duration | s | 90 |
| Loading and de-loading velocity | N/s | 2 |
References
- Shaw, M.T.; Jamieson, A.M. Introduction to Polymer Rheology: From Suspenzions to Nanocomposites and Beyond; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- Otsuka, M.; Oyabe, A.; Ito, H. Effects of Mold Surface Conditions on Flow Length in Injection Molding Process. Polym. Eng. Sci. 2011, 51, 1383–1388. [Google Scholar] [CrossRef]
- Eladl, A.; Mostafa, R.; Islam, A.; Loaldi, D.; Soltan, H.; Hansen, H.N.; Tosello, G. Effect of Process Parameters on Flow Length and Flash Formation in Injection Moulding of High Aspect Ratio Polymeric Micro Features. Micromachines 2018, 9, 58. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salimi, A.; Subaşı, M.; Buldu, L.; Karataş, Ç. Prediction of flow length in injection molding for engineering plastics by fuzzy logic under different processing conditions. Iran. Polym. J. 2013, 22, 33–41. [Google Scholar] [CrossRef] [Green Version]
- Ershov, S.V.; Trufanova, N.M. Numerical studies of the polymer melt flow in the extruder screw channel and the forming tool. Mater. Sci. Eng. 2017, 208, 012018. [Google Scholar] [CrossRef] [Green Version]
- Pachner, S.; Loew-Baselli, B.; Affenzeller, M.; Miethlinger, J. A generalized 2D output model of polymer melt flow in single-screw extrusion. Int. Polym. Process. 2017, 32, 209–216. [Google Scholar] [CrossRef]
- Assoudi, R.; Lamzoud, K.; Chaoui, M. Influence of the wall roughness on a linear shear flow. FME Trans. 2018, 46, 272–277. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Konaganti, V.K.; Moradi, S.; Hatzikiriakos, S.G. Surface roughness and energy on slip of polymer melts. In Annual Technical Conference—ANTEC, Conference Proceedings; Society of Plastics Engineers: Brookfield, CT, USA, 2017. [Google Scholar]
- Zink, B.; Szabó, F.; Hatos, I.; Suplicz, A.; Kovács, N.K.; Hargitai, H.; Tábi, T.; Kovács, J.G. Enhanced Injection Molding Simulation of Advanced Injection Molds. Polymers 2017, 9, 77. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hua, S.; Zhang, S.; Cao, W.; Wang, Y.; Shao, C.; Liu, C.; Dong, B.; Shen, C. Simulation of jetting in injection molding using a finite volume method. Polymers 2016, 8, 172. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gao, S.; Qiu, Z.; Ouyang, J.; Yang, Y. Wall slip of linear polymer melts during ultrasonic-assisted micro-injection molding. Polym. Eng. Sci. 2019, 59, 7–13. [Google Scholar] [CrossRef] [Green Version]
- Stanek, M.; Manas, M.; Ovsik, M.; Reznicek, M.; Senkerik, V.; Janostik, V. Polymer flow influenced by mold cavity surface roughness. Manuf. Technol. 2019, 19, 327–331. [Google Scholar] [CrossRef]
- Stanek, M. Influence of Tool, Material and Process on the Quality of Injection Molded Products; TBU in Zlin: Zlín, Czech Republic, 2021; ISBN 978-80-7454-978-6. [Google Scholar]
- Bellantone, V.; Surace, R.; Trotta, G.; Fassi, I. Replication capability of micro injection moulding process for polymeric parts manufacturing. Int. J. Adv. Manuf. Technol. 2013, 67, 1407–1421. [Google Scholar] [CrossRef]
- Fluxa, P.; Stanek, M.; Ovsik, M.; Dockal, A. Polyoxymethylene flow enhancement using the rough surface injection mould cavity. MM Sci. J. 2020, 3878–3881. [Google Scholar] [CrossRef]
- Halevi, G. Process and Operation Planning Boston; Kluwer Academic Publishers: Norwell, MA, USA, 2013. [Google Scholar]
- Mani, M.R.; Surace, R.; Ferreira, P.; Segal, J.; Fassi, I.; Ratchev, S. Process Parameter Effects on Dimensional Accuracy of Microinjection Moulded Part. J. Micro Nano-Manuf. 2013, 1, 1–8. [Google Scholar] [CrossRef]
- Manas, D.; Mizera, A.; Navratil, J.; Manas, M.; Ovsik, M.; Sehnalek, S.; Stoklasek, P. The electrical, mechanical and surface properties of thermoplastic polyester elastomer modified by electron beta radiation. Polymers 2018, 10, 1057. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Manas, D.; Mizera, A.; Manas, M.; Ovsik, M.; Hylova, L.; Sehnalek, S.; Stoklasek, P. Mechanical properties changes of irradiated thermoplastic elastomer. Polymers 2018, 10, 87. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ovsik, M.; Manas, M.; Stanek, M.; Dockal, A.; Vanek, J.; Mizera, A.; Adamek, M.; Stoklasek, P. Polyamide surface layer nano-indentation and thermal properties modified by irradiation. Materials 2020, 13, 2915. [Google Scholar] [CrossRef] [PubMed]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]







| Test Plates Label | Type of Machining | Surface Quality |
|---|---|---|
| Plate 1.6 | Milling | Ra = 1.6 µm |
| Plate 0.8 | Grinding | Ra = 0.8 µm |
| Plate 0.1 | Polishing | Ra = 0.1 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ovsik, M.; Stanek, M.; Dockal, A.; Fluxa, P.; Chalupa, V. The Influence of Surface Quality on Flow Length and Micro-Mechanical Properties of Polycarbonate. Materials 2021, 14, 5910. https://doi.org/10.3390/ma14205910
Ovsik M, Stanek M, Dockal A, Fluxa P, Chalupa V. The Influence of Surface Quality on Flow Length and Micro-Mechanical Properties of Polycarbonate. Materials. 2021; 14(20):5910. https://doi.org/10.3390/ma14205910
Chicago/Turabian StyleOvsik, Martin, Michal Stanek, Adam Dockal, Petr Fluxa, and Vlastimil Chalupa. 2021. "The Influence of Surface Quality on Flow Length and Micro-Mechanical Properties of Polycarbonate" Materials 14, no. 20: 5910. https://doi.org/10.3390/ma14205910